 FORRIGE
FORRIGE

5 fordele ved at vælge brugerdefinerede smykkeposer til dine produkter
2025-05-14


A papirpose er en afgørende forlængelse af brand equity – en fysisk grænseflade, der forbinder detailhandlen med forbrugerens private sfære. Fremstillingen af moderne luksussmykkeposer repræsenterer en dyb konvergens af materialevidenskab, strukturteknik, farvefysik og præcisionsfremstilling. For at tilfredsstille de modstridende krav om at være "robust som et skjold, men taktil som silke", skal forsyningskæden navigere i en hårfin balance mellem trækstyrke og taktil blødhed, visuel overdådighed og miljømæssig bæredygtighed, samt fleksibiliteten ved manuel samling versus præcisionen ved automatisering.
I denne artikel vil vi diskutere teknologien og håndværket bag smykkespecifik emballage, der dækker alt fra valg af cellulosesubstrater til nanometerskala overfladebelægninger, strukturel optimering og strenge kvalitetskontrolsystemer.

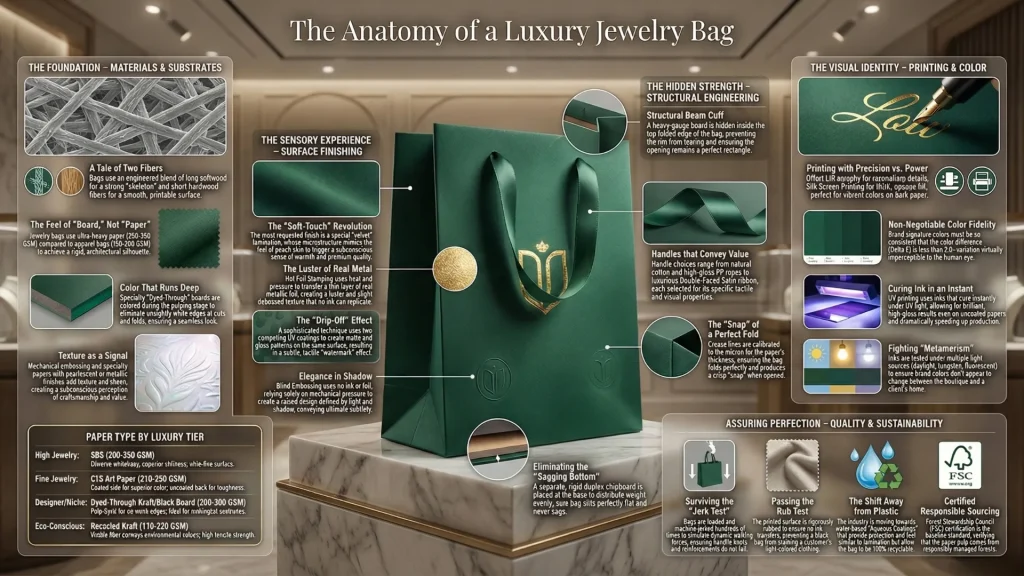
Fundamentet for enhver førsteklasses emballage ligger i den fysiske integritet af dens substrat. For smykkeemballage, fordi indholdet typisk er lille i volumen, men høj i densitet (såsom ædelmetaller og ædelsten) og har en høj enhedsværdi, skal papiret udvise specifikke mekaniske egenskaber. Disse omfatter overlegen stivhed, rivestyrke og foldningsudholdenhed, samtidig med at det fungerer som et fejlfrit middel til high-fi-tryk.
En poses håndfølelse og mekaniske styrke bestemmes primært af fibersammensætningen i papirmassen og dens fremstillingsproces. Fremstilling af eksklusive smykkeposer involverer typisk en konstrueret blanding af to primære fibertyper:
Det mest karakteristiske træk ved en luksuriøs smykkepose er dens stivhed, ofte beskrevet som havende en "papfølelse" snarere end en "papirfølelse". Denne fysiske egenskab styres strengt af papirets basisvægt, målt i gram pr. kvadratmeter (GSM).
I modsætning til 150-200 GSM-papiret, der typisk bruges i beklædningsindustrien, favoriserer smykkeindustriens standarder tungere materialer, lige fra 250 GSM til 350 GSMDenne høje densitet er ikke kun til at understøtte tunge smykkeskrin, men, endnu vigtigere, til at forhindre posens vægge i at bøje eller vride sig, når de tømmes, hvorved emballagens arkitektoniske silhuet bevares.
| Applikationsniveau | Anbefalet papirtype | GSM rækkevidde | Fysiske og æstetiske egenskaber |
| Høj smykker | SBS (fast bleget sulfat) | 300 – 350 GSM | Ekstrem hvidhed, overlegen stivhed, et kraftigt "dunk" ved lukning og en ultrafin overflade. |
| Detailhandel med fine smykker | C1S (bestrøget ensidet) kunstpapir | 210 – 250 GSM | Den belagte side giver overlegen farvegengivelse; den ubelagte bagside bevarer fiberens sejhed. Ideel til små til mellemstore størrelser. |
| Designer/Niche | Gennemfarvet kraftpapir/sort karton | 200 – 300 GSM | Pulp-farvet for at undgå hvide kanter ved snit. Fremhæver minimalistisk æstetik med tæt fiberstruktur og høj rivestyrke. |
| Miljøbevidst | Genanvendt Kraft | 170 – 230 GSM | Synlig fibertekstur formidler miljømæssige værdier. Høj trækstyrke, dog lidt mindre stiv end belagte materialer af samme vægt. |
Ud over standardbestrøgede og ubestrøgede materialer anvender smykkeindustrien ofte "specialpapir" for at formidle eksklusivitet gennem tekstur.

