 முந்தைய
முந்தைய

தனிப்பயன் பெட்டிகள் நேப்பியர் நகைகளின் மதிப்பை எவ்வாறு உயர்த்துகின்றன
2024-12-13

பல நகை பிராண்டுகளுக்கு, நகைப் பெட்டிகள் கொள்கலன்களின் அர்த்தத்தைத் தாண்டி, நகை பிராண்ட் கதைகளின் கேரியராகவும், நுகர்வோருடன் உணர்ச்சிபூர்வமான தொடர்பின் பிணைப்பாகவும் செயல்படுகின்றன. ரிச்பேக் நகை பேக்கேஜிங்கில் கிட்டத்தட்ட 20 வருட அனுபவமுள்ள ஒரு சீன நகை பெட்டி உற்பத்தியாளர், மேலும் பிரத்யேக தனிப்பயன் தயாரிப்புகளையும் வழங்குகிறது. நகை பெட்டி உற்பத்தியாளர்கள் அமெரிக்கா. ரிச்பேக்கின் கீழ் உள்ள ரிச்லைன் தொழிற்சாலையில், உயர்நிலை ஆடம்பர நகை பரிசுப் பெட்டிகள் முதல் எளிமையான மற்றும் நேர்த்தியான அழகுசாதனப் பேக்கேஜிங் வரை, ஒவ்வொரு விவரமும் தரம் மற்றும் கைவினைத்திறனுக்கான மரியாதைக்கான எங்கள் நோக்கத்தைக் கொண்டுள்ளது, மேலும் ஒவ்வொரு இணைப்பும் கண்டிப்பாகக் கட்டுப்படுத்தப்படுகிறது. அடுத்து, ஆழமாக ஆராய்வோம், நகைப் பெட்டி அச்சிடுதல் மற்றும் பேக்கேஜிங்கிற்குப் பின்னால் உள்ள அனைத்து கலை மற்றும் திறன்களையும் ஒரே கட்டுரையில் புரிந்துகொள்வோம், மேலும் அனைத்து அம்சங்களிலும் அழகியல் மற்றும் தொழில்நுட்பத்தை இணைக்கும் இந்த தொழில்முறை துறையை பகுப்பாய்வு செய்வோம்.

வடிவமைப்பு உத்வேகத்தின் ஆரம்ப வெடிப்பு முதல் இறுதி நேர்த்தியான தயாரிப்பின் பிறப்பு வரை, ரிச்பேக் காகித நகைப் பெட்டிகளின் உற்பத்தியில் உள்ள ஒவ்வொரு இணைப்பும் பொருட்கள், கைவினைத்திறன் மற்றும் புத்திசாலித்தனத்தின் கவனமான அமைப்பாகும். பின்வரும் உள்ளடக்கத்தில், அடுக்காக பகுப்பாய்வு செய்வோம், ஒவ்வொரு கட்டத்தையும் ஆராய்வோம், ரகசியங்கள் மற்றும் நுட்பங்களை வெளிக்கொணர்வோம், மேலும் மூலப்பொருட்கள் நகைகளின் அழகை வெளிப்படுத்தக்கூடிய அற்புதமான பேக்கேஜிங்காக எவ்வாறு மாற்றப்படுகின்றன என்பதைப் பார்ப்போம்.
காகித நகைப் பெட்டியின் வடிவமைப்பைத் தீர்மானிக்கும்போது, முதலில், நகைகளின் வடிவம், அளவு, எடை, அமைப்பு மற்றும் பாணி உள்ளிட்ட நகைகளின் பண்புகளை ஆழமாக பகுப்பாய்வு செய்ய வேண்டும். வடிவ ரத்தினக் கற்கள் போன்ற நகைகளின் ஒழுங்கற்ற வடிவத்திற்கு, பெட்டியில் அதன் நிலைத்தன்மையை உறுதிப்படுத்த ஒரு சிறப்பு உள் ஆதரவு அமைப்பை வடிவமைக்க வேண்டும்; நகைகளின் பெரிய எடைக்கு, போக்குவரத்து அல்லது சேமிப்பு செயல்பாட்டில் எடையைத் தாங்க இயலாமை காரணமாக சேதத்தைத் தவிர்க்க, காகிதப் பெட்டிகள் கட்டமைப்பு வலிமை மற்றும் சுமை தாங்கும் திறனில் கவனம் செலுத்த வேண்டும். அதே நேரத்தில், வாடிக்கையாளர்களின் பிராண்ட் நிலைப்படுத்தல், இலக்கு பார்வையாளர்கள் மற்றும் சந்தை தேவையைப் புரிந்துகொள்ள நாம் அவர்களுடன் முழுமையாகத் தொடர்பு கொள்ள வேண்டும். உயர்நிலை ஆடம்பரத்திற்கான பிராண்ட் நிலைப்படுத்தல் என்றால், காகிதப் பெட்டிகளின் வடிவமைப்பு கண்ணியம் மற்றும் நுட்பமான உணர்வைப் பிரதிபலிப்பதில் கவனம் செலுத்த வேண்டும், உயர்தர அச்சிடும் தொழில்நுட்பம் மற்றும் சிறப்புப் பொருட்களுடன் எளிமையான வளிமண்டல வடிவமைப்பு பாணியை ஏற்றுக்கொள்ள முடியும்; இலக்கு பார்வையாளர்கள் இளம் நுகர்வோராக இருந்தால், இளம் குழுக்களின் கவனத்தை ஈர்க்கும் வகையில், வடிவமைப்பை ஃபேஷன், தனிப்பயனாக்கப்பட்ட கூறுகள், பிரபலமான வண்ண சேர்க்கைகள் மற்றும் தனித்துவமான வடிவ மாடலிங் போன்றவற்றில் ஒருங்கிணைக்க முடியும். கூடுதலாக, காகிதப் பெட்டிகளின் நடைமுறைத்தன்மை மற்றும் வசதியையும் கருத்தில் கொள்ள வேண்டும், அதாவது அவை திறக்க வசதியாகவும் எடுத்துச் செல்ல எளிதாகவும் உள்ளதா. இந்த காரணிகளை இணைப்பதன் மூலம், தொழில்முறை வடிவமைப்பு மென்பொருளை வடிவமைக்க, காகிதப் பெட்டிகள் மற்றும் முப்பரிமாண ரெண்டரிங் ஆகியவற்றின் திட்டத்தை வரையவும், வடிவமைப்பு நகைகளைப் பாதுகாப்பதற்கான அடிப்படை செயல்பாட்டை மட்டும் பூர்த்தி செய்வதை உறுதிசெய்யவும், பிராண்ட் பண்புகளைக் காட்டவும், நுகர்வோரின் கவனத்தை ஈர்க்கவும் உறுதிசெய்யவும்.

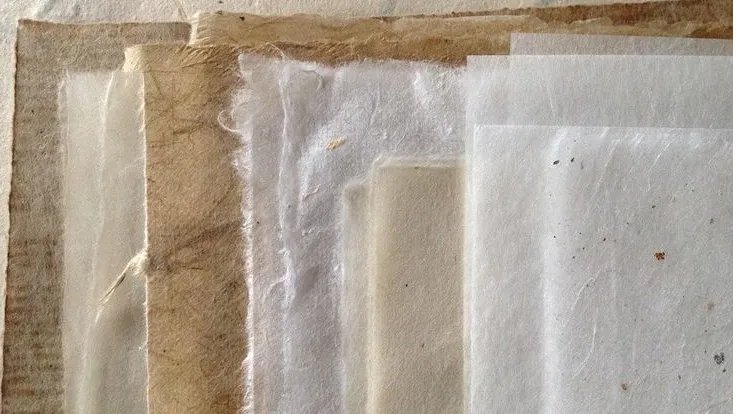
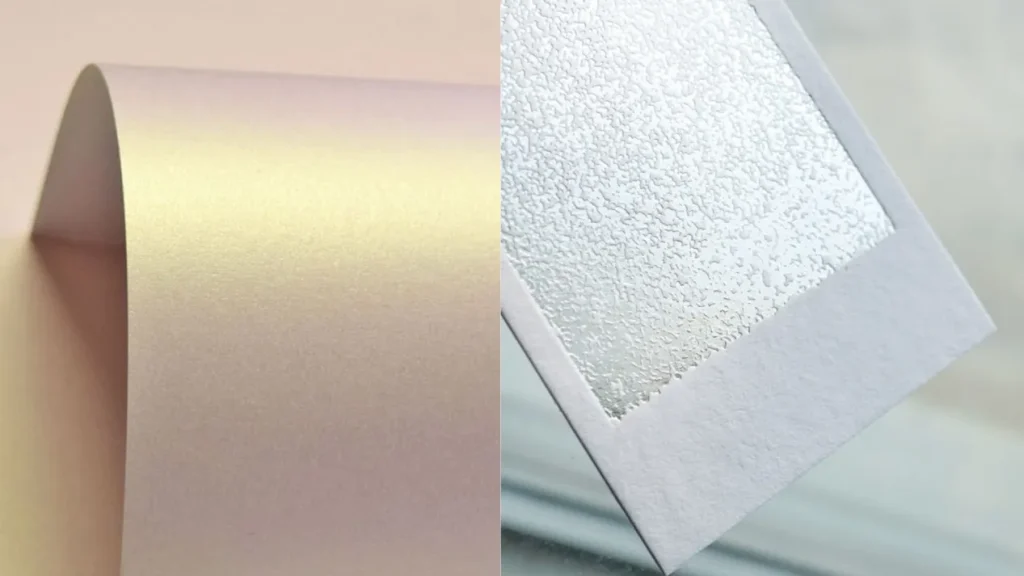
முக்கிய பச்சை மீஏரியல்கள் காகித நகை பெட்டி உற்பத்திக்கு காகிதம் மற்றும் சாம்பல் பலகை ஆகியவை அடங்கும். காகிதம், பொதுவான வெள்ளை அட்டை, பூசப்பட்ட காகிதம், சிறப்பு காகிதம் மற்றும் பல. வெள்ளை அட்டை உறுதியானது மற்றும் தடிமனாக, அளவு ரீதியாக பெரியது, முன் வெண்மை மற்றும் உயர் பளபளப்பு, காகித மேற்பரப்பு மென்மை மற்றும் மென்மையானது, நல்ல அச்சிடும் பொருத்தத்துடன், காகித பெட்டிகளின் மேற்பரப்பின் அதிக தேவைகளின் அச்சிடும் விளைவுக்கு ஏற்றது, அச்சிடப்பட்ட வடிவங்கள் மற்றும் உரையை தெளிவாக வழங்க முடியும், எளிமையான மற்றும் தாராளமான அமைப்பைக் காட்டுகிறது; பூசப்பட்ட காகித மேற்பரப்பு மென்மையானது, உயர் வண்ண இனப்பெருக்கம், பிரகாசமான வண்ணங்களின் அச்சிடும் வடிவங்கள், பணக்கார அடுக்குகள், பெரும்பாலும் உற்பத்தியில் பயன்படுத்தப்படுகின்றன. வண்ணக் கற்களால் பதிக்கப்பட்ட நகை பெட்டி பேக்கேஜிங் போன்ற நகைப் பெட்டியின் நேர்த்தியான வடிவங்கள் மற்றும் நுட்பமான வண்ணங்களைக் காட்ட வேண்டும்; சிறப்பு காகிதம் ஒரு தனித்துவமான அமைப்பு, அமைப்பு அல்லது சிறப்பு பண்புகளைக் கொண்டுள்ளது, எடுத்துக்காட்டாக, முத்து காகிதம் ஒரு முத்து விளைவைக் காட்டலாம், காகிதப் பெட்டிகளின் மகத்துவ உணர்வை அதிகரிக்கும், பெரும்பாலும் உயர்நிலை நகைப் பெட்டிகளின் உற்பத்தியில் பயன்படுத்தப்படுகிறது, தயாரிப்பின் தரத்தை மேம்படுத்த.

சாம்பல் பலகை முக்கியமாக காகிதப் பெட்டிகள், பொதுவான ஒற்றை சாம்பல், இரட்டை சாம்பல், அனைத்து சாம்பல் மற்றும் பிற வகைகளின் கட்டமைப்பு வலிமையை மேம்படுத்தப் பயன்படுகிறது. ஒற்றை சாம்பல் பலகை ஒரு பக்கம் சாம்பல் நிறமாகவும், மறுபுறம் ஒப்பீட்டளவில் மென்மையாகவும் இருக்கும், விலை மிகவும் சிக்கனமானது, தோற்றத்திற்கு ஏற்றது. தேவைகள் குறிப்பாக அதிகமாக இல்லை, ஆனால் காகிதப் பெட்டிகளின் ஒரு குறிப்பிட்ட வலிமையை ஆதரிக்க வேண்டும்; இரட்டை சாம்பல் பலகை இருபுறமும் சாம்பல், சீரான அமைப்பு, அதிக வலிமை, பொதுவாக சாதாரண தர நகைப் பெட்டிகளின் உற்பத்தியில் பயன்படுத்தப்படுகிறது; முழு சாம்பல் பலகை வலிமை மற்றும் நிலைத்தன்மையில் உள்ளது. பெரிய அளவிலான நகைப் பெட்டிகள் அல்லது உயர் தர நகைப் பெட்டிகளின் உயர் தரத்தின் தேவைகளின் கட்டமைப்பு வலிமைக்கு ஏற்றது. பெட்டி அல்லது உயர் தர நகைப் பரிசுப் பெட்டி. பொருட்களைத் தேர்ந்தெடுக்கும்போது, நகைப் பெட்டிகளின் வடிவமைப்புத் தேவைகள், செலவு பட்ஜெட் மற்றும் சுற்றுச்சூழல் பாதுகாப்பு தரநிலைகள் போன்றவற்றின் படி விரிவான பரிசீலனை செய்வது அவசியம், தேர்ந்தெடுக்கப்பட்ட பொருட்கள் தயாரிப்புகளின் தரத் தேவைகளைப் பூர்த்தி செய்வது மட்டுமல்லாமல், சந்தையின் சுற்றுச்சூழல் பாதுகாப்பு போக்கு மற்றும் நிறுவனத்தின் செலவுக் கட்டுப்பாட்டு நோக்கங்களுக்கும் இணங்குவதை உறுதிசெய்ய வேண்டும்.
காகிதம் மற்றும் சாம்பல் நிற பலகை போன்ற பொருட்கள் வந்தவுடன், உடனடியாக கடுமையான உள்வரும் பொருள் ஆய்வு மேற்கொள்ளப்பட வேண்டும். ரிச்பேக் தொழிற்சாலை தர மேலாண்மை பணியாளர்கள் முதலில் பொருட்களின் அளவை கவனமாக சரிபார்த்து, அடுத்தடுத்த உற்பத்தி முன்னேற்றத்தை பாதிக்கும் குறைபாடுகளைத் தவிர்ப்பதற்காக, வருகை அளவு வரிசையுடன் ஒத்துப்போகிறதா என்பதை உறுதிசெய்ய, விநியோக பட்டியலின்படி அவற்றை ஒவ்வொன்றாக எண்ணுவார்கள்.

காகிதத்தைப் பொறுத்தவரை, முதல் சோதனை அளவு, துல்லியமாக அளவிட ஒரு தொழில்முறை அளவு சமநிலையைப் பயன்படுத்தி, அதன் இலக்கணம் கொள்முதல் தரநிலைகளுக்கு ஏற்ப இருப்பதை உறுதிசெய்ய, விலகல் மிகச் சிறிய வரம்பிற்குள் கட்டுப்படுத்தப்படுகிறது, ஏனெனில் அளவு நேரடியாக காகிதத்தின் விறைப்பு மற்றும் தடிமனைப் பாதிக்கிறது, இது காகிதப் பெட்டிகள் மோல்டிங்கின் விளைவை பாதிக்கிறது. வெண்மை மற்றும் பளபளப்பு ஆகியவை வெண்மை மீட்டர் மற்றும் பளபளப்பான மீட்டரின் உதவியுடன் அளவிடப்படுகின்றன, அவற்றின் மதிப்புகள் தேர்ந்தெடுக்கப்பட்ட காகித வகையின் தரநிலைகளுக்கு ஒத்திருப்பதை உறுதிசெய்கின்றன. காகித மேற்பரப்பின் மென்மையான தன்மை ஒரு மென்மையான மீட்டரால் கண்டறியப்படுகிறது. மோசமான மென்மையான தன்மை சீரற்ற மை ஒட்டுதலுக்கு வழிவகுக்கும் மற்றும் அச்சின் தெளிவை பாதிக்கும். FSC-சான்றளிக்கப்பட்ட சாம்பல் பலகைக்கு, சோதனை தடிமன் சீரான தன்மையின் கவனம், வெவ்வேறு நிலைகளில் மைக்ரோமீட்டர்களைப் பயன்படுத்தி பல-புள்ளி அளவீடு, தடிமன் பிழை பரிந்துரைக்கப்பட்ட வரம்பை மீறவில்லை என்பதை உறுதிசெய்ய, சீரற்ற காகிதப் பெட்டிகளின் தடிமன் சீரற்ற அழுத்தத்தின் கட்டமைப்பை உருவாக்கும், வலிமையைக் குறைக்கும். அதே நேரத்தில், சாம்பல் பலகையின் அமுக்க வலிமையைக் கண்டறிய அமுக்க வலிமை சோதனை உபகரணங்கள், வெவ்வேறு பயன்பாட்டு சூழ்நிலைகளில் நகைப் பெட்டியை அது சந்திக்க முடியும் என்பதை உறுதிசெய்யும்.
பொதுவான அச்சிடும் முறைகள் ஆஃப்செட் பிரிண்டிங், ஃப்ளெக்ஸோகிராஃபிக் பிரிண்டிங், கிராவூர் பிரிண்டிங் போன்றவை, இவை காகித நகை பெட்டி அச்சிடலில் அவற்றின் சொந்த பயன்பாடுகளைக் கொண்டுள்ளன. ஆஃப்செட் பிரிண்டிங் என்பது மிகவும் பரவலாகப் பயன்படுத்தப்படும் அச்சிடும் முறைகளில் ஒன்றாகும், இது அதிக அச்சிடும் துல்லியத்தால் வகைப்படுத்தப்படுகிறது, வடிவம் மற்றும் உரையின் விவரங்களை தெளிவாக மீட்டெடுக்க முடியும், நுட்பமான கோடுகளை அச்சிடுவதற்கு, நேர்த்தியான வடிவங்கள் மற்றும் உயர்தர வண்ணப் படங்கள் வெளிப்படையான நன்மைகளைக் கொண்டுள்ளன, அச்சிடும் தரத்தில் அதிக தேவைகளைக் கொண்ட உயர்நிலை காகித நகைப் பெட்டிகளின் உற்பத்திக்கு ஏற்றது. எடுத்துக்காட்டாக, நுட்பமான நகை வடிவங்கள் அல்லது நுட்பமான பிராண்ட் லோகோக்களைக் கொண்ட காகிதப் பெட்டிகளை அச்சிடும்போது, ஆஃப்செட் பிரிண்டிங் வடிவங்களின் வண்ணங்கள் மற்றும் அமைப்புகளை துல்லியமாக வழங்க முடியும், இது அச்சிடும் விளைவை யதார்த்தமாகவும் துடிப்பாகவும் ஆக்குகிறது. ஃப்ளெக்ஸோ பிரிண்டிங் குறிப்பிட்ட பயன்பாடுகளுக்கு தனித்துவமான நன்மைகளைக் கொண்டுள்ளது. ஃப்ளெக்ஸோ பிரிண்டிங் நீர் சார்ந்த மை பயன்படுத்துகிறது, இது சுற்றுச்சூழல் நட்பு மற்றும் மாசுபடுத்தாதது, சுற்றுச்சூழல் நட்பு தயாரிப்புகளுக்கான தற்போதைய நுகர்வோர் தேவைக்கு ஏற்ப. அதே நேரத்தில், ஃப்ளெக்ஸோவின் அச்சிடும் அழுத்தம் சிறியது, அனைத்து வகையான காகித அமைப்புகளையும் அச்சிடுவதற்கு ஏற்றது, சில மெல்லிய அல்லது மென்மையான காகிதம் உட்பட, பெரிய வண்ணத் தொகுதிகள் அல்லது காகிதப் பெட்டிகளில் எளிய வடிவங்களை அச்சிட வேண்டிய அவசியத்திற்காக, ஃப்ளெக்ஸோ அச்சிடலை விரைவாகவும் திறமையாகவும் முடிக்க முடியும், மேலும் செலவு ஒப்பீட்டளவில் குறைவாக உள்ளது, குறைந்த மற்றும் நடுத்தர அளவிலான காகித நகைப் பெட்டிகளின் உற்பத்திக்கு ஏற்றது.

