 पिछला
पिछला

10 में स्थायी सौंदर्य ब्रांडों को प्रेरित करने वाले 2025 पर्यावरण-अनुकूल सौंदर्य प्रसाधन पैकेजिंग विचार
2025-07-13


प्लास्टिक से लिपटे इस आभूषण के डिब्बे में एक मजबूत इंजेक्शन-मोल्डेड फ्रेम को कपड़े की चिकनी बाहरी परत के साथ मिला दिया गया है। लेकिन, "लक्जरी एहसास" और "सस्ती नकल" के बीच असली अंतर कपड़े में नहीं, बल्कि उसके नीचे छिपी इंजीनियरिंग की सटीकता में निहित है।
यह गाइड आपको कार्यशाला के अंदर ले जाकर संपूर्ण विनिर्माण प्रक्रिया को समझने में मदद करेगी—HIPS 475 के चयन से लेकर 0.1 मिमी मोल्ड टॉलरेंस तक—और आपको सतही चीजों से परे देखने और वास्तविक गुणवत्ता की पहचान करने के लिए अंदरूनी जानकारी प्रदान करेगी।
जब हम उच्च श्रेणी के आभूषण बक्सों की बात करते हैं, तो शायद आपके दिमाग में सबसे पहले "प्लास्टिक" शब्द नहीं आता। लेकिन उद्योग जगत का एक गुप्त रहस्य यह है कि एकसमान बनावट वाले कई सबसे टिकाऊ लक्जरी पैकेजिंग का मूल तत्व सटीक रूप से निर्मित प्लास्टिक बेस या प्लास्टिक ब्लैंक ही होता है।
इस तरह के बक्से का ढांचा इंजेक्शन मोल्डिंग से बने प्लास्टिक का होता है। इसकी बाहरी परत उच्च श्रेणी के पीयू लेदर, विशेष कागज या फलालैन की होती है, जो सटीक रैपिंग तकनीक के माध्यम से ढांचे के साथ पूरी तरह से फिट बैठती है। यह संरचना लकड़ी के बक्से जैसी मजबूती प्रदान करती है, साथ ही इसमें डिजाइन की अत्यधिक लचीलता और एकरूपता भी होती है— जो इसके प्रमुख लाभ हैं। कस्टम आभूषण पैकेजिंग.

उच्च स्तरीय विनिर्माण में, प्लास्टिक को सस्तेपन का पर्याय नहीं माना जा सकता। इसके विपरीत, हालांकि यह मखमल और लकड़ी जैसी आभूषण पेटियों के कच्चे माल जितना उत्तम नहीं है, फिर भी यह आभूषण पेटियों की सुंदरता को आकार देने का आधार है। प्लास्टिक के आधारों के साथ, हम लाखों युआन के सटीक सांचों का उपयोग करके मिलीमीटर से भी कम सटीकता के साथ आकार को नियंत्रित कर सकते हैं। यह ऐसी क्षमता है जो हाथ से बने कागज के डिब्बे या प्राकृतिक लकड़ी कभी हासिल नहीं कर सकते। यह सटीकता एकदम सही अंतराल, सुगम खुलने और बंद होने की प्रक्रिया और एकसमान बनावट का आधार बनती है।
इस लेख में वर्णित मुख्य संरचना कब्जेदार प्रकार की है। अलग-अलग ऊपरी और निचले ढक्कनों के विपरीत, कब्जेदार संरचना में आधार की आयामी सटीकता के लिए अत्यंत उच्च आवश्यकताएं होती हैं। हल्के से कंपन के साथ, बिना आवाज किए और सुचारू रूप से खुलने का अनुभव प्राप्त करने के लिए ऊपरी और निचले ढक्कनों का बिल्कुल सटीक मिलान होना आवश्यक है।
एक उत्तम बॉक्स की शुरुआत दो प्रमुख तत्वों से होती है: सही सामग्री और दोषरहित सांचे। इस चरण में हुई एक भी गलती बाद के सभी प्रयासों को बर्बाद कर देगी। तकनीकी आवश्यकताओं में पूरी तरह महारत हासिल करने के लिए, हम अनुशंसा करते हैं आभूषण पैकेजिंग सामग्री में महारत हासिल करना: एक व्यापक मार्गदर्शिका.
हमारे 80% सामान्य प्लास्टिक बॉक्स HIPS, यानी हाई इम्पैक्ट पॉलीस्टायरीन, विशेषकर 475 ग्रेड के बने होते हैं। क्यों? पहला कारण यह है कि इसमें संतुलित मजबूती होती है। प्लास्टिक के ये टुकड़े आसानी से नहीं टूटते और परिवहन के दौरान लगने वाले झटकों को सहन कर सकते हैं। अंतर्राष्ट्रीय शिपिंग मानकों को पूरा करने के लिए HIPS 475 की मजबूती महत्वपूर्ण है, यह एक आम मुद्दा है जिस पर चर्चा की जाती है। शिपिंग के लिए शीर्ष 10 सबसे टिकाऊ आभूषण पैकेजिंग सामग्री. दूसरा, इसकी चिपकने की क्षमता उत्कृष्ट है। इसका मतलब है कि गोंद इसकी सतह पर मजबूती से चिपक जाता है, जिससे बाद में पीयू लेदर लपेटते समय फफोले या छिलने की समस्या नहीं होती। हम उच्च गुणवत्ता वाली नई सामग्री का उपयोग करने पर जोर देते हैं, क्योंकि पुनर्चक्रित सामग्री में अशुद्धियों के कारण प्लास्टिक ब्लैंक पर काले धब्बे पड़ जाते हैं। लपेटने के बाद भी ये धब्बे छिप नहीं पाते।