Et smykkemærkes visuelle identitet (VI) er afhængig af den præcise aflejring af blæk på substratet. Valget af trykteknologi til papirposer afhænger af volumen, overfladetopologi og ekstreme krav til farvenøjagtighed.
Offsetlitografi er fortsat guldstandarden for luksusemballage i store mængder, hvilket tilskrives dens overlegne opløsning og farvekontrol.
Til ekstrem farvemætning eller tryk på mørke, ru teksturerede underlag er silketryk den foretrukne proces.
Ultraviolet (UV) trykteknologi bliver mere og mere dominerende inden for luksusemballage. UV-blæk indeholder fotoinitiatorer, der polymeriserer øjeblikkeligt ved eksponering for specifikke UV-bølgelængder i stedet for at tørre via fordampning eller absorption af opløsningsmidler.
Hvis udskrivning giver visuel information, efterbehandlingsteknologi giver følelsesmæssig kontekst. Ved at regulere lysreflektansen og friktionskoefficienten på taskens overflade skabes en multisensorisk luksusoplevelse.
Laminering involverer termisk binding af en mikroskopisk plastfilm (normalt PP eller PET) til papiroverfladen. Dette lag tjener to formål: det øger rivestyrken betydeligt (afgørende for foldehjørner) og etablerer det æstetiske grundlag.
Folieprægning er den karakteristiske proces inden for smykkeemballage, der giver en ægte metallisk glans, som ingen metallisk blæk kan matche.
En sofistikeret teknik, der vokser i popularitet, er "Reverse UV" eller "Drip-Off", som skaber mat/glans-kontrast på et enkelt plan uden laminering.
En luksuriøs smykkepose er i bund og grund en stiv beholder konstrueret af fleksible materialer. For at opretholde perfekt geometri under belastning kræves præcis strukturteknik.
For at forhindre deformation under bæring er der implanteret forstærkninger i kritiske zoner.
Håndtaget er det første berøringspunkt i interaktionen. Dets materiale, diameter og forbindelsesmetode formidler direkte brandværdi.


