 PREV
PREV

10 දී තිරසාර රූපලාවන්ය සන්නාම දිරිගැන්වීම සඳහා පරිසර හිතකාමී රූපලාවන්ය ඇසුරුම්කරණ අදහස් 2025ක්
2025-07-13


ඔතා ඇති ප්ලාස්ටික් පාදක ආභරණ පෙට්ටිය දෘඩ එන්නත්-මෝස් කරන ලද රාමුවක් බාධාවකින් තොරව රෙදිපිළි බාහිර පෙනුමක් සමඟ ඒකාබද්ධ කරයි. එහෙත්, "සුඛෝපභෝගී හැඟීමක්" සහ "ලාභ අනුකරණයක්" අතර සැබෑ වෙනස ඇත්තේ රෙදිපිළිවල නොව, යටින් සැඟවී ඇති ඉංජිනේරු නිරවද්යතාවය තුළ ය.
මෙම මාර්ගෝපදේශය ඔබව වැඩමුළු තට්ටුවට ගෙන ගොස් සම්පූර්ණ නිෂ්පාදන ක්රියාවලිය විකේතනය කරයි - HIPS 475 තේරීමේ සිට 0.1mm අච්චු ඉවසීම දක්වා - මතුපිටින් ඔබ්බට බැලීමට සහ සැබෑ ගුණාත්මකභාවය හඳුනා ගැනීමට අභ්යන්තර දැනුමෙන් ඔබව සන්නද්ධ කරයි.
අපි ඉහළ මට්ටමේ ආභරණ පෙට්ටි ගැන කතා කරන විට, "ප්ලාස්ටික්" ඔබේ මතකයට එන පළමු දෙය නොවිය හැකිය. නමුත් කර්මාන්තයේ අභ්යන්තර රහස නම්, ස්ථාවර වයනය සහිත වඩාත්ම කල් පවතින සුඛෝපභෝගී ඇසුරුම් බොහොමයක හරය හරියටම නිරවද්යතාවයෙන් නිපදවන ලද ප්ලාස්ටික් පදනම හෝ ප්ලාස්ටික් හිස් බවයි.
එවැනි පෙට්ටියක ඇටසැකිල්ල එන්නත්-අච්චු කරන ලද ප්ලාස්ටික් පදනමකි. එහි "සම" යනු ඉහළ ශ්රේණියේ PU සම්, විශේෂ කඩදාසි හෝ ෆ්ලැනලට් වන අතර එය නිරවද්ය ඔතා තාක්ෂණය හරහා ඇටසැකිල්ලට හොඳින් ගැලපේ. මෙම ව්යුහය ලී පෙට්ටියක ශක්තිමත් බව සපයන අතරම අතිශයින් ඉහළ නිර්මාණ නම්යශීලී බවක් සහ අනුකූලතාවයක් ද ඇත - ප්රධාන වාසි අභිරුචි ආභරණ ඇසුරුම්.

ඉහළ මට්ටමේ නිෂ්පාදනයේදී, ප්ලාස්ටික් යනු ලාභයට සමාන පදයක් නොවේ. ඊට පටහැනිව, එය වෙල්වට් සහ දැව වැනි ආභරණ පෙට්ටි සඳහා අමුද්රව්ය තරම් උතුම් නොවුනත්, එය ආභරණ පෙට්ටිවල ප්රණීතභාවය හැඩගැස්වීමේ පදනම වේ. ප්ලාස්ටික් පාද සමඟ, යුවාන් ලක්ෂ ගණනක් වටිනා නිරවද්ය අච්චු භාවිතයෙන් අපට උප-මිලිමීටර මට්ටමට මාන ඉවසීම් පාලනය කළ හැකිය. මෙය අතින් සාදන ලද කඩදාසි පෙට්ටි හෝ ස්වාභාවික දැව කිසි විටෙකත් නොගැලපෙන දෙයකි. මෙම නිරවද්යතාවය පරිපූර්ණ හිඩැස්, සුමට විවෘත කිරීම සහ වැසීම සහ ස්ථාවර වයනය සඳහා අඩිතාලම දමයි.
මෙම ලිපියෙන් හෙළිදරව් කර ඇති මූලික ව්යුහය සරනේරු වර්ගයයි. වෙනම ඉහළ සහ පහළ පියන මෙන් නොව, සරනේරු ව්යුහයට පාදයේ මාන නිරවද්යතාවය සඳහා අතිශයින් ඉහළ අවශ්යතා ඇත. සුළු තෙතමනයක් දැනෙන නිහඬ, සුමට විවෘත කිරීමේ අත්දැකීමක් ලබා ගැනීම සඳහා ඉහළ සහ පහළ පියන පරිපූර්ණ ලෙස පෙළගැස්විය යුතුය.
පරිපූර්ණ පෙට්ටියක් ප්රධාන අංග දෙකකින් ආරම්භ වේ: නිවැරදි ද්රව්ය සහ දෝෂ රහිත අච්චු. මෙම පියවරේදී සිදු වන වැරැද්දක් පසුකාලීන සියලු උත්සාහයන් විනාශ කරනු ඇත. තාක්ෂණික අවශ්යතා සැබවින්ම ප්රගුණ කිරීමට, අපි නිර්දේශ කරමු ආභරණ ඇසුරුම් ද්රව්ය ප්රගුණ කිරීම: පුළුල් මාර්ගෝපදේශයකි.
අපගේ සාමාන්ය ප්ලාස්ටික් පෙට්ටිවලින් 80% ක්ම HIPS නොහොත් High Impact Polystyrene මත රඳා පවතී, විශේෂයෙන් 475 ශ්රේණිය. ඇයි? පළමුව, එය සමතුලිත තද බවක් ඇත. ප්ලාස්ටික් හිස් තැන් ඉරිතලා යාම පහසු නොවන අතර ප්රවාහන කම්පන වලට ඔරොත්තු දිය හැකිය. ජාත්යන්තර නැව්ගත කිරීමේ ප්රමිතීන් සපුරාලීම සඳහා HIPS 475 හි දෘඪතාව ඉතා වැදගත් වන අතර එය පොදු ගැටළුවක් වන අතර එය සාකච්ඡා කෙරේ. නැව්ගත කිරීම සඳහා වඩාත්ම කල් පවතින ස්වර්ණාභරණ ඇසුරුම් ද්රව්ය 10. දෙවනුව, එයට විශිෂ්ට ඇලවුම් ඇලීම ඇත. මෙයින් අදහස් කරන්නේ මැලියම් එහි මතුපිටට තදින් ඇලී සිටිය හැකි බවත්, පසුව PU සම් ඔතන විට බිබිලි ඇතිවීම හෝ ගැලවී යාම වළක්වන බවත්ය. ප්රතිචක්රීකරණය කරන ලද ද්රව්යවල ඇති අපද්රව්ය ප්ලාස්ටික් හිස් තැන් මත කළු ලප ඇති කරන බැවින්, පළමු පන්තියේ නව ද්රව්ය භාවිතා කිරීමට අපි අවධාරනය කරමු. ඔතනින් පසුව පවා, මෙම ලප සැඟවිය නොහැක.