यदि ग्राहक पर्यावरण संरक्षण या उच्च गुणवत्ता का अनुभव चाहते हैं, तो हम पीईटी की सलाह देंगे। यह कठोर और पर्यावरण के अनुकूल है। लेकिन यह एक नाजुक पदार्थ है जो आसानी से नमी सोख लेता है। इंजेक्शन मोल्डिंग से पहले, पीईटी पेलेट्स को 80-95 डिग्री सेल्सियस पर पूरे 4 घंटे तक सुखाना आवश्यक है। एक मिनट की भी देरी से प्लास्टिक के सांचे में बुलबुले बन सकते हैं और पूरा बैच खराब हो सकता है।
मोल्ड आभूषण बॉक्स की जीवनरेखा है—विशेषकर हिंज्ड बॉक्स निर्माण. अच्छे मोल्ड सेट की कीमत बहुत अधिक होती है, और इसकी सटीकता ही सब कुछ निर्धारित करती है। हमें मोल्ड कैविटी की सतह की खुरदरापन Ra 0.8μm तक चाहिए, जो लगभग दर्पण के समान है। जटिलता का स्तर एक सटीक कब्जेदार बॉक्स का निर्माण इसका विस्तृत विवरण हमारी गाइड में दिया गया है।
आभूषणों के डिब्बे की जीवनरेखा सांचा ही होती है। अच्छे सांचों का सेट ही सब कुछ तय करता है।
हम Ra 0.8μm (मिरर फिनिश) की मांग क्यों करते हैं? मानक सांचों की खुरदरापन अक्सर Ra 3.2μm होती है, जिससे प्लास्टिक पर सूक्ष्म रेखाएं बन जाती हैं। हम अपने सांचों की खोखलों को Ra 0.8μm तक पॉलिश करते हैं।
लाभ: दर्पण जैसी प्लास्टिक की सतह यह सुनिश्चित करती है कि गोंद समान रूप से फैले (0.1 मिमी मोटाई), जिससे अंतिम चमड़े की रैपिंग पर "बुलबुले" या "संतरे के छिलके" जैसे प्रभाव का खतरा पूरी तरह से समाप्त हो जाता है।
हम दीवार की मोटाई को 1.2 मिमी और 2 मिमी के बीच सख्ती से नियंत्रित करते हैं। यदि यह बहुत पतली होगी, तो बॉक्स कमजोर और सस्ता दिखेगा। यदि यह बहुत मोटी होगी, तो ठंडा होने पर सतह सिकुड़ जाएगी और धंस जाएगी। रैपिंग सामग्री कितनी भी मोटी क्यों न हो, यह इस खामी को छुपा नहीं सकती। डिज़ाइनर अक्सर छोटे R-कोनों को पसंद करते हैं, लेकिन इससे प्लास्टिक के प्रवाह में बाधा आती है और रैपिंग सामग्री फट जाती है, जिससे निर्माण प्रक्रिया जटिल हो जाती है। अपर्याप्त भराई और सामग्री की विफलता को रोकने के लिए, हम डिज़ाइनरों से परामर्श करके यह सुनिश्चित करते हैं कि R-कोने कम से कम R1.5. यह इसके साथ संरेखित है sरेडी की आवश्यकता वाले मानक डीएफएम दिशानिर्देशus कम से कम 0.5 बार * दीवार की मोटाईसौंदर्यशास्त्र और शिल्प कौशल के बीच सही संतुलन स्थापित करते हुए।
ब्लूप्रिंट तैयार होने के बाद, हम कार्यशाला में प्रवेश करते हैं। प्लास्टिक के दानों को प्लास्टिक के सांचे में बदलना पूरी तरह से सटीक तापमान और समय नियंत्रण पर निर्भर करता है।
इंजेक्शन मोल्डिंग मशीन के बैरल में तीन चरणों वाली हीटिंग प्रक्रिया का उपयोग किया जाता है। उदाहरण के लिए, HIPS 475 को लें। फीड इनलेट को 170℃, मध्य भाग को 190℃ और नोजल को 200℃ तक गर्म किया जाता है। यदि तापमान बहुत कम हो, तो प्लास्टिक पूरी तरह से नहीं पिघलेगा, जिससे ब्लैंक पर ठंडे पदार्थ के निशान रह जाएंगे। यदि तापमान बहुत अधिक हो, तो प्लास्टिक कार्बनयुक्त हो जाएगा, जिससे ब्लैंक काले पड़ जाएंगे। हमारे तकनीशियन इंजेक्शन मोल्डिंग प्रक्रिया शीट के अनुसार ही काम करते हैं और अनुभव के आधार पर कभी भी मनमाने ढंग से सेटिंग्स में बदलाव नहीं करते हैं।