கிராவூர் பிரிண்டிங் பிரிண்டிங் மை அடுக்கு தடிமனாகவும் திடமாகவும் உள்ளது. கிராவூர் பிரிண்டிங்கின் பிரிண்டிங் மை அடுக்கு தடிமனாகவும், நிறம் பிரகாசமாகவும், செறிவூட்டல் அதிகமாகவும், அச்சிடும் தரம் நிலையானதாகவும், அச்சிடும் தேவைகளுக்கு ஏற்றதாகவும், வலுவான காட்சி விளைவையும், உயர்நிலை ஆடம்பர நகைப் பெட்டி போன்ற காகித நகைப் பெட்டியின் உயர் அமைப்பையும் காட்ட, கிராவூர் பிரிண்டிங் மூலம் ஒளியின் பிரகாசத்தின் நகைகளையும் ஆடம்பர அமைப்பையும் காட்ட முடியும். இருப்பினும், கிராவூர் பிரிண்டிங் அதிக தட்டு செலவு மற்றும் நீண்ட அச்சிடும் சுழற்சியைக் கொண்டுள்ளது, எனவே அச்சிடும் முறையைத் தேர்ந்தெடுக்கும்போது, மிகவும் பொருத்தமான அச்சிடும் முறையைத் தீர்மானிக்க, நகைப் பெட்டியின் நிலைப்படுத்தல், அச்சிடும் அளவு, செலவு பட்ஜெட் மற்றும் அச்சிடும் தரத்தின் தேவை போன்ற காரணிகளைக் கருத்தில் கொள்ள வேண்டும்.
காகித நகைப் பெட்டி அச்சிடுதலில், வண்ண மேலாண்மை மிக முக்கியமானது, இது அச்சிடும் விளைவின் நிலைத்தன்மையை நேரடியாகப் பாதிக்கிறது. பேக்கேஜிங் வடிவமைப்பு வரைவு மற்றும் தயாரிப்பின் காட்சி முறை. முதலாவதாக, நாம் ஒரு சரியான வண்ண மேலாண்மை அமைப்பை நிறுவ வேண்டும் மற்றும் அச்சிடுவதற்கு முன் மின்னணு கோப்புகளின் நிறத்தை அளவீடு செய்து பொருத்த ஸ்பெக்ட்ரோஃபோட்டோமீட்டர்கள் போன்ற தொழில்முறை வண்ண அளவீட்டு கருவிகளைப் பயன்படுத்த வேண்டும். அச்சிடும் செயல்பாட்டில், அச்சிடும் சூழலின் வெப்பநிலை மற்றும் ஈரப்பதத்தை கண்டிப்பாக கட்டுப்படுத்தவும், ஏனெனில் இந்த சுற்றுச்சூழல் காரணிகள் காகிதத்தின் நீட்சி மற்றும் மையின் உலர்த்தும் வேகத்தில் தாக்கத்தை ஏற்படுத்தும், இது வண்ண விலகலுக்கு வழிவகுக்கும். அதே நேரத்தில், அச்சிடும் இயந்திரத்தின் மை அளவு துல்லியமாக கட்டுப்படுத்தப்படுவதை உறுதி செய்வது அவசியம், மேலும் ஒவ்வொரு அச்சிடும் அலகின் மை ஹாப்பரிலிருந்து மை வழங்கல் சீரானதாகவும் நிலையானதாகவும் இருப்பதை உறுதிசெய்ய அச்சிடும் இயந்திரம் தொடர்ந்து பராமரிக்கப்பட்டு பிழைத்திருத்தம் செய்யப்படுகிறது.
பேட்டர்ன் பிரிண்டிங்கிற்கு, வடிவமைப்பின் தேவைகளுக்கு ஏற்ப பொருத்தமான அச்சிடும் செயல்முறை மற்றும் பிரிண்டிங் பிளேட்டைத் தேர்ந்தெடுப்பது அவசியம். பிரிண்டிங் பிளேட்களின் உற்பத்தியில், கிராபிக்ஸின் தெளிவு மற்றும் துல்லியத்தை உறுதி செய்ய, புள்ளிகள் இழப்பு, சிதைவு போன்ற சிக்கல்களைத் தவிர்க்க. அச்சிடும் செயல்பாட்டில், பிரிண்டிங் இயந்திரம் மற்றும் நிலைப்படுத்தல் சாதனத்தின் அளவுருக்களை சரிசெய்வதன் மூலம், ஒவ்வொரு நிறத்தின் வடிவமும் துல்லியமாக மிகைப்படுத்தப்பட்டிருப்பதை உறுதிசெய்ய, பேய் பிடித்தல், தவறான சீரமைப்பு மற்றும் பிற நிகழ்வுகளைத் தவிர்க்க, வடிவத்தின் மிகைப்படுத்தப்பட்ட துல்லியத்திற்கு கவனம் செலுத்தப்பட வேண்டும். கூடுதலாக, பேட்டர்ன் காட்சி விளைவு மற்றும் முப்பரிமாண உணர்வை மேம்படுத்த, ஸ்பாட்-கலர் பிரிண்டிங், ஹாட் ஸ்டாம்பிங், UV பிரிண்டிங் போன்ற சில சிறப்பு அச்சிடும் செயல்முறைகளையும் நீங்கள் பயன்படுத்தலாம், இதனால் காகித நகை பெட்டி மிகவும் அழகாகவும், தனித்துவமாகவும், நகை தயாரிப்புகள் மற்றும் பிராண்ட் படத்தின் மதிப்பை எடுத்துக்காட்டுகிறது.
வார்னிஷிங் மற்றும் லேமினேட்டிங் என்பது காகித நகைப் பெட்டியின் மேற்பரப்பை முடிப்பதற்கான பொதுவான செயல்முறையாகும், அவை காகிதப் பெட்டிகளின் தோற்றம் மற்றும் பாதுகாப்பு பண்புகளில் முக்கிய தாக்கத்தை ஏற்படுத்துகின்றன. வார்னிஷ் செயல்முறை என்பது அச்சிடப்பட்ட பொருட்களின் மேற்பரப்பில் பூசப்பட்ட வார்னிஷ் அடுக்கு ஆகும், இதனால் உலர்த்திய பிறகு நிறமற்ற வெளிப்படையான படலத்தின் ஒரு அடுக்கை உருவாக்குகிறது. வார்னிஷ் வகை மற்றும் பூச்சு முறை வேறுபட்டது, பளபளப்பான வார்னிஷ், மேட் வார்னிஷ் மற்றும் பகுதி UV வார்னிஷ் என பிரிக்கலாம். பிரகாசமான வார்னிஷ் காகிதப் பெட்டிகளின் மேற்பரப்பை அதிக பளபளப்பைக் காட்டவும், அச்சிடும் வடிவத்தின் வண்ணமயமான தன்மை மற்றும் காட்சி தாக்கத்தை அதிகரிக்கவும், நகைப் பெட்டியை மிகவும் பிரகாசமாகவும் நேர்த்தியாகவும் காட்டவும், நகைப் பெட்டி பேக்கேஜிங்கின் அழகான விளைவைப் பின்தொடர்வதற்கு ஏற்றதாகவும் இருக்கும்; மேட் வார்னிஷ் காகிதப் பெட்டிகளுக்கு குறைந்த முக்கிய, நேர்த்தியான அமைப்பை அளிக்கிறது, ஒளி பிரதிபலிப்பைக் குறைக்கிறது, காகிதப் பெட்டிகளின் மேற்பரப்பை மென்மையாகவும் மென்மையாகவும் ஆக்குகிறது, எளிமை மற்றும் நேர்த்தியைப் பின்தொடரும் சிலருக்கு.

மேட் வார்னிஷ் காகிதப் பெட்டிகளுக்கு குறைந்த சுயவிவரத்தையும் நேர்த்தியான அமைப்பையும் அளிக்கிறது, ஒளி பிரதிபலிப்பைக் குறைக்கிறது, மேலும் காகிதப் பெட்டிகளின் மேற்பரப்பை மென்மையாகவும் மென்மையாகவும் ஆக்குகிறது. எளிமையான மற்றும் உயர்நிலை பாணியைப் பின்பற்றும் சில நகை பிராண்டுகளுக்கு, மேட் வார்னிஷ் காகிதப் பெட்டிகள் அவற்றின் பிராண்ட் மனநிலையை சிறப்பாக பிரதிபலிக்கும்; உள்ளூர் UV வார்னிஷ் என்பது குறிப்பிட்ட வடிவங்கள் அல்லது பகுதிகளில் வார்னிஷ் சிகிச்சையை மேற்கொள்வது, உள்ளூர் மற்றும் பிற மேட் அல்லது பொதுவான மேற்பரப்புகளுக்கு இடையேயான வேறுபாட்டின் மூலம் காகிதப் பெட்டிகளில் உள்ள முக்கிய வடிவங்கள் அல்லது சொற்களை உயர் பளபளப்புடன் முன்னிலைப்படுத்துவது மற்றும் படிநிலை மற்றும் முப்பரிமாண உணர்வைச் சேர்ப்பது. லேமினேட்டிங் செயல்முறை என்பது அச்சிடப்பட்ட பொருட்களின் மேற்பரப்பில் உள்ள பிசின் லேமினேட்டிங் மூலம் பிளாஸ்டிக் படலம் ஆகும், இது ஒரு காகித-பிளாஸ்டிக் ஒருங்கிணைந்த முடிக்கப்பட்ட தயாரிப்பை உருவாக்குகிறது.
லேமினேஷனின் பொதுவான வகைகள் பளபளப்பான படலம் மற்றும் மேட் படலம். லேமினேஷனுக்குப் பிறகு காகிதப் பெட்டிகளின் மேற்பரப்பு கண்ணாடியைப் போல பிரகாசமாக இருக்கும், நிறம் மிகவும் பிரகாசமாகவும் வண்ணமயமாகவும் இருக்கும், நல்ல நீர்ப்புகா, ஈரப்பதம்-எதிர்ப்பு, தேய்மான-எதிர்ப்பு செயல்திறன் கொண்டது, அச்சிடப்பட்ட வடிவத்தை திறம்பட பாதுகாக்க முடியும், காகிதப் பெட்டிகளின் சேவை ஆயுளை நீட்டிக்கும், நகைப் பெட்டியின் பிரகாசம் மற்றும் பாதுகாப்பு செயல்திறன் தேவைகளின் தோற்றத்திற்கு பொருந்தும்; காகிதப் பெட்டிகளின் மேட் படலத்தின் லேமினேஷன் மென்மையான, நேர்த்தியான மேட் விளைவை அளிக்கிறது, தொடுவதற்கு வசதியானது, ஆனால் முடிக்கப்பட்ட தயாரிப்பின் ஒரு குறிப்பிட்ட அளவிலான முப்பரிமாணத்தையும் கொண்டுள்ளது. மேட் படலம் பூசப்பட்ட காகிதப் பெட்டிகள் மென்மையான மற்றும் நேர்த்தியான மேட் விளைவை வழங்குகின்றன, இது தொடுவதற்கு வசதியானது, மேலும் சில நீர்ப்புகா மற்றும் தேய்மான-எதிர்ப்பு செயல்திறனையும் கொண்டுள்ளது, இது பெரும்பாலும் உயர்நிலை நகைப் பெட்டி பேக்கேஜிங்கின் அமைப்பு மற்றும் தனித்துவமான பாணியைப் பின்தொடர்வதில் பயன்படுத்தப்படுகிறது. வார்னிஷிங் மற்றும் லேமினேட்டிங் செயல்முறையைத் தேர்ந்தெடுக்கும்போது, சிறந்த முடித்த விளைவை அடைய, நகைப் பெட்டியின் வடிவமைப்பு பாணி, செலவு பட்ஜெட் மற்றும் பாதுகாப்பு செயல்திறனுக்கான தேவைகள் மற்றும் பிற காரணிகளை கணக்கில் எடுத்துக்கொள்வது அவசியம்.
லேமினேட்டிங் செயல்பாட்டில், லேமினேட்டர் முக்கிய பங்கு வகிக்கிறது. பொதுவான லேமினேட்டிங் இயந்திரம் முக்கியமாக அவிழ்க்கும் சாதனம், ஒட்டுதல் சாதனம், சூடான அழுத்தும் சாதனம், முறுக்கு சாதனம் மற்றும் பிற பகுதிகளைக் கொண்டுள்ளது. அதன் செயல்பாட்டுக் கொள்கை: முதலில், அவிழ்க்கும் சாதனம் உருட்டப்பட்ட பிளாஸ்டிக் படலமாக இருக்கும் மற்றும் அச்சிடப்பட்ட காகிதப் பெட்டிகள் காகிதம் விரிக்கப்படும்; பின்னர், பிளாஸ்டிக் படல மேற்பரப்பில் உள்ள ஒட்டுதல் சாதனம் பிசின் அடுக்குடன் சமமாக பூசப்பட்டிருக்கும், பிசின் பங்கு படம் மற்றும் காகிதத்தை உறுதியாக ஒன்றாக இணைக்க முடியும்; பின்னர், சூடான அழுத்தும் சாதனத்தில் படம் மற்றும் காகிதத்தை பூசிய பிறகு, ஒரு குறிப்பிட்ட வெப்பநிலை மற்றும் அழுத்தத்தில், பிசின் செயல்படுத்தப்படுகிறது, படம் மற்றும் காகிதம் இறுக்கமாக ஒட்டப்படுகிறது. பின்னர், பூசப்பட்ட படம் மற்றும் காகிதம் சூடான அழுத்தும் சாதனத்தில் நுழைகிறது, மேலும் குறிப்பிட்ட வெப்பநிலை மற்றும் அழுத்தத்தின் கீழ், பிசின் செயல்படுத்தப்படுகிறது, படம் மற்றும் காகிதம் ஒருவருக்கொருவர் இறுக்கமாக ஒட்டப்படுகின்றன; இறுதியாக, ஒட்டப்பட்ட முடிக்கப்பட்ட தயாரிப்பு முறுக்கு சாதனத்தால் சுற்றப்படுகிறது. இந்த வழியில், பிளாஸ்டிக் படம் மற்றும் அச்சிடப்பட்ட பொருட்களின் சரியான கலவை உணரப்படுகிறது, மேலும் காகித நகை பெட்டியின் விரிவான செயல்திறன் மேம்படுத்தப்படுகிறது. வார்னிஷ் மற்றும் லேமினேட்டிங் செயல்முறையைத் தேர்ந்தெடுக்கும்போது, சிறந்த பூச்சு விளைவை அடைய, நகைப் பெட்டியின் வடிவமைப்பு பாணி, செலவு பட்ஜெட் மற்றும் பாதுகாப்பு செயல்திறனுக்கான தேவைகள் மற்றும் பிற காரணிகளை விரிவாகக் கருத்தில் கொள்வது அவசியம்.
சூடான முத்திரையிடுதல் மற்றும் புடைப்பு போன்ற சிறப்பு செயல்முறைகள் காகித நகைப் பெட்டிகளின் அழகியல் மற்றும் அமைப்பை கணிசமாக மேம்படுத்தும். சூடான முத்திரையிடுதல் என்பது உலோகப் படலம் அல்லது நிறமி படலத்தை காகிதப் பெட்டிகளின் மேற்பரப்பிற்கு சூடான அழுத்துவதன் மூலம் மாற்றுவது, உலோக பளபளப்பு அல்லது சிறப்பு வண்ணங்களுடன் வடிவங்கள் அல்லது எழுத்துக்களை உருவாக்குவது. பொதுவான சூடான முத்திரையிடும் பொருட்களில் தங்கப் படலம், வெள்ளிப் படலம், லேசர் படலம் மற்றும் பல அடங்கும்.
ஹாட் ஸ்டாம்பிங் செயல்பாட்டில், இது தானியங்கி ஹாட் ஸ்டாம்பிங் இயந்திரம் மற்றும் கையேடு ஹாட் ஸ்டாம்பிங் இயந்திரம் என இரண்டு வழிகளில் பிரிக்கப்பட்டுள்ளது.

கையேடு சூடான முத்திரையிடும் இயந்திரம் சூடான ஸ்டாம்பிங் தட்டின் கீழ் காகிதப் பெட்டிகளை கைமுறையாக வைக்க வேண்டும், நிலையை சரிசெய்த பிறகு, கைப்பிடியை கைமுறையாக அழுத்தவும், இதனால் சூடான ஸ்டாம்பிங் தட்டு மற்றும் காகிதப் பெட்டிகள் தொடர்பு கொள்ளும் வகையில், வெப்பமாக்கல் மற்றும் அழுத்தம் மூலம், சூடான ஸ்டாம்பிங் படலம் குறிப்பிட்ட நிலையில் உள்ள காகிதப் பெட்டிகளின் மேற்பரப்பிற்கு மாற்றப்படும்.
இந்த முறையின் செயல்முறை ஒப்பீட்டளவில் எளிமையானது, ஆனால் செயல்திறன் குறைவாக உள்ளது மற்றும் ஆபரேட்டரின் திறமை அதிகமாக இருக்க வேண்டும். இதன் செயல்பாடு முக்கியமாக சிறிய தொகுதி, தனிப்பயனாக்கப்பட்ட தனிப்பயனாக்கப்பட்ட நகை பெட்டி ஹாட் ஸ்டாம்பிங் தேவைகளுக்கு பொருந்தும், சில முக்கிய உயர்நிலை நகை பிராண்டுகள் வரையறுக்கப்பட்ட பதிப்பு தயாரிப்புகளை வெளியிடுகின்றன, கையேடு ஹாட் ஸ்டாம்பிங் இயந்திரம் அதன் தனித்துவமான பேட்டர்ன் ஹாட் ஸ்டாம்பிங் தேவைகளை துல்லியமாக பூர்த்தி செய்ய முடியும். கையேடு ஹாட் ஸ்டாம்பிங் இயந்திரத்தின் இருப்பின் முக்கியத்துவம் என்னவென்றால், இது மிகவும் நெகிழ்வானது, குறைந்த விலை உபகரணங்கள், ஹாட் ஸ்டாம்பிங் செயல்முறைக்கான ஆரம்ப முயற்சி அல்லது சிறிய நகை பெட்டி உற்பத்தி நிறுவனத்தின் நிலையற்ற ஆர்டர் அளவு, மிகவும் சிக்கனமான தேர்வாகும்.

