 POPRZEDNIE
POPRZEDNIE

5 korzyści z wyboru spersonalizowanych woreczków na biżuterię dla Twoich produktów
2025-05-14


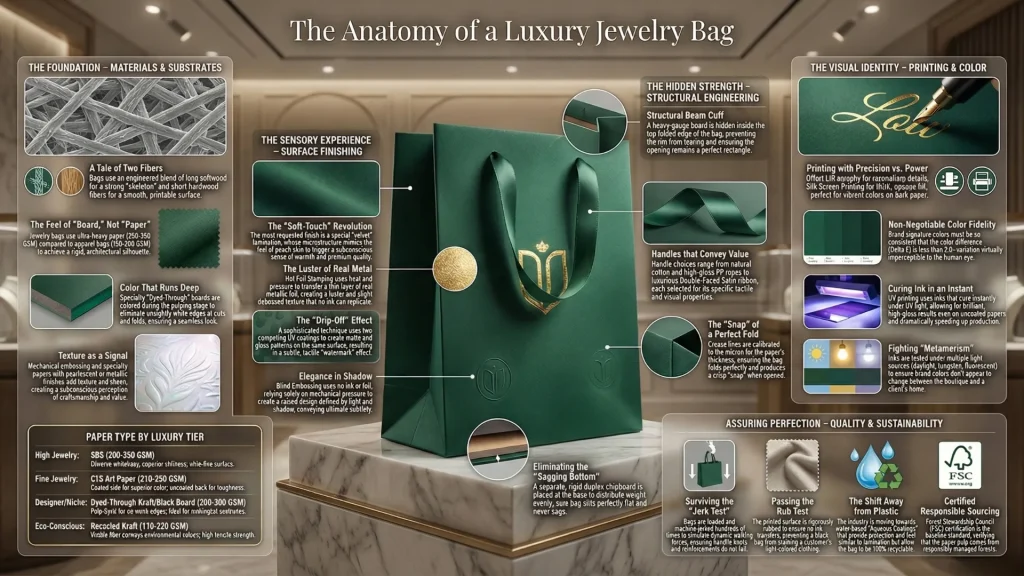
A papierowa torba to kluczowe rozszerzenie wartości marki – fizyczny interfejs łączący przestrzeń handlową z prywatną sferą konsumenta. Produkcja nowoczesnych, luksusowych torebek na biżuterię stanowi głębokie połączenie materiałoznawstwa, inżynierii budowlanej, fizyki barw i precyzyjnego wytwarzania. Aby sprostać sprzecznym wymaganiom bycia „wytrzymałym jak tarcza, a jednocześnie namacalnym jak jedwab”, łańcuch dostaw musi znaleźć delikatną równowagę między wytrzymałością na rozciąganie a miękkością w dotyku, bogactwem wizualnym a zrównoważonym rozwojem środowiska, a także elastycznością montażu ręcznego a precyzją automatyzacji.
W tym artykule omówimy technologię i rzemiosło stojące za opakowaniami przeznaczonymi specjalnie do biżuterii, obejmując wszystko, od wyboru substratów celulozowych po powłoki powierzchniowe w skali nanometrycznej, optymalizację strukturalną i rygorystyczne systemy kontroli jakości.

