 PREV
PREV

5 fördelar med att välja anpassade smyckespåsar för dina produkter
2025-05-14


A papperspåse är en avgörande förlängning av varumärkeskapitalet – ett fysiskt gränssnitt som förbinder detaljhandelsutrymmet med konsumentens privata sfär. Tillverkningen av moderna lyxiga smyckesväskor representerar en djup konvergens av materialvetenskap, konstruktionsteknik, färgfysik och precisionstillverkning. För att tillfredsställa de motstridiga kraven på att vara "robust som en sköld men ändå taktil som siden" måste leveranskedjan navigera en känslig balans mellan draghållfasthet och taktil mjukhet, visuell överdådighet och miljömässig hållbarhet, samt flexibiliteten i manuell montering kontra precisionen i automatisering.
I den här artikeln kommer vi att diskutera tekniken och hantverket bakom smyckesspecifika förpackningar, och täcka allt från valet av cellulosasubstrat till ytbeläggningar i nanometerskala, strukturell optimering och rigorösa kvalitetskontrollsystem.

Grunden för alla förstklassiga förpackningar ligger i substratets fysiska integritet. För smyckesförpackningar, eftersom innehållet vanligtvis är litet i volym men hög i densitet (såsom ädelmetaller och ädelstenar) och har högt enhetsvärde, måste pappret uppvisa specifika mekaniska egenskaper. Dessa inkluderar överlägsen styvhet, rivmotstånd och vikbarhet, samtidigt som det fungerar som ett felfritt medel för högkvalitativt tryck.
En påses känsla och mekaniska hållfasthet bestäms främst av massans fibersammansättning och dess tillverkningsprocess. Tillverkning av exklusiva smyckespåsar innebär vanligtvis en teknisk blandning av två primära fibertyper:
Det mest utmärkande draget hos en lyxig smyckesväska är dess styvhet, ofta beskriven som en "kartongkänsla" snarare än en "papperskänsla". Denna fysiska egenskap styrs strikt av papprets ytvikt, mätt i gram per kvadratmeter (GSM).
Till skillnad från 150-200 GSM-papperet som vanligtvis används inom klädindustrin, föredrar smyckesindustrins standarder tyngre material, allt från 250 GSM till 350 GSMDenna höga densitet är inte bara till för att stödja tunga smyckesaskar utan, ännu viktigare, för att förhindra att påsens väggar böjs eller skevs vid lossning, vilket bevarar förpackningens arkitektoniska silhuett.
| Applikationsnivå | Rekommenderad papperstyp | GSM räckvidd | Fysiska och estetiska egenskaper |
| Höga smycken | SBS (fast blekt sulfat) | 300–350 GSM | Extrem vithet, överlägsen styvhet, en kraftig "duns" vid stängning och en ultrafin yta. |
| Detaljhandel med fina smycken | C1S (bestruket ensidigt) konstpapper | 210–250 GSM | Den belagda sidan ger överlägsen färgåtergivning; den obelagda baksidan behåller fiberns seghet. Perfekt för små till medelstora storlekar. |
| Designer/Nisch | Genomfärgad kraft/svart kartong | 200–300 GSM | Massafärgad för att undvika vita kanter vid skärningarna. Uppvisar minimalistisk estetik med tät fiberstruktur och hög rivstyrka. |
| Miljömedveten | Återvunnen kraft | 170–230 GSM | Synlig fiberstruktur förmedlar miljövärden. Hög draghållfasthet, men något mindre styv än belagda material av samma vikt. |
Utöver vanliga bestrukna och obestrukna papper använder smyckesindustrin ofta ”specialpapper” för att förmedla exklusivitet genom textur.