පාරිභෝගිකයින් අවසාන පාරිසරික ආරක්ෂාව හෝ ඉහළ මට්ටමේ හැඟීමක් අනුගමනය කරන්නේ නම්, අපි PET නිර්දේශ කරන්නෙමු. එය දැඩි හා ඉතා පරිසර හිතකාමී ය. නමුත් එය තෙතමනය පහසුවෙන් අවශෝෂණය කරන සියුම් ද්රව්යයකි. එන්නත් අච්චු ගැසීමට පෙර, PET පෙති 80 - 95℃ උෂ්ණත්වයකදී පැය 4 ක් වියළා ගත යුතුය. මිනිත්තුවක් අඩු වුවද ප්ලාස්ටික් හිස් තැන් වල බුබුලු ඉතිරි වී මුළු කණ්ඩායමම විනාශ කළ හැකිය.
ආභරණ පෙට්ටියේ ජීවනාලිය අච්චුවයි - විශේෂයෙන් සරනේරු පෙට්ටි නිෂ්පාදනය. හොඳ අච්චු කට්ටලයක් සඳහා විශාල මුදලක් වැය වන අතර, එහි නිරවද්යතාවය සියල්ල තීරණය කරයි. අච්චු කුහරයේ මතුපිට රළුබව Ra 0.8μm දක්වා ළඟා වීමට අපට අවශ්ය වේ, එය කැඩපතක් වැනි ය. සංකීර්ණතා මට්ටම නිරවද්ය සරනේරු පෙට්ටියක් නිෂ්පාදනය කිරීම අපගේ මාර්ගෝපදේශයෙහි විස්තරාත්මකව දක්වා ඇත.
ආභරණ පෙට්ටියේ ජීවනාලිය අච්චුවයි. හොඳ අච්චු කට්ටලයක් සියල්ල තීරණය කරයි.
අපි Ra 0.8μm (මිරර් නිමාව) ඉල්ලන්නේ ඇයි? සම්මත අච්චු බොහෝ විට Ra 3.2μm රළු බවක් ඇති අතර එමඟින් ප්ලාස්ටික් මත ක්ෂුද්ර රේඛා ඉතිරි වේ. අපි අපගේ අච්චු කුහර Ra 0.8μm දක්වා ඔප දමමු.
ප්රතිලාභය: කැඩපතක් වැනි ප්ලාස්ටික් මතුපිටක් මැලියම් ඒකාකාරව පැතිරීම සහතික කරයි (0.1mm ඝනකම), අවසාන සම් එතුම මත "බුබුලු" හෝ "තැඹිලි ලෙලි" බලපෑම් අවදානම සම්පූර්ණයෙන්ම ඉවත් කරයි.
අපි 1.2mm සහ 2mm අතර බිත්ති ඝණකම දැඩි ලෙස පාලනය කරමු. එය ඉතා තුනී නම්, පෙට්ටිය දුර්වල වන අතර ලාභදායී ලෙස පෙනෙනු ඇත. එය ඉතා ඝන නම්, මතුපිට හැකිලී සිසිල් වන විට ගිලෙනු ඇත. ඔතන ද්රව්ය කොතරම් ඝන වුවත්, මෙම දෝෂය ආවරණය කළ නොහැක. නිර්මාණකරුවන් බොහෝ විට කුඩා R-කොනර් වලට වැඩි කැමැත්තක් දක්වයි, නමුත් මෙය ප්ලාස්ටික් ප්රවාහයට බාධා කිරීමෙන් සහ ඉරී යන ඔතන ද්රව්ය මගින් නිෂ්පාදනය සංකීර්ණ කරයි. ප්රමාණවත් නොවන පිරවීම සහ ද්රව්ය අසාර්ථක වීම වැළැක්වීම සඳහා, R-කොනර් අවම වශයෙන් ඇති බව සහතික කිරීම සඳහා අපි නිර්මාණකරුවන් සමඟ සාකච්ඡා කරමු. R1.5. මෙය සමපාත වේ sරේඩි අවශ්ය tandard DFM මාර්ගෝපදේශus අවම වශයෙන් 0.5 වරක් * බිත්ති .ණකම, සෞන්දර්යය සහ ශිල්පීය හැකියාව අතර පරිපූර්ණ සමතුලිතතාවයක් ඇති කරයි.
සැලැස්ම සකස් කර ගත් පසු, අපි වැඩමුළුවට ඇතුළු වෙමු. ප්ලාස්ටික් පෙති ප්ලාස්ටික් හිස් බවට පත් කිරීම රඳා පවතින්නේ නිශ්චිත උෂ්ණත්වය සහ කාල පාලනය මත ය.
ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්රයේ බැරලය අදියර තුනක උණුසුම භාවිතා කරයි. උදාහරණයක් ලෙස HIPS 475 ගන්න. පෝෂක ඇතුල්වීම 170℃ දක්වාත්, මැද කොටස 190℃ දක්වාත්, තුණ්ඩය 200℃ දක්වාත් රත් කරනු ලැබේ. උෂ්ණත්වය ඉතා අඩු නම්, ප්ලාස්ටික් සම්පූර්ණයෙන්ම දිය නොවන අතර, හිස් තැන් මත සීතල ද්රව්ය සලකුණු තබයි. උෂ්ණත්වය ඉතා ඉහළ නම්, ප්ලාස්ටික් කාබන්ඩයොක්සයිඩ් වන අතර, හිස් තැන් කළු පැහැයට හැරේ. අපගේ කාර්මික ශිල්පීන් එන්නත් මෝල්ඩින් ක්රියාවලි පත්රිකාවට අනුව දැඩි ලෙස ක්රියාත්මක වන අතර අත්දැකීම් මත පදනම්ව අහඹු ලෙස සැකසුම් සකස් නොකරයි.