Podstawą każdego wysokiej jakości opakowania jest fizyczna integralność jego podłoża. W przypadku opakowań biżuterii, ponieważ zawartość ma zazwyczaj niewielką objętość, ale wysoką gęstość (np. metale szlachetne i kamienie szlachetne) i wysoką wartość jednostkową, papier musi charakteryzować się określonymi właściwościami mechanicznymi. Należą do nich doskonała sztywność, odporność na rozdarcie i wytrzymałość na składanie, a jednocześnie stanowić doskonały nośnik dla druku o wysokiej wierności.
Wrażliwość i wytrzymałość mechaniczna torby zależą przede wszystkim od składu włókien celulozy i procesu jej produkcji. Produkcja wysokiej jakości torebek jubilerskich zazwyczaj obejmuje inżynieryjne mieszanie dwóch podstawowych rodzajów włókien:
Najbardziej charakterystyczną cechą luksusowej torebki na biżuterię jest jej sztywność, często określana jako „w dotyku tektura” bardziej niż „w dotyku papier”. Ta cecha fizyczna jest ściśle kontrolowana przez gramaturę papieru, mierzoną w gramach na metr kwadratowy (GSM).
W przeciwieństwie do papieru o gramaturze 150-200 GSM, zwykle stosowanego w przemyśle odzieżowym, standardy branży jubilerskiej preferują cięższe materiały, od 250 GSM do 350 GSMWysoka gęstość nie tylko ma na celu podtrzymywanie ciężkich pudełek na biżuterię, ale co ważniejsze, zapobiega wyginaniu się lub odkształcaniu ścianek torby podczas rozładowywania, dzięki czemu zachowywany jest architektoniczny zarys opakowania.
| Poziom aplikacji | Zalecany rodzaj papieru | Zasięg GSM | Cechy fizyczne i estetyczne |
| Wysoka biżuteria | SBS (stały bielony siarczan) | 300 – 350 GSM | Wyjątkowa biel, znakomita sztywność, głośny „głuchy odgłos” przy zamykaniu i wyjątkowo cienka powierzchnia. |
| Sprzedaż detaliczna biżuterii | Papier artystyczny C1S (powlekany jednostronnie) | 210 – 250 GSM | Powlekana strona zapewnia doskonałe odwzorowanie kolorów; niepowlekany spód zachowuje wytrzymałość włókien. Idealny do małych i średnich formatów. |
| Projektant/Nisza | Barwiona na wskroś tektura Kraft/czarna | 200 – 300 GSM | Barwione w masie celulozowej, aby uniknąć białych krawędzi przy przecięciach. Prezentuje minimalistyczną estetykę dzięki zwartej strukturze włókien i wysokiej odporności na rozdarcie. |
| Świadomy ekologicznie | Papier typu kraft z recyklingu | 170 – 230 GSM | Widoczna tekstura włókien odzwierciedla walory środowiskowe. Wysoka wytrzymałość na rozciąganie, choć nieco mniej sztywna niż w przypadku materiałów powlekanych o tej samej wadze. |
Oprócz standardowych papierów powlekanych i niepowlekanych, branża jubilerska często wykorzystuje „papiery specjalistyczne”, aby nadać swoim powierzchniom ekskluzywny charakter.

Identyfikacja wizualna (VI) marki jubilerskiej opiera się na precyzyjnym nanoszeniu tuszu na podłoże. Wybór technologia druku toreb papierowych zależy od objętości, topologii powierzchni i ekstremalnych wymagań odnośnie wierności odwzorowania kolorów.
Litografia offsetowa pozostaje złotym standardem w przypadku opakowań luksusowych o dużej objętości, ze względu na swoją doskonałą rozdzielczość i kontrolę koloru.
W przypadku ekstremalnego nasycenia kolorów lub drukowania na ciemnych, chropowatych podłożach, preferowaną metodą jest sitodruk.
Technologia druku ultrafioletowego (UV) zyskuje coraz większą popularność w branży opakowań luksusowych. Atramenty UV zawierają fotoinicjatory, które polimeryzują natychmiast po wystawieniu na działanie określonych długości fal UV, zamiast schnąć poprzez odparowywanie lub absorpcję rozpuszczalnika.
Jeśli druk dostarcza informacji wizualnych, technologia wykończenia zapewnia kontekst emocjonalny. Regulując odbicie światła i współczynnik tarcia powierzchni torby, zaprojektowano wielozmysłowe, luksusowe doświadczenie.
Laminowanie polega na termicznym połączeniu mikroskopijnej folii z tworzywa sztucznego (zazwyczaj PP lub PET) z powierzchnią papieru. Warstwa ta spełnia dwa cele: znacząco zwiększa wytrzymałość na rozdarcie (kluczowe dla narożników zagięć) oraz stanowi estetyczną bazę wyjściową.
Tłoczenie folią to charakterystyczny proces pakowania biżuterii, nadający prawdziwy metaliczny połysk, którego nie zapewni żaden metaliczny tusz.
Coraz większą popularnością cieszy się coraz bardziej zaawansowana technika „Odwróconego UV” lub „Drip-Off”, która pozwala uzyskać kontrast matowy/błyszczący na jednej płaszczyźnie bez laminowania.
Luksusowa torebka na biżuterię to w zasadzie sztywny pojemnik wykonany z elastycznych materiałów. Aby zachować idealną geometrię pod obciążeniem, wymagana jest precyzyjna konstrukcja.
Aby zapobiec odkształceniom podczas noszenia, w newralgicznych miejscach zastosowano wzmocnienia.
Uchwyt jest pierwszym punktem kontaktu. Jego materiał, średnica i sposób łączenia bezpośrednio przekazują wartość marki.