Ett smyckesmärkes visuella identitet (VI) bygger på den exakta appliceringen av bläck på substratet. Valet av tryckteknik för papperspåsar beror på volym, yttopologi och extrema krav på färgtrohet.
Offsetlitografi är fortfarande guldstandarden för lyxförpackningar i stora volymer, vilket är känt för dess överlägsna upplösning och färgkontroll.
För extrem färgmättnad eller tryck på mörka, grovt texturerade underlag är silkscreentryck den föredragna processen.
Ultraviolett (UV) tryckteknik blir alltmer dominerande inom lyxförpackningar. UV-bläck innehåller fotoinitiatorer som polymeriserar direkt vid exponering för specifika UV-våglängder, snarare än att torka via lösningsmedelsavdunstning eller absorption.
Om utskrift ger visuell information, efterbehandlingsteknik ger känslomässigt sammanhang. Genom att reglera ljusreflektansen och friktionskoefficienten på väskans yta skapas en lyxig upplevelse för alla sinnen.
Laminering innebär att en mikroskopisk plastfilm (vanligtvis PP eller PET) termiskt binds till pappersytan. Detta lager tjänar två syften: det ökar rivhållfastheten avsevärt (avgörande för vikhörn) och etablerar den estetiska baslinjen.
Folieprägling är den typiska processen för smyckesförpackningar, vilket ger en äkta metallisk lyster som inget metalliskt bläck kan matcha.
En sofistikerad teknik som växer i popularitet är ”Reverse UV” eller ”Drip-Off”, som skapar matt/blank kontrast på ett enda plan utan laminering.
En lyxig smyckesväska är i huvudsak en styv behållare tillverkad av flexibla material. För att bibehålla perfekt geometri under belastning krävs noggrann konstruktionsteknik.
För att förhindra deformation under bärning implanteras förstärkningar i kritiska zoner.
Handtaget är den första kontaktpunkten i interaktionen. Dess material, diameter och anslutningsmetod förmedlar direkt varumärkesvärde.


Exakt stansning säkerställer att påsen formar en perfekt kvadrat.
Veckmatris: Djupet och bredden på bigkanalen måste kalibreras till mikronen baserat på papperstjockleken. För grunt orsakar "sprickbildning" (vilket exponerar vita fibrer); för djupt skär fibrerna. För tjocka, mörktryckta papper appliceras ofta lokal befuktning eller uppvärmning före bigning för att öka fiberns böjlighet.
Kilgeometri: Sidovikningarna måste vara exakt i linje med de nedre flikarnas veck för att säkerställa att påsen knäpper ordentligt när den öppnas och står utan att vingla.
Limkemin avgör påsens livslängd och miljöanpassningsförmåga.
För att säkerställa att väskan säkert skyddar värdefulla smycken krävs rigorösa fysiska och kemiska tester.