ඉවසීම ගුණාත්මකභාවය සහතික කිරීමේ කොටසකි. 2mm ඝනකම ප්ලාස්ටික් හිස් එකක් අවම වශයෙන් තත්පර 60ක් අච්චුවේ සිසිල් කළ යුතුය. කාර්යක්ෂමතාව වැඩි දියුණු කිරීම සඳහා එය කලින් පිටතට ගැනීම හිස් එක සම්පූර්ණයෙන්ම සකසා නොමැති බැවින් විරූපණයට හේතු වේ. 100% සුදුසුකම් ලත් අනුපාතයක් සහතික කිරීම සඳහා අපි කුඩා කාර්යක්ෂමතාවයක් කැප කිරීමට කැමැත්තෙමු.
අච්චුවෙන් පිටතට ගත් පසු, ප්ලාස්ටික් හිස් තැන් කෙලින්ම කූඩවලට විසි කළ නොහැක. සේවකයින් සෙන්ටිමීටර 20 ක දුරකින් දෘශ්ය පරීක්ෂණ සිදු කළ යුතු අතර, සින්ක්, වෑල්ඩින් රේඛා, සීරීම් හෝ නැතිවූ ද්රව්ය සොයමින් සිටිය යුතුය. ඕනෑම දෝෂ සහිත හිස් තැන් ඊළඟ ක්රියාවලියට ඇතුළු නොවිය යුතුය.
සුදුසුකම් ලත් ප්ලාස්ටික් හිස් තැන් සඳහා, පරීක්ෂකවරුන් සම්මත සාම්පලයට සාපේක්ෂව ඒවායේ මානයන් පැහැදිලිව තහවුරු කළ යුතුය. මානයන් නිවැරදි බව තහවුරු කළ විට පමණක් ඒවා ඊළඟ නිෂ්පාදන මාර්ගයට යැවිය හැකිය. හිස් තැන් අසමානතාවයකින් තොරව පැතලි හා සිනිඳු මතුපිටක් ඇති බව සහතික කිරීමට අපි පරීක්ෂකවරුන්ගෙන් ඉල්ලා සිටිමු. එසේ නොමැතිනම්, වැරදි මානයන් පසුව එතීමට නොහැකි වනු ඇත. අසමාන මතුපිට නිමි භාණ්ඩ අඳුරු කරයි, එය ඉහළ මට්ටමේ පෙට්ටි පිළිබඳ පාරිභෝගිකයින්ගේ හැඟීමට සෘජුවම හානි කරයි.
නුසුදුසු නිෂ්පාදන සම්බන්ධයෙන්, අපට දැඩි ප්රතිචක්රීකරණ ක්රියාවලියක් ඇත. පළමුව, පරීක්ෂකවරුන් විසින් පැහැදිලි හේතු සහිතව සියලුම දෝෂ සහිත අයිතම ලියාපදිංචි කර වර්ග කළ යුතුය. ඉන්පසු මෙම දෝෂ සහිත අයිතම තලා දැමීමේ ප්රදේශයට ගෙන ගොස් වෙන වෙනම තලා දැමිය යුතුය. දෝෂ සහිත නිෂ්පාදන කිසි විටෙකත් සුදුසුකම් ලත් ඒවා සමඟ මිශ්ර නොකළ යුතුය. මිශ්ර කළ පසු, මුළු කණ්ඩායමම දූෂිත වනු ඇත.
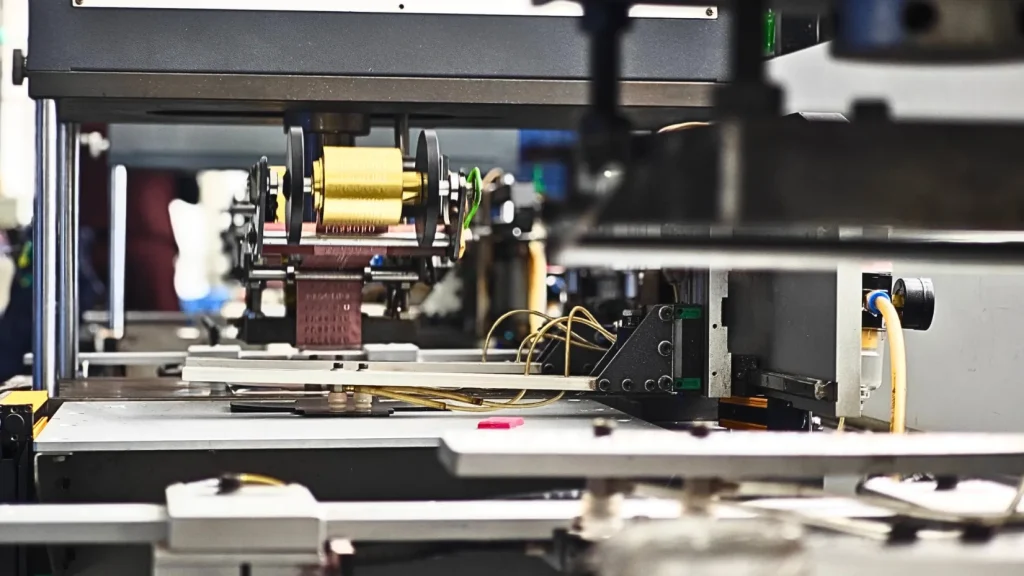
ප්ලාස්ටික් හිස් යනු ඇටසැකිල්ල වන අතර, PU සම් සහ ෆ්ලැනලට් වැනි ඔතා ද්රව්ය ඇඳුම් වලට සමානයි. මෙම "ඇඳුම්" කැපීම සඳහා අතිශයින් ඉහළ නිරවද්යතාවයක් අවශ්ය වේ.
• ක්රියාවලි ප්රවාහය: PU සම් හෝ කඩදාසි විශාල රෝල් වැනි රෝල් ද්රව්ය → පරීක්ෂාව → විශාල තහඩු වලට කැපීම → සරනේරු පෙට්ටියේ දිග හැරුණු රටාව අනුව හැඩතලවලට ඩයි-කැපීම.
• ප්ලාස්ටික් හිස් රැලි ගැසීම: පැතලි රැලි සහ කැපුම් යන්ත්රයක් භාවිතා කරන්න. රැලි ගැඹුර 0.3 – 0.5mm විය යුතුය. ඕනෑවට වඩා ගැඹුරු රැල්ලක් හිස් තැන පහසුවෙන් කැඩී යයි; ඕනෑවට වඩා නොගැඹුරු නම් නැමීමේදී රැළි ඇති වේ.
• ඔතන ද්රව්ය කැපීම: විශේෂ කඩදාසි කඩදාසි කටර් එකකින් කපා ඇති අතර, එහි ඉවසීම මිලිමීටර් 0.2 ට නොඅඩු වේ. එය කඩදාසියේ ධාන්ය දිශාව දිගේ කපා ගත යුතුය. එසේ නොමැතිනම්, මැලියම් අවශෝෂණය කිරීමෙන් පසු කඩදාසි ප්රසාරණය වී විරූපණය වන අතර එමඟින් නිමි භාණ්ඩය දාරවල රැලි වේ. PU සම් සහ ෆ්ලැනලට් ලේසර් කටර් භාවිතයෙන් කපා ඇති අතර, ලින්ට් නැතිවීමකින් තොරව පිළිවෙලට දාර සහතික කෙරේ.
• ලයිනර් සැකසීම: අපි 30kg/m³ ට වැඩි ඝනත්වයක් සහිත ඉහළ ඝනත්ව පෙන භාවිතා කරමු. පන්ච් ප්රෙස් එකකින් පෙන තුළ කට්ට සිදුරු කරන විට, කට්ට ආභරණවලට වඩා තරමක් කුඩා විය යුතුය. මෙමඟින් පෙන වල ප්රත්යාස්ථතාව නිසා ආභරණ ආරක්ෂිතව රඳවා ගැනීමට ඉඩ සලසයි.
මෙය "ඇටසැකිල්ල" සහ "ඇඳුම්" පරිපූර්ණ ලෙස ඒකාබද්ධ කරන වේදිකාව වන අතර, එය ශිල්පීය හැකියාවන් වඩාත් පරීක්ෂාවට ලක් කරයි.
මෙය පෙට්ටියේ පෙනුම වැඩි දියුණු කිරීමේ ක්රියාවලියයි.
• උණුසුම් මුද්රා තැබීම: ස්වයංක්රීය සහ අතින් ලෙස වර්ග දෙකක් තිබේ. සාමාන්ය ලාංඡන සඳහා ස්වයංක්රීය යන්ත්ර භාවිතා කරනු ලබන අතර, පැයකට කෑලි 300 - 500 ක කාර්යක්ෂමතාවයක් ඇත. උෂ්ණත්වය 130℃ සිට 150℃ දක්වා පරාසයක පවතින අතර පීඩනය 5MPa සිට 8MPa දක්වා පරාසයක පවතී. PU සම් සඳහා, උෂ්ණත්වය 130℃ ට වඩා අඩු විය යුතුය. රළු වයනය සහිත විශේෂ කඩදාසි සඳහා, පීඩනය 8MPa දක්වා සකස් කළ යුතුය.