தானியங்கி ஹாட் ஸ்டாம்பிங் இயந்திரம் தானியங்கி உற்பத்தி செயல்முறையை உணர்கிறது, காகிதப் பெட்டிகள் கன்வேயர் மூலம் தானாகவே சூடான ஸ்டாம்பிங் நிலையத்திற்கு கொண்டு செல்லப்படுகின்றன, சென்சார் காகிதப் பெட்டிகளின் நிலையை துல்லியமாகக் கண்டறிகிறது, சூடான ஸ்டாம்பிங் தட்டு தானாகவே கீழே அழுத்தப்பட்டு கட்டுப்பாட்டு அமைப்பின் அறிவுறுத்தலின் கீழ் காகிதப் பெட்டிகளுடன் தொடர்பு கொள்ளப்படுகிறது, சூடான ஸ்டாம்பிங் செயல்பாட்டை முடித்த பிறகு, காகிதப் பெட்டிகள் அடுத்த செயல்முறைக்கு கொண்டு செல்லப்படுகின்றன. தானியங்கி ஹாட் ஸ்டாம்பிங் இயந்திரம் சக்தி வாய்ந்தது, அதிவேக மற்றும் உயர் துல்லியமான ஹாட் ஸ்டாம்பிங் திறனுடன், இது தொடர்ச்சியான உற்பத்தியை உணர முடியும், இது உற்பத்தி செயல்திறனை பெரிதும் மேம்படுத்துகிறது, மேலும் ஹாட் ஸ்டாம்பிங்கின் தரம் நிலையானது, மேலும் வடிவத்தின் நிலை மிகவும் துல்லியமானது. நகைப் பெட்டி உற்பத்தி நிறுவனங்களின் வெகுஜன உற்பத்திக்கு இது மிகவும் முக்கியத்துவம் வாய்ந்தது, அதிக எண்ணிக்கையிலான நகைப் பெட்டிகளுக்கான சந்தை தேவையை பூர்த்தி செய்ய முடியும், உற்பத்தியின் அலகு செலவைக் குறைக்க முடியும், அதே நேரத்தில் தயாரிப்பின் ஸ்டாம்பிங் விளைவின் நிலைத்தன்மையை உறுதிசெய்யவும், பிராண்டின் ஒட்டுமொத்த படத்தை மேம்படுத்தவும் முடியும்.
சூடான ஸ்டாம்பிங் செயல்முறை நகைப் பெட்டியை ஒரு அழகான, உன்னதமான மனநிலையைக் காட்டும், தங்கப் பளபளப்பை நகைகளின் பிரகாசமான ஒளியுடன் எதிரொலிக்க முடியும், இது பொதுவாக உயர்நிலை நகை பிராண்ட் பேக்கேஜிங்கில் பயன்படுத்தப்படும் தயாரிப்பு தரத்தை மேம்படுத்துகிறது; சூடான ஸ்டாம்பிங் வெள்ளி செயல்முறை ஒரு எளிய, ஸ்டைலான உணர்வைத் தருகிறது, நகைப் பெட்டியின் நவீன பாணியைப் பின்தொடர்வதற்கு ஏற்றது; வானவில் போன்ற பிரகாசம் மற்றும் மாறும் வடிவங்கள், காகிதப் பெட்டிகளின் காட்சி ஈர்ப்பை அதிகரிப்பது மற்றும் கள்ளநோட்டு எதிர்ப்பு போன்ற தனித்துவமான லேசர் விளைவை உருவாக்க லேசர் ஹாட் ஸ்டாம்பிங் தனித்துவமான லேசர் விளைவை உருவாக்க முடியும். லேசர் ஹாட் ஸ்டாம்பிங் வானவில் ஒளி மற்றும் மாறும் வடிவங்கள் போன்ற தனித்துவமான லேசர் விளைவை உருவாக்க முடியும், பொதுவாக சில புதுமையான மற்றும் தனிப்பயனாக்கப்பட்ட நகைப் பெட்டி வடிவமைப்பில் பயன்படுத்தப்படும் காகிதப் பெட்டிகளின் காட்சி ஈர்ப்பு மற்றும் கள்ளநோட்டு எதிர்ப்பு செயல்திறனை அதிகரிக்கும்.
காகிதப் பெட்டிகளின் மேற்பரப்பை உயர்த்தப்பட்ட அல்லது தாழ்த்தப்பட்ட வடிவத்தை உருவாக்க அழுத்தத்தைப் பயன்படுத்துவதே அழுத்த புடைப்பு செயல்முறையாகும், இது முப்பரிமாண விளைவு மூலம் காகிதப் பெட்டிகள் மற்றும் அமைப்புகளின் அடுக்கு உணர்வை மேம்படுத்துகிறது. பூக்கள், விலங்கு வடிவங்கள் போன்ற முப்பரிமாண உணர்வு கொண்ட சில நகை வடிவங்களுக்கு, புடைப்பு செயல்முறை அவற்றை மிகவும் தெளிவானதாகவும் யதார்த்தமாகவும் மாற்றும், காகிதப் பெட்டிகளின் மேற்பரப்பில் இருந்து வெளியே குதிப்பது போல, நுகர்வோருக்கு வலுவான காட்சி தாக்கத்தையும் தொட்டுணரக்கூடிய அனுபவத்தையும் தருகிறது. கூடுதலாக, சூடான முத்திரையிடுதல் மற்றும் புடைப்பு செயல்முறை ஆகியவை ஒன்றிணைந்து ஒரு பணக்கார மற்றும் மிகவும் மாறுபட்ட விளைவுகளை உருவாக்கலாம், காகித நகைப் பெட்டியின் தனித்துவத்தையும் கலை மதிப்பையும் மேலும் மேம்படுத்தலாம், இதனால் அது பல தொகுப்புகளில் தனித்து நிற்கிறது மற்றும் நுகர்வோரின் கவனத்தையும் அன்பையும் ஈர்க்கிறது.
சாதாரணத்திலிருந்து அற்புதம் வரை, பேக்கேஜிங்கின் அழகிய மாற்றத்திற்குப் பின்னால் என்ன ரகசியங்கள் மறைக்கப்பட்டுள்ளன? நீங்கள் இதையும் படிக்கலாம். இந்த கட்டுரை சூடான ஸ்டாம்பிங், எம்போசிங் மற்றும் பிற சிறப்பு செயல்முறைகளின் எல்லையற்ற சாத்தியக்கூறுகளை மேலும் ஆராய, பதில் அங்கேயே உள்ளது.
டை கட்டிங் என்பது அச்சிடப்பட்ட காகிதத்தை வடிவமைக்கப்பட்ட வடிவம் மற்றும் அளவிற்கு ஏற்ப வெட்டும் செயல்முறையாகும், மேலும் அதன் துல்லியம் காகிதப் பெட்டிகளின் மோல்டிங் தரத்தில் ஒரு தீர்க்கமான பங்கை வகிக்கிறது. டை-கட்டிங் செயல்பாட்டில், முதலில், டை-கட்டிங் கத்தி தகட்டின் உற்பத்தியின் துல்லியத்தை உறுதி செய்ய, டை-கட்டிங் கத்தி தகடு வடிவமைப்பு காகிதப் பெட்டிகளின் பிளானர் விரிவாக்கத்துடன் முழுமையாக ஒத்துப்போக வேண்டும், கத்தி தகடு கோடுகள் மென்மையாகவும், துல்லியமாகவும் இருக்க வேண்டும், பர்ர்கள், விலகல்கள் மற்றும் பிற சிக்கல்களைத் தவிர்க்க வேண்டும். அதே நேரத்தில், டை-கட்டிங் கருவியின் நம்பகமான தரத்தைத் தேர்வுசெய்ய, கருவியின் கூர்மை மற்றும் ஆயுள் டை-கட்டிங்கின் விளைவு மற்றும் செயல்திறனை நேரடியாக பாதிக்கிறது. டை-கட்டிங் செயல்பாட்டில், டை-கட்டிங் அழுத்தம் மற்றும் வேகத்தை கண்டிப்பாக கட்டுப்படுத்த, அதிக அழுத்தம் காகித உடைப்பு, சிதைவு, அழுத்தம் மிகவும் சிறியதாக இருந்தால் டை-கட்டிங் முழுமையடையாது; வேகம் மிக வேகமாக இருந்தால் டை-கட்டிங் துல்லியத்தை பாதிக்கலாம், வேகம் மிகவும் மெதுவாக இருந்தால் உற்பத்தி திறன் குறையும். கூடுதலாக, டை-கட்டிங் கருவிகளின் வழக்கமான பராமரிப்பு மற்றும் பழுது தேவை, உபகரணங்களின் பரிமாற்ற கூறுகளை சரிபார்க்கவும், சாதனங்களை நிலைநிறுத்துதல் மற்றும் பிற இயல்பான செயல்பாட்டை சரிபார்க்கவும், உபகரணங்களின் நிலைத்தன்மை மற்றும் துல்லியத்தை உறுதிப்படுத்தவும். டை-கட்டிங் செயல்பாட்டில், டை-கட்டிங் செயல்பாட்டில் காகித இடப்பெயர்ச்சியைத் தடுக்க காகிதத்தின் நிலைப்பாடு மற்றும் சரிசெய்தல் ஆகியவற்றில் கவனம் செலுத்த வேண்டும், இது டை-கட்டிங் துல்லியத்தை பாதிக்கிறது. இந்த டை-கட்டிங் செயல்முறை புள்ளிகளின் கடுமையான கட்டுப்பாட்டின் மூலம், டை-கட் காகிதப் பெட்டிகளின் விளிம்புகள் சுத்தமாகவும், துல்லியமாகவும் இருப்பதை உறுதிசெய்து, அடுத்தடுத்த அசெம்பிளி மற்றும் பயன்பாட்டிற்கு ஒரு நல்ல அடித்தளத்தை வழங்க வேண்டும்.

சாம்பல் பலகை பள்ளம் என்பது காகிதப் பெட்டிகளை வளைக்கும் போது துல்லியமான கோணத்தையும் வடிவத்தையும் உருவாக்குவதாகும், பள்ளம் கோணம், ஆழம் மற்றும் பிற அளவுருக்கள் காகிதப் பெட்டிகளின் வளைக்கும் விளைவில் முக்கிய தாக்கத்தை ஏற்படுத்துகின்றன. பொதுவாகச் சொன்னால், பொதுவான பள்ளம் கோணங்கள் 90 டிகிரி மற்றும் 120 டிகிரி ஆகும். பொதுவான சதுர நகைப் பெட்டிகள் போன்ற வலது கோண வளைவுகளைக் கொண்ட காகிதப் பெட்டிகளை உருவாக்க 90 டிகிரி பள்ளம் பொருத்தமானது; காகிதப் பெட்டிகளை தோற்றத்தில் மிகவும் தனித்துவமாக்க, சில சாய்ந்த கோணங்களைக் கொண்ட காகிதப் பெட்டிகளை உருவாக்க 120 டிகிரி பள்ளம் பொதுவாகப் பயன்படுத்தப்படுகிறது. சாம்பல் பலகையின் தடிமனுக்கு ஏற்ப பள்ளத்தின் ஆழம் தீர்மானிக்கப்பட வேண்டும், பொதுவாக பள்ளத்தின் ஆழம் சாம்பல் பலகையின் தடிமனில் மூன்றில் ஒரு பங்கு முதல் பாதி வரை கட்டுப்படுத்தப்படுகிறது. பள்ளம் ஆழம் மிகவும் ஆழமற்றதாக இருந்தால், வளைக்கும் மடிப்பில் காகிதப் பெட்டிகள் தோன்றக்கூடும் என்பது தெளிவாகத் தெரியவில்லை, வளைக்கும் கடினமான சூழ்நிலை, காகிதப் பெட்டிகளின் மோல்டிங் விளைவை பாதிக்கிறது; பள்ளம் ஆழம் மிக ஆழமாக இருந்தால், சாம்பல் பலகையின் வலிமை பலவீனமடையும், இதன் விளைவாக காகிதப் பெட்டிகள் எளிதில் உடைந்து போக வாய்ப்புள்ளது, இது அதன் கட்டமைப்பு நிலைத்தன்மையை பாதிக்கிறது. பள்ளம் அமைக்கும் செயல்பாட்டில், தொழில்முறை பள்ளம் அமைக்கும் கருவிகளைப் பயன்படுத்த வேண்டும், மேலும் உபகரணங்களின் துல்லியம் மற்றும் நிலைத்தன்மையை உறுதி செய்ய வேண்டும். அதே நேரத்தில், பள்ளத்தின் கோணம் மற்றும் ஆழம் தேவைகளைப் பூர்த்திசெய்கிறதா, பள்ளம் சுவர் மென்மையாக இருக்கிறதா, பர்ர்கள் அல்லது இல்லாமல் இருக்கிறதா மற்றும் பிற சிக்கல்கள் உள்ளதா என்பதைப் பார்க்க, பள்ளத்திற்குப் பிறகு சாம்பல் பலகையின் தரத்தை நாம் சரிபார்க்க வேண்டும். சாம்பல் பலகையின் பள்ளத்தின் தரத்தை உறுதி செய்வதன் மூலம் மட்டுமே, காகிதப் பெட்டிகளை அசெம்பிளிக்குப் பிறகு துல்லியமாக வளைத்து, வழக்கமான வடிவத்தை உருவாக்கி நகைப் பெட்டியின் கட்டமைப்பு மற்றும் தோற்றத் தேவைகளைப் பூர்த்தி செய்ய முடியும்.

