 НАЗАД
НАЗАД

5 предимства от избора на персонализирани калъфи за бижута за вашите продукти
2025-05-14


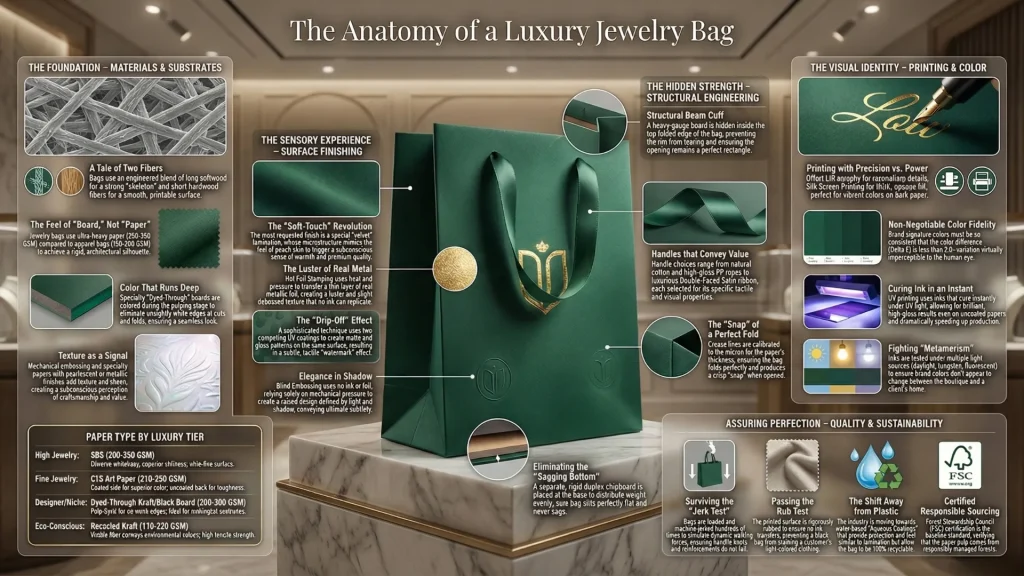
A плик е критично разширение на стойността на марката – физически интерфейс, свързващ търговското пространство с личната сфера на потребителя. Производството на съвременни луксозни чанти за бижута представлява дълбока конвергенция на материалознанието, структурното инженерство, цветната физика и прецизното производство. За да задоволи противоречивите изисквания да бъде „здрава като щит, но и тактилна като коприна“, веригата за доставки трябва да се ориентира в деликатен баланс между якост на опън и тактилна мекота, визуален разкош и екологична устойчивост, както и гъвкавостта на ръчния монтаж спрямо прецизността на автоматизацията.
В тази статия ще обсъдим технологията и майсторството, които стоят зад опаковките, специфични за бижута, като ще обхванем всичко - от избора на целулозни субстрати до нанометрови повърхностни покрития, структурна оптимизация и строги системи за контрол на качеството.