• අතින් උණුසුම් මුද්රා තැබීමේ රහස: කපු රෙදි, සිල්ක් හෝ සැටින් වැනි ඝන ද්රව්ය මුද්රා තැබීම සඳහා, ප්රත්යාස්ථ හා අසමාන ඝනකම ඇති, අතින් උණුසුම් මුද්රා තැබීමේ උපකරණ භාවිතා කළ යුතුය. දක්ෂ ශිල්පීන්ට ද්රව්යය කොපමණ ප්රමාණයක් ගිලී යනවාද යන්න අනුව තත්ය කාලීනව පීඩනය සකස් කළ හැකි අතර, මුද්රා තැබීමේ ගැඹුර සහ තද බව පාරිභෝගික අවශ්යතා සපුරාලන බව සහතික කරයි. මෙම ආකාරයේ නිරවද්ය පාලනය ස්වයංක්රීය යන්ත්රවලට ලබා ගත නොහැකි ශිල්පයකි. අතින් උණුසුම් මුද්රා තැබීමේ ස්ථානගත කිරීමේ දෝෂය 0.1mm නොඉක්මවිය යුතුය.
• ඉවත් කිරීම: 80 - 100℃ උෂ්ණත්වයක්, 10 - 15MPa පීඩනයක් සහ 0.2 - 0.3mm රටා ගැඹුරක් සහිත හයිඩ්රොලික් එම්බොසින් යන්ත්රයක් භාවිතා කරන්න.
• පටල ලැමිෙන්ටේෂන්: පටලය බුබුලු නොමැතිව තදින් සවි කළ යුතුය. දාර රැලි වීම වැළැක්වීම සඳහා ලැමිෙන්ටේෂන් කිරීමෙන් පසු සේවකයින් පටලය නැවත තද කිරීමට අපි කටයුතු කරමු.
එකලස් කිරීමේ වැඩමුළුව අවසාන සහ වඩාත්ම ශිල්පීය හැකියාවන් පරීක්ෂා කිරීමේ පියවරයි. මෙහිදී අපි ප්ලාස්ටික් හිස් රාමුව නිමි පිටත කවචයට ඒකාබද්ධ කර පසුව එය ලයිනර් සමඟ ඒකාබද්ධ කරමු. වැඩමුළුවට මූලික කොටස් දෙකක් ඇත: පිටත පෙට්ටි සැකසීම සහ එකලස් කිරීමේ රේඛාව, ඒ සෑම එකක්ම තමන්ගේම දැඩි ප්රමිතීන් ඇත.
| විශේෂාංගය | අතින් එතීම (ශිල්පීය කුසලතා) | ස්වයංක්රීය නිෂ්පාදනය (කාර්යක්ෂමතාව) |
| හොඳම දේ | අක්රමවත් හැඩතල (හදවත, ෂඩාස්රය), සංකීර්ණ මෝස්තර | නිත්ය හැඩතල (හතරැස්, සෘජුකෝණාස්ර), සම්මත ප්රමාණ |
| ප්රතිදාන | සීමිතයි (විස්තර සඳහා ඉහළ අවධානයක්) | පැයකට කෑලි 800 - 1,000 |
| මැලියම් ඝණකම | මානව පාලනය (ද්රව්ය මත පදනම්ව) | නිරවද්ය 0.1 - 0.2mm ස්වයංක්රීය පාලනය |
| වාසිය | ප්රත්යාස්ථ රෙදි (සිල්ක්, කපු) පරිපූර්ණ ලෙස හසුරුවයි. | 100% පැතලි බව සහ අනුකූලතාව සහතික කරයි |
අක්රමවත් පෙට්ටි අතින් ඔතා තැබීම අපගේ වැඩමුළුවේ අත්සන කාර්යයයි. එය විශේෂයෙන් හෘද හැඩැති සහ ෂඩාස්රාකාර පෙට්ටි වැනි අක්රමවත් හැඩැති පෙට්ටි හසුරුවන අතර, සම්පූර්ණයෙන්ම දක්ෂ සේවකයින්ගේ ශිල්පීය හැකියාව සහ ඉවසීම මත රඳා පවතී.