Precyzyjne wycinanie zapewnia, że torba ma kształt idealnego kwadratu.
Matryca zagnieceń: Głębokość i szerokość kanału zagięcia należy skalibrować z dokładnością do mikrona, w zależności od grubości papieru. Zbyt płytki kanał powoduje „pękanie” (odsłonięcie białych włókien), a zbyt głęboki – przecięcie włókien. W przypadku grubych, ciemno zadrukowanych papierów, przed zagięciem często stosuje się miejscowe nawilżanie lub podgrzewanie, aby zwiększyć giętkość włókien.
Geometria klina: Linie zagięć bocznych muszą dokładnie pokrywać się z zagięciami dolnej klapy, aby torba wydawała wyraźne „klik” po otwarciu i stała bez chwiania się.
Skład chemiczny kleju decyduje o trwałości torby i jej przystosowalności do różnych warunków środowiskowych.
Aby mieć pewność, że torba bezpiecznie chroni cenną biżuterię, obowiązkowe są rygorystyczne testy fizyczne i chemiczne.

Współcześni konsumenci dóbr luksusowych oczekują, że wyjątkowe przeżycia nie będą się wiązać z kosztem planety.
Tradycyjne laminowane torby są trudne do recyklingu.
Produkcja papierowej torebki na biżuterię to gra ekstremalnych detali. Pod minimalistyczną powłoką kryje się złożona macierz decyzyjna: wytrzymałość długich włókien czy gładkość krótkich? Stabilność chemiczna tuszu UV czy fizyczny połysk folii na gorąco? Absolutna powtarzalność po złożeniu maszynowym czy ciepły dotyk ręcznego montażu?
Dla marek jubilerskich papierowa torba to ostateczny gest w transakcji. Technologie opisane w tym artykule – od litej, bielonej tektury o gramaturze 350 g/m², przez nanometryczne, miękkie w dotyku laminowanie, po dopasowane spektralnie tusze punktowe i bawełniane uchwyty poddane testom wytrzymałości – współpracują, aby ten „uścisk dłoni” odzwierciedlał wagę, trwałość i dbałość.
Tabela 1: Macierz stosowalności procesu drukowania
| Cecha | Litografia offsetowa | Sitodruk | Druk UV |
| Najlepszy przypadek użycia | Obrazy o wysokiej szczegółowości, fotografia, gradienty | Duże, jednolite bloki kolorów, efekty dotykowe, metaliczne | Szybkie przetwarzanie, podłoża niechłonne |
| Grubość tuszu | Cienkie (1-2 mikrony) | Bardzo gruba (10-100 mikronów) | Średni (zależnie od ustawień) |
| Kompatybilność z podłożem | Papiery gładkie (powlekane) | Prawie wszystkie (teksturowane, ciemne, materiałowe) | Prawie wszystko (plastik, papier metalizowany) |
| Ciemny kolor papieru | Słaby (atramenty są półprzezroczyste) | Doskonała (wysoka nieprzezroczystość) | Doskonały (atrament pozostaje na powierzchni) |
Tabela 2: Wydajność materiału uchwytu
| Rodzaj uchwytu | Materiał | Moc: | Estetyczny | Koszty: | Eco-Życzliwość |
| Skręcona lina | Bawełna | Średni | Naturalny, matowy, organiczny | Średni | Wysoka (biodegradowalna) |
| Skręcona lina | PP (polipropylen) | Wysoki | Błyszczący, syntetyczny, jednolity | Niski | Niski (tradycyjny plastik) |
| wstążka | Satyna poliestrowa | Średni | Luksusowy, jedwabisty, o wysokim połysku | Wysoki | Niska (chyba że jest to poddany recyklingowi PET) |
| wstążka | Ryps | Wysoki | Teksturowany, strukturalny | Wysoki | Różni się w zależności od materiału |