லேமினேட் செய்வது என்பது அச்சிடப்பட்ட மேற்பரப்பு காகிதத்தையும் சாம்பல் பலகையையும் பசை மூலம் ஒட்டுவதற்கான செயல்முறையாகும், மேலும் அதன் செயல்பாட்டு செயல்முறை மற்றும் பசை தேர்வு மிக முக்கியம். லேமினேட் செய்வதற்கு முன், சாம்பல் பலகை மற்றும் அச்சிடப்பட்ட முகப்புத் தாளின் மேற்பரப்பு சுத்தமாகவும், தட்டையாகவும், தூசி, எண்ணெய் மற்றும் பிற அசுத்தங்கள் இல்லாமல் இருப்பதை உறுதிசெய்ய முன்கூட்டியே சிகிச்சையளிப்பது அவசியம், இதனால் பசை பிணைப்பு விளைவுக்கு முழு பங்களிப்பை அளிக்க முடியும். பின்னர், காகிதப் பெட்டிகளின் பொருள் மற்றும் சரியான பசையைத் தேர்ந்தெடுப்பதற்கான வடிவமைப்புத் தேவைகளின்படி, பொதுவான பசை வெள்ளை லேடெக்ஸ், சூடான உருகும் பிசின் போன்றவற்றைக் கொண்டுள்ளது. வெள்ளை லேடெக்ஸ் பிசின் அதிக பிசின் வலிமை, மிதமான உலர்த்தும் வேகம், சுற்றுச்சூழல் பாதுகாப்பு போன்ற நன்மைகளைக் கொண்டுள்ளது, இது பெரும்பாலான காகிதப் பொருள் லேமினேட்டிற்கு ஏற்றது; சூடான உருகும் பிசின் வேகமான குணப்படுத்தும் வேகம், பிசின் வலிமையைக் கொண்டுள்ளது, இது லேமினேட்டிங் செயல்முறையின் விரைவான மோல்டிங் தேவையில் பொதுவாகப் பயன்படுத்தப்படுகிறது. லேமினேட்டிங் செயல்பாட்டில், பசை பூசப்பட்ட அளவைக் கட்டுப்படுத்த, அதிகமாக பூசப்பட்டிருப்பது பசை வழிதல், காகிதப் பெட்டிகளின் தோற்றத்தை பாதிக்கும், மேற்பரப்பு காகிதத்திற்கும் சாம்பல் பலகைக்கும் இடையில் சீரற்ற ஒட்டுதலையும் ஏற்படுத்தக்கூடும்; மிகக் குறைவாக பூசப்பட்டால் ஒட்டுதல் வலுவாக இருக்காது, காகிதப் பெட்டிகள் ஒட்டுதல் நிகழ்வுக்கு ஆளாகின்றன. பொதுவாக, சாம்பல் நிற பலகை அல்லது காகிதத்தின் மேற்பரப்பில் பசை சமமாக விநியோகிக்கப்படுவதை உறுதிசெய்ய, ரோலர் பூச்சு மற்றும் தெளித்தல் ஆகியவற்றைப் பயன்படுத்தி பசையைப் பயன்படுத்தலாம். அடுத்து, அழுத்தும் உபகரணங்கள் அல்லது அழுத்துவதற்கான கை கருவிகளைப் பயன்படுத்தி, முகக் காகிதத்தையும் சாம்பல் நிற பலகையையும் இறுக்கமாக இணைக்கவும், இதனால் காற்று குமிழ்களின் நடுப்பகுதியைத் தவிர்க்கவும். லேமினேட்டிங் முடிந்ததும், லேமினேட்டிங் காகிதப் பெட்டிகளை உலர்த்துவதற்கு ஏற்ற வெப்பநிலையுடன் நன்கு காற்றோட்டமான சூழலில் வைக்க வேண்டும், ஈரப்பதமான அல்லது அதிக வெப்பநிலை சூழலில் உலர்த்துவதைத் தவிர்க்க வேண்டும், இதனால் பசையின் குணப்படுத்தும் விளைவு மற்றும் காகிதப் பெட்டிகளின் தரத்தை பாதிக்காது.
காகிதப் பெட்டிகளை அசெம்பிளி செய்வது என்பது லேமினேட்டிங் பாகங்களை முழுமையான காகிதப் பெட்டிகளாக இணைக்கும் செயல்முறையாகும், இந்தச் செயல்பாட்டில், காகிதப் பெட்டிகளின் அமைப்பு நிலையானதாகவும், தோற்றம் நேர்த்தியாகவும் இருப்பதை உறுதி செய்வது அவசியம். முதலாவதாக, மடிப்பு கோடுகள் மற்றும் இடைமுக நிலைகள் துல்லியமாக இருப்பதை உறுதிசெய்ய, வடிவமைப்புத் தேவைகளுக்கு ஏற்ப காகிதப் பெட்டிகளின் கூறுகளை துல்லியமாக நிலைநிறுத்தி சீரமைக்க வேண்டும். வானம் மற்றும் பூமி உறை பெட்டிகள், புத்தக வகை பெட்டிகள் போன்ற சிறப்பு அமைப்பு கொண்ட சில காகிதப் பெட்டிகளுக்கு, வானம் மற்றும் பூமி உறை பெட்டிகள் போன்ற பல்வேறு கூறுகளுக்கு இடையேயான ஒருங்கிணைப்பின் துல்லியத்திற்கு கவனம் செலுத்தப்பட வேண்டும், மூடியின் அளவு மற்றும் பெட்டியின் உடல் பொருந்த வேண்டும், இதனால் மூடியை பெட்டியில் இறுக்கமாக மூடி, சீராக திறந்து மூட முடியும்; புத்தக வகை பெட்டிகள், வெளிப்புற ஷெல் மற்றும் ஒட்டும் நிலையின் உள் பெட்டி துல்லியமாக இருக்க வேண்டும், இதனால் உள் பெட்டியை ஷெல்லில் பாதுகாப்பாக சரி செய்ய முடியும், மேலும் மென்மையான தோற்றத்தைக் கொண்டிருக்கும்.
அசெம்பிளி செயல்பாட்டின் போது, ஜிக்ஸ் மற்றும் பொசிஷனிங் மோல்டுகள் போன்ற சில துணை கருவிகளைப் பயன்படுத்தி, பாகங்களை சரிசெய்யவும், அசெம்பிளியின் துல்லியம் மற்றும் நிலைத்தன்மையை உறுதிப்படுத்தவும் முடியும். ஒட்ட வேண்டிய பாகங்களுக்கு, பேஸ்ட் உறுதியாக இருப்பதை உறுதிசெய்ய, பொருத்தமான அளவு பசையை மீண்டும் பயன்படுத்த வேண்டும். அதே நேரத்தில், காகிதப் பெட்டிகளின் மேற்பரப்பில் பசை மாசுபடுவதைத் தவிர்க்க, பசையின் இடம் மற்றும் அளவு குறித்து கவனம் செலுத்தப்பட வேண்டும், இது தோற்றத்தை பாதிக்கிறது. அசெம்பிளி முடிந்ததும், காகிதப் பெட்டிகளின் அமைப்பு திடமாக உள்ளதா, பல்வேறு கூறுகளுக்கு இடையிலான இணைப்பு இறுக்கமாக உள்ளதா, மற்றும் தோற்றம் தட்டையாக உள்ளதா, சுருக்கங்கள் இல்லையா, சிதைவு இல்லையா என்பதைப் பார்க்க, காகிதப் பெட்டிகளை முழுவதுமாக ஆய்வு செய்ய வேண்டும். ஏதேனும் சிக்கல் இருந்தால், சரியான நேரத்தில் சரிசெய்தல் செய்யப்பட வேண்டும். ஏதேனும் சிக்கல்கள் இருந்தால், இறுதியான கூடியிருந்த காகிதப் பெட்டிகள் தரத் தரங்களைச் சந்திக்கின்றனவா என்பதையும், நகைகளுக்கு நல்ல பேக்கேஜிங் பாதுகாப்பை வழங்க முடியும் என்பதையும் உறுதிசெய்ய, ஏதேனும் சிக்கல்கள் இருந்தால், சரிசெய்தல் மற்றும் பழுதுபார்ப்புகளை சரியான நேரத்தில் செய்ய வேண்டும்.
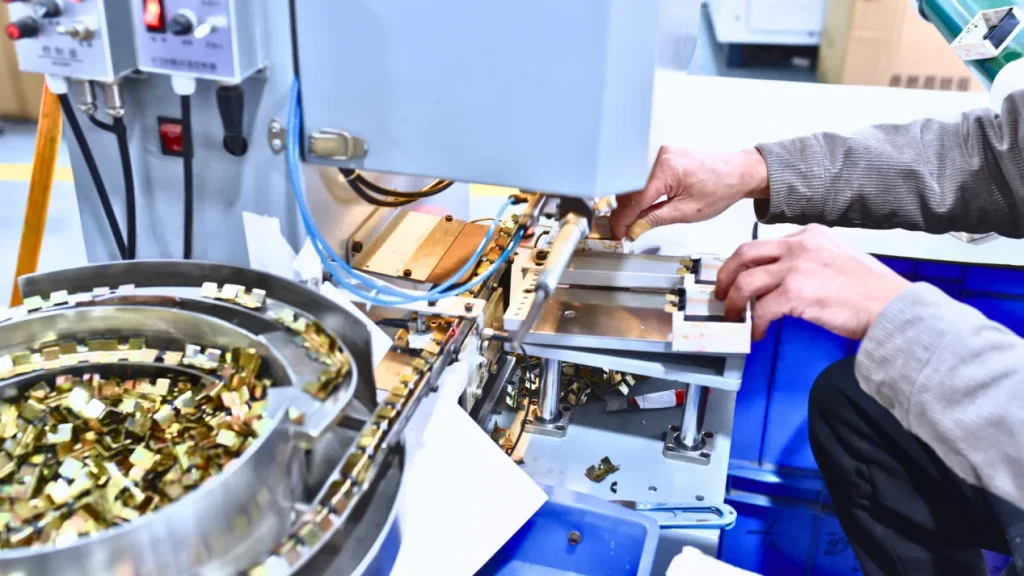
காகிதப் பெட்டிகளை இணைப்பதில், நகைகளின் உற்பத்தித் திறனை பெரிதும் மேம்படுத்துவதில் தானியங்கி பேக்கேஜிங் இயந்திரம் முக்கிய பங்கு வகிக்கிறது. பேக்கேஜிங் உற்பத்தி மற்றும் தயாரிப்பு தரம். அதன் செயல்பாட்டு செயல்முறை முக்கியமாக பின்வரும் முக்கிய இணைப்புகளை உள்ளடக்கியது.
முதலாவதாக, ஃபீடிங் போர்ட்டை அடையாளம் கண்டு எண்ணுவதற்காக, ஃபோட்டோ எலக்ட்ரிக் சென்சார் மற்றும் கவுண்டர் மூலம் காகிதம் தானாகவே வழங்கப்படுகிறது, பின்னர் இழுவை அமைப்பு மற்றும் ஸ்லைடரின் உதவியுடன், காகித விநியோகத்தின் துல்லியம் மற்றும் நிலைத்தன்மையை உறுதி செய்வதற்காக, காகிதம் தானாகவே அடுத்த செயல்முறைக்கு அனுப்பப்படும். அடுத்தது வெற்றிடமாக்கல் மற்றும் உறிஞ்சும் இணைப்பு, இது காற்றோட்ட அமைப்பைப் பயன்படுத்தி காகிதத்தை உறிஞ்சி, தூசி அகற்றும் செயல்முறையை மேற்கொண்டு, காகிதத்தின் மேற்பரப்பு சுத்தமாகவும் தூசி இல்லாததாகவும் இருப்பதை உறுதிசெய்து, அடுத்தடுத்த செயலாக்கத்திற்கு ஒரு நல்ல அடித்தளத்தை வழங்குகிறது. இதைத் தொடர்ந்து ஏற்றுதல் மற்றும் லேமினேட் செய்தல் செய்யப்படுகிறது. காகிதத்தின் பதற்றம் மற்றும் ஒட்டுமொத்த வேகத்தை உறுதி செய்வதற்காக, லேமினேட்டிங் இயந்திரம் தானாகவே காகிதத்தின் விளிம்பில் பிசின் விளிம்பை இணைக்கிறது. புடைப்பு மற்றும் மடிப்பு பிரிவில், புடைப்பு இயந்திரம் காகிதத்தை புடைப்பு செய்கிறது, பின்னர் மடிப்பு இயந்திரம் பெட்டி தோற்றத்தின் அடிப்படை கட்டமைப்பை உருவாக்க காகிதத்தை மடிக்கிறது. இறுதியாக, பெட்டி பாடி மோல்டிங் மற்றும் சொர்க்கம் மற்றும் பூமி அட்டையை நிறுவுதல், கீழ் பொசிஷனிங் கேம் மற்றும் பக்க பொசிஷனர் அட்டை மென்மையான மோல்டிங்கை மடித்து, பெட்டி பாடியின் மோல்டிங்கை நிறைவு செய்யும், பின்னர் நியூமேடிக் பிரஷர் உறிஞ்சும் கோப்பைகளைப் பயன்படுத்தி ரோட்டரி டேபிளில் பாக்ஸ் பாடியை சரி செய்யும், பசை தட்டு மூலம் ஸ்ப்ரே பசை பெட்டி பாடியில் சொர்க்கம் மற்றும் பூமி அட்டையின் இரு முனைகளிலும் நிறுவப்படும், சொர்க்கம் மற்றும் பூமி அட்டையை காகிதப் பெட்டிகளின் அனைத்து மோல்டிங்கையும் உள்ளடக்கும்.
ரிச்பேக்கின் முழு தானியங்கி காகிதப் பெட்டிகள் உற்பத்தி வரிசையானது, பல்வேறு மேம்பட்ட ஆட்டோமேஷன் உபகரணங்கள் மற்றும் தொழில்நுட்பத்தை ஒருங்கிணைக்கிறது, தானியங்கி பெட்டி மடக்குதல் இயந்திரத்தை மையமாகக் கொண்டு, காகித ஊட்டம், லேமினேட் செய்தல், அசெம்பிள் செய்தல் முதல் முடிக்கப்பட்ட தயாரிப்பு வெளியீடு வரை தானியங்கி செயல்பாட்டின் முழு செயல்முறையையும் உணர்கிறது. உற்பத்தி வரிசை மேம்பட்ட PLC நிரல் கட்டுப்பாட்டு அமைப்பை ஏற்றுக்கொள்கிறது, இது முழு உற்பத்தி செயல்முறையின் போது பல்வேறு குறியீடுகள் மற்றும் அளவுருக்களை தானாகவே கண்காணிக்க முடியும், மேலும் உற்பத்தி செயல்முறையின் துல்லியம் மற்றும் நிலைத்தன்மையை உறுதிப்படுத்த மனித-இயந்திர இடைமுகத்தை கட்டுப்படுத்தி சரிசெய்ய முடியும். அதே நேரத்தில், மேம்பட்ட சர்வோ மோட்டார்கள் மற்றும் சர்வோ கட்டுப்படுத்திகள் உற்பத்தி செயல்பாட்டில் பல்வேறு இயந்திர பாகங்களின் துல்லியமான கட்டுப்பாடு மற்றும் சரிசெய்தலை உணர பயன்படுத்தப்படுகின்றன, இது உபகரண செயல்பாட்டின் உயர் செயல்திறன் மற்றும் நம்பகத்தன்மையை உறுதி செய்கிறது. கூடுதலாக, ரிச்பேக் வரிசையில் பல்வேறு இயந்திர கூறுகளின் திறமையான மற்றும் நிலையான பரிமாற்றம் மற்றும் சுழற்சியை அடைய கியர் குறைப்பான்கள் மற்றும் டைமிங் பெல்ட் டிரைவ் தொழில்நுட்பத்தைப் பயன்படுத்துகிறது.
· காகித உணவு: இந்த செயல்முறையின் மையமானது துல்லியமான காகித நிலைப்படுத்தல் மற்றும் திறமையான போக்குவரத்து ஆகும். ஃபிடிலிட்டி பேப்பர் ஃபீடிங் சிஸ்டத்தைப் பயன்படுத்தி, வெற்றிட உறிஞ்சுதல் மற்றும் இயந்திர இயக்கி கலவையைப் பயன்படுத்தி, காகிதத் தாளின் குவியலில் உள்ள காகிதம் தாள் பிரிப்பதன் மூலம் பிரதான இயக்கி பாதைக்கு கொண்டு செல்லப்படுகிறது. முன் கேஜ் மற்றும் பக்க கேஜின் துல்லியமான சரிசெய்தல் மூலம், கிரிப்பர் அளவு கண்டிப்பாக கட்டுப்படுத்தப்படுகிறது, இதனால் காகிதம் அடுத்தடுத்த செயல்முறையில் நுழையும் போது, பக்கவாட்டு மற்றும் நீளமான நிலைப்படுத்தல் பிழை ±0.1 மிமீக்குள் கட்டுப்படுத்தப்படுகிறது, இது காகித கடத்தலின் உயர் துல்லியம் மற்றும் நிலைத்தன்மையை உறுதி செய்கிறது. எடுத்துக்காட்டாக, காகிதத்தின் வெவ்வேறு எடைகள் மற்றும் பொருட்களை எதிர்கொண்டு, ஃபிடிலிட்டி பேப்பர் ஃபீடிங் சிஸ்டம் தானாகவே காகிதத்தின் பண்புகளுக்கு ஏற்ப உறிஞ்சுதல் விசை மற்றும் உணவளிக்கும் வேகத்தை சரிசெய்ய முடியும்.
· ஒட்டுதல்: உயர் துல்லிய ஒட்டுதல் உபகரணங்கள் தேர்ந்தெடுக்கப்படுகின்றன. காகிதம் மற்றும் பசையின் பண்புகளின்படி, ஒட்டுதல் அளவு துல்லியமாக ஒழுங்குபடுத்தப்படுகிறது. காகித மேற்பரப்பில் பசை சமமாக பூசப்படுவதை உறுதிசெய்ய ரோலர் பூச்சு அல்லது தெளித்தல் போன்ற முறைகள் பின்பற்றப்படுகின்றன. ஒட்டுதல் செயல்பாட்டின் போது, ஒட்டுதலின் நிலைத்தன்மையை உறுதி செய்வதற்காக பசையின் ஓட்டம் மற்றும் அழுத்தம் உண்மையான நேரத்தில் கண்காணிக்கப்படுகிறது. இதற்கிடையில், ஒட்டுதல் தடிமன் கண்டிப்பாக கட்டுப்படுத்தப்படுகிறது, பொதுவாக பொருத்தமான வரம்பிற்குள், ஒரு நல்ல பிணைப்பு விளைவை உறுதி செய்வதற்கும், அதிகப்படியான அல்லது போதுமான பசை இல்லாததால் ஏற்படும் சிக்கல்களைத் தவிர்ப்பதற்கும், அடுத்தடுத்த அசெம்பிளி மற்றும் பிற செயல்முறைகளுக்கு உறுதியான அடித்தளத்தை அமைப்பதற்கும்.
·அசெம்பிளிங்: பல-அச்சு இணைப்பு ரோபோ மற்றும் அறிவார்ந்த நிலைப்படுத்தல் கருவி ஆகியவை இணைந்து செயல்பட ஏற்றுக்கொள்ளப்படுகின்றன. முன்னமைக்கப்பட்ட திட்டத்தின் படி, ரோபோ லேமினேட்டிங் பாகங்களைப் பிடிக்கிறது, மேலும் உயர்-துல்லிய காட்சி அங்கீகார அமைப்பின் வழிகாட்டுதலின் கீழ், பாகங்கள் நிலைப்படுத்தல் கருவியில் துல்லியமாக வைக்கப்படுகின்றன. சர்வோமோட்டார்-இயக்கப்படும் ரோபோ கை, பாகங்களின் சீரமைப்பு, அழுத்துதல் மற்றும் ஒட்டுதல் செயல்பாடுகளை உணர்கிறது. காகிதப் பெட்டிகளுக்கு, மூடி மற்றும் பெட்டி உடலின் அளவு பொருந்தக்கூடிய துல்லியம் ±0.2 மிமீக்குள் இருப்பதை உறுதிசெய்ய உயர்-துல்லிய அச்சுகள் பயன்படுத்தப்படுகின்றன, இது மென்மையான திறப்பு மற்றும் மூடுதலை உறுதி செய்கிறது; புத்தக வகை பெட்டிகளை இணைக்கும்போது, ஒரு அறிவார்ந்த நிலைப்படுத்தல் அமைப்பு உள் பெட்டிக்கும் வெளிப்புற ஷெல் ஒட்டுதல் நிலைக்கும் இடையிலான விலகல் மிகச் சிறிய வரம்பிற்குள் கட்டுப்படுத்தப்படுவதை உறுதிசெய்கிறது, இது மென்மையான மற்றும் அழகான தோற்றத்தை உறுதி செய்கிறது.
·முடிக்கப்பட்ட தயாரிப்பு வெளியீடு: காகிதப் பெட்டிகளின் அசெம்பிளி முடிந்ததும், தானியங்கி ஆய்வுக் கோடு அனைத்து சுற்று தர ஆய்வையும் மேற்கொள்கிறது. லேசர் ஸ்கேனிங், பட அங்கீகாரம் மற்றும் பிற தொழில்நுட்பங்களைப் பயன்படுத்தி, காகிதப் பெட்டிகள் பரிமாண துல்லியம், தோற்றக் குறைபாடுகள், கட்டமைப்பு வலிமை மற்றும் பலவற்றிற்காக விரைவாக ஆய்வு செய்யப்படுகின்றன. தானியங்கி வரிசைப்படுத்தல் மற்றும் பேக்கேஜிங் அமைப்பு மூலம் தகுதிவாய்ந்த காகிதப் பெட்டிகள் விவரக்குறிப்புகள் மற்றும் தொகுதிகளின்படி வரிசைப்படுத்தப்பட்டு பேக் செய்யப்படுகின்றன, இது முடிக்கப்பட்ட தயாரிப்புகளின் திறமையான வெளியீடு மற்றும் சேமிப்பு மேலாண்மையை உணர்கிறது. ஆய்வுச் செயல்பாட்டின் போது காகிதப் பெட்டிகளில் பரிமாண விலகல்கள் அல்லது தோற்றக் குறைபாடுகள் இருப்பது கண்டறியப்பட்டால், அடுத்தடுத்த மறுவேலைக்காக அமைப்பு தானாகவே குறைபாடுள்ள பகுதியில் அவற்றை வரிசைப்படுத்துகிறது.
ஒட்டுமொத்தமாக, உற்பத்தி செயல்பாட்டில், உற்பத்தி வரிசையில் மிக உயர்ந்த அளவிலான ஆட்டோமேஷன் உள்ளது, இது முழு உற்பத்தி செயல்முறையின் தானியங்கி கட்டுப்பாடு மற்றும் நிர்வாகத்தை உணர முடியும், உற்பத்தி செயல்திறனை கணிசமாக மேம்படுத்துகிறது மற்றும் உற்பத்தி செலவுகளைக் குறைக்கிறது. மேலும் நிலையான செயல்பாடு, குறைந்த சத்தம், நல்ல சுற்றுச்சூழல் பாதுகாப்பு, சுற்றுச்சூழலுக்கும் ஊழியர்களுக்கும் அதிக மாசுபாட்டையும் தீங்குகளையும் ஏற்படுத்தாது. அதே நேரத்தில், அதன் பாதுகாப்பான மற்றும் நம்பகமான பண்புகள், தானியங்கி கண்டறிதல் மற்றும் பாதுகாப்பின் முழு உற்பத்தி செயல்முறையையும் உணர முடியும், உற்பத்தி செயல்பாட்டில் விபத்துகளைத் திறம்பட தவிர்க்கலாம், ஏனெனில் உயர்தர காகித நகைப் பெட்டியின் பெருமளவிலான உற்பத்தி வலுவான உத்தரவாதத்தை வழங்குகிறது.
தரம் என்பது ஒரு தொழிற்சாலை பெட்டி பிராண்டின் உயிர். நகைப் பெட்டியில் ஒரு சிறிய குறைபாடு நகைகளின் காட்சி விளைவைப் பாதிக்கலாம் மற்றும் உயர்நிலை நகை பிராண்டின் நற்பெயரை கூட சேதப்படுத்தலாம். எனவே, தர ஆய்வு கட்டத்தில், ஒவ்வொரு மடிப்புப் பகுதியின் நீளம், அகலம், உயரம் மற்றும் பரிமாணப் பிழைகள் மிகச் சிறிய வரம்பிற்குள் கண்டிப்பாகக் கட்டுப்படுத்தப்படுவதை உறுதிசெய்ய, நகை பேக்கேஜிங் பெட்டியின் அளவை விரிவாக அளவிட உயர் துல்லிய அளவீட்டு கருவிகளைப் பயன்படுத்தி, ஒரு தொழில்முறை மற்றும் கடுமையான தர ஆய்வுக் குழுவை நாங்கள் உருவாக்கியுள்ளோம். அதே நேரத்தில், சிறந்த அனுபவம் மற்றும் கூர்மையான கவனிப்புடன், அச்சிடப்பட்ட வடிவத்தின் தெளிவு, வண்ணத் துல்லியம், மிகைப்படுத்தல் துல்லியம் மற்றும் மேற்பரப்பு முடித்தல் செயல்முறையின் முழுமை ஆகியவற்றை எந்த விவரங்களையும் தவறவிடாமல் கவனமாகச் சரிபார்க்கிறோம். கீழே, கடுமையான தர ஆய்வு தரநிலைகள் மற்றும் கவனமாக பேக்கேஜிங் வடிவமைப்பு ஆகியவற்றின் அம்சங்களிலிருந்து இந்த இணைப்பின் முக்கியத்துவத்தை நாங்கள் உங்களுக்குக் காண்பிப்போம்.

காகித நகைப் பெட்டியின் தரத்தை உறுதி செய்வதற்கு தர ஆய்வு முக்கியமானது, மேலும் இது தரநிலைகள் மற்றும் முறைகளுக்கு இணங்க கண்டிப்பாக மேற்கொள்ளப்பட வேண்டும். ரிச்பேக் தொழிற்சாலை ரிச்லைன் தொழில்முறை மற்றும் பொறுப்பான தர ஆய்வு ஊழியர்களைக் கொண்டுள்ளது, அவர்கள் தங்கள் வளமான அனுபவம் மற்றும் தொழில்முறை அறிவுடன், உற்பத்தி செயல்முறையின் ஒவ்வொரு படியிலும் உன்னிப்பான கட்டுப்பாட்டை மேற்கொள்கிறார்கள்.
பரிமாண ஆய்வின் அடிப்படையில், QC ஊழியர்கள், காகிதப் பெட்டிகளின் நீளம், அகலம், உயரம் மற்றும் மடிந்த பகுதிகளை அளவிடுவதற்கு காலிப்பர்கள், ஸ்ட்ரைட்ஜ் போன்ற பொருத்தமான துல்லியமான அளவீட்டு கருவிகளைப் பயன்படுத்துகின்றனர், வடிவமைக்கப்பட்ட பரிமாணங்களிலிருந்து விலகல் அனுமதிக்கப்பட்ட வரம்பிற்குள் இருப்பதை உறுதிசெய்யவும், பொதுவாக பரிமாணங்களின் விலகல் ±0.5 மிமீக்குள் இருக்க வேண்டும் என்றும் கட்டுப்படுத்தப்பட வேண்டும், இதனால் காகிதப் பெட்டிகள் நகைகளுக்கு ஏற்றவாறு மாற்றியமைக்கப்படலாம் மற்றும் போக்குவரத்து மற்றும் சேமிப்பு செயல்பாட்டின் போது பரிமாண சிக்கல்களால் பாதிக்கப்படாது என்பதை உறுதிசெய்யும். காகிதப் பெட்டிகள் நகைகளுடன் சரியாகப் பொருந்துவதை உறுதிசெய்யவும், அளவு பிரச்சனை காரணமாக போக்குவரத்து மற்றும் சேமிப்பின் போது பயன்பாட்டை பாதிக்காது.

அச்சிடும் தர ஆய்வு அச்சிடும் முறையின் தெளிவு, வண்ணத் துல்லியம், மிகை அச்சிடும் துல்லியம் மற்றும் பலவற்றைச் சரிபார்க்க, காட்சி ஆய்வு மற்றும் தொழில்முறை உபகரண சோதனை ஆகியவற்றின் மூலம் முக்கியமாக மேற்கொள்ளப்படுகிறது. வடிவங்கள் மங்கலாகவோ அல்லது பேய்களாகவோ இல்லாமல் தெளிவாக இருக்க வேண்டும், மேலும் வண்ணம் வெளிப்படையான வண்ண வேறுபாடு இல்லாமல் வடிவமைப்போடு ஒத்துப்போக வேண்டும்; மிகை அச்சிடும் துல்லியத்திற்கு பிரதான வடிவத்தின் மிகை அச்சிடும் பிழை ±0.1 மிமீக்கு மிகாமல் இருக்க வேண்டும், மேலும் இரண்டாம் நிலை வடிவத்தின் ±0.2 மிமீக்கு மிகாமல் இருக்க வேண்டும்; பார்கோடுகள் கொண்ட காகிதப் பெட்டிகளுக்கு, பார்கோடுகளின் தெளிவு மற்றும் ஸ்கேன் செய்யும் திறனைச் சரிபார்க்க தர ஆய்வாளர்கள் பார்கோடு சோதனையாளரைப் பயன்படுத்துவார்கள், இதனால் பார்கோடுகள் துல்லியமாக அடையாளம் காண முடியும்.
ரிச்பேக்கில் தொழில்முறை சுருக்க சோதனை கருவிகள் பொருத்தப்பட்ட ஒரு சிறப்பு சுருக்க சோதனை பட்டறை உள்ளது. கட்டமைப்பு வலிமை சோதனையின் போது, காகித பெட்டிகள் குறிப்பிட்ட அழுத்தம் மற்றும் தாக்கத்திற்கு உள்ளாகும்போது அவை சிதைக்கப்படுமா அல்லது உடைந்து விடுமா என்பதை சரிபார்க்க, சுருக்க சோதனை மற்றும் துளி சோதனை போன்ற காகித பெட்டிகளின் உண்மையான பயன்பாட்டை நாங்கள் உருவகப்படுத்துகிறோம். சுருக்க சோதனைக்கு காகித பெட்டிகள் ஒரு குறிப்பிட்ட எடையின் அழுத்தத்தின் கீழ் வெளிப்படையான சிதைவு இல்லாமல் அவற்றின் வடிவத்தை அப்படியே வைத்திருக்க வேண்டும்; துளி சோதனைக்கு காகித பெட்டிகள் உள் அமைப்பு மற்றும் தோற்றத்திற்கு சேதம் ஏற்படாமல் ஒரு குறிப்பிட்ட உயரத்திலிருந்து சுதந்திரமாக விழ வேண்டும், மேலும் நகைகளைத் தொடர்ந்து பாதுகாக்க முடியும்.
மேற்பரப்பு தட்டையானது மற்றும் தூய்மை ஆகியவை தர ஆய்வின் முக்கிய அம்சங்களாகும். காகிதப் பெட்டிகளின் மேற்பரப்பு தட்டையாக உள்ளதா, சுருக்கங்கள், புடைப்புகள் அல்லது பள்ளங்கள் போன்ற தோற்றத்தைப் பாதிக்கும் ஏதேனும் குறைபாடுகள் உள்ளதா என்பதை தர ஆய்வாளர்கள் கவனமாகச் சரிபார்ப்பார்கள். அதே நேரத்தில், தயாரிப்பின் நேர்த்தியை உறுதி செய்வதற்காக காகிதப் பெட்டிகளின் மேற்பரப்பு தூசி, கறைகள், கைரேகைகள் மற்றும் பிற அசுத்தங்கள் இல்லாமல் இருப்பதை உறுதிசெய்யவும். காகிதப் பெட்டிகளில் சூடான முத்திரையிடுதல் மற்றும் புடைப்பு போன்ற சிறப்பு கைவினை விளைவுகளுக்கு, அவை தெளிவாகவும், முழுமையாகவும், உரித்தல் மற்றும் மங்கலாக்குதல் போன்ற சிக்கல்களிலிருந்து விடுபட்டுள்ளதா என்பதைச் சரிபார்க்கவும்.