Præcis udstansning sikrer, at posen danner en perfekt firkant.
Foldematrix: Dybden og bredden af foldekanalen skal kalibreres til mikronen baseret på papirtykkelsen. For lav tykkelse forårsager "revnedannelse" (hvilket blotlægger hvide fibre); for dyb tykkelse skærer fibrene. For tykke, mørkt trykte papirer anvendes ofte lokal befugtning eller opvarmning før folding for at øge fiberens bøjelighed.
Kilegeometri: Sidefoldelinjerne skal flugte præcist med bundklappens folder for at sikre, at posen giver et skarpt "klik", når den åbnes, og står uden at vakle.
Klæbemidlets kemi dikterer posens levetid og miljømæssige tilpasningsevne.
For at sikre, at posen beskytter smykker af høj værdi, er grundige fysiske og kemiske test obligatoriske.

Moderne luksusforbrugere kræver, at udsøgte oplevelser ikke sker på bekostning af planeten.
Traditionelle laminerede poser er vanskelige at genbruge.
Produktionen af en smykkepapirpose er et spil med ekstreme detaljer. Under det minimalistiske ydre ligger en kompleks beslutningsmatrix: Langfiberstyrke vs. kortfiberglathed? Kemisk stabilitet af UV-blæk vs. fysisk glans af varm folie? Den absolutte konsistens af maskinfoldning vs. den varme berøring af håndmontering?
For smykkemærker er papirposen det sidste håndtryk i transaktionen. De teknologier, der er beskrevet her – fra 350 GSM solid bleget pap til nanometrisk soft-touch laminering, fra spektralt matchede spotblæk til jerk-testede bomuldshåndtag – samarbejder for at sikre, at dette "håndtryk" formidler vægt, varighed og omhu.
Tabel 1: Anvendelsesmatrix for trykproces
| Feature | Offset litografi | Silk screen printing | UV Printing |
| Bedste brugssag | Billeder med høj detaljegrad, fotografering, gradienter | Store ensfarvede blokke, taktile effekter, metalliske farver | Hurtig leveringstid, ikke-absorberende underlag |
| Blæktykkelse | Tynd (1-2 mikron) | Meget tyk (10-100 mikron) | Mellem (Afhængig af indstillinger) |
| Substratkompatibilitet | Glatte papirer (bestrøget) | Næsten alle (Tekstureret, Mørk, Stof) | Næsten alt (plastik, metalliseret papir) |
| Mørk papirfarve | Dårlig (blækket er gennemskinneligt) | Fremragende (Høj opacitet) | Fremragende (blækket sidder på overfladen) |
Tabel 2: Håndtagsmaterialets ydeevne
| Håndtag Type | Materiale | Styrke | Æstetisk | Pris | Miljøvenlighed |
| Snoet reb | Bomuld | Medium | Naturlig, Mat, Økologisk | Medium | Høj (biologisk nedbrydelig) |
| Snoet reb | PP (polypropylen) | Høj | Blank, Syntetisk, Ensartet | Lav | Lav (Traditionel plastik) |
| Bånd | Polyester satin | Medium | Luksuriøs, silkeagtig, højglans | Høj | Lav (medmindre genbrugt PET) |
| Bånd | grosgrain | Høj | Tekstureret, strukturel | Høj | Varierer efter materiale |
At Richpack Emballage, vi udvikler brandoplevelser. Fra at vælge den præcise fiberblanding for strukturel integritet til at udføre komplekse "dryp-off" UV-finisher, der glæder fingerspidserne, sikrer vores ekspertise, at din smykkeemballage er lige så udsøgt som de indre dele.
Uanset om du har brug for en fuldt bæredygtig vandig coatingopløsning eller et håndsamlet, præget mesterværk i flere niveauer, er Richpack din partner inden for præcisionsluksus.
A: I modsætning til almindelige detailposer bruger luksussmykkeposer ofte kraftige plader (300+ GSM) og komplekse lamineringer, der er følsomme over for miljøændringer.
Fugtighedskontrol: Papir er hygroskopisk. Opbevar poser i et klimakontrolleret miljø med en relativ luftfugtighed på mellem 40-60 %. For meget fugt kan få "bundpladen" til at slå sig, mens ekstrem tørhed kan få lamineringen til at skalle af, eller papiret til at revne ved folderne.
Stabling: Stable ikke kartoner i mere end 5 stk. Vægten kan knuse "kilegeometrien" eller efterlade permanente trykmærker på posernes bløde laminering i bunden.
A: Selvom et digitalt prøvetryk kontrollerer stavning og layout, kan det ikke simulere den fysiske interaktion mellem lys og varm folie eller den taktile højde ved prægning. Oprettelse af en fysisk prøve kræver fremstilling af de faktiske metalforme og opsætning af maskineriet til kun én enhed.
Anbefaling: For ordrer, der involverer kompleks prægning i flere niveauer eller specifikke foliefarver, anbefaler vi kraftigt en vådprøve for at måle "håndfølelsen", selvom det medfører et opsætningsgebyr.
A: Ubehagelige lugte kan ødelægge udpakningsoplevelsen, især for smykker. Dette skyldes normalt opløsningsmiddelbaseret lim eller utilstrækkelig UV-hærdningstid.
Vores protokol: Hos Richpack prioriterer vi klæbemidler med lavt VOC-indhold (flygtige organiske forbindelser) og sørger for en specifik "udluftningsperiode" i et ventileret produktionsområde efter produktionen, før de pakkes i forsendelseskartoner. Hvis dit brand er meget følsomt over for duft, bedes du anmode om vores "lugtneutrale" klæbemidler under konsultationen.
A: Selvom automatisering sikrer konsistens, kræver det betydelig opsætningstid.
Grænsen: Generelt er halvautomatisk eller manuel samling mere omkostningseffektiv for ordrer under 3,000-5,000 enheder på grund af de høje opsætningsomkostninger for automatiske rørformningsmaskiner.
Undtagelsen: Hvis din taske kræver komplekse, ikke-standardiserede størrelser eller unikke båndtilbehør, er manuel samling den eneste mulighed uanset volumen, da maskiner er begrænset til standard "liggende" eller "portræt" billedformater.
2025-05-14
2025-09-29