गुणवत्ता सुनिश्चित करने के लिए धैर्य आवश्यक है। 2 मिमी मोटाई वाले प्लास्टिक के सांचे को कम से कम 60 सेकंड तक ठंडा होने देना चाहिए। दक्षता बढ़ाने के लिए इसे समय से पहले निकालने से विकृति आ सकती है क्योंकि सांचा पूरी तरह से जमा नहीं हुआ होता है। हम 100% गुणवत्ता सुनिश्चित करने के लिए थोड़ी दक्षता कम करने को प्राथमिकता देते हैं।
सांचे से निकालने के बाद प्लास्टिक के खाली टुकड़ों को सीधे टोकरियों में नहीं फेंका जा सकता। श्रमिकों को 20 सेंटीमीटर की दूरी से देखकर निरीक्षण करना चाहिए, जिसमें दरारें, वेल्डिंग लाइनें, खरोंच या कोई सामग्री गायब होना जैसी चीजें शामिल हों। कोई भी दोषपूर्ण खाली टुकड़ा अगली प्रक्रिया में नहीं भेजा जाना चाहिए।
योग्य प्लास्टिक ब्लैंक की जांच के लिए, निरीक्षकों को मानक नमूने के अनुसार उनके आयामों की स्पष्ट रूप से पुष्टि करनी होगी। आयामों की सही पुष्टि होने पर ही उन्हें अगली उत्पादन लाइन में भेजा जा सकता है। हम निरीक्षकों से यह सुनिश्चित करने की अपेक्षा करते हैं कि ब्लैंक की सतहें समतल और चिकनी हों, उनमें कोई असमानता न हो। अन्यथा, गलत आयामों के कारण आगे की पैकिंग असंभव हो जाएगी। असमान सतहों के कारण तैयार उत्पाद फीके दिखेंगे, जिससे उच्च गुणवत्ता वाले बक्सों के बारे में ग्राहकों की धारणा पर सीधा नकारात्मक प्रभाव पड़ेगा।
अयोग्य उत्पादों के लिए, हमारी पुनर्चक्रण प्रक्रिया बहुत सख्त है। सबसे पहले, निरीक्षकों द्वारा सभी दोषपूर्ण वस्तुओं को स्पष्ट कारणों सहित पंजीकृत और छांटा जाता है। फिर इन दोषपूर्ण वस्तुओं को क्रशिंग क्षेत्र में ले जाकर अलग-अलग क्रश किया जाता है। दोषपूर्ण उत्पादों को कभी भी योग्य उत्पादों के साथ नहीं मिलाया जाना चाहिए। एक बार मिलाने पर, पूरा बैच दूषित हो जाएगा।
प्लास्टिक का ढांचा मूल संरचना है, और पीयू लेदर और फ्लैनेलेट जैसी आवरण सामग्री कपड़ों की तरह हैं। इन "कपड़ों" को काटने के लिए अत्यंत उच्च स्तर की सटीकता की आवश्यकता होती है।
• प्रक्रिया प्रवाह: पु-पुलिस चमड़े या कागज के बड़े रोल जैसी सामग्रियों को रोल करना → निरीक्षण करना → बड़ी शीटों में काटना → हिंज्ड बॉक्स के खुले हुए पैटर्न के अनुसार आकृतियों में डाई-कटिंग करना।
• प्लास्टिक ब्लैंक में सिलवटें पड़ना: एक सपाट क्रीज़िंग और कटिंग मशीन का उपयोग करें। क्रीज़ की गहराई 0.3 – 0.5 मिमी होनी चाहिए। बहुत गहरी क्रीज़ कपड़े को आसानी से फाड़ सकती है; बहुत कम गहरी क्रीज़ मोड़ने पर झुर्रियाँ पैदा कर सकती है।
• रैपिंग सामग्री की कटाई: विशेष प्रकार के कागज को पेपर कटर से काटा जाता है, जिसमें 0.2 मिमी से अधिक की त्रुटि नहीं होनी चाहिए। इसे कागज की रेशों की दिशा में ही काटना चाहिए। अन्यथा, गोंद सोखने के बाद कागज फैल जाएगा और विकृत हो जाएगा, जिससे तैयार उत्पाद किनारों से मुड़ जाएगा। पीयू चमड़े और फलालैन को लेजर कटर से काटा जाता है, जिससे रेशे निकले बिना साफ-सुथरे किनारे सुनिश्चित होते हैं।
• लाइनर प्रोसेसिंग: हम 30 किलोग्राम/मीटर³ से अधिक घनत्व वाले उच्च-घनत्व वाले फोम का उपयोग करते हैं। पंच प्रेस से फोम में खांचे बनाते समय, खांचे आभूषण से थोड़े छोटे होने चाहिए। इससे फोम की लोच आभूषण को मजबूती से पकड़ने में सक्षम होती है।
यह वह चरण है जिसमें "ढांचा" और "कपड़े" को पूरी तरह से संयोजित करना होता है, और यह शिल्प कौशल की सबसे बड़ी परीक्षा भी लेता है।
यह बॉक्स की दिखावट को बेहतर बनाने की प्रक्रिया है।
• हॉट स्टैम्पिंग: दो प्रकार की मशीनें उपलब्ध हैं: स्वचालित और मैनुअल। स्वचालित मशीनें सामान्य लोगो प्रिंटिंग के लिए उपयोग की जाती हैं, जिनकी क्षमता 300-500 लोगो प्रति घंटा होती है। इनका तापमान 130℃ से 150℃ तक और दबाव 5MPa से 8MPa तक होता है। PU लेदर के लिए तापमान 130℃ से कम रखना आवश्यक है। खुरदरी सतह वाले विशेष कागज के लिए दबाव को 8MPa पर सेट करना पड़ता है।