கூடுதலாக, தர ஆய்வு ஊழியர்கள் காகிதப் பெட்டிகளின் மேற்பரப்பு முடித்தல் விளைவையும் சரிபார்ப்பார்கள், அதாவது ஸ்டாம்பிங் உறுதியாக உள்ளதா, வார்னிஷிங் அல்லது லேமினேட்டிங் சமமாக உள்ளதா, குமிழ்கள், சுருக்கங்கள் மற்றும் பிற குறைபாடுகள் உள்ளதா. விரிவான மற்றும் கண்டிப்பான தர ஆய்வு மூலம், தகுதிவாய்ந்த தயாரிப்புகள் மட்டுமே அடுத்த கட்டத்திற்குள் நுழைவது உறுதி செய்யப்படுகிறது.
சுற்றுச்சூழல் பாதுகாப்பு சோதனையும் மிக முக்கியமானது, இது நுகர்வோர் சுகாதாரம் மற்றும் சுற்றுச்சூழல் பாதுகாப்புடன் தொடர்புடையது. ரிச்பேக்கில் காகிதப் பெட்டிகளின் விரிவான சுற்றுச்சூழல் பாதுகாப்பு செயல்திறன் சோதனையை மேற்கொள்வதற்கான சிறப்பு சுற்றுச்சூழல் பாதுகாப்பு சோதனை பட்டறை மற்றும் மேம்பட்ட சோதனை கருவிகள் உள்ளன, அவற்றில் ஃபார்மால்டிஹைட் சோதனை முக்கிய சோதனைப் பொருட்களில் ஒன்றாகும். ஃபார்மால்டிஹைட் சோதனை முக்கிய சோதனைப் பொருட்களில் ஒன்றாகும். கடுமையான சோதனை நடைமுறைகளுக்கு இணங்க, காகிதப் பெட்டிகளின் ஃபார்மால்டிஹைட் வெளியீட்டை துல்லியமாக சோதிக்க தொழில்முறை ஃபார்மால்டிஹைட் கண்டுபிடிப்பான்களைப் பயன்படுத்துகிறோம். தொடர்புடைய தேசிய மற்றும் தொழில்துறை தரநிலைகளின்படி, காகிதப் பெட்டிகளின் ஃபார்மால்டிஹைட் உமிழ்வு நிர்ணயிக்கப்பட்ட பாதுகாப்பு வரம்பை விட மிகக் குறைவாக இருப்பதை நாங்கள் உறுதிசெய்கிறோம், தயாரிப்புகள் பசுமையானவை மற்றும் சுற்றுச்சூழலுக்கு உகந்தவை என்பதையும், நுகர்வோருக்கு எந்த உடல்நலக் கேடுகளையும் ஏற்படுத்தாது என்பதையும் உறுதிசெய்கிறோம்.
உதாரணமாக, தொழிற்சாலையில் பொருத்தப்பட்ட 3V-EDX6600ROHS டிடெக்டர், ROHS இன் தேவைகளைப் பூர்த்தி செய்வதற்காக உருவாக்கப்பட்டது, ஹாலஜன் இல்லாதது மற்றும் பொம்மை உத்தரவு, மேலும் பல மேம்பட்ட அம்சங்களைக் கொண்டுள்ளது. இது US-வகை Si-pin டிடெக்டரைப் பயன்படுத்துகிறது, திரவ நைட்ரஜன் குளிரூட்டலுக்குப் பதிலாக மின்சாரம் மூலம் குளிரூட்டப்படுகிறது, கச்சிதமானது, துல்லியமான தரவு பகுப்பாய்வை வழங்குகிறது மற்றும் குறைந்த பராமரிப்பு கொண்டது.
தி SES சமிக்ஞை நிறுவனத்தால் உருவாக்கப்பட்ட மேம்பாட்டு செயலாக்க அமைப்பு அளவீட்டு உணர்திறனை திறம்பட மேம்படுத்த முடியும். இந்த கருவி சல்பர் (S) முதல் யுரேனியம் (U) வரை 75 கூறுகளை அளவிட முடியும், இதன் தனிம உள்ளடக்க பகுப்பாய்வு வரம்பு 2ppm-99.99% ஆகும். அளவீட்டு நேரத்தை 100-300 வினாடிகளுக்கு இடையில் சரிசெய்யலாம், மேலும் இது வெவ்வேறு மாதிரிகளின்படி ஏழு ஒளி பாதை திருத்தும் மோதல் அமைப்புகளுக்கு இடையில் தானாகவே மாறலாம், ஒரு-பொத்தான் தானியங்கி சோதனையை அடைகிறது. இது செயல்பட எளிதானது மற்றும் நட்பு இடைமுகத்தைக் கொண்டுள்ளது. இந்த கருவி ஈயம் (Pb), பாதரசம் (Hg), காட்மியம் (Cd), ஹெக்ஸாவலன்ட் குரோமியம் (Cr6+) போன்ற கனரக உலோகங்களின் உள்ளடக்கத்தையும், காகிதப் பெட்டிகளில் இருக்கக்கூடிய பாலிகுளோரினேட்டட் பைஃபீனைல்கள் (PCBகள்) மற்றும் பாலிப்ரோமினேட்டட் டைஃபீனைல் ஈதர்கள் (PBDEகள்) போன்ற பிற அபாயகரமான பொருட்களையும் துல்லியமாகக் கண்டறிய முடியும், இது தயாரிப்பு ROHS உத்தரவு, US CPSIA சட்டம் மற்றும் சீனாவின் GB தரநிலைகள் போன்ற தொடர்புடைய விதிமுறைகள் மற்றும் தரநிலைகளின் தேவைகளுக்கு இணங்குவதை உறுதி செய்கிறது.

கூடுதலாக, காகிதப் பெட்டிகளில் ஆவியாகும் கரிம சேர்மங்களைக் கண்டறிய, ரிச்பேக் தொழிற்சாலை ரிச்லைன் ஒரு தொழில்முறை நிபுணரைப் பயன்படுத்துகிறது. வாயு குரோமடோகிராபி நிறை நிறமாலைமானி (GCMS). இது காகிதப் பெட்டிகளில் இருக்கக்கூடிய ஆல்டிஹைடுகள், பென்சீன்கள் மற்றும் டோலுயீன்கள் போன்ற ஆவியாகும் கரிம சேர்மங்களை துல்லியமாக பகுப்பாய்வு செய்து அளவு ரீதியாகக் கண்டறிய முடியும். காகிதப் பெட்டிகள் மனித ஆரோக்கியத்திற்கும் சுற்றுச்சூழலுக்கும் சாத்தியமான அச்சுறுத்தலை ஏற்படுத்துமா என்பதைத் தீர்மானிக்க, இந்த ஆவியாகும் கரிம சேர்மங்களின் உள்ளடக்கத்தை இந்த கருவி துல்லியமாக அளவிட முடியும்.
பிளாஸ்டிசைசர்களைக் கண்டறிவதற்காக, ரிச்லைன் தொழிற்சாலை, பிளாஸ்டிசைசர்களின் (பித்தலேட்டுகள் போன்றவை) உள்ளடக்கத்தை கண்டிப்பாகச் சோதிக்க மேம்பட்ட சோதனை உபகரணங்களைப் பயன்படுத்துகிறது, இது பாதுகாப்பான வரம்பிற்குள் இருப்பதை உறுதி செய்கிறது. இந்த விரிவான மற்றும் தொழில்முறை சுற்றுச்சூழல் பாதுகாப்பு சோதனைகள் மூலம், ரிச்பேக் தொழிற்சாலை வரிசையானது நுகர்வோருக்கு பசுமையான, சுற்றுச்சூழலுக்கு உகந்த மற்றும் பாதுகாப்பான காகித நகைப் பெட்டி தயாரிப்புகளை வழங்குவதற்கும், அதன் நிறுவன சமூகப் பொறுப்பை நிறைவேற்றுவதற்கும், தொழில்துறையின் நிலையான வளர்ச்சியை ஊக்குவிப்பதற்கும் உறுதிபூண்டுள்ளது.
தர பரிசோதனையில் தேர்ச்சி பெற்ற காகித நகைப் பெட்டிகளை முறையாக பேக் செய்து சேமிக்க வேண்டும். பேக்கேஜிங் முறைகளைப் பொறுத்தவரை, தொகுதி பேக்கேஜிங்கைப் பயன்படுத்துவது பொதுவானது, இதில் ஒரு குறிப்பிட்ட எண்ணிக்கையிலான காகிதப் பெட்டிகள் நேர்த்தியாக அடுக்கி, பிளாஸ்டிக் படம் அல்லது போர்த்தி காகிதத்தால் சுற்றப்பட்டு, பின்னர் ஒரு அட்டைப் பெட்டியில் வைக்கப்படுகின்றன. மோதல்கள் மற்றும் வெளியேற்றம் காரணமாக போக்குவரத்தின் போது காகிதப் பெட்டிகள் சேதமடைவதைத் தடுக்க நுரை பலகைகள் மற்றும் குமிழி பைகள் போன்ற மெத்தை பொருட்களை அட்டைப் பெட்டியின் உள்ளே வைக்க வேண்டும். அடையாளம் காணுதல் மற்றும் மேலாண்மையை எளிதாக்குவதற்கு அட்டைப் பெட்டியின் மேற்பரப்பில் தயாரிப்பு பெயர், விவரக்குறிப்புகள், அளவு, உற்பத்தி தேதி மற்றும் உற்பத்தியாளர் போன்ற தகவல்களால் தெளிவாகக் குறிக்கப்பட வேண்டும். சேமிப்பிற்காக, நேரடி சூரிய ஒளி மற்றும் ஈரப்பதமான சூழல்களைத் தவிர்க்க, பேக் செய்யப்பட்ட காகிதப் பெட்டிகள் உலர்ந்த, காற்றோட்டமான மற்றும் குளிர்ந்த கிடங்கில் சேமிக்கப்பட வேண்டும். கிடங்கில் வெப்பநிலை 15℃-25℃ க்கும், ஈரப்பதம் 40%-60% க்கும் இடையில் கட்டுப்படுத்தப்பட வேண்டும். இத்தகைய சுற்றுச்சூழல் நிலைமைகள் காகிதப் பெட்டிகள் ஈரமாகவும், சிதைந்தும், பூஞ்சையாகவும், மோசமடைந்தும், அச்சிடப்பட்ட வடிவங்கள் மங்குவதையும் திறம்பட தடுக்கலாம். அதே நேரத்தில், சேமிக்கப்பட்ட காகிதப் பெட்டிகளில் ஏதேனும் தரச் சிக்கல்கள் உள்ளதா எனச் சரிபார்க்க வழக்கமான ஆய்வுகள் மேற்கொள்ளப்பட வேண்டும். சிக்கல்கள் கண்டறியப்பட்டால், கையிருப்பில் உள்ள பொருட்களின் தர நிலைத்தன்மையை உறுதிசெய்ய அவற்றை உடனடியாகக் கையாள வேண்டும், இதனால் தேவைப்படும்போது தகுதிவாய்ந்த காகித நகைப் பெட்டிகளை சரியான நேரத்தில் வழங்க முடியும்.
பிளாஸ்டிக் கீல் நகைப் பெட்டிகளின் உற்பத்தி செயல்முறை ஒரு எளிய உற்பத்தி செயல்முறை அல்ல, ஆனால் அதிநவீன தொழில்நுட்பம், புத்திசாலித்தனமான யோசனைகள் மற்றும் உச்சகட்ட கைவினைத்திறனை ஒருங்கிணைக்கும் ஒரு அற்புதமான செயல்திறன். ஆர்டரைப் பெறும்போது யோசனையிலிருந்து, உயர்தரப் பொருட்களைத் தேர்ந்தெடுப்பது, மேம்பட்ட ஊசி மோல்டிங் தொழில்நுட்பத்தைப் பயன்படுத்துவது வரை, ஒவ்வொரு படியும் சுத்திகரிக்கப்பட்டுள்ளது. பின்வரும் உள்ளடக்கத்தில், பிளாஸ்டிக் கீல் நகைப் பெட்டிகளின் உற்பத்தி செயல்முறையை ஆழமாக ஆராய்வோம்.
பிளாஸ்டிக் கீல் நகைப் பெட்டிகளுக்கான வாடிக்கையாளர் ஆர்டர்களைப் பெற்ற பிறகு, விற்பனை ஊழியர்கள் வாடிக்கையாளருடன் ஆழமாகவும் விரிவாகவும் தொடர்பு கொள்ள வேண்டும். விற்பனையாளர், பிளாஸ்டிக் கீல் நகைப் பெட்டிக்கான வாடிக்கையாளரின் குறிப்பிட்ட தேவைகளைப் புரிந்து கொள்ள வேண்டும், இதில் நீளம், அகலம், உயரம் மற்றும் தடிமன் போன்ற துல்லியமான அளவீடுகள், சதுரம், வட்டம் அல்லது ஒழுங்கற்ற போன்ற பெட்டியின் வடிவம் ஆகியவை அடங்கும், இதனால் அடுத்தடுத்த உற்பத்தி வாடிக்கையாளரின் உண்மையான தேவைகளைப் பூர்த்தி செய்ய முடியும். நகைப் பெட்டிகளைப் பொறுத்தவரை, பரிமாண விலகல்கள் காரணமாக உறுதியற்ற தன்மை அல்லது பொருத்த இயலாமையைத் தவிர்க்க, அனைத்து வகையான நகைகளையும் உள் பரிமாணங்கள் துல்லியமாகப் பொருத்த வேண்டும்.
வடிவமைப்பு கட்டத்தில், ரிச்பேக் குழு வாடிக்கையாளருடன் பிளாஸ்டிக் பெட்டியின் தோற்றத்தைப் பற்றி விவாதிக்கிறது, நிறம், வடிவம் மற்றும் உரை போன்ற கூறுகளுக்கான குறிப்பிட்ட தேவைகளையும், பிராண்ட் லோகோக்கள் மற்றும் கள்ளநோட்டு எதிர்ப்பு மதிப்பெண்கள் போன்ற சிறப்பு வடிவமைப்பு கூறுகளை இணைக்க வேண்டுமா என்பதையும் தெளிவுபடுத்துகிறது. பிளாஸ்டிக் பெட்டியின் கட்டமைப்பிற்கான வாடிக்கையாளரின் குறிப்பிட்ட தேவைகள் புரிந்து கொள்ளப்படுகின்றன, அதாவது பெட்டிகள், டிராயர்கள் மற்றும் மடிப்புகள் போன்ற செயல்பாட்டு கட்டமைப்புகள் நகை தயாரிப்புகளை சிறப்பாகக் காட்சிப்படுத்தவும் பாதுகாக்கவும் வடிவமைக்கப்பட வேண்டுமா. அதே நேரத்தில், நிறுவனத்தின் உற்பத்தி திறன், கைவினைத்திறன் மற்றும் கிடைக்கக்கூடிய பொருட்களின் வகைகள் ஆகியவை வாடிக்கையாளருக்கு வடிவமைப்புத் திட்டத்தை மேம்படுத்த உதவும் தொழில்முறை ஆலோசனை மற்றும் குறிப்புகளை வழங்க விரிவாக விளக்கப்பட்டுள்ளன, இது அழகியல் மற்றும் செயல்பாட்டுத் தேவைகளைப் பூர்த்தி செய்யும் போது உற்பத்தி செய்வதை மிகவும் சாத்தியமானதாகவும் செலவு குறைந்ததாகவும் ஆக்குகிறது. போதுமான தகவல்தொடர்பு மூலம், நகைப் பெட்டியின் வடிவமைப்பு மற்றும் உற்பத்தித் தேவைகளில் இரு தரப்பினரும் உடன்படுவதை உறுதிசெய்கிறோம், அடுத்தடுத்த சரிபார்ப்பு மற்றும் உற்பத்திக்கான உறுதியான அடித்தளத்தை அமைக்கிறோம்.
வாடிக்கையாளருடனான தொடர்பு மூலம் தீர்மானிக்கப்படும் தேவைகளின் அடிப்படையில், வடிவமைப்புத் துறையானது பெட்டியை வடிவமைத்து வரைய Adobe Illustrator மற்றும் CorelDRAW போன்ற தொழில்முறை வடிவமைப்பு மென்பொருளைப் பயன்படுத்துகிறது. இது இரு பரிமாண திட்டக் காட்சியையும் முப்பரிமாண ரெண்டரிங்கையும் உருவாக்கி, பெட்டியின் தோற்றத்தையும் கட்டமைப்பையும் காட்சிப்படுத்துகிறது. வடிவமைப்புச் செயல்பாட்டின் போது, வடிவமைப்பை வெற்றிகரமாக ஒரு நடைமுறை தயாரிப்பாக மாற்ற முடியும் என்பதை உறுதிசெய்ய, உற்பத்திச் செயல்முறையின் சாத்தியக்கூறுகளுக்கு முழு கவனம் செலுத்தப்படுகிறது. வடிவமைப்பு முடிந்ததும், வடிவமைப்பு கோப்புகள் மாதிரிப் பட்டறைக்கு மாற்றப்படும், அங்கு மாதிரிப் பணியாளர்கள் வடிவமைப்புத் தேவைகளின் அடிப்படையில் மாதிரி மற்றும் உற்பத்திக்கான பொருத்தமான மூலப்பொருட்களைத் தேர்ந்தெடுக்கின்றனர். மாதிரிப் பிரிவின் போது, மாதிரிப் பொருட்களின் தரம் மற்றும் துல்லியத்தை உறுதி செய்வதற்காக, ஊசி மோல்டிங் வெப்பநிலை, அழுத்தம், நேரம் போன்ற ஒவ்வொரு இணைப்பின் செயல்முறை அளவுருக்களையும் Richpack ஊழியர்கள் கண்டிப்பாகக் கட்டுப்படுத்துகின்றனர். மாதிரிப் பிரிவின் பின்னர், மாதிரிகளின் விரிவான தர ஆய்வு மேற்கொள்ளப்படுகிறது, இதில் மேற்பரப்பு மென்மையாக உள்ளதா, ஏதேனும் குறைபாடுகள் உள்ளதா, மற்றும் நிறம் தேவைகளைப் பூர்த்திசெய்கிறதா என்பதைச் சரிபார்க்க ஒரு தோற்ற ஆய்வு அடங்கும்; மாதிரிகளின் பரிமாணங்கள் வடிவமைப்பு பரிமாணங்களுடன் ஒத்துப்போகிறதா என்பதைச் சரிபார்க்க உயர் துல்லிய அளவீட்டு கருவிகளைப் பயன்படுத்துவதற்கான பரிமாண அளவீடு; மற்றும் பிளாஸ்டிக் பெட்டி சீராகத் திறந்து மூடுகிறதா என்பதையும், பல்வேறு பாகங்கள் உறுதியாக இணைக்கப்பட்டுள்ளதா என்பதையும் சரிபார்க்க ஒரு கட்டமைப்பு சோதனை. தகுதிவாய்ந்த மாதிரிகள் உறுதிப்படுத்தலுக்காக வாடிக்கையாளருக்கு அனுப்பப்படுகின்றன. வாடிக்கையாளர் மாதிரிகளை அவர்களின் உண்மையான தேவைகளுக்கு ஏற்ப மதிப்பீடு செய்து முன்னேற்றத்திற்கான பரிந்துரைகளை வழங்குகிறார். வாடிக்கையாளரின் கருத்துக்களைப் பெற்ற பிறகு, வடிவமைப்பு மற்றும் மாதிரி செயல்முறை வாடிக்கையாளர் மாதிரிகளில் முழுமையாக திருப்தி அடையும் வரை சரியான நேரத்தில் சரிசெய்யப்பட்டு மேம்படுத்தப்படுகிறது. இரு தரப்பினரும் இறுதி மாதிரி திட்டத்தை உறுதிப்படுத்துகிறார்கள், இது முறையான உற்பத்திக்கான துல்லியமான அடிப்படையை வழங்குகிறது.
பிளாஸ்டிக் கீல் நகைப் பெட்டிகளின் உற்பத்தியில், பொதுவான பிளாஸ்டிக் பொருட்களில் PET (பாலிஎதிலீன் டெரெப்தாலேட்), PVC (பாலிவினைல் குளோரைடு), PP (பாலிப்ரோப்பிலீன்) போன்றவை அடங்கும், ஒவ்வொன்றும் அதன் சொந்த பண்புகள் மற்றும் பொருந்தக்கூடிய சூழ்நிலைகளைக் கொண்டுள்ளன.
ரிச்பேக் தொழிற்சாலை ரிச்லைன் எப்போதும் கடுமையான தரம் மற்றும் சுற்றுச்சூழல் பாதுகாப்பு தேவைகளை கடைபிடிக்கிறது, மேலும் GRS சான்றிதழுடன் கூடிய PP பொருட்கள் போன்ற பிளாஸ்டிக் துகள்களைப் பயன்படுத்துகிறது. இந்த பொருள் அதிக வெப்ப எதிர்ப்பைக் கொண்டுள்ளது, அதிக வெப்பநிலை சூழல்களில் ஒரு குறிப்பிட்ட அளவிற்கு நிலைத்தன்மையை பராமரிக்க முடியும், எளிதில் சிதைக்கப்படாது, மேலும் அதிக வெப்பநிலை சூழல்களில் சேமிக்க அல்லது கொண்டு செல்ல வேண்டிய நகை பெட்டிகளில் பயன்படுத்த ஏற்றது. இது நல்ல வேதியியல் எதிர்ப்பையும் கொண்டுள்ளது மற்றும் சில பொதுவான இரசாயனங்களின் அரிப்பைத் தாங்கும்.