At bogaty Opakowania, projektujemy doświadczenia marki. Od doboru precyzyjnej mieszanki włókien zapewniającej integralność strukturalną, po wykonanie skomplikowanych wykończeń UV z efektem „spływu”, które zachwycają opuszki palców, nasze doświadczenie gwarantuje, że opakowanie Twojej biżuterii będzie równie wykwintne, jak znajdujące się w nim elementy.
Niezależnie od tego, czy potrzebujesz całkowicie ekologicznego rozwiązania w zakresie powłok wodnych, czy ręcznie składanego, wielowarstwowego, tłoczonego arcydzieła, Richpack jest Twoim partnerem w zakresie precyzji i luksusu.
A: W przeciwieństwie do standardowych torebek przeznaczonych do sprzedaży detalicznej, luksusowe torebki na biżuterię często wykonane są z grubych tektur (300+ GSM) i mają skomplikowane laminacje, które są wrażliwe na zmiany warunków środowiskowych.
Kontrola wilgotności: Papier jest higroskopijny. Przechowuj torby w klimatyzowanym pomieszczeniu o wilgotności względnej 40-60%. Nadmierna wilgoć może spowodować odkształcenie „dolnej warstwy”, a skrajna suchość może spowodować odklejanie się laminatu lub pękanie papieru w miejscach zagięć.
Układanie w stosy: Nie układaj kartonów w stosy wyższe niż 5. Ciężar może zgnieść „geometrię fałdu” lub pozostawić trwałe ślady nacisku na miękkiej w dotyku laminacji toreb na spodzie.
O: Chociaż cyfrowy proof sprawdza pisownię i układ, nie jest w stanie symulować fizycznej interakcji światła z folią na gorąco ani wyczuwalnej wysokości tłoczenia. Stworzenie fizycznej próbki wymaga wykonania rzeczywistych metalowych matryc (form) i skonfigurowania maszyn tylko dla jednej jednostki.
Zalecenie: W przypadku zamówień obejmujących skomplikowane tłoczenie wielowarstwowe lub określone kolory folii, zdecydowanie zalecamy wykonanie wydruku próbnego na mokro w celu sprawdzenia „odczucia dotykowego”, nawet jeśli wiąże się to z opłatą za przygotowanie narzędzia.
A: Nieprzyjemne zapachy mogą zepsuć rozpakowywanie, szczególnie w przypadku biżuterii. Zazwyczaj wynikają one z użycia klejów na bazie rozpuszczalników lub zbyt krótkiego czasu utwardzania promieniami UV.
Nasz protokół: W Richpack priorytetowo traktujemy kleje o niskiej zawartości LZO (lotnych związków organicznych) i zapewniamy określony czas „wietrzenia” w wentylowanym pomieszczeniu poprodukcyjnym przed zapakowaniem ich do kartonów wysyłkowych. Jeśli Twoja marka jest bardzo wrażliwa na zapachy, prosimy o kontakt w sprawie naszych opcji klejów „neutralnych zapachowo” podczas konsultacji.
A: Automatyzacja zapewnia spójność, ale wymaga znacznego czasu konfiguracji.
Próg: Ogólnie rzecz biorąc, w przypadku zamówień poniżej 3,000–5,000 sztuk bardziej opłacalny jest montaż półautomatyczny lub ręczny ze względu na wysokie koszty przygotowawcze automatycznych maszyn do formowania rur.
Wyjątek: Jeśli Twoja torba wymaga skomplikowanych, niestandardowych rozmiarów lub nietypowych mocowań wstążkowych, montaż ręczny pozostaje jedyną opcją, niezależnie od objętości, ponieważ maszyny są ograniczone do standardowych proporcji „poziomego” lub „pionowego”.
2025-05-14
2025-09-29