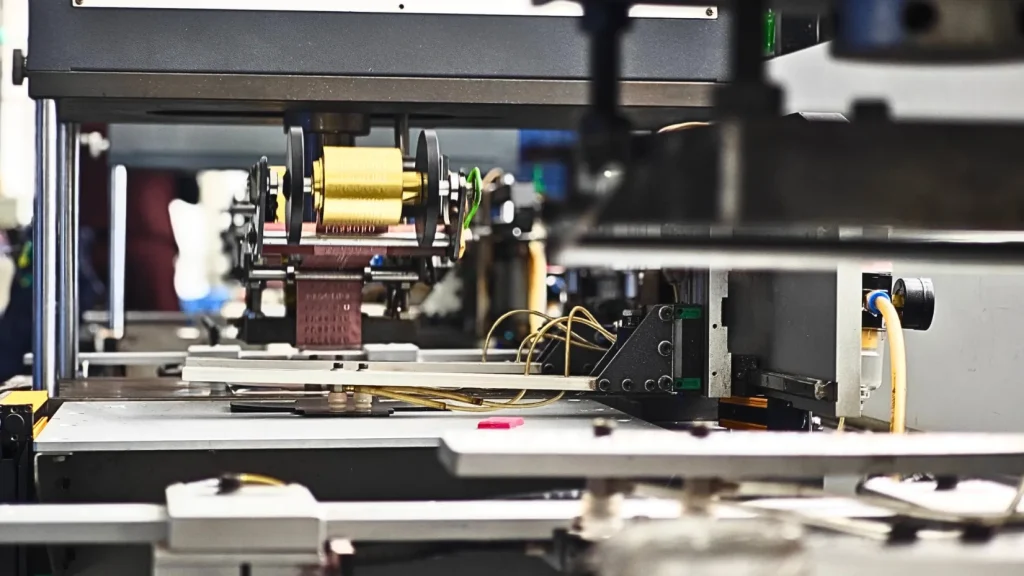
• मैनुअल हॉट स्टैम्पिंग का रहस्य: सूती कपड़ा, रेशम या साटन जैसे मोटे कपड़े, जो लचीले होते हैं और जिनकी मोटाई एक समान नहीं होती, पर स्टैम्पिंग करने के लिए हमें मैनुअल हॉट स्टैम्पिंग उपकरण का उपयोग करना पड़ता है। कुशल कारीगर कपड़े के धंसने की मात्रा के अनुसार वास्तविक समय में दबाव को समायोजित कर सकते हैं, जिससे स्टैम्पिंग की गहराई और मजबूती ग्राहक की आवश्यकताओं के अनुरूप हो। इस प्रकार का सटीक नियंत्रण एक ऐसी कला है जो स्वचालित मशीनों से संभव नहीं है। मैनुअल हॉट स्टैम्पिंग में स्थिति निर्धारण त्रुटि 0.1 मिमी से अधिक नहीं होनी चाहिए।
• डिबॉसिंग: 80-100℃ के तापमान, 10-15 एमपीए के दबाव और 0.2-0.3 मिमी की पैटर्न गहराई वाली हाइड्रोलिक एम्बॉसिंग मशीन का उपयोग करें।
• फिल्म लेमिनेशन: फिल्म को बिना किसी बुलबुले के मजबूती से चिपकाया जाना चाहिए। किनारों को मुड़ने से बचाने के लिए, लेमिनेशन के बाद हमारे कर्मचारी फिल्म को दोबारा दबाते हैं।
असेंबली वर्कशॉप अंतिम और सबसे कुशल कारीगरी की परीक्षा लेने वाला चरण है। यहाँ हम प्लास्टिक के खाली फ्रेम को तैयार बाहरी खोल में एकीकृत करते हैं और फिर इसे लाइनर के साथ जोड़ते हैं। वर्कशॉप के दो मुख्य भाग हैं: बाहरी बॉक्स निर्माण और असेंबली लाइन, जिनमें से प्रत्येक के अपने सख्त मानक हैं।
| Feature | हाथ से लपेटना (कारीगरी) | स्वचालित उत्पादन (दक्षता) |
| सबसे अच्छा है | अनियमित आकृतियाँ (हृदय, षट्भुज), जटिल डिज़ाइन | नियमित आकृतियाँ (वर्ग, आयत), मानक आकार |
| उत्पादन | सीमित (बारीकियों पर उच्च ध्यान) | 800 – 1,000 पीस/घंटा |
| गोंद की मोटाई | मानव नियंत्रण (सामग्री के आधार पर) | सटीक 0.1 – 0.2 मिमी ऑटो-कंट्रोल |
| फायदा | यह रेशम और सूती जैसे लचीले कपड़ों को बखूबी संभालता है। | यह 100% समतलता और एकरूपता की गारंटी देता है। |
अनियमित आकार के बक्सों की हस्तनिर्मित पैकिंग हमारी कार्यशाला की विशेषता है। यह कार्यशाला विशेष रूप से हृदय के आकार और षट्भुजाकार जैसे अनियमित आकार के बक्सों को कुशल कारीगरों की शिल्प कौशल और धैर्य के बल पर संभालती है।