PP பொருள் குறைந்த அடர்த்தி கொண்டது மற்றும் இலகுரக, இது பிளாஸ்டிக் பெட்டியின் ஒட்டுமொத்த எடையைக் குறைக்கும், இதனால் எடுத்துச் செல்வதும் கொண்டு செல்வதும் எளிதாகிறது. தினசரி அணியும் நகைகளுக்கான பிளாஸ்டிக் பெட்டிகளின் உற்பத்தியில் இது பெரும்பாலும் பயன்படுத்தப்படுகிறது. பிளாஸ்டிக் பொருட்களைத் தேர்ந்தெடுக்கும்போது, நகைப் பெட்டியின் நிலைப்பாடு, செலவு பட்ஜெட், சுற்றுச்சூழல் பாதுகாப்புத் தேவைகள் மற்றும் தயாரிப்பு பண்புகள் போன்ற காரணிகளை விரிவாகக் கருத்தில் கொள்வது அவசியம், இதனால் தேர்ந்தெடுக்கப்பட்ட பொருட்கள் தயாரிப்பின் பல்வேறு செயல்திறன் தேவைகளைப் பூர்த்தி செய்ய முடியும்.
பிளாஸ்டிக் கீல் நகைப் பெட்டியின் சிறந்த தோற்றத்தையும் செயல்திறனையும் அடைய, காகிதப் பொருட்களின் தேர்வு பிளாஸ்டிக் பொருட்களுடன் பொருந்த வேண்டும். பொருளைப் பொறுத்தவரை, பொதுவான வகை காகிதங்களில் வெள்ளை அட்டை, பூசப்பட்ட காகிதம் மற்றும் சிறப்பு காகிதம் ஆகியவை அடங்கும். வெள்ளை அட்டை அதிக விறைப்புத்தன்மை கொண்டது மற்றும் பிளாஸ்டிக் பெட்டிக்கு நல்ல கட்டமைப்பு ஆதரவை வழங்க முடியும், இது அதை மேலும் நீடித்ததாக மாற்றுகிறது. அதன் மென்மையான மேற்பரப்பு மற்றும் நல்ல அச்சிடும் திறன் தெளிவான மற்றும் நேர்த்தியான அச்சிடப்பட்ட வடிவங்களை வழங்க முடியும். எளிமையான மற்றும் நேர்த்தியான அமைப்பைக் காட்டும் உயர்நிலை நகைப் பெட்டிகளை உருவாக்க, PET போன்ற உயர் வெளிப்படைத்தன்மை கொண்ட பிளாஸ்டிக் பொருட்களுடன் பயன்படுத்த இது பொருத்தமானது.
கலை காகிதம் லைக் முத்து காகிதம் மற்றும் லேசர் அட்டை அதிக பளபளப்பு மற்றும் நல்ல மை உறிஞ்சும் தன்மையைக் கொண்டுள்ளன. அச்சிடப்பட்ட வடிவங்கள் பிரகாசமான வண்ணங்கள் மற்றும் பணக்கார அடுக்குகளைக் கொண்டுள்ளன, அவை பெட்டியின் காட்சி கவர்ச்சியை மேம்படுத்தும். முத்து காகிதம் மற்றும் வடிவமைக்கப்பட்ட காகிதம் போன்ற சிறப்பு காகிதங்கள் தனித்துவமான அமைப்புகளையும் உணர்வையும் கொண்டுள்ளன, அவை பெட்டிக்கு ஒரு தனித்துவமான கலை சூழலைச் சேர்க்கலாம், தயாரிப்பின் தரத்தையும் கூடுதல் மதிப்பையும் மேம்படுத்தலாம், மேலும் அவை பெரும்பாலும் உயர்நிலை தனிப்பயன் நகை பெட்டிகளில் பயன்படுத்தப்படுகின்றன.
உயர்தர பிளாஸ்டிக் பொருட்களுடன் இணைந்து, அவை தனித்துவமான பேக்கேஜிங் விளைவை உருவாக்குகின்றன. நகைகளின் பாணி மற்றும் பிராண்ட் படத்திற்கு ஏற்ப நிறம் மற்றும் அமைப்பு தேர்ந்தெடுக்கப்பட வேண்டும். எளிய பாணி நகைகளுக்கு, நகைகளின் எளிய அழகை முன்னிலைப்படுத்த எளிய அமைப்புகளுடன் கூடிய எளிய நிற காகிதத்தைத் தேர்ந்தெடுக்கலாம்; ரெட்ரோ பாணி நகைகளுக்கு, வலுவான ரெட்ரோ சூழ்நிலையை உருவாக்க ரெட்ரோ அமைப்பு அல்லது வண்ணங்களைக் கொண்ட காகிதத்தைத் தேர்ந்தெடுக்கலாம். காகிதம் மற்றும் பிளாஸ்டிக் பொருட்களை கவனமாக பொருத்துவதன் மூலம், அழகியல் மற்றும் தரத்திற்கான நுகர்வோரின் இரட்டைத் தேவைகளைப் பூர்த்தி செய்ய பிளாஸ்டிக் பெட்டியின் தோற்றம் மற்றும் செயல்திறனை முழுமையாக ஒன்றிணைக்க முடியும்.
பிளாஸ்டிக் கீல் நகை பெட்டி உற்பத்தியில் ஊசி மோல்டிங் ஒரு முக்கிய செயல்முறையாகும். ஊசி மோல்டிங் இயந்திரத்தின் சிலிண்டரில் சிறுமணி பிளாஸ்டிக் மூலப்பொருட்களைச் சேர்ப்பதே அடிப்படைக் கொள்கை. பிளாஸ்டிக் மூலப்பொருட்கள் நல்ல திரவத்தன்மையைக் கொண்டிருக்கும் வகையில், மின்சார வெப்பமூட்டும் சுருள் போன்ற வெளிப்புற வெப்பமூட்டும் சாதனம் மூலம் உருகிய நிலைக்கு உருகப்படுகிறது. திருகு சுழற்சியால் இயக்கப்படும், உருகிய பிளாஸ்டிக் மூலப்பொருட்கள் சுருக்கப்பட்டு முன்னோக்கி கொண்டு செல்லப்படுகின்றன, மேலும் ஊசி மோல்டிங் இயந்திரத்தின் முனை வழியாக மூடிய அச்சு குழிக்குள் அதிக வேகத்தில் செலுத்தப்படுகின்றன. அச்சு குழியின் வடிவம் பிளாஸ்டிக் பெட்டியின் இறுதி வடிவத்தைப் போன்றது. பிளாஸ்டிக் மூலப்பொருள் விரைவாக குழியை நிரப்பி ஒவ்வொரு மூலையையும் நிரப்புகிறது, பிளாஸ்டிக் பெட்டியின் முன்மாதிரியை உருவாக்குகிறது. பின்னர், அச்சு ஒரு குறிப்பிட்ட அழுத்தத்தையும் வெப்பநிலையையும் பராமரிக்கிறது, இதனால் பிளாஸ்டிக் மூலப்பொருள் குழியில் குளிர்ந்து திடப்படுத்துகிறது. குளிரூட்டும் செயல்பாட்டின் போது, பிளாஸ்டிக் மூலப்பொருள் படிப்படியாக அதன் திரவத்தன்மையை இழந்து வடிவம் சரி செய்யப்படுகிறது, இறுதியாக ஒரு குறிப்பிட்ட வலிமை மற்றும் பரிமாண துல்லியத்துடன் ஒரு பிளாஸ்டிக் பெட்டி தயாரிப்பை உருவாக்குகிறது.

பிளாஸ்டிக் பெட்டி முழுவதுமாக குளிர்ந்து திடப்படுத்தப்பட்டவுடன், அச்சு திறக்கப்பட்டு, எஜெக்டர் பொறிமுறையைப் பயன்படுத்தி வார்ப்பட பிளாஸ்டிக் பெட்டியை அச்சிலிருந்து வெளியே தள்ளி, ஊசி மோல்டிங் செயல்முறையை நிறைவு செய்கிறது. ஊசி மோல்டிங் செயல்பாட்டின் போது, வெப்பநிலை, அழுத்தம் மற்றும் நேரம் போன்ற அளவுருக்களின் கட்டுப்பாடு மிக முக்கியமானது மற்றும் பிளாஸ்டிக் பெட்டியின் தரம் மற்றும் செயல்திறனை நேரடியாக பாதிக்கிறது. எடுத்துக்காட்டாக, மிக அதிக வெப்பநிலை பிளாஸ்டிக் மூலப்பொருள் சிதைந்து எரியக்கூடும், இது பிளாஸ்டிக் பெட்டியின் தோற்றம் மற்றும் செயல்திறனைப் பாதிக்கலாம்; மிகக் குறைந்த வெப்பநிலை பிளாஸ்டிக் மூலப்பொருளை குறைந்த திரவமாக்கக்கூடும், இது அச்சு குழியை நிரப்புவதைத் தடுக்கிறது, இதன் விளைவாக போதுமான பொருள் இல்லாத தயாரிப்பு ஏற்படலாம். அதிகப்படியான அழுத்தம் பிளாஸ்டிக் பெட்டியில் ஃபிளாஷ் மற்றும் சிதைவு போன்ற குறைபாடுகளை ஏற்படுத்தக்கூடும்; மிகக் குறைந்த அழுத்தம் பிளாஸ்டிக் பெட்டியின் போதுமான அடர்த்தி மற்றும் வலிமையை ஏற்படுத்தக்கூடாது. முறையற்ற நேரக் கட்டுப்பாடு பிளாஸ்டிக் பெட்டியின் தரத்தையும் பாதிக்கும். ஒரு குறுகிய குளிரூட்டும் நேரம் பிளாஸ்டிக் பெட்டியை இடிப்பதற்குப் பிறகு சிதைக்கக்கூடும், அதே நேரத்தில் அதிகப்படியான நீண்ட குளிரூட்டும் நேரம் உற்பத்தி செயல்திறனைக் குறைக்கும். எனவே, ஊசி மருந்து வடிவமைக்கும் செயல்முறையின் போது, உயர்தர பிளாஸ்டிக் பெட்டி தயாரிப்புகளின் உற்பத்தியை உறுதி செய்வதற்காக, பிளாஸ்டிக் பொருளின் பண்புகள் மற்றும் பிளாஸ்டிக் பெட்டியின் வடிவமைப்புத் தேவைகளுக்கு ஏற்ப இந்த அளவுருக்கள் துல்லியமாகக் கட்டுப்படுத்தப்பட வேண்டும்.
அச்சு ஊசி மோல்டிங்கில் ஒரு முக்கிய கருவியாகும், மேலும் அதன் வடிவமைப்பு மற்றும் உற்பத்தித் தரம் பிளாஸ்டிக் பெட்டியின் ஊசி மோல்டிங் தரம் மற்றும் உற்பத்தித் திறனை நேரடியாக பாதிக்கிறது. அச்சு வடிவமைப்பைப் பொறுத்தவரை, முதல் படி, பிளாஸ்டிக் பெட்டி வடிவமைப்பு வரைபடங்கள் மற்றும் பரிமாணத் தேவைகளின் அடிப்படையில் அச்சுகளின் 3D மாடலிங் செய்ய UG மற்றும் Pro/E போன்ற தொழில்முறை அச்சு வடிவமைப்பு மென்பொருளைப் பயன்படுத்துவதாகும். மாடலிங் செயல்பாட்டின் போது, அச்சு வடிவமைப்பு நியாயமானதாகவும் சாத்தியமானதாகவும் இருப்பதை உறுதிசெய்ய பெட்டியின் கட்டமைப்பு பண்புகள், இடிக்கும் முறை மற்றும் வாயிலின் நிலை போன்ற காரணிகள் முழுமையாகக் கருதப்படுகின்றன. எடுத்துக்காட்டாக, சிக்கலான வடிவங்களைக் கொண்ட பெட்டிகளுக்கு, அச்சு திறப்பதற்கும் மூடுவதற்கும் பெட்டியை இடிப்பதற்கும் வசதியாக ஒரு நியாயமான பிரிப்பு மேற்பரப்பு வடிவமைக்கப்பட வேண்டும்; மெல்லிய சுவர் பெட்டிகளுக்கு, பிளாஸ்டிக் பொருள் குழியை விரைவாகவும் சமமாகவும் நிரப்ப முடியும் என்பதை உறுதிசெய்ய வாயிலின் நிலை மற்றும் அளவு மேம்படுத்தப்பட வேண்டும், குறைவாக நிரப்புதல் அல்லது அதிகமாக நிரப்புவதைத் தவிர்க்க வேண்டும்.

அதே நேரத்தில், அச்சுக்கான குளிரூட்டும் முறை வடிவமைப்பைக் கருத்தில் கொள்ள வேண்டும், மேலும் ஊசி மோல்டிங் செயல்பாட்டின் போது அச்சு சமமாக குளிர்விக்கப்படுவதை உறுதிசெய்யவும், குளிரூட்டும் நேரத்தைக் குறைக்கவும், உற்பத்தித் திறனை மேம்படுத்தவும் குளிரூட்டும் சேனல்களை நியாயமான முறையில் ஏற்பாடு செய்ய வேண்டும். அச்சு தயாரிக்கும் செயல்பாட்டின் போது, P20, 718 மற்றும் NAK80 போன்ற உயர்தர அச்சு எஃகுகள் தேர்ந்தெடுக்கப்படுகின்றன. அச்சு வடிவமைப்பு வரைபடங்களின்படி, அச்சுகளின் பல்வேறு பகுதிகள் இயந்திரமயமாக்கல், EDM மற்றும் கம்பி வெட்டுதல் போன்ற பல்வேறு செயல்முறைகள் மூலம் துல்லியமாக இயந்திரமயமாக்கப்படுகின்றன. செயலாக்கத்தின் போது, அச்சு பாகங்களின் பரிமாண சகிப்புத்தன்மை அனுமதிக்கக்கூடிய வரம்பிற்குள் இருப்பதை உறுதிசெய்ய செயலாக்க துல்லியம் கண்டிப்பாகக் கட்டுப்படுத்தப்படுகிறது. பொதுவாக, பிளாஸ்டிக் கீல் நகைப் பெட்டியின் பரிமாண துல்லியம் மற்றும் மேற்பரப்பு தரத்தை உறுதிசெய்ய, அச்சு குழிவுகள் மற்றும் மையங்களின் பரிமாண சகிப்புத்தன்மை ±0.01 மிமீக்குள் கட்டுப்படுத்தப்படுகிறது. அச்சு முடிந்ததும், அச்சு சீராகத் திறந்து மூடுகிறதா என்பதையும், பாகங்கள் இறுக்கமாக ஒன்றாகப் பொருந்துகிறதா என்பதையும் சரிபார்க்க அது ஒன்றுகூடி கண்டிப்பாக சரிசெய்யப்படுகிறது, இதனால் அச்சு சாதாரணமாக இயங்க முடியும். அச்சுகளை கவனமாக வடிவமைத்து உற்பத்தி செய்வதன் மூலம், ஊசி மோல்டிங்கிற்கு நம்பகமான உத்தரவாதம் வழங்கப்படுகிறது, மேலும் உயர்தர பிளாஸ்டிக் கீல் நகை பெட்டிகள் தயாரிக்கப்படுகின்றன.
பிளாஸ்டிக் கீல் நகைப் பெட்டியின் உற்பத்தி செயல்பாட்டில், அச்சிடும் செயல்முறைகளின் பயன்பாடு பெட்டியின் அழகியல் மற்றும் பிராண்ட் அங்கீகாரத்தை மேம்படுத்துவதில் முக்கிய பங்கு வகிக்கிறது. பொதுவான அச்சிடும் செயல்முறைகளில் UV ஆஃப்செட் பிரிண்டிங் மற்றும் ஸ்கிரீன் பிரிண்டிங் ஆகியவை அடங்கும், ஒவ்வொன்றும் அதன் சொந்த பண்புகள் மற்றும் பொருந்தக்கூடிய சூழ்நிலைகளைக் கொண்டுள்ளன. UV ஆஃப்செட் பிரிண்டிங் என்பது மை குணப்படுத்த புற ஊதா ஒளியைப் பயன்படுத்தும் உயர் துல்லியமான அச்சிடும் செயல்முறையாகும்.