• ස්වයංක්රීය ඇලවුම් යන්ත්ර භාවිතයෙන් ඇලවීම: මැලියම් ස්ථරය 0.1mm සහ 0.2mm අතර පාලනය කළ යුතුය. ඕනෑවට වඩා ඝන මැලියම් පිරී ඉතිරී ගොස් ෆ්ලැනලට් එකට ඇලී සිටිනු ඇත; ඕනෑවට වඩා තුනී වීම දුර්වල ඇලීමක් ඇති කරයි.
• ස්ථානගත කිරීම: සේවකයින් ඔතන ද්රව්ය ප්ලාස්ටික් හිස් තැනට නිවැරදිව සවි කරන අතර, ස්ථානගත කිරීමේ දෝෂය 0.2mm ට නොඅඩු වේ.

• නැමිය හැකි දාර: ඔතන ද්රව්ය රැලි වැටීම වළක්වා ගැනීම සඳහා, විශේෂයෙන් කොන් වල, රැලි යන්ත්රය මඟින් සාදන ලද රැළි දිගේ කම්කරුවන් නැමිය යුතුය.
• බුබුලු එබීම: බුබුලු ඉවත් කිරීමට සීරීමක් භාවිතා කරන්න, ඉන්පසු දෙවන බුබුලු එබීමේ ක්රියාවලිය සිදු කරන්න.
• ඉහළ සහ පහළ පෙට්ටි පැනල් ස්ථාපනය කිරීම: තදබදයකින් හෝ අසාමාන්ය ශබ්දවලින් තොරව සුමට විවෘත කිරීම සහ වැසීම සහතික කරන්න.
• දාර මුද්රා තැබීම: තදින් මුද්රා තැබීම සහතික කිරීම සඳහා පෙට්ටියේ දාර විශේෂ දාර තීරු වලින් ඔතා ගන්න.
• පිරිසිදු කිරීම සහ තාවකාලික ගබඩා කිරීම: මැලියම් පැල්ලම් සහ දූවිලි ඉවත් කිරීම සඳහා පෙට්ටියේ මතුපිට ලින්ට් රහිත රෙද්දකින් පිස දමන්න.
ස්වයංක්රීය ඒකාබද්ධ නිෂ්පාදනය සාමාන්ය හැඩැති පෙට්ටි සඳහා වේ. සම්පූර්ණයෙන්ම ස්වයංක්රීය යන්ත්ර කාර්යක්ෂමව ක්රියා කරයි, පැයකට කෑලි 800 - 1000 ක් නිපදවයි. මෙම යන්ත්ර ඇලවීම, ස්ථානගත කිරීම, දාර නැමීම, බුබුලු එබීම සහ දාර මුද්රා තැබීමේ ක්රියාවලීන් ඒකාබද්ධ කරයි. වඩාත් වැදගත් දෙය නම්, ඒවා ස්වයංක්රීයව පැතලි බව හඳුනාගෙන 0.3mm ඉක්මවන පැතලි බව දෝෂයක් ඇති ඕනෑම නිෂ්පාදනයක් ප්රතික්ෂේප කරයි.