• स्वचालित ग्लूइंग मशीनों से ग्लू लगाना: गोंद की परत 0.1 मिमी और 0.2 मिमी के बीच होनी चाहिए। बहुत मोटी गोंद फैलकर फलालैन पर चिपक जाएगी; बहुत पतली होने पर चिपकाव कमजोर होगा।
• स्थिति निर्धारण: श्रमिक रैपिंग सामग्री को प्लास्टिक के खाली भाग पर सटीकता से लगाते हैं, जिसमें स्थिति निर्धारण की त्रुटि 0.2 मिमी से अधिक नहीं होती है।

• मोड़ने वाले किनारे: श्रमिकों को क्रीजिंग मशीन द्वारा बनाई गई सिलवटों के साथ-साथ, विशेष रूप से कोनों पर, लपेटने वाली सामग्री को मोड़ना चाहिए ताकि उसमें सिलवटें न पड़ें।
• बुलबुले दबाना: बुलबुले हटाने के लिए खुरचनी का उपयोग करें, और उसके बाद बुलबुले दबाने की दूसरी प्रक्रिया करें।
• ऊपरी और निचले बॉक्स पैनल स्थापित करना: बिना अटके या असामान्य आवाज़ किए सुचारू रूप से खुलने और बंद होने को सुनिश्चित करें।
• किनारों की सीलिंग: बॉक्स के किनारों को विशेष एज स्ट्रिप्स से लपेटें ताकि अच्छी तरह से सील हो सके।
• सफाई और अस्थायी भंडारण: बॉक्स की सतह को बिना रोए वाले कपड़े से पोंछकर गोंद के दाग और धूल हटा दें।
नियमित आकार के बक्सों के लिए स्वचालित एकीकृत उत्पादन प्रणाली का उपयोग किया जाता है। पूरी तरह से स्वचालित मशीनें कुशलतापूर्वक काम करती हैं और प्रति घंटे 800-1000 बक्से तैयार करती हैं। इन मशीनों में ग्लूइंग, पोजिशनिंग, एज फोल्डिंग, बबल प्रेसिंग और एज सीलिंग जैसी प्रक्रियाएं एकीकृत होती हैं। सबसे महत्वपूर्ण बात यह है कि ये मशीनें स्वचालित रूप से समतलता का पता लगाती हैं और 0.3 मिमी से अधिक की समतलता त्रुटि वाले किसी भी उत्पाद को अस्वीकार कर देती हैं।