CMYK நான்கு வண்ண அச்சிடும் கொள்கையைப் பயன்படுத்தி, இது மிகவும் நுட்பமான வண்ண இனப்பெருக்கம் மற்றும் உயர்-துல்லியமான வடிவ அச்சிடலை அடைய முடியும். இந்த அச்சிடும் செயல்முறை உயர் அச்சுத் தரத் தேவைகள், சிக்கலான வடிவங்கள் மற்றும் பணக்கார வண்ணங்களைக் கொண்ட பெட்டிகளில் அச்சிடுவதற்கு ஏற்றது. எடுத்துக்காட்டாக, மென்மையான நகை வடிவங்கள், சிறந்த பிராண்ட் லோகோக்கள் அல்லது பணக்கார வண்ண சாய்வு விளைவுகளை அச்சிட வேண்டிய நகைப் பெட்டிகளுக்கு, UV ஆஃப்செட் அச்சிடுதல் என்பது வடிவத்தின் விவரங்கள் மற்றும் வண்ண அடுக்குகளை துல்லியமாக வழங்க முடியும், அச்சிடும் விளைவை யதார்த்தமாகவும் துடிப்பாகவும் ஆக்குகிறது, மேலும் பெட்டியில் ஒரு அழகான அமைப்பைச் சேர்க்கிறது. பட்டுத் திரை அச்சிடுதல் என்பது திரையின் மீது ஒரு ஸ்க்யூஜியை அழுத்தி மெஷ் வழியாக மையை அடி மூலக்கூறுக்கு மாற்றுவதை உள்ளடக்கியது, இது அசலுக்கு ஒத்த படத்தை உருவாக்குகிறது. மை அடுக்கு தடிமனாகவும், நல்ல கவரேஜ் மற்றும் முப்பரிமாண உணர்வுடனும் உள்ளது, மேலும் உலோக வடிவங்கள் மற்றும் உறைந்த உரை போன்ற ஒரு முக்கிய அமைப்பு மற்றும் முப்பரிமாண உணர்வு தேவைப்படும் வடிவங்களை அச்சிடுவதற்கு ஏற்றது. கூடுதலாக, பட்டுத் திரை அச்சிடுதல், பெட்டிக்கு ஒரு தனித்துவமான காட்சி விளைவை வழங்க, ஒளிரும் மைகள் மற்றும் ஒளிரும் மைகள் போன்ற சிறப்பு மைகளையும் பயன்படுத்தலாம். அச்சிடும் செயல்முறையைத் தேர்ந்தெடுக்கும்போது, பிளாஸ்டிக் பெட்டியின் வடிவமைப்புத் தேவைகள், அச்சிடப்பட்ட வடிவத்தின் பண்புகள் மற்றும் செலவு பட்ஜெட் போன்ற காரணிகளை விரிவாகக் கருத்தில் கொள்வது அவசியம், மிகவும் பொருத்தமான அச்சிடும் செயல்முறையைத் தீர்மானிக்க, அச்சிடும் விளைவு வாடிக்கையாளர்களின் தேவைகளைப் பூர்த்தி செய்ய முடியும் என்பதை உறுதிப்படுத்தவும், அதே நேரத்தில் பிளாஸ்டிக் பெட்டியின் ஒட்டுமொத்த தரம் மற்றும் சந்தை போட்டித்தன்மையை மேம்படுத்தவும்.
பிளாஸ்டிக் கீல் நகைப் பெட்டியின் மேற்பரப்பில் அச்சிடப்பட்ட வடிவத்தைப் பாதுகாக்கவும், பெட்டியின் நீடித்துழைப்பை மேம்படுத்தவும், பொதுவாக கீறல் எதிர்ப்பு சிகிச்சையைப் பயன்படுத்துவது அவசியம். கீறல் எதிர்ப்பு எண்ணெயைப் பயன்படுத்துவது ஒரு பொதுவான சிகிச்சை செயல்முறையாகும். கீறல் எதிர்ப்பு எண்ணெயைப் பயன்படுத்துவதன் முக்கிய செயல்பாடு, பெட்டியின் மேற்பரப்பில் ஒரு கடினமான, தேய்மான-எதிர்ப்பு பாதுகாப்பு படலத்தை உருவாக்குவதாகும், இது தினசரி பயன்பாடு மற்றும் போக்குவரத்தின் போது பெட்டி கீறல் அல்லது தேய்மானம் அடைவதை திறம்படத் தடுக்கிறது, இதன் மூலம் மேற்பரப்பு பூச்சு மற்றும் அச்சிடப்பட்ட வடிவத்தின் ஒருமைப்பாட்டைப் பராமரிக்கிறது. செயல்பாட்டின் போது, முதலில் பிளாஸ்டிக் பெட்டியின் மேற்பரப்பு சுத்தமாகவும், உலர்ந்ததாகவும், தூசி, எண்ணெய் மற்றும் பிற அசுத்தங்கள் இல்லாமல் இருப்பதை உறுதிசெய்து கொள்ளுங்கள், இதனால் கீறல்-எதிர்ப்பு எண்ணெயின் ஒட்டுதலைப் பாதிக்காது. பின்னர், கீறல்-எதிர்ப்பு எண்ணெயின் வகை மற்றும் பண்புகளின்படி, பொருத்தமான பூச்சு முறையைத் தேர்வு செய்யவும். பொதுவான பூச்சு முறைகளில் தெளித்தல், உருட்டுதல் மற்றும் ஷவர் செய்தல் ஆகியவை அடங்கும். தெளித்தல் பெட்டியின் மேற்பரப்பில் கீறல்-எதிர்ப்பு எண்ணெயை சமமாக விநியோகிக்க முடியும், ஒப்பீட்டளவில் சீரான பூச்சு தடிமன் உருவாக்குகிறது, மேலும் அதிக பூச்சு தரத் தேவைகள் கொண்ட பெட்டிகளுக்கு ஏற்றது. உருட்டுதல் செயல்பட எளிதானது மற்றும் மிகவும் திறமையானது, மேலும் பெட்டி மேற்பரப்பின் பெரிய பகுதிகளை பூசுவதற்கு ஏற்றது. பெருமளவில் உற்பத்தி செய்யப்படும் வழக்கமான வடிவங்களைக் கொண்ட பெட்டிகளுக்கு டிப்பிங் பொருத்தமானது, மேலும் பூச்சு செயல்பாட்டை விரைவாகவும் திறமையாகவும் முடிக்க முடியும். பூச்சு செயல்பாட்டின் போது, கீறல்-எதிர்ப்பு எண்ணெய் பூச்சுகளின் தடிமன் கண்டிப்பாக கட்டுப்படுத்தப்பட வேண்டும். பொதுவாக, 3-5μm பூச்சு தடிமன் பொருத்தமானது. மிகவும் மெல்லியதாக இருக்கும் பூச்சு தடிமன் நல்ல கீறல்-எதிர்ப்பு விளைவை அடையாமல் போகலாம், அதே நேரத்தில் மிகவும் தடிமனாக இருக்கும் பூச்சு தடிமன் பெட்டியின் மேற்பரப்பில் ஓட்டக் குறிகள் மற்றும் குமிழ்கள் போன்ற குறைபாடுகளை ஏற்படுத்தக்கூடும், இது பெட்டியின் தோற்றத் தரத்தை பாதிக்கும். பூச்சு முடிந்ததும், பெட்டியை உலர்த்தும் சாதனத்தில் வைக்கவும், கீறல்-எதிர்ப்பு எண்ணெயின் குணப்படுத்தும் நிலைமைகளுக்கு ஏற்ப பொருத்தமான உலர்த்துதல் மற்றும் குணப்படுத்தும் சிகிச்சையை மேற்கொள்ளவும், இதனால் பெட்டியின் மேற்பரப்பில் ஒரு உறுதியான பாதுகாப்பு படம் உருவாகிறது. பெட்டியை கீறல்-எதிர்ப்பு எண்ணெயுடன் சிகிச்சையளிப்பது பெட்டியின் கீறல் எதிர்ப்பை திறம்பட மேம்படுத்தலாம், அதன் சேவை வாழ்க்கையை நீட்டிக்கலாம், அதே நேரத்தில் தயாரிப்பின் அழகியல் மற்றும் மதிப்பை பராமரிக்கலாம்.