Moderna lyxkonsumenter kräver att utsökta upplevelser inte sker på planetens bekostnad.
Traditionella laminerade påsar är svåra att återvinna.
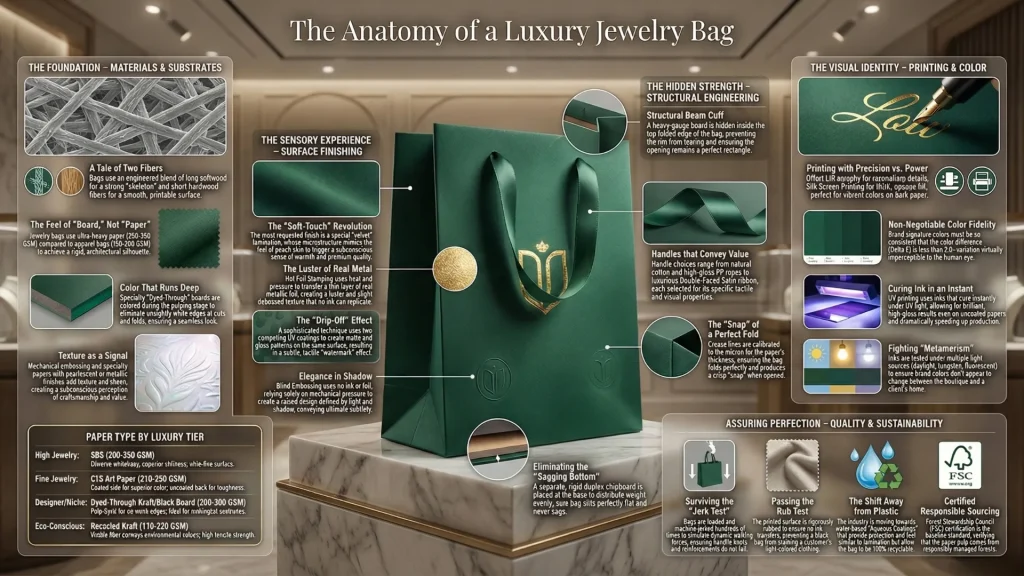
Tillverkningen av en smyckespåse i papper är ett spel med extrema detaljer. Under det minimalistiska yttre finns en komplex beslutsmatris: Långfiberstyrka kontra kortfiberjämnhet? Kemisk stabilitet hos UV-bläck kontra fysisk lyster hos Hot Foil? Den absoluta konsistensen hos maskinvikning kontra den varma beröringen av handmontering?
För smyckesmärken är papperspåsen det sista handslaget i transaktionen. Teknikerna som beskrivs här – från 350 GSM solid blekt kartong till nanometrisk mjuklaminering, från spektralt matchade spotbläck till rycktestade bomullshandtag – samarbetar för att säkerställa att detta "handslag" förmedlar tyngd, beständighet och omsorg.
Tabell 1: Tillämplighetsmatris för utskriftsprocessen
| Leverans | Offset litografi | Silketryck | UV Printing |
| Bästa användningsfallet | Detaljbilder, fotografier, gradienter | Stora enfärgade block, taktila effekter, metallicfärger | Snabb leveranstid, icke-absorberande underlag |
| Bläcktjocklek | Tunn (1-2 mikron) | Mycket tjock (10-100 mikron) | Medel (beroende på inställningar) |
| Substratkompatibilitet | Släta papper (bestrukna) | Nästan alla (Texturerad, Mörk, Tyg) | Nästan allt (plast, metalliserat papper) |
| Mörk pappersfärg | Dåligt (bläcket är genomskinligt) | Utmärkt (hög opacitet) | Utmärkt (bläcket sitter kvar på ytan) |
Tabell 2: Handtagsmaterialets prestanda
| Hantera typ | Material | Styrka | Estetisk | Pris | Miljövänlighet |
| Tvinnat rep | Bomull | Medium | Naturlig, Matt, Organisk | Medium | Hög (biologiskt nedbrytbar) |
| Tvinnat rep | PP (polypropen) | Hög | Glansig, syntetisk, enhetlig | Låg | Låg (Traditionell plast) |
| band | Polyester satin | Medium | Lyxig, Silkeslen, Högblank | Hög | Låg (om inte återvunnen PET) |
| band | grosgrain | Hög | Texturerad, strukturell | Hög | Varierar beroende på material |
At Richpack Förpackning, vi skapar varumärkesupplevelser. Från att välja den exakta fiberblandningen för strukturell integritet till att utföra komplexa "droppande" UV-behandlingar som fröjdar fingertopparna, säkerställer vår expertis att dina smyckesförpackningar är lika utsökta som smyckena inuti.
Oavsett om du behöver en helt hållbar vattenhaltig beläggningslösning eller ett handmonterat, präglat mästerverk i flera nivåer, är Richpack din partner för precisionslyx.
A: Till skillnad från vanliga detaljhandelsväskor använder lyxiga smyckesväskor ofta tunga skivor (300+ GSM) och komplexa lamineringar som är känsliga för miljöförändringar.
Fuktighetskontroll: Papper är hygroskopiskt. Förvara påsar i en klimatkontrollerad miljö med en relativ luftfuktighet mellan 40-60 %. För hög fukt kan göra att den "understa kartongen" slår sig, medan extrem torrhet kan göra att lamineringen lossnar eller att pappret spricker vid vikarna.
Stapling: Stapla inte kartonger mer än 5 kartonger högt. Vikten kan krossa "kilgeometrin" eller lämna permanenta tryckmärken på den mjuka lamineringen av påsarna längst ner.
A: Även om ett digitalt prov kontrollerar stavning och layout, kan det inte simulera den fysiska interaktionen mellan ljus och varm folie eller den taktila höjden vid prägling. Att skapa ett fysiskt prov kräver att man tillverkar själva metallformarna och ställer in maskinerna för bara en enhet.
Rekommendation: För beställningar som omfattar komplex prägling i flera nivåer eller specifika foliefärger rekommenderar vi starkt ett våtprov för att mäta "känslan", även om det medför en uppsättningsavgift.
A: Obehagliga lukter kan förstöra uppackningsupplevelsen, särskilt för smycken. Detta beror vanligtvis på lösningsmedelsbaserade lim eller otillräcklig UV-härdningstid.
Vårt protokoll: På Richpack prioriterar vi lim med låg VOC-halt (flyktiga organiska föreningar) och säkerställer en specifik "vädringsperiod" i ett ventilerat produktionsområde efter produktionen innan de packas i fraktkartonger. Om ditt varumärke är mycket känsligt för doft, vänligen begär våra "luktneutrala" limalternativ under konsultationen.
A: Även om automatisering säkerställer konsekvens kräver det avsevärd installationstid.
Tröskeln: Generellt sett är halvautomatisk eller manuell montering mer kostnadseffektiv för beställningar under 3 000–5 000 enheter på grund av de höga uppställningskostnaderna för automatiska rörformningsmaskiner.
Undantaget: Om din väska kräver komplexa, icke-standardiserade storlekar eller unika bandfästen är manuell montering fortfarande det enda alternativet oavsett volym, eftersom maskiner är begränsade till standardformatet "liggande" eller "porträtt".
2025-05-14
2025-09-29