සුදුසුකම් ලත් පිටත පෙට්ටිවලට පමණක් මෙම එකලස් කිරීමේ රේඛාවට ඇතුළු විය හැකිය. මෙම ක්රියාවලියට උණුසුම් මුද්රා තැබූ හෝ එම්බෝස් කරන ලද ලයිනර් නිමි පිටත පෙට්ටි සමඟ අතින් ඒකාබද්ධ කිරීම ඇතුළත් වේ. පෙට්ටිය විවෘත කිරීමේදී පාරිභෝගිකයින් දකින පළමු ගුණාත්මක විස්තරය ලයිනර් වන බැවින්, එයට පිටත පෙට්ටි සැකසීමට වඩා ඉහළ නිරවද්යතාවයක් අවශ්ය වේ. එකලස් කිරීමේ රේඛාවේ ස්ථාන හයක් ඇති අතර, ඒ සෑම එකක්ම කැපවූ සේවකයෙකු විසින් ක්රියාත්මක කරනු ලැබේ.
6-ස්ථාන ක්රියාවලිය
අභ්යන්තර ඇලවීම: කුඩා මැලියම් ඩිස්පෙන්සරයක් භාවිතා කර පිටත පෙට්ටියේ අභ්යන්තර බිත්තියේ මැලියම් ඒකාකාරව යොදන්න, මැලියම් ස්ථරයේ ඝණකම 0.1mm වේ. කොන් හතරෙන් එකකට එකක් සහ මැදින් එකක් ලෙස මැලියම් තිත් පහක් යොදන්න. පිටාර ගැලීම වැළැක්වීම සඳහා මැලියම් ප්රමාණය දැඩි ලෙස පාලනය කරන්න.
ලයිනර් එකේ ස්ථානගත කිරීමේ දෝෂය 0.2mm ට වඩා වැඩි නොවිය යුතුය. එය අස්ථානගත වී ඇත්නම් එය නැවත ස්ථානගත කරන්න.
ලයිනර් පිටත පෙට්ටියට තදින් ගැලපෙන බව සහතික කිරීම සඳහා, ලිහිල් බවක් හෝ බුබුලු නොමැතිව අතින් බුබුලු මුද්රණ යන්ත්ර භාවිතා කරන්න.
මෙය පළමු තත්ත්ව පරීක්ෂණ මුරපොලයි. ලයිනර් එක ගැලපීම, පිටත පෙට්ටියේ මතුපිට තත්ත්වය සහ පෙට්ටිය සුමටව විවෘත වී වැසෙනවාද යන්න පරීක්ෂා කරන්න.
වායු තුවක්කු පිරිසිදු කිරීම:
පළමුව, දූවිලි හා තන්තු පිඹීම සඳහා පීඩනය 0.3MPa දක්වා සකස් කරන ලද අධි පීඩන වායු තුවක්කුවක් භාවිතා කරන්න.
ඉන්පසු පෙට්ටියේ පිටත මතුපිට ලින්ට් රහිත රෙද්දකින් තනි දිශාවකට පිස දමන්න.
සුදුසුකම් ලත් නිෂ්පාදන 0.03mm ඝණකම සහිත විනිවිද පෙනෙන දූවිලි-ප්රතිරෝධී PE බෑග් වලට දමන්න.තත්පර 1 ක් සඳහා 180℃ දී මුද්රා තැබීමේ යන්ත්රයකින් බෑග් කටවල් තදින් මුද්රා තබන්න.
පෙට්ටිවලට ඇසුරුම් කරන විට, සෑම පෙට්ටියක්ම EPE පෙන වලින් වෙන් කරන්න. ආරක්ෂිත ප්රවාහනය සහතික කිරීම සඳහා පෙට්ටිවල කොන් හතරේ කෙළවර ආරක්ෂකයන් හෝ පෙන සවි කරන්න.
පිටතට යන කළමනාකරණය: බෙදා හැරීමට පෙර, අපි පෙට්ටි පැතලි හා කිසිදු හානියක් නොමැතිව නොවෙනස්ව තබා ගැනීමට අවශ්ය කරමු. ප්රවාහනයේදී නිෂ්පාදන හානි නොවී පවතින බව සහතික කිරීම සඳහා මුද්රා තැබීමේ පටිය ගැලවී නොයා යුතුය.
ඔබ ආභරණ පෙට්ටිවල භාවිතා කරන අමුද්රව්ය ගැන කුතුහලයෙන් සිටියත්, නැතහොත් සම්පූර්ණ ආභරණ ඇසුරුම් නිෂ්පාදන ක්රියාවලිය ගැන ඉගෙන ගැනීමට කැමති වුවත්, ඔබේ ඊළඟ ආභරණ පෙට්ටිය විවෘත කරන්නේ කෙසේදැයි බැලීමට දැන්ම වාදනය කරන්න.
තත්ත්ව පරීක්ෂාව යනු දෝෂ සොයා ගැනීම නොවේ; එය නිෂ්පාදනවල ගුණාත්මකභාවය සහතික කිරීම ගැන ය. අපට දැඩි තත්ත්ව පරීක්ෂණ මුරපොලවල් හතරක් ඇත.

පරීක්ෂකවරු සෑම පෙට්ටියක්ම 10 වතාවක් නැවත නැවතත් විවෘත කර වසා දමති. ඔවුන් අසාමාන්ය ශබ්දවලට සවන් දෙන අතර චලනය සුමටදැයි පරීක්ෂා කරති. ගාංචු බලය ග්රෑම් 500 ත් 800 ත් අතර ප්රමාණයක් පාලනය කළ යුතුය. එය ඕනෑවට වඩා ලිහිල් නම්, ප්රවාහනයේදී පෙට්ටිය විවෘත විය හැකිය. එය ඕනෑවට වඩා තද නම්, ගනුදෙනුකරුවන් එය විවෘත කිරීමට අරගල කරනු ඇත.
යටතේ අඩු කෝණ තණබිම් ලයිට්— හුදකලා කරන මතුපිට භූ ලක්ෂණ උස වෙනස්කම් හෙළි කිරීමට - කුඩා බුබුලු, රැළි හෝ වැරදි ලෙස සකස් කරන ලද ඔතා ද්රව්ය පවා සැඟවිය නොහැක. අච්චු ගැසීම, ඇලවීම සහ බුබුලු එබීම ඇතුළු සියලුම ක්රියාවලීන්හි අවසාන පරීක්ෂාව මෙයයි.
මැලියම් සහ PU සම් යන දෙකෙහිම ගන්ධ ඇත. අපගේ සියලුම නිමි භාණ්ඩ අවම වශයෙන් පැය 24 ක් වාතාශ්රය ලබා දිය යුතුය. එසේ නොමැතිනම්, ගනුදෙනුකරුවන් පෙට්ටි විවෘත කරන විට ඇතිවන තියුණු සුවඳ අපගේ පෙර උත්සාහයන් සියල්ලම ක්ෂණිකව විනාශ කරනු ඇත.
අවසාන වශයෙන්, දූවිලි ඉවත් කිරීමට වායු තුවක්කුවක් සහ මැලියම් සලකුණු පිස දැමීමට ලින්ට්-නිදහස් රෙද්දක් භාවිතා කරන්න. සුදුසුකම් ලත් නිෂ්පාදන PE දූවිලි-ප්රතිරෝධී බෑග්වලට දමනු ලැබේ. පෙට්ටිවලට ඇසුරුම් කරන විට, කාඩ්බෝඩ් සමඟ එක් එක් ස්ථරය වෙන් කර පෙට්ටි තුළ කෙළවරේ ආරක්ෂකයන් සවි කරන්න. මෙමඟින් නිෂ්පාදන ආරක්ෂිතව ඔබ වෙත ළඟා වන බව සහතික කෙරේ.
දැන් ඔබ නිෂ්පාදන ක්රියාවලිය තේරුම් ගෙන ඇති බැවින්, ඔබ දැනටමත් අභ්යන්තරිකයෙකි. B2B එකක් තෝරා ගැනීමේදී ස්වර්ණාභරණ ඇසුරුම් නිෂ්පාදන සහකරු, ඔබට මෙම ප්රධාන ප්රශ්න තුන ඇසිය හැකිය:
“ඔයා පාවිච්චි කරන ප්ලාස්ටික් මොනවද?” කියලා විතරක් අහන්න එපා, ඒ වෙනුවට “ඔයා පාවිච්චි කරන HIPS ශ්රේණිය මොකක්ද? ඒක අලුත් ද්රව්යයක්ද නැත්නම් ප්රතිචක්රීකරණය කළ ද්රව්යයක්ද?” කියලා අහන්න. අපේ වගේ වෘත්තීය කර්මාන්ත ශාලාවක් අලුත් HIPS 475 ද්රව්යවල වාසි ගැන ඔබට කියයි, අපි ප්රතිචක්රීකරණය කළ ද්රව්ය භාවිතා නොකරන්නේ ඇයි කියලා පැහැදිලි කරයි.
ඔවුන්ගේ අච්චු නිරවද්යතාවය ගැන විමසන්න. අපගේ ප්රමිතිය 0.1mm වේ. අච්චු කුහරයේ මතුපිට රළුබව ගැනද විමසන්න, එය අපට Ra 0.8μm වේ. මෙම ප්රශ්නයට විකිණීම පමණක් දන්නා සහ නිෂ්පාදනය ගැන කිසිවක් නොදන්නා අතරමැදියන් ඉක්මනින් ඉවත් කළ හැකිය.
"ඔබට තත්ත්ව පරීක්ෂණයක් තිබේද?" කියා පමණක් අසන්න එපා. "ඔබේ තත්ත්ව පරීක්ෂණ ප්රමිතීන් මොනවාද?" කියා අසන්න. ඔවුන් විවෘත කිරීමේ සහ වසා දැමීමේ පරීක්ෂණ පවත්වනවාද? ඔවුන් ගන්ධයන් සඳහා පරීක්ෂා කරනවාද? පරීක්ෂණය සඳහා පැති ලාම්පු භාවිතා කරනවාද? අප වැනි පරිණත තත්ත්ව පාලන ක්රියාවලියක් ක්රියාශීලී සහ බහු-මාන විය යුතුය.