इस असेंबली लाइन में केवल योग्य बाहरी बॉक्स ही प्रवेश कर सकते हैं। इस प्रक्रिया में गर्म स्टैम्पिंग या एम्बोस्ड लाइनर्स को तैयार बाहरी बॉक्स के साथ मैन्युअल रूप से जोड़ा जाता है। इसमें बाहरी बॉक्स बनाने की तुलना में अधिक सटीकता की आवश्यकता होती है, क्योंकि बॉक्स खोलते समय ग्राहक सबसे पहले लाइनर की गुणवत्ता को ही देखते हैं। असेंबली लाइन में छह स्टेशन हैं, जिनमें से प्रत्येक को एक समर्पित कर्मचारी द्वारा संचालित किया जाता है।
6-स्टेशन प्रक्रिया
आंतरिक ग्लू लगाना: एक छोटे ग्लू डिस्पेंसर का उपयोग करके बाहरी बॉक्स की भीतरी दीवार पर 0.1 मिमी मोटाई की ग्लू समान रूप से लगाएं। ग्लू की पाँच बूँदें लगाएं, एक चारों कोनों पर और एक बीच में। ग्लू की मात्रा को सख्ती से नियंत्रित करें ताकि वह बह न जाए।
लाइनर की स्थिति में त्रुटि 0.2 मिमी से अधिक नहीं होनी चाहिए। यदि यह गलत जगह पर लगा हो तो इसे पुनः सही जगह पर लगाएं।
यह सुनिश्चित करने के लिए कि लाइनर बाहरी बॉक्स के साथ कसकर फिट हो जाए, उसमें कोई ढीलापन या बुलबुले न हों, मैन्युअल बबल प्रेस का उपयोग करें।
यह गुणवत्ता जांच का पहला चरण है। लाइनर की फिटिंग, बाहरी बॉक्स की सतह की स्थिति और बॉक्स के सुचारू रूप से खुलने और बंद होने की जांच करें।
एयर गन की सफाई:
सबसे पहले, 0.3 एमपीए पर समायोजित दबाव वाली उच्च दबाव वाली एयर गन का उपयोग करके धूल और रेशों को उड़ा दें।
फिर डिब्बे की बाहरी सतह को एक ही दिशा में बिना रोए वाले कपड़े से पोंछ दें।
योग्य उत्पादों को 0.03 मिमी मोटाई वाले पारदर्शी, धूल-रोधी पीई बैग में डालें। सीलिंग मशीन से 180℃ तापमान पर 1 सेकंड के लिए बैग के मुंह को कसकर सील करें।
कार्टन में पैक करते समय, प्रत्येक बॉक्स को EPE फोम से अलग करें। सुरक्षित परिवहन सुनिश्चित करने के लिए कार्टन के चारों कोनों पर कॉर्नर प्रोटेक्टर या फोम लगाएं।
आउटबाउंड प्रबंधन: डिलीवरी से पहले, हमें कार्टन पूरी तरह से सपाट और बिना किसी क्षति के चाहिए। सीलिंग टेप उखड़ा हुआ नहीं होना चाहिए ताकि परिवहन के दौरान उत्पाद सुरक्षित रहें।
चाहे आप आभूषण के डिब्बों में इस्तेमाल होने वाले कच्चे माल के बारे में जानने के इच्छुक हों या आभूषण पैकेजिंग निर्माण की पूरी प्रक्रिया के बारे में जानने के लिए उत्सुक हों, अभी प्ले बटन दबाएं और देखें कि आपका अगला आभूषण का डिब्बा कैसे खोला जाएगा।
गुणवत्ता निरीक्षण का उद्देश्य दोष ढूंढना नहीं है; इसका उद्देश्य उत्पादों की गुणवत्ता सुनिश्चित करना है। हमारे पास गुणवत्ता निरीक्षण के लिए चार सख्त जांच केंद्र हैं।