Основата на всяка първокласна опаковка се крие във физическата цялост на нейния субстрат. Тъй като съдържанието за опаковки на бижута обикновено е с малък обем, но с висока плътност (като благородни метали и скъпоценни камъни) и притежава висока единична стойност, хартията трябва да притежава специфични механични свойства. Те включват превъзходна твърдост, устойчивост на разкъсване и издръжливост на сгъване, като същевременно служи като безупречно средство за висококачествен печат.
Усещането при допир и механичната здравина на чантата се определят главно от влакнестия състав на пулпата и нейния производствен процес. Производството на висококачествени чанти за бижута обикновено включва инженерно смесване на два основни вида влакна:
Най-отличителната черта на луксозната чанта за бижута е нейната твърдост, често описвана като „усещане за картон“, а не като „усещане за хартия“. Това физическо свойство е строго контролирано от теглото на хартията, измерено в грамове на квадратен метър (GSM).
За разлика от хартията с плътност 150-200 GSM, която обикновено се използва в производството на облекло, стандартите на бижутерската индустрия предпочитат по-тежки материали, вариращи от 250 GSM до 350 GSMТази висока плътност е не само за да издържи тежки кутии за бижута, но, по-важното, за да предотврати извиването или деформирането на стените на торбата при разтоварване, като по този начин се запазва архитектурният силует на опаковката.
| Ниво на приложение | Препоръчителен тип хартия | GSM обхват | Физически и естетически характеристики |
| Високи бижута | SBS (Твърд избелен сулфат) | 300 – 350 GSM | Изключителна белота, превъзходна твърдост, тежък „туп“ при затваряне и ултрафина повърхност. |
| Търговия на дребно с изящни бижута | Художествена хартия C1S (с едностранно покритие) | 210 – 250 GSM | Покритата страна предлага превъзходно възпроизвеждане на цветовете; непокритата задна страна запазва здравината на влакната. Идеално за малки до средни размери. |
| Дизайнер/Ниша | Боядисан крафт/черен картон | 200 – 300 GSM | Боядисана в пулп, за да няма бели ръбове при разрезите. Демонстрира минималистична естетика със стегната структура на влакната и висока устойчивост на разкъсване. |
| Екосъобразен | Рециклиран крафт | 170 – 230 GSM | Видимата текстура на влакната предава екологични стойности. Висока якост на опън, макар и малко по-малко твърда от покритите материали със същото тегло. |
Освен стандартните покрити и непокрити материали, бижутерската индустрия често използва „специални хартии“, за да придаде ексклузивност чрез текстура.

Визуалната идентичност (ВИ) на една марка бижута разчита на прецизното нанасяне на мастило върху основата. Изборът на технология за печат на хартиени торбички зависи от обема, топологията на повърхността и екстремните изисквания за цветопредаване.
Офсетовата литография остава златният стандарт за луксозни опаковки с голям обем, благодарение на превъзходната си резолюция и контрол на цветовете.
За изключително наситени цветове или печат върху тъмни, груби текстурирани основи, ситопечатът е предпочитаният процес.
Технологията за ултравиолетов (UV) печат става доминираща в луксозните опаковки. UV мастилата съдържат фотоинициатори, които полимеризират мигновено при излагане на специфични UV дължини на вълните, вместо да изсъхват чрез изпаряване или абсорбция на разтворителя.
Ако печатът предоставя визуална информация, технология за довършителни работи осигурява емоционален контекст. Чрез регулиране на отражението на светлината и коефициента на триене на повърхността на чантата се създава мултисензорно луксозно изживяване.
Ламинирането включва термично свързване на микроскопичен пластмасов филм (обикновено PP или PET) към повърхността на хартията. Този слой служи за две цели: значително увеличава якостта на разкъсване (решаващо за сгъваемите ъгли) и установява естетическата основа.
Щамповането с фолио е отличителният процес на опаковане на бижута, придаващ истински метален блясък, с който никое метално мастило не може да се сравни.
Една усъвършенствана техника, която набира популярност, е „Reverse UV“ или „Drip-Off“, която създава контраст мат/гланц върху една равнина без ламиниране.
Луксозната чанта за бижута е по същество твърд контейнер, изработен от гъвкави материали. За да се поддържа перфектна геометрия под товар, е необходимо прецизно структурно инженерство.
За да се предотврати деформация по време на носене, в критичните зони се имплантират подсилващи елементи.
Дръжката е първата точка на взаимодействие. Нейният материал, диаметър и метод на свързване директно предават стойността на марката.


Прецизното щанцоване гарантира, че торбата образува перфектен квадрат.
Матрица на гънките: Дълбочината и ширината на канала за гънки трябва да бъдат калибрирани до микрон въз основа на дебелината на хартията. Твърде плиткият канал причинява „напукване“ (оголване на бели влакна); твърде дълбокият го реже. При дебели хартии с тъмен печат често се прилага локализирано овлажняване или нагряване преди биговане, за да се увеличи гъвкавостта на влакната.
Геометрия на клина: Страничните линии на сгъване трябва да се подравняват точно с гънките на долния капак, за да се гарантира, че чантата ще се чуе отчетливо „щракване“ при отваряне и ще стои без да се клатушка.
Адхезивният химичен състав определя живота и адаптивността на торбата към околната среда.
За да се гарантира, че чантата предпазва безопасно ценните бижута, е задължително да се подложи на строги физически и химични тестове.