A: MOQ සැලසුම් සංකීර්ණතාව මත රඳා පවතී. පවතින අච්චු භාවිතා කරන සාමාන්ය පෙට්ටි සඳහා, MOQ අඩුය. නව අච්චු අවශ්ය අභිරුචි නිර්මාණ සඳහා, MOQ සාමාන්යයෙන් ඉහළ ය. ඔබට අවශ්ය ප්රමාණයෙන් පවතින අච්චු තිබේදැයි බැලීමට සහ නිවැරදි මිල ගණන් සඳහා ඔබේ නිශ්චිත සැලසුම සාකච්ඡා කිරීමට අප හා සම්බන්ධ වීමට අපි නිර්දේශ කරමු.
A: නිරවද්ය එන්නත් අච්චුවක් සාමාන්යයෙන් 0.1mm නිරවද්යතා අවශ්යතාවය සපුරාලීම සඳහා සැලසුම් කිරීම, නිෂ්පාදනය කිරීම සහ පරීක්ෂා කිරීම සඳහා සති 4-6 ක් ගතවේ.
A: ඔව්, ඇත්තෙන්ම. අපි කර්මාන්තයේ තිරසාර පරිවර්තනයට සහාය දෙන අතර පිරිනමන්නෙමු GRS සහතික කළ ප්රතිචක්රීකරණය කළ HIPS මෙන්ම පරිසර හිතකාමී PET.
විශේෂඥ තීක්ෂ්ණ බුද්ධිය: ප්රතිචක්රීකරණය කරන ලද ද්රව්ය පරිසරයට විශිෂ්ට වුවද, සමහර විට මතුපිට සුමටතාවයට බලපාන සුළු අපද්රව්ය ඒවායේ අඩංගු විය හැකිය.
නිර්දේශය: ඔබ ප්රතිචක්රීකරණය කරන ලද ප්ලාස්ටික් පදනමක් තෝරා ගන්නේ නම්, ඔතා ගැනීම සඳහා අතිශය තුනී, ලා පැහැති සිල්ක් භාවිතා කිරීමට එරෙහිව අපි උපදෙස් දෙමු. ඒ වෙනුවට, අපි නිර්දේශ කරන්නේ වයනය සහිත කඩදාසි, වෙල්වට්, හෝ ඝන වීගන් සම්. මෙම ද්රව්ය ප්රතිචක්රීකරණය කරන ලද භෂ්ම සමඟ පරිපූර්ණව ක්රියා කර ඕනෑම අන්වීක්ෂීය අඩුපාඩු සැඟවීමට ඔබට ඉඩ සලසයි, එමඟින් ඔබට දෙකම සාක්ෂාත් කර ගැනීමට ඉඩ සලසයි. පාරිසරික සහතික කිරීම සහ උසස් සෞන්දර්යය.
උසස් තත්ත්වයේ ඔතා ඇති ප්ලාස්ටික් පාදක ආභරණ පෙට්ටියක් යනු ප්ලාස්ටික් සහ රෙදිපිළි වල සරල සංයෝජනයකට වඩා බොහෝ සෙයින් වැඩි ය. එය නිරවද්ය ද්රව්ය තෝරා ගැනීම (HIPS 475 වැනි), මිල අධික අච්චු (0.1mm නිරවද්යතාවය), දැඩි ක්රියාවලි පාලනය (උෂ්ණත්ව කළමනාකරණය) සහ සූක්ෂම ශිල්පීය හැකියාව (0.2mm ඉවසීම) ස්ඵටිකීකරණය කිරීමයි.
කල් පවතින ඇටසැකිල්ලේ සිට දෝෂ රහිත පෙනුම දක්වා, සෑම පියවරක්ම ඔබේ වෙළඳ නාමයේ අවසාන ඉදිරිපත් කිරීම තීරණය කරයි.
ඔබේ වෙළඳ නාමය සඳහා විකුණුම් පමණක් නොව නිෂ්පාදනය පිළිබඳ ප්රවීණයෙකු ද වන ඇසුරුම් සහකරුවෙකු ඔබ සොයනවාද? 0.1mm වෙනස අපි අගය කරමු.
අපගේ ඇසුරුම්කරණ විශේෂඥයින් අමතන්න ඔබගේ ඊළඟ අභිරුචි ව්යාපෘතිය සාකච්ඡා කිරීමට, නැතහොත් මෙම "ආවේණික" ගුණාත්මකභාවය කෙලින්ම අත්විඳීමට අපගේ ක්රියාවලි නියැදි පෙට්ටිය ඉල්ලා සිටින්න.