निरीक्षक प्रत्येक बॉक्स को 10 बार खोलते और बंद करते हैं। वे असामान्य आवाज़ों पर ध्यान देते हैं और जाँचते हैं कि बॉक्स सुचारू रूप से चल रहा है या नहीं। कुंडी का बल 500 ग्राम और 800 ग्राम के बीच नियंत्रित होना चाहिए। यदि यह बहुत ढीला है, तो परिवहन के दौरान बॉक्स खुल सकता है। यदि यह बहुत कसा हुआ है, तो ग्राहकों को इसे खोलने में परेशानी होगी।
के अंतर्गत कम कोण वाली चराई रोशनी—जो अलग करते हैं सतह स्थलाकृति ऊंचाई में होने वाली विभिन्नताओं को उजागर करने के लिए—यहां तक कि छोटे-छोटे बुलबुले, झुर्रियां या गलत तरीके से लपेटी गई सामग्री को भी छिपाया नहीं जा सकता। यह मोल्डिंग, ग्लूइंग और बबल प्रेसिंग सहित सभी प्रक्रियाओं का अंतिम निरीक्षण है।
गोंद और पीयू लेदर दोनों में गंध होती है। हमारे सभी तैयार उत्पादों को कम से कम 24 घंटे हवादार जगह पर रखना आवश्यक है। अन्यथा, ग्राहकों द्वारा डिब्बे खोलने पर आने वाली तीखी गंध हमारी सारी मेहनत को बर्बाद कर देगी।
अंत में, धूल हटाने के लिए एयर गन का इस्तेमाल करें और गोंद के निशानों को साफ करने के लिए लिंट-फ्री कपड़े का प्रयोग करें। प्रमाणित उत्पादों को पीई डस्ट-प्रूफ बैग में पैक किया जाता है। कार्टन में पैक करते समय, प्रत्येक परत को कार्डबोर्ड से अलग करें और कार्टन के अंदर कॉर्नर प्रोटेक्टर लगाएं। इससे उत्पाद आप तक सुरक्षित रूप से पहुंचेंगे।
अब जब आप विनिर्माण प्रक्रिया को समझ चुके हैं, तो आप पहले से ही इस क्षेत्र के जानकार हैं। बी2बी पार्टनर चुनते समय... आभूषण पैकेजिंग विनिर्माण भागीदारआप ये तीन मुख्य प्रश्न पूछ सकते हैं:
सिर्फ यह न पूछें कि "आप कौन सा प्लास्टिक इस्तेमाल करते हैं?" बल्कि यह पूछें कि "आप किस ग्रेड का HIPS इस्तेमाल करते हैं? क्या यह नया मटेरियल है या रिसाइकल्ड मटेरियल?" हमारी जैसी पेशेवर फैक्ट्री आपको नए HIPS 475 मटेरियल के फायदे बताएगी और यह भी समझाएगी कि हम रिसाइकल्ड मटेरियल का इस्तेमाल क्यों नहीं करते।
उनके मोल्ड की सटीकता के बारे में पूछें। हमारा मानक 0.1 मिमी है। मोल्ड कैविटी की सतह की खुरदरापन के बारे में भी पूछें, जो हमारे लिए Ra 0.8 μm है। यह प्रश्न उन बिचौलियों को तुरंत बाहर कर सकता है जो केवल बिक्री जानते हैं और उत्पादन के बारे में कुछ नहीं जानते।
सिर्फ यह न पूछें कि "क्या आपके पास गुणवत्ता निरीक्षण है?" बल्कि यह पूछें कि "आपके गुणवत्ता निरीक्षण मानक क्या हैं?" क्या वे खोलने और बंद करने की जांच करते हैं? क्या वे गंध की जांच करते हैं? क्या वे निरीक्षण के लिए साइड लाइट का उपयोग करते हैं? हमारी जैसी एक परिपक्व गुणवत्ता नियंत्रण प्रक्रिया सक्रिय और बहुआयामी होनी चाहिए।

ए: न्यूनतम ऑर्डर मात्रा (एमओक्यू) डिज़ाइन की जटिलता पर निर्भर करती है। मौजूदा मोल्ड का उपयोग करके बनाए गए सामान्य बॉक्स के लिए, एमओक्यू कम होता है। नए मोल्ड की आवश्यकता वाले कस्टम डिज़ाइन के लिए, एमओक्यू आमतौर पर अधिक होता है। हम आपको सलाह देते हैं कि आप हमसे संपर्क करें ताकि हम देख सकें कि क्या आपके आवश्यक आकार के मोल्ड हमारे पास उपलब्ध हैं और सटीक कोटेशन के लिए अपने विशिष्ट डिज़ाइन पर चर्चा कर सकें।
ए: 0.1 मिमी की परिशुद्धता की आवश्यकता को पूरा करने के लिए एक सटीक इंजेक्शन मोल्ड को डिजाइन करने, निर्माण करने और परीक्षण करने में आमतौर पर 4-6 सप्ताह लगते हैं।
A: हाँ बिल्कुल। हम उद्योग के सतत परिवर्तन का समर्थन करते हैं और पेशकश करते हैं जीआरएस-प्रमाणित पुनर्चक्रित एचआईपीएस साथ ही पर्यावरण के अनुकूल पीईटी भी।
विशेषज्ञ की राय: पुनर्चक्रित सामग्री पर्यावरण के लिए उत्कृष्ट होती है, लेकिन कभी-कभी उनमें कुछ ऐसी छोटी-मोटी अशुद्धियाँ हो सकती हैं जो सतह की चिकनाई को प्रभावित करती हैं।
सिफारिश: यदि आप पुनर्चक्रित प्लास्टिक बेस चुनते हैं, तो हम लपेटने के लिए अति पतले, हल्के रंग के रेशम का उपयोग न करने की सलाह देते हैं। इसके बजाय, हम निम्नलिखित का सुझाव देते हैं: बनावट वाला कागज, मखमल, या मोटा शाकाहारी चमड़ाये सामग्रियां पुनर्चक्रित आधारों के साथ पूरी तरह से काम करती हैं और किसी भी सूक्ष्म खामियों को छिपा देती हैं, जिससे आप दोनों तरह के परिणाम प्राप्त कर सकते हैं। पर्यावरण प्रमाणन और एक प्रीमियम सौंदर्यशास्त्र.
उच्च गुणवत्ता वाला प्लास्टिक बेस वाला आभूषण बॉक्स, प्लास्टिक और कपड़े का एक साधारण संयोजन मात्र नहीं है। यह सटीक सामग्री चयन (जैसे HIPS 475), महंगे सांचों (0.1 मिमी परिशुद्धता), सख्त प्रक्रिया नियंत्रण (तापमान प्रबंधन) और सूक्ष्म शिल्प कौशल (0.2 मिमी सहनशीलता) का उत्कृष्ट उदाहरण है।
मजबूत ढांचे से लेकर त्रुटिहीन दिखावट तक, हर कदम आपके ब्रांड की अंतिम प्रस्तुति को निर्धारित करता है।
क्या आप एक ऐसे पैकेजिंग पार्टनर की तलाश में हैं जो न केवल बिक्री को समझता हो बल्कि आपके ब्रांड के लिए विनिर्माण में भी माहिर हो? हम 0.1 मिमी के अंतर को समझते हैं।
हमारे पैकेजिंग विशेषज्ञों से संपर्क करें अपने अगले कस्टम प्रोजेक्ट पर चर्चा करने के लिए, या इस "अंतर्निहित" गुणवत्ता का प्रत्यक्ष अनुभव करने के लिए हमारे प्रोसेस सैंपल बॉक्स का अनुरोध करें।