Съвременните потребители на луксозни стоки изискват изисканите преживявания да не са за сметка на планетата.
Традиционните ламинирани торбички са трудни за рециклиране.
Производството на хартиена торбичка за бижута е игра на изключителни детайли. Под минималистичния екстериор се крие сложна матрица от решения: Здравина на дългите влакна срещу гладкост на късите влакна? Химична стабилност на UV мастилото срещу физически блясък на горещото фолио? Абсолютната постоянство на машинното сгъване срещу топлото докосване на ръчното сглобяване?
За марките бижута, хартиената торбичка е последното ръкостискане на сделката. Технологиите, описани тук – от плътен избелен картон с 350 GSM до нанометрично меко ламиниране, от спектрално съчетани точкови мастила до памучни дръжки, тествани на дърпане – си сътрудничат, за да гарантират, че това „ръкостискане“ предава тежест, трайност и грижа.
Таблица 1: Матрица за приложимост на процеса на печат
| Особеност | Офсетова литография | Печат на копринен екран | UV печат |
| Най-добър случай на употреба | Изображения с висока детайлност, фотография, градиенти | Големи едноцветни блокове, тактилни ефекти, металически елементи | Бързо изпълнение, неабсорбиращи основи |
| Плътност на мастилото | Тънки (1-2 микрона) | Много дебел (10-100 микрона) | Среден (в зависимост от настройките) |
| Съвместимост на субстрата | Гладка хартия (с покритие) | Почти всички (текстурирани, тъмни, платнени) | Почти всички (пластмаса, метализирана хартия) |
| Тъмен цвят на хартията | Лошо (мастилата са полупрозрачни) | Отлично (Висока непрозрачност) | Отлично (мастилото се задържа на повърхността) |
Таблица 2: Производителност на материала на дръжката
| Тип дръжка | Материал | сила | Естетичен | цена | Екологичност |
| Вито въже | Памук | Среден | Натурален, Матов, Органичен | Среден | Високо (биоразградимо) |
| Вито въже | PP (Полипропилен) | Високо | Гланцово, синтетично, еднородно | ниско | Ниско (традиционна пластмаса) |
| панделка | Полиестер сатен | Среден | Луксозен, копринен, висок гланц | Високо | Ниско (освен ако не е рециклиран PET) |
| панделка | рипсено | Високо | Текстурирана, структурна | Високо | Варира според материала |
At Richpack Опаковка, ние разработваме преживявания, свързани с марката. От избора на прецизна смес от влакна за структурна цялост до изпълнението на сложни UV покрития, които „оттичат“, и които радват върховете на пръстите, нашият опит гарантира, че опаковката на вашите бижута е толкова изящна, колкото и бижутата вътре.
Независимо дали имате нужда от напълно устойчиво водно покритие или ръчно сглобен, многостепенен релефен шедьовър, Richpack е вашият партньор в прецизния лукс.
A: За разлика от стандартните торбички за търговия на дребно, луксозните торбички за бижута често използват тежки картони (300+ GSM) и сложни ламинации, които са чувствителни към промените в околната среда.
Контрол на влажността: Хартията е хигроскопична. Съхранявайте торбите в климатизирана среда с относителна влажност между 40-60%. Прекомерната влага може да доведе до изкривяване на „долната плоча“, докато екстремната сухота може да доведе до отлепване на ламината или напукване на хартията по гънките.
Подреждане: Не подреждайте кашоните повече от 5 един върху друг. Тежестта може да смачка „геометрията на клиновете“ или да остави трайни следи от натиск върху мекото ламинатно покритие на торбичките в долната част.
A: Въпреки че дигиталното доказателство проверява правописа и оформлението, то не може да симулира физическото взаимодействие на светлината с горещо фолио или тактилната височина на релефното щамповане. Създаването на физическа мостра изисква изработка на действителните метални матрици (форми) и настройване на машината само за една единица.
Препоръка: За поръчки, включващи сложно многостепенно щамповане или специфични цветове фолио, силно препоръчваме мокър пробен отпечатък, за да се сравни „усещането в ръка“, дори и да е необходимо да се заплати такса за настройка на инструментите.
A: Неприятните миризми могат да развалят разопаковането, особено при бижута. Това обикновено се дължи на лепила на основата на разтворители или недостатъчно време за UV втвърдяване.
Нашият протокол: В Richpack ние даваме приоритет на лепилата с ниско съдържание на ЛОС (летливи органични съединения) и осигуряваме специфичен период на „проветряване“ във вентилирано помещение след производството, преди да ги опаковаме в картонени кутии. Ако вашата марка е силно чувствителна към миризми, моля, заявете нашите опции за лепила с „неутрална миризма“ по време на консултацията.
A: Въпреки че автоматизацията осигурява последователност, тя изисква значително време за настройка.
Прагът: Обикновено, за поръчки под 3,000 – 5,000 бройки, полуавтоматичният или ръчният монтаж е по-рентабилен поради високите разходи за настройка на автоматичните машини за формоване на тръби.
Изключение: Ако чантата ви изисква сложни, нестандартни размери или уникални закрепвания с панделка, ръчното сглобяване остава единствената опция, независимо от обема, тъй като машините са ограничени до стандартни съотношения на страните „пейзаж“ или „портрет“.
2025-05-14
2025-09-29