2025-07-18

Lær hvordan du vælger miljøvenlige materialer til gaveæsker med låg, udforsk genbrugspap, FSC-certificeret papir, bioplast og meget mere.

Richpack · Sådan fortæller du Monets smykkebrandhistorie gennem emballagekunst Ifølge en undersøgelse foretaget af Smithers Pira forventes det globale emballagemarked at nå 1.42 billioner dollars i 2028, hvilket fremhæver den voksende vægt på emballage. Monets smykkeemballage afslører også denne genialitet. Men dens udpakningsoplevelse, som ofte overses, giver en potent mulighed for at… Fortsæt med at læse Teknologien og håndværket bag vores papirposer til smykker

Richpack · Richpack smykkeæsker Arver og fremmer Napier Jewellery Packagings æstetiske og miljøintelligente design Napier appellerer til smykkekendere og fremkalder billeder af håndværk af høj kvalitet og innovative designs. Richpack, en førende leverandør af smykkeemballageløsninger, er dedikeret til at skabe æsker, der repræsenterer bæredygtighed og miljøansvar, samtidig med at de fremhæver smykkers iboende elegance. I denne blog vil vi opdage, hvordan… Fortsæt med at læse Teknologien og håndværket bag vores papirposer til smykker

Luksusemballagesæt til eksklusive smykker | Premium brugerdefinerede løsninger med Richpack matchende designs til eksklusive smykkemærker, der søger elegant bulkemballage

Richpack Alsidige og Recherché små beholdere med låg – Holdbare og sikre smykkedisplayløsninger til organiseret opbevaring og skønhedsforstærkning

Alsidige og robuste gaveposer Papir til enhver lejlighed – Richpack Stilfulde små farverige gaveposer Perfekt til enhver gavepræsentation

Skræddersyede og holdbare specialtrykte papirposer til detailbutikker med logoer | Perfekte brandingløsninger til juvelerer, der har brug for iøjnefaldende detailemballage
Se mere
Brugerdefinerede gavekort med logoer og tekst | Richpacks skræddersyede løsninger til smykkeforretninger, der kræver emballage med mærke
Se mere
Økobevidste smykkeposer af genbrugspapir med branding | Ideel til smykkegrossister, der leder efter bæredygtige og tilpassede emballagemuligheder
Se mere