2025-07-13

2025-05-14

2025-07-24
पुनर्चक्रण योग्य पैकेजिंग जो विलासिता और स्थिरता का संगम है। हमारी कुशल, कम ऊर्जा खपत वाली प्रक्रिया प्रीमियम गुणवत्ता प्रदान करती है जो आपके ब्रांड और आपके मुनाफे की रक्षा करती है। एक सुव्यवस्थित प्रणाली जो पारंपरिक उत्पादन मॉडलों की तुलना में सामग्री की बर्बादी को 15% तक कम करने और डिलीवरी समय को औसतन 10% तक घटाने में सिद्ध हुई है। हम ऐसे समाधान तैयार करते हैं जो मूल विरोधाभास को हल करते हैं… आगे पढ़ें: रैप्ड प्लास्टिक बेस ज्वेलरी बॉक्स निर्माण: 2026 उद्योग उत्पादन का अनावरण

रिचपैक · रिचपैक पर अपनी पसंद के अनुसार वर्टिकल लैबरेट ज्वेलरी पैकेजिंग खोजें। वर्टिकल लैबरेट पियर्सिंग, जो निचले होंठ को पार करती है, एक आकर्षक आभूषण है और बोल्ड और विशिष्ट लुक चाहने वाले लोगों के बीच एक लोकप्रिय विकल्प के रूप में उभरी है। ग्लिम्प्स के अनुसार, वर्टिकल लैबरेट पियर्सिंग के लिए खोज रुचि पिछले वर्ष की तुलना में 1% बढ़ी है… आगे पढ़ें: रैप्ड प्लास्टिक बेस ज्वेलरी बॉक्स निर्माण: 2026 उद्योग उत्पादन का अनावरण

आभूषण ब्रांडों के लिए एक बड़ी चुनौती ऐसे कस्टम ज्वेलरी बॉक्स बनाना है जो मोती और बारीक हस्तनिर्मित आभूषणों जैसे नाजुक टुकड़ों की सुरक्षा कर सकें। मामूली नुकसान भी बड़े नुकसान और असंतुष्ट ग्राहकों का कारण बन सकता है। इसलिए, अपने आभूषणों की गुणवत्ता और अखंडता बनाए रखने और ग्राहक अनुभव को बेहतर बनाने के लिए एक सुरक्षात्मक ज्वेलरी बॉक्स बनाना अत्यंत महत्वपूर्ण है। इस ब्लॉग में, हम... आगे पढ़ें: रैप्ड प्लास्टिक बेस ज्वेलरी बॉक्स निर्माण: 2026 उद्योग उत्पादन का अनावरण

छोटे घर-आधारित व्यवसायों के लिए थोक कुकी पैकेजिंग | किफायती और अनुकूलन योग्य समाधान | रिचपैक में थोक ऑर्डर उपलब्ध हैं

पारदर्शी डिलाइट - आकर्षक डिस्प्ले के लिए स्पष्ट ढक्कन के साथ आयताकार उपहार बॉक्स

ऑनलाइन स्टोर के लिए शून्य-अपशिष्ट उपहार पैकेजिंग समाधान | पर्यावरण-अनुकूल और अनुकूलन योग्य पैकेजिंग | टिकाऊ ई-कॉमर्स समाधान

टिकाऊ और बायोडिग्रेडेबल कम्पोस्टेबल पेपर बैग्स टिकाऊ पैकेजिंग के लिए | आभूषण खुदरा विक्रेताओं और बुटीक स्टोर्स के लिए पर्यावरण के प्रति जागरूक समाधान
विवरण देखें
थोक खरीद के लिए पर्यावरण के अनुकूल किफायती बायोडिग्रेडेबल ज्वेलरी बॉक्स | किफायती और टिकाऊ पैकेजिंग समाधान की तलाश कर रहे थोक खरीदारों के लिए आदर्श
विवरण देखें
टिकाऊ उपहार के लिए पर्यावरण के अनुकूल चूड़ी उपहार बॉक्स | ग्रीन ब्रांड और पर्यावरण के अनुकूल ब्रांडों के लिए अनुकूलन योग्य पैकेजिंग
विवरण देखें