2025-07-18

Dowiedz się, jak wybierać przyjazne dla środowiska materiały na pudełka prezentowe z pokrywkami, poznaj tekturę pochodzącą z recyklingu, papier z certyfikatem FSC, bioplastik i wiele innych.

Richpack · Jak opowiedzieć historię marki biżuterii Monet za pomocą sztuki opakowań Według badania Smithers Pira, globalny rynek opakowań ma osiągnąć wartość 1.42 biliona dolarów do 2028 roku, co podkreśla rosnący nacisk na opakowania. Opakowania biżuterii Monet również świadczą o tym geniuszu. Jednak doświadczenie związane z rozpakowywaniem, często pomijane, stwarza potężną szansę… Czytaj dalej Technologia i rzemiosło stojące za naszymi papierowymi torbami na biżuterię

Richpack · Pudełka na biżuterię Richpack – dziedzictwo i rozwój estetyki i ekointeligencji Napier Jewellery Packaging. Pudełka Napier trafiają do koneserów biżuterii, przywodząc na myśl wysokiej jakości rzemiosło i innowacyjne wzornictwo. Richpack, wiodący dostawca rozwiązań w zakresie opakowań na biżuterię, dokłada wszelkich starań, aby tworzyć pudełka, które ucieleśniają zrównoważony rozwój i odpowiedzialność za środowisko, jednocześnie eksponując nieodłączną elegancję biżuterii. Na tym blogu odkryjemy, jak… Czytaj dalej: Technologia i rzemiosło stojące za naszymi papierowymi torbami na biżuterię

Luksusowe zestawy opakowań do biżuterii wysokiej klasy | Rozwiązania premium na zamówienie z dopasowanymi projektami Richpack dla ekskluzywnych marek biżuterii poszukujących eleganckich opakowań zbiorczych

Richpack Wszechstronne i poszukiwane małe pojemniki z pokrywkami – trwałe i bezpieczne rozwiązania do eksponowania biżuterii zapewniające uporządkowane przechowywanie i eksponowanie kosmetyków

Wszechstronne i wytrzymałe torby prezentowe papierowe na każdą okazję – Richpack Stylowe małe kolorowe torby prezentowe idealne na każdą prezentację prezentu

Indywidualnie zaprojektowane i trwałe torby papierowe z nadrukiem na zamówienie dla sklepów detalicznych z logo | Idealne rozwiązania brandingowe dla jubilerów potrzebujących przyciągających wzrok opakowań detalicznych
Więcej informacji
Spersonalizowane karty podarunkowe z logo i komunikatami firmowymi | Rozwiązania Richpack dostosowane do potrzeb sklepów jubilerskich wymagających opakowań z logo firmowym
Więcej informacji
Ekologiczne torby na biżuterię z papieru pochodzącego z recyklingu z brandingiem | Idealne dla hurtowników biżuterii poszukujących zrównoważonych i niestandardowych opcji pakowania
Więcej informacji