2025-07-13

2025-05-14

2025-07-24
සුඛෝපභෝගීත්වය තිරසාරභාවය සමඟ ඒකාබද්ධ කරන ප්රතිචක්රීකරණය කළ හැකි ඇසුරුම්. අපගේ කාර්යක්ෂම, අඩු බලශක්ති ක්රියාවලිය ඔබේ වෙළඳ නාමය සහ ඔබේ ලාභදායිතාවය ආරක්ෂා කරන වාරික ගුණාත්මක භාවය ලබා දෙයි. සාම්ප්රදායික නිෂ්පාදන ආකෘති හා සසඳන විට ද්රව්යමය නාස්තිය 15% දක්වා අඩු කිරීමට සහ ඊයම් කාලය සාමාන්යයෙන් 10% කින් අඩු කිරීමට ඔප්පු කර ඇති විධිමත් පද්ධතියකි.… අතර මූලික ගැටුම විසඳන විසඳුම් අපි ඉංජිනේරු කරමු ඔතා ඇති ප්ලාස්ටික් පාදක ආභරණ පෙට්ටි නිෂ්පාදනය: 2026 කර්මාන්ත නිෂ්පාදනය එළිදක්වන ලදී

රිච්පැක් · ඔබේ නිකේතනය සොයා ගන්න රිච්පැක් හි සිරස් ලැබ්රට් ආභරණ ඇසුරුම් කිරීම, පහළ තොල් හරහා ගමන් කරන කැපී පෙනෙන අලංකාරයක් වන සිරස් ලැබ්රට් විදීම, නිර්භීත සහ සුවිශේෂී සෞන්දර්යයක් සොයන පුද්ගලයින් සඳහා ජනප්රිය තේරීමක් ලෙස මතු වී ඇත. Glimpse ට අනුව, සිරස් ලැබ්රට් විදීම සඳහා සෙවුම් උනන්දුව පසුගිය වසර තුළ 1% කින් වැඩි වී ඇත... දිගටම කියවන්න ඔතා ඇති ප්ලාස්ටික් පාදක ආභරණ පෙට්ටි නිෂ්පාදනය: 2026 කර්මාන්ත නිෂ්පාදනය එළිදක්වන ලදී

ආභරණ සන්නාම සඳහා ඇති ප්රධාන අභියෝගයක් වන්නේ මුතු සහ සියුම් අතින් සාදන ලද ආභරණ වැනි බිඳෙන සුළු කොටස් ආරක්ෂා කරන අභිරුචි ආභරණ පෙට්ටි නිර්මාණය කිරීමයි. කුඩා හානියක් පවා විශාල පාඩු සහ අසතුටුදායක ගනුදෙනුකරුවන්ට හේතු විය හැක. එමනිසා, ඔබේ කෑලිවල ගුණාත්මකභාවය සහ අඛණ්ඩතාව පවත්වා ගැනීමට සහ පාරිභෝගික අත්දැකීම වැඩි දියුණු කිරීමට ආරක්ෂිත ආභරණ පෙට්ටියක් නිර්මාණය කිරීම ඉතා වැදගත් වේ. මෙම බ්ලොගයේ, අපි… ඔතා ඇති ප්ලාස්ටික් පාදක ආභරණ පෙට්ටි නිෂ්පාදනය කියවීම දිගටම කරගෙන යන්න: 2026 කර්මාන්ත නිෂ්පාදනය එළිදක්වන ලදී

කුඩා නිවාස පාදක ව්යාපාර සඳහා තොග කුකී ඇසුරුම් | දැරිය හැකි සහ අභිරුචිකරණය කළ හැකි විසඳුම් | තොග ඇණවුම් රිච්පැක් හි ඇත

විනිවිද පෙනෙන ඩිලයිට් - ආකර්ශනීය සංදර්ශක සඳහා පැහැදිලි පියනක් සහිත සෘජුකෝණාස්රාකාර තෑගි පෙට්ටිය

මාර්ගගත වෙළඳසැල් සඳහා ශුන්ය-අපද්රව්ය තෑගි ඇසුරුම් විසඳුම් | පරිසර හිතකාමී සහ අභිරුචිකරණය කළ හැකි ඇසුරුම් | තිරසාර ඊ-වාණිජ්ය විසඳුම්

තිරසාර ඇසුරුම් සඳහා කල් පවතින සහ ජෛව හායනයට ලක්විය හැකි කොම්පෝස්ට් කඩදාසි බෑග් | ස්වර්ණාභරණ සිල්ලර වෙළෙන්දන් සහ බුටික් වෙළඳසැල් සඳහා පරිසර හිතකාමී විසඳුම්
වැඩි විස්තර
තොග මිලදී ගැනීම් සඳහා පරිසර හිතකාමී දැරිය හැකි ජෛව හායනයට ලක්විය හැකි ස්වර්ණාභරණ පෙට්ටි | දැරිය හැකි සහ තිරසාර ඇසුරුම් විසඳුම් සොයන තොග ගැනුම්කරුවන් සඳහා වඩාත් සුදුසුය
වැඩි විස්තර
තිරසාර තෑගි සඳහා පරිසර හිතකාමී බංගල තෑගි පෙට්ටි | හරිත සන්නාම සහ පරිසර හිතකාමී සන්නාම සඳහා අභිරුචිකරණය කළ හැකි ඇසුරුම්
වැඩි විස්තර