2025-07-18

Научете как да избирате екологични материали за подаръчни кутии с капаци, като разгледате рециклиран картон, FSC-сертифицирана хартия, биопластмаси и други.

Richpack · Как да разкажете историята на марката бижута Monet чрез изкуство на опаковките Според проучване на Smithers Pira, световният пазар на опаковки се очаква да достигне 1.42 трилиона долара до 2028 г., което подчертава нарастващия акцент върху опаковките. Опаковките на бижута Monet също разкриват тази брилянтност. Но разопаковането им, често пренебрегвано, представлява мощна възможност за… Продължете да четете Технологията и занаята зад нашите хартиени торбички за бижута

Richpack · Кутии за бижута Richpack Наследяване и усъвършенстване на естетиката и екологичната интелигентност на опаковките за бижута Napier Napier резонира с ценителите на бижута, извиквайки образи на висококачествена изработка и иновативни дизайни. Richpack, водещ доставчик на решения за опаковане на бижута, е посветен на създаването на кутии, които въплъщават устойчивост и екологична отговорност, като същевременно демонстрират присъщата елегантност на бижутата. В този блог ще открием как… Продължете да четете Технологията и занаята зад нашите хартиени торбички за бижута

Луксозни комплекти опаковки за висок клас бижута | Премиум персонализирани решения с Richpack съответстващи дизайни за ексклузивни марки бижута, търсещи елегантни опаковки в насипно състояние

Richpack Универсални и Recherché малки контейнери с капаци – издръжливи и сигурни решения за показване на бижута за организирано съхранение и увеличаване на красотата

Гъвкави и еластични торбички за подаръци Хартия за всеки повод – Richpack Стилни малки цветни торбички за подаръци, перфектни за всяко представяне на подарък

Изработени по поръчка и издръжливи хартиени торби с лога за магазини | Перфектни решения за брандиране за бижутери, нуждаещи се от привличащи вниманието опаковки за продажба на дребно
Вижте още
Персонализирани подаръчни карти с брандирани лога и послания | Персонализирани решения на Richpack за бижутерски магазини, изискващи брандирани опции за опаковане
Вижте още
Екологични торбички за бижута от рециклирана хартия с марка | Идеален за търговци на едро на бижута, които търсят устойчиви и персонализирани опции за опаковане
Вижте още