2025-07-18

Lär dig hur du väljer miljövänliga material till presentaskar med lock, utforska återvunnen kartong, FSC-certifierat papper, bioplaster och mer.

Richpack · Hur man berättar Monets smyckesmärkeshistoria genom förpackningskonst Enligt en studie av Smithers Pira förväntas den globala förpackningsmarknaden nå 1.42 biljoner dollar år 2028, vilket belyser den växande betoningen på förpackningar. Monets smyckesförpackningar visar också denna briljans. Men dess uppackningsupplevelse, som ofta förbises, ger en stark möjlighet att… Fortsätt läsa Tekniken och hantverket bakom våra papperspåsar för smycken

Richpack · Richpack smyckesaskar ärver och utvecklar Napiers smyckeförpackningars estetiska och miljömässiga intelligens Napier resonerar med smyckesexperter och frammanar bilder av högkvalitativt hantverk och innovativ design. Richpack, en ledande leverantör av smyckeförpackningslösningar, är dedikerade till att skapa askar som förkroppsligar hållbarhet och miljöansvar samtidigt som de visar upp smyckens inneboende elegans. I den här bloggen kommer vi att upptäcka hur… Fortsätt läsa Tekniken och hantverket bakom våra papperspåsar för smycken

Lyxiga förpackningsset för exklusiva smycken | Premiumanpassade lösningar med Richpacks matchande design för exklusiva smyckesmärken som söker eleganta bulkförpackningar

Richpack mångsidiga och Recherché små behållare med lock – hållbara och säkra smyckesvisningslösningar för organiserad förvaring och skönhetsförstärkning

Mångsidiga och motståndskraftiga presentpåsar Papper för alla tillfällen – Richpack Snygga små färgglada presentpåsar perfekta för alla presentpresentationer

Skräddarsydda och hållbara specialtryckta papperspåsar för butiker med logotyper | Perfekta varumärkeslösningar för juvelerare som behöver iögonfallande detaljhandelsförpackningar
Visa mer
Anpassade presentkort med varumärkeslogotyper och budskap | Richpacks skräddarsydda lösningar för juvelerarbutiker som kräver varumärkesbaserade förpackningsalternativ
Visa mer
Miljömedvetna smyckesväskor av återvunnet papper med varumärke | Idealisk för smyckesgrossister som letar efter hållbara och anpassade förpackningsalternativ
Visa mer