காகித லேமினேட்டிங் என்பது ஊசி வார்ப்பட அட்டைப்பெட்டியின் மேற்பரப்பில் வெட்டப்பட்ட காகிதத்தை ஒட்டுவதற்கான செயல்முறையாகும், மேலும் அதன் செயல்பாட்டு செயல்முறை மற்றும் பசை பயன்பாடு அட்டைப்பெட்டியின் தரம் மற்றும் தோற்றத்தில் முக்கிய தாக்கத்தை ஏற்படுத்துகிறது. லேமினேட் செய்வதற்கு முன், பசை பெட்டி மற்றும் காகிதத்தை முன்கூட்டியே சிகிச்சை செய்ய வேண்டும், இதனால் பசையின் ஒட்டுதலை மேம்படுத்த பசை பெட்டியின் மேற்பரப்பு சுத்தமாகவும், உலர்ந்ததாகவும், எண்ணெய், தூசி மற்றும் பிற அசுத்தங்கள் இல்லாமல் இருப்பதை உறுதி செய்ய வேண்டும்; காகிதத்தின் மேற்பரப்பு தட்டையாகவும் இருக்க வேண்டும், சுருக்கங்கள் இல்லாமல் இருக்க வேண்டும், தேவைப்பட்டால் காகிதத்தை தட்டையாகவும் செய்யலாம். பின்னர், சரியான பசையைத் தேர்வு செய்யவும், பொதுவான காகித லேமினேட்டிங் பசை வெள்ளை லேடெக்ஸ், சூடான உருகும் பசை போன்றவற்றைக் கொண்டுள்ளது. வெள்ளை லேடெக்ஸ் பிசின் அதிக பிசின் வலிமை, மிதமான உலர்த்தும் வேகம், சுற்றுச்சூழல் பாதுகாப்பு போன்ற நன்மைகளைக் கொண்டுள்ளது, இது பெரும்பாலான காகிதம் மற்றும் பிளாஸ்டிக் பொருள் லேமினேட்டிங்கிற்கு ஏற்றது; சூடான உருகும் பிசின் வேகமான குணப்படுத்தும் வேகம், பிசின் வலிமையைக் கொண்டுள்ளது, இது லேமினேட்டிங் செயல்முறையின் விரைவான முன்மாதிரி தேவையில் பொதுவாகப் பயன்படுத்தப்படுகிறது. பசை பயன்பாட்டில், பசையின் பண்புகள் மற்றும் காகித லேமினேட்டிங் தேவைகளுக்கு ஏற்ப, பசை பூச்சு மற்றும் பூச்சு முறையின் அளவைக் கட்டுப்படுத்தவும். பொதுவாக, ரோலர் பூச்சு, தெளித்தல் மற்றும் பசை பூச்சுக்கான பிற வழிகள், பசை பெட்டியின் மேற்பரப்பில் அல்லது காகிதத்தின் பின்புறத்தில் பசை சமமாக விநியோகிக்கப்படுவதை உறுதிசெய்யப் பயன்படுத்தப்படலாம். பூச்சுகளின் அளவு மிதமானதாக இருக்க வேண்டும், அதிகப்படியான பூச்சு பசை நிரம்பி வழியும், பெட்டியின் தோற்றத்தை பாதிக்கும், ஆனால் காகிதத்திற்கும் பெட்டிக்கும் இடையில் சீரற்ற பிணைப்பையும் ஏற்படுத்தக்கூடும்; மிகக் குறைந்த பூச்சு பிணைப்பு வலுவாக இல்லை என்பதற்கு வழிவகுக்கும், காகிதம் எளிதில் உதிர்ந்து விடும். அடுத்து, காகிதம் பெட்டியின் மேற்பரப்பில் துல்லியமாக லேமினேட் செய்யப்படுகிறது, அழுத்தும் உபகரணங்கள் அல்லது அழுத்துவதற்கான கை கருவிகளைப் பயன்படுத்தி, காகிதமும் பெட்டியும் நடுவில் காற்று குமிழ்களை அகற்ற இறுக்கமாக இணைக்கப்படுகின்றன. லேமினேஷன் செயல்பாட்டின் போது, காகித ஆஃப்செட் மற்றும் மடிப்புகள் போன்ற சிக்கல்களைத் தவிர்க்க காகிதத்தை தட்டையாகவும் துல்லியமாகவும் நிலைநிறுத்தவும் கவனமாக இருக்க வேண்டும். லேமினேஷன் முடிந்ததும், பசை பெட்டி நன்கு காற்றோட்டமான, பொருத்தமான வெப்பநிலை சூழலில் உலர்த்துவதற்கு வைக்கப்படும், இதனால் பசை முழுமையாக குணமாகும். உலர்த்தும் செயல்பாட்டில், வெளிப்புற சக்திகளால் பசை பெட்டி வெளியேற்றப்படுவதையோ அல்லது மோதுவதையோ தவிர்க்க, லேமினேட்டிங்கின் தரம் மற்றும் விளைவை பாதிக்காது. லேமினேட்டிங் செயல்முறை செயல்பாட்டின் கடுமையான கட்டுப்பாட்டின் மூலம், காகிதமும் பசை பெட்டியும் உறுதியாகப் பிணைக்கப்பட்டுள்ளதை உறுதிசெய்து, தோற்றம் தட்டையாகவும் அழகாகவும் இருப்பதையும், பசை பெட்டியின் ஒட்டுமொத்த தரத்தை மேம்படுத்துவதையும் உறுதிசெய்க.
வடிவமைக்கப்பட்ட வடிவம் மற்றும் அளவிற்கு ஏற்ப லேமினேட் செய்த பிறகு அட்டைப்பெட்டியை வெட்டுவது டை-கட்டிங் ஆகும், மேலும் அதன் துல்லியம் அட்டைப்பெட்டியின் மோல்டிங் தரத்தை நேரடியாக பாதிக்கிறது. டை-கட்டிங் செய்வதற்கு முன், அட்டைப்பெட்டியின் வடிவமைப்பு வரைபடங்களின்படி உயர்-துல்லியமான டை-கட்டிங் பிளேட் செய்யப்பட வேண்டும். டை-கட்டிங் கத்தி தட்டின் வடிவமைப்பு பெட்டியின் வடிவம் மற்றும் அளவுடன் முற்றிலும் ஒத்துப்போக வேண்டும், மேலும் கத்தி தட்டின் கோடுகள் மென்மையாகவும் துல்லியமாகவும் இருக்க வேண்டும், இதனால் பர்ர்கள், விலகல்கள் மற்றும் பிற சிக்கல்கள் தவிர்க்கப்படும். அதே நேரத்தில், டை-கட்டிங் கத்தியின் நம்பகமான தரத்தைத் தேர்வுசெய்ய, கத்தியின் கூர்மை மற்றும் ஆயுள் டை-கட்டிங்கின் விளைவு மற்றும் செயல்திறனை நேரடியாக பாதிக்கிறது. டை-கட்டிங் செயல்பாட்டில், லேமினேட்டிங் அட்டைப்பெட்டி டை-கட்டிங் இயந்திரத்தில் வைக்கப்படுகிறது, டை-கட்டிங் செயல்முறை நிலையானதாகவும் துல்லியமாகவும் இருப்பதை உறுதிசெய்ய, அழுத்தம், வேகம் போன்ற டை-கட்டிங் இயந்திரத்தின் அளவுருக்களை சரிசெய்யவும். அதிக அழுத்தம் பெட்டியின் சிதைவு மற்றும் சிதைவுக்கு வழிவகுக்கும், மிகக் குறைந்த அழுத்தம் டை-கட்டிங் முழுமையடையாது; மிக வேகமான வேகம் டை-கட்டிங்கின் துல்லியத்தை பாதிக்கலாம், மிகக் குறைந்த வேகம் உற்பத்தி செயல்திறனைக் குறைக்கும். பொதுவாக, பெட்டியின் பொருள் மற்றும் தடிமனுக்கு ஏற்ப டை-கட்டிங் அழுத்தத்தை சரிசெய்ய வேண்டும், தடிமனான பெட்டிகளுக்கு, டை-கட்டிங் அழுத்தத்தை சரியான முறையில் அதிகரிக்க வேண்டும்; டை-கட்டிங்கின் தரம் மற்றும் உற்பத்தி செயல்திறனின் சமநிலையை உறுதி செய்ய டை-கட்டிங் வேகத்தை நியாயமான வரம்பிற்குள் கட்டுப்படுத்த வேண்டும். டை கட்டிங் முடிந்தது, பெட்டி சில அதிகப்படியான கழிவுகளில் விடப்படும், கழிவுகளை அகற்ற சுத்தம் செய்ய வேண்டும். கழிவுகளை அகற்றும் போது, பெட்டியின் விளிம்புகள் மற்றும் மேற்பரப்புகளுக்கு சேதம் ஏற்படாமல் கவனமாக இருங்கள், பெட்டியின் ஒருமைப்பாடு மற்றும் அழகியலை உறுதி செய்யுங்கள். கழிவுகளை அகற்றுவதற்கான கையேடு அல்லது இயந்திர வழியை நீங்கள் பயன்படுத்தலாம், கையேடு கழிவுகளை அகற்றுவது சிறிய தொகுதி உற்பத்திக்கு ஏற்றது அல்லது கழிவுகளை அகற்றுவதற்கான உயர் துல்லியத் தேவைகள், கழிவுகளை இன்னும் விரிவாக அகற்றுவது; இயந்திர கழிவுகளை அகற்றுவது வெகுஜன உற்பத்திக்கு ஏற்றது, அதிக செயல்திறன் கொண்டது, ஆனால் கழிவுகளை அகற்றுவதன் விளைவை உறுதி செய்ய உபகரணங்களின் சரிசெய்தல் மற்றும் செயல்பாட்டில் கவனம் செலுத்த வேண்டும். டை-கட்டிங் மற்றும் கழிவுகளை அகற்றுவதை கண்டிப்பாக கட்டுப்படுத்துவதன் மூலம், அட்டைப்பெட்டியின் வடிவம் மற்றும் அளவு துல்லியமாக இருப்பதை உறுதிசெய்கிறது, அடுத்தடுத்த அசெம்பிளி மற்றும் பயன்பாட்டிற்கு ஒரு நல்ல அடித்தளத்தை வழங்குகிறது.
பிளாஸ்டிக் கீல் நகைப் பெட்டி மோல்டிங் மற்றும் அசெம்பிளியில் பிணைப்பு மற்றும் அடிப்பகுதி ஒரு முக்கிய பகுதியாகும், இது பெட்டியின் கட்டமைப்பு நிலைத்தன்மை மற்றும் செயல்பாட்டை நேரடியாக பாதிக்கிறது. ஒட்டுதல் செயல்பாட்டில், பெட்டியின் பக்கவாட்டு, மடல் போன்ற ஒட்ட வேண்டிய பகுதிகளுக்கு, முதலில் பொருத்தமான அளவு பசை பயன்படுத்தப்பட வேண்டும். பசை நல்ல பிசின் வலிமை மற்றும் நீடித்து உழைக்கும் தன்மையைக் கொண்டிருப்பதை உறுதிசெய்ய, பசை பெட்டியின் பொருள் மற்றும் பயன்பாட்டு சூழலுக்கு ஏற்ப பசையைத் தேர்வு செய்ய வேண்டும். பசையைப் பயன்படுத்தும்போது, அதிகப்படியான பசை நிரம்பி வழிந்து பெட்டியின் மேற்பரப்பை மாசுபடுத்தும் அல்லது மிகக் குறைந்த பசை பலவீனமான பிணைப்புக்கு வழிவகுக்கும் சூழ்நிலையைத் தவிர்க்க அது சமமாகவும் பொருத்தமான அளவிலும் இருக்க வேண்டும்.
பசையைப் பயன்படுத்திய பிறகு, இணைக்கப்பட வேண்டிய பாகங்களை துல்லியமாக சீரமைக்கவும், ஜிக்சாக்கள் அல்லது கைமுறை அழுத்தத்தைப் பயன்படுத்தி சரிசெய்யவும், இதனால் பசை பிணைப்பு விளைவுக்கு முழு பங்களிப்பை அளிக்கிறது, மேலும் பசை கெட்டியாகும் வரை காத்திருக்கவும்.
பிளாஸ்டிக் கீல் நகைப் பெட்டியின் அளவிலான உற்பத்தி முறையில், தானியங்கி பெட்டி மடக்கு இயந்திரம், அறிவார்ந்த உற்பத்தியின் முக்கிய மையமாக, உற்பத்தி திறன் மற்றும் தயாரிப்பு தரத்தில் இரு பரிமாண பாய்ச்சலை உணர, தொழில்துறை 4.0 தொழில்நுட்ப கட்டமைப்பை நம்பியுள்ளது, மேலும் நவீன மற்றும் அறிவார்ந்த உற்பத்தி முன்னுதாரணத்தை உருவாக்குகிறது.
பொருள் ஏற்றுதல் செயல்பாட்டில், தானியங்கி அட்டைப்பெட்டி இயந்திரம் இயந்திர பார்வை அங்கீகாரம் மற்றும் ஆறு-அச்சு ரோபோடிக் கை ஒருங்கிணைப்பு ஆகியவற்றின் அடிப்படையில் ஒரு தானியங்கி ஏற்றுதல் அமைப்பை ஒருங்கிணைக்கிறது. இந்த அமைப்பு உயர் தெளிவுத்திறன் கொண்ட CCD கேமராக்களின் உதவியுடன் வார்ப்பட அட்டைப்பெட்டி பாகங்களின் நிகழ்நேர படங்களைப் பிடிக்கிறது, மேலும் மேம்பட்ட பட அங்கீகார வழிமுறைகள் மூலம், இது மில்லி விநாடிகளுக்குள் பாகங்களின் நிலை, அணுகுமுறை மற்றும் மாதிரித் தகவலை துல்லியமாக அடையாளம் காண முடியும். அங்கீகார முடிவுகளின் அடிப்படையில், ஆறு-அச்சு ரோபோடிக் கை பல டிகிரி சுதந்திரத்தின் நெகிழ்வான இயக்க பண்புகளின் மூலம் ±0.1 மிமீ பிடிப்பு துல்லியத்துடன் பாகங்களின் துல்லியமான பிடிப்பு மற்றும் நிலைப்பாட்டை உணர்கிறது, பாகங்கள் பூஜ்ஜிய விலகலுடன் அடுத்தடுத்த செயல்முறையில் நுழைவதை உறுதி செய்கிறது.
ஒட்டுதல் செயல்முறையில் நுழையும் தானியங்கி அட்டைப்பெட்டி மடக்குதல் இயந்திரம் மூடிய-லூப் கட்டுப்பாட்டை அடிப்படையாகக் கொண்ட உயர்-துல்லிய ஒட்டுதல் அமைப்பைக் கொண்டுள்ளது. இந்த அமைப்பு அழுத்த உணரிகள், ஓட்ட உணரிகள் மற்றும் வெப்பநிலை உணரிகள் மூலம் பசையின் நிகழ்நேர ஓட்டம், அழுத்தம் மற்றும் வெப்பநிலையைக் கண்காணிக்கிறது. கண்காணிப்புத் தரவின் அடிப்படையில், ஒட்டும் அளவின் கட்டுப்பாட்டு துல்லியம் ±0.01 கிராம் அடையும் என்பதையும், ஒட்டுதல் வேகத்தின் ஏற்ற இறக்க வரம்பு ±1மிமீ/வி வேகத்தில் கட்டுப்படுத்தப்படுவதையும் உறுதிசெய்ய, ஒட்டும் கருவியின் டிரைவ் மோட்டார், பிரஷர் பம்ப் மற்றும் பிற ஆக்சுவேட்டர்களை துல்லியமாக ஒழுங்குபடுத்த PID கட்டுப்பாட்டு வழிமுறை பயன்படுத்தப்படுகிறது. இது வெவ்வேறு பசை பண்புகள் (எ.கா., பாகுத்தன்மை, குணப்படுத்தும் வேகம்) மற்றும் பெட்டிப் பொருட்களின் (எ.கா., PP, PS, ABS, முதலியன) நிலைமைகளின் கீழ் சீரான மற்றும் நிலையான பசை பயன்பாட்டை அடையவும் உயர்தர ஒட்டுதலை வழங்கவும் உதவுகிறது. பசை சமமாகவும் நிலையானதாகவும் பயன்படுத்தப்படுகிறது, இது உயர்தர பிணைப்புக்கான நம்பகமான உத்தரவாதத்தை வழங்குகிறது.
மடிப்பு மற்றும் அசெம்பிள் செயல்முறை என்பது தானியங்கி அட்டைப்பெட்டி மடக்கு இயந்திரத்தின் முக்கிய செயல்முறையாகும், இது பல-அச்சு இணைப்பு ரோபோடிக் கை மற்றும் உயர்-துல்லிய அச்சு ஆகியவற்றின் கூட்டுறவு செயல்பாட்டு முறையை ஏற்றுக்கொள்கிறது. பல-அச்சு இணைப்பு ரோபோ கை அதிவேக, உயர்-துல்லிய இயக்க செயல்திறனைக் கொண்டுள்ளது, மீண்டும் மீண்டும் செய்யக்கூடிய நிலைப்படுத்தல் துல்லியம் ±0.05 மிமீ, மேலும் முன்னமைக்கப்பட்ட முப்பரிமாண இயக்கப் பாதையின்படி அட்டைப்பெட்டி பாகங்களை துல்லியமான வரிசையிலும் கோணத்திலும் மடித்து இணைக்க முடியும். இதற்கிடையில், லேசர் தூர அளவீடு மற்றும் கொள்ளளவு இடப்பெயர்ச்சி சென்சார் அடிப்படையிலான உயர்-துல்லிய நிலைப்படுத்தல் அமைப்பு மற்றும் தகவமைப்பு கட்டுப்பாட்டு செயல்பாட்டைக் கொண்ட அழுத்தக் கட்டுப்பாட்டு அமைப்புடன், கூறுகளுக்கு இடையிலான ஒப்பீட்டு நிலை மற்றும் அழுத்த மாற்றங்கள் அசெம்பிளி செயல்பாட்டின் போது நிகழ்நேரத்தில் கண்காணிக்கப்படுகின்றன, கூறுகள் இறுக்கமாக இணைக்கப்பட்டுள்ளதா என்பதை உறுதிசெய்கின்றன, மேலும் பரிமாண துல்லியம் ±0.2 மிமீக்குள் கட்டுப்படுத்தப்படுகிறது, இது உயர்-துல்லிய சட்டசபையின் தேவைகளைப் பூர்த்தி செய்யும்.
முடிக்கப்பட்ட தயாரிப்பு வெளியீட்டு கட்டத்தில், கூடியிருந்த பெட்டிகள் முதலில் இயந்திர பார்வை மற்றும் செயற்கை நுண்ணறிவு வழிமுறைகளின் அடிப்படையில் தர ஆய்வு அமைப்பிற்குள் நுழைகின்றன. இந்த அமைப்பு பல-பார்வை உயர்-வரையறை கேமராக்கள் மூலம் பெட்டியின் தோற்றம், அளவு மற்றும் ஒட்டும் தரம் குறித்து முழு அளவிலான ஆய்வை மேற்கொள்கிறது, மேலும் சேகரிக்கப்பட்ட படத் தரவை ஆழமான கற்றல் வழிமுறைகள் மூலம் பகுப்பாய்வு செய்து செயலாக்குகிறது, இது பசை வழிதல், பாகங்களின் தவறான சீரமைப்பு, மேற்பரப்பு குறைபாடுகள் போன்ற அனைத்து வகையான தரக் குறைபாடுகளையும் விரைவாகவும் துல்லியமாகவும் அடையாளம் காண முடியும். உற்பத்தி செயல்முறையின் தடையற்ற ஒருங்கிணைப்பை உணர்ந்து, தகுதிவாய்ந்த பெட்டிகள் தானியங்கி கன்வேயர் மூலம் அடுத்த பேக்கேஜிங் செயல்முறைக்கு தானாகவே கொண்டு செல்லப்படுகின்றன.
தானியங்கி நகைப் பெட்டி மடக்கு இயந்திரம் தொழில்துறை ஈதர்நெட்டை அடிப்படையாகக் கொண்ட ஒரு விநியோகிக்கப்பட்ட கட்டுப்பாட்டு அமைப்பைக் கொண்டுள்ளது, உயர் செயல்திறன் கொண்ட PLC மையக் கட்டுப்பாட்டு அலகாக உள்ளது, இது உபகரணங்களின் ஒவ்வொரு ஆக்சுவேட்டரின் நிகழ்நேர மற்றும் துல்லியமான கட்டுப்பாட்டை உணர்கிறது. இந்த அமைப்பு வலுவான கணினி மற்றும் தரவு செயலாக்க திறன்களைக் கொண்டுள்ளது, மேலும் பல்வேறு வகையான சென்சார் தரவுகளின் சேகரிப்பு, பகுப்பாய்வு மற்றும் செயலாக்கத்தை மைக்ரோ விநாடிகளில் முடிக்க முடியும், மேலும் முன்னமைக்கப்பட்ட உற்பத்தி செயல்முறை அளவுருக்களின்படி, உற்பத்தி செயல்முறையின் திறமையான மற்றும் நிலையான செயல்பாட்டை உறுதிசெய்ய பசை, மடிப்பு கோணம், அழுத்தம் மற்றும் பிற முக்கிய செயல்முறை அளவுருக்களின் அளவை தானாகவே சரிசெய்ய முடியும். அதே நேரத்தில், நிறுவன MES அமைப்புடன் தடையற்ற இணைப்பு மூலம், உற்பத்தித் தரவை நிகழ்நேர பதிவேற்றம் மற்றும் பகிர்வதை உணர முடியும், இது நிறுவனத்தின் உற்பத்தி மேலாண்மை மற்றும் முடிவெடுப்பதற்கான சக்திவாய்ந்த தரவு ஆதரவை வழங்குகிறது. ரிச்பேக் தானியங்கி அட்டைப்பெட்டி மடக்கு இயந்திரம் உயர்-வலிமை கொண்ட அலாய் ஸ்டீலை முக்கிய கட்டமைப்புப் பொருளாக ஏற்றுக்கொள்கிறது, மேலும் வரையறுக்கப்பட்ட உறுப்பு பகுப்பாய்வு மூலம் மேம்படுத்தப்பட்டு வடிவமைக்கப்பட்டுள்ளது, இது அதிவேக மற்றும் கனரக-கடமை செயல்பாட்டு நிலைமைகளில் உபகரணங்களின் கட்டமைப்பு நிலைத்தன்மையை உறுதி செய்கிறது. கை மூட்டுகள், வழிகாட்டி தண்டவாளங்கள், திருகுகள் போன்ற முக்கிய நகரும் பாகங்கள், உயர் துல்லியமான பந்து திருகுகள், நேரியல் வழிகாட்டி தண்டவாளங்கள் மற்றும் சர்வோ மோட்டார்களை ஏற்றுக்கொள்கின்றன, இவை மேம்பட்ட உயவு மற்றும் சீல் தொழில்நுட்பத்துடன் சேர்ந்து, உபகரணங்களின் தேய்மானம் மற்றும் ஆற்றல் நுகர்வை திறம்பட குறைக்கும், மேலும் உபகரணங்களின் இயக்க திறன் மற்றும் சேவை வாழ்க்கையை மேம்படுத்தும்.
பிளாஸ்டிக் கீல் நகை பெட்டி உற்பத்தியில் தானியங்கி பெட்டி மடக்கு இயந்திரம் குறிப்பிடத்தக்க தொழில்நுட்ப நன்மைகளைக் காட்டுகிறது. உற்பத்தித் திறனைப் பொறுத்தவரை, அதன் அதிகபட்ச திறன் ஒரு மணி நேரத்திற்கு 1000 - 1500 பிளாஸ்டிக் பெட்டிகளை எட்டும், பாரம்பரிய கையேடு பெட்டி மடக்கு முறையுடன் ஒப்பிடும்போது, பெரிய அளவிலான, உயர் திறன் கொண்ட உற்பத்தியின் தேவைகளை முழுமையாக பூர்த்தி செய்ய செயல்திறன் 5 - 8 மடங்கு அதிகரித்துள்ளது. தயாரிப்பு தரக் கட்டுப்பாட்டைப் பொறுத்தவரை, உயர் துல்லியமான தானியங்கி அசெம்பிளி மற்றும் ஆய்வு அமைப்புடன், தயாரிப்புகளின் தேர்ச்சி விகிதம் 98% க்கும் அதிகமாக அடையலாம், இது கையேடு பிழைகளால் ஏற்படும் குறைபாடுள்ள தயாரிப்புகளின் விகிதத்தை திறம்படக் குறைக்கிறது. செலவுக் கட்டுப்பாட்டுக் கண்ணோட்டத்தில், தானியங்கி அட்டைப்பெட்டி மடக்கு இயந்திரத்தின் பயன்பாடு உழைப்பு உள்ளீட்டைக் கணிசமாகக் குறைக்கிறது, அதே நேரத்தில், துல்லியமான செயல்முறை கட்டுப்பாடு மூலம், மூலப்பொருட்களின் பயன்பாட்டை மேம்படுத்துகிறது மற்றும் உற்பத்தி செலவைக் குறைக்கிறது. கூடுதலாக, உபகரணங்கள் மென்பொருள் நிரலாக்கம் மற்றும் அளவுரு சரிசெய்தல் மூலம் அதிக அளவு நெகிழ்வுத்தன்மை மற்றும் விரிவாக்கத்தைக் கொண்டுள்ளன, நிறுவனத்தின் தயாரிப்பு கண்டுபிடிப்பு மற்றும் சந்தை விரிவாக்கத்திற்காக, வலுவான ஆதரவை வழங்குவதற்காக, வெவ்வேறு பெட்டி வடிவமைப்பு மற்றும் உற்பத்தித் தேவைகளுக்கு விரைவாக மாற்றியமைக்க முடியும்.
கீல் நிறுவுதல் என்பது பிளாஸ்டிக் கீல் நகைப் பெட்டியின் திறப்பு மற்றும் மூடும் வசதி மற்றும் சேவை வாழ்க்கையை பாதிக்கும் ஒரு முக்கிய படியாகும். நகைப் பெட்டியின் வடிவமைப்பின் படி, கீல் வகை மற்றும் விவரக்குறிப்பு நியாயமான முறையில் தேர்ந்தெடுக்கப்பட வேண்டும். அடிப்படை திறப்பு மற்றும் மூடும் செயல்பாட்டை உணர வழக்கமான நகைப் பெட்டிகளுக்கு சாதாரண கீல்கள் பொருத்தமானவை; தானியங்கி மூடும் பண்புகளைக் கொண்ட வசந்த கீல்கள் பொதுவாகத் திறப்பு மற்றும் மூடும் வசதிக்கான அதிக தேவைகளைக் கொண்ட நகைப் பெட்டிகளில் பயன்படுத்தப்படுகின்றன.
கீலை நிறுவும் போது, ரிச்பேக் தொழிலாளர்கள் முதலில் தானியங்கி பஞ்சிங் கருவிகளைப் பயன்படுத்தி பெட்டியின் தொடர்புடைய நிலையில் உள்ள துளைகளைத் துல்லியமாகக் கண்டுபிடித்து கட்டுப்படுத்தி, கீலின் துல்லியமான நிறுவலை உறுதி செய்கிறார்கள். பின்னர், தளர்வதைத் தடுக்க ரப்பர் பெட்டியின் ஒரு பக்கத்தில் கீலின் ஒரு முனையை உறுதியாகப் பாதுகாக்க திருகுகள் அல்லது பசையைப் பயன்படுத்தவும். நிறுவல் முடிந்ததும், பசை பெட்டி திறப்பு மற்றும் மூடுதலின் மென்மையையும் கீல் சுழற்சியின் நெகிழ்வுத்தன்மையையும் சரிபார்க்கவும், அசாதாரண சூழ்நிலையை சரியான நேரத்தில் சரிசெய்யவும் கீல் கவனமாக பிழைத்திருத்தம் செய்யப்படுகிறது.
குமிழி சுருக்கத்தின் நோக்கம், பெட்டியின் உள் அமைப்பு இறுக்கமாகவும், அசெம்பிளிக்குப் பிறகு குமிழிகள் மற்றும் வெற்றிடங்கள் இல்லாமல் இருப்பதை உறுதி செய்வதாகும், இதனால் ஒட்டுமொத்த வலிமை மற்றும் நிலைத்தன்மையை மேம்படுத்த முடியும். சூடான உருகும் பிசின் மூலம் பிணைக்கப்பட்ட பெட்டிகளுக்கு, குமிழி சுருக்கத்திற்கு ஒரு சூடான அழுத்தி பயன்படுத்தப்படுகிறது. வெப்பநிலை, அழுத்தம் மற்றும் நேரத்தை துல்லியமாக கட்டுப்படுத்துவதன் மூலம், சூடான அழுத்தி பொருத்தமான வெப்பநிலையின் கீழ் பசையை மீண்டும் உருகச் செய்யலாம், காற்று குமிழ்களை நிரப்பலாம் மற்றும் பிசின் வலிமையை அதிகரிக்கலாம், அதே நேரத்தில், முறையற்ற வெப்பநிலை மற்றும் அழுத்தத்தால் ஏற்படும் பெட்டியின் சிதைவைத் தவிர்க்கலாம்.
சூடாக்கத் தேவையில்லாத பிற பசைகள் அல்லது பெட்டிகளைப் பயன்படுத்துவதற்கு, பாகங்கள் இறுக்கமாகப் பொருந்துமாறு உள் காற்று குமிழ்களை அழுத்துவதற்கு அழுத்தம் கொடுக்க குளிர் அழுத்தி பயன்படுத்தப்படுகிறது. அழுத்த குமிழி சுருக்கம் முடிந்ததும், உட்புறம் இறுக்கமாகவும் மேற்பரப்பு தட்டையாகவும் இருப்பதை உறுதிசெய்ய பெட்டியை முழுமையாகச் சரிபார்க்கவும்.
பெட்டியின் அசெம்பிளி முடிந்ததும், தோற்றத்தின் தரத்தை உறுதி செய்வதற்கு சுத்தம் செய்யும் செயல்முறை ஒரு முக்கிய பகுதியாகும். ஏனெனில் உற்பத்தி செயல்பாட்டின் போது பெட்டியின் மேற்பரப்பு தூசி, எண்ணெய் மற்றும் பிற அசுத்தங்களால் எளிதில் மாசுபடுகிறது, இது தோற்றத்தையும் தரத்தையும் பாதிக்கிறது. மென்மையான தூசி இல்லாத துணி அல்லது கடற்பாசியைப் பயன்படுத்தி, பொருத்தமான அளவு சோப்பு நீரில் நனைத்து, பெட்டியின் மேற்பரப்பை மெதுவாக துடைக்கவும், துடைக்கும் வலிமையைக் கட்டுப்படுத்தவும், கீறல்களைத் தடுக்கவும். பிடிவாதமான கறைகளுக்கு, பெட்டியின் பொருள் சேதமடையாமல் இருப்பதை உறுதிசெய்ய ஒரு சிறப்பு கிளீனரைப் பயன்படுத்தவும்.

துடைத்த பிறகு, மேற்பரப்பை சுத்தமான, தூசி இல்லாத துணியால் உலர்த்தவும், இதனால் மீதமுள்ள துப்புரவாளர் மற்றும் ஈரப்பதம் நீக்கப்படும். அதே நேரத்தில், பெட்டியின் உள்ளே இருக்கும் தூசி அசுத்தங்களை சுத்தம் செய்ய வெற்றிட கிளீனரைப் பயன்படுத்துவது உள் தூய்மையை உறுதி செய்யும். இறுதியாக, சுத்தம் செய்யப்பட்ட பெட்டி லேபிள் செய்யப்பட்டு, அடுத்தடுத்த கட்டங்களுக்குள் நுழைய பேக் செய்யப்படுகிறது.
அட்டைப்பெட்டி சுத்தம் செய்யப்பட்டு தொகுக்கப்பட்ட பிறகு, அது தரமான மாதிரி செயல்முறைக்குள் நுழையும். நிறுவப்பட்ட மாதிரி விகிதத்தின்படி, ஒவ்வொரு தொகுதியிலிருந்தும் ஒரு குறிப்பிட்ட எண்ணிக்கையிலான பெட்டிகள் சீரற்ற முறையில் தேர்ந்தெடுக்கப்படுகின்றன. தேய்த்தல் கறைகள் கசிவு இல்லை, கீறல்கள் எதுவும் சேர்க்கப்படவில்லை என்பதை உறுதிசெய்ய, தோற்றத்தின் இரண்டாவது சரிபார்ப்பு மட்டுமல்லாமல்; பரிமாண துல்லியத்தை மீண்டும் உறுதிப்படுத்த, பெட்டியின் நீளம், அகலம் மற்றும் உயரம், கீல் துளைகள் மற்றும் கீலின் பிற முக்கிய பரிமாணங்களைக் கண்டறிய, ஆயத்தொலைவு அளவீட்டு இயந்திரம் போன்ற உயர்-துல்லிய அளவீட்டு கருவிகளைப் பயன்படுத்துதல், அனுமதிக்கப்பட்ட பிழை மிகச் சிறிய வரம்பில் கட்டுப்படுத்தப்படுகிறது, இதனால் தயாரிப்பு வடிவமைப்பு வரைபடங்களுடன் முழுமையாக ஒத்துப்போகிறது. கீலின் திறப்பு மற்றும் மூடுதல் செயல்திறனுக்காக, உருவகப்படுத்தப்பட்ட திறப்பு மற்றும் மூடுதல் சோதனைகள் நடத்தப்படுகின்றன, மேலும் நீண்ட கால பயன்பாட்டில் கீல் சீராக இருப்பதை உறுதிசெய்ய, தயாரிப்பு தரநிலைகளின்படி சோதனைகளின் எண்ணிக்கை அமைக்கப்படுகிறது, எந்தப் பிடிப்பு மற்றும் தளர்வு நிகழ்வும் இல்லாமல். பசை பெட்டியின் சூடான மற்றும் குளிர் அழுத்த சிகிச்சைக்கு, மாதிரி அழிவு சோதனை, பசையின் பிசின் வலிமை தரநிலையாக உள்ளதா என்பதைத் தீர்மானிக்க, உள் கட்டமைப்பின் உறுதியைச் சரிபார்க்கவும். தகுதியற்ற தயாரிப்புகள் கண்டறியப்பட்டவுடன், உடனடியாக உற்பத்தி இணைப்பைக் கண்டுபிடித்து, சிக்கலின் மூல காரணத்தை ஆராய்ந்து, முழுத் தொகுப்பின் தயாரிப்பு தரத்தின் நிலைத்தன்மையை உறுதிசெய்ய சரியான நடவடிக்கைகளை எடுக்கவும்.
தர மாதிரி சோதனையில் தேர்ச்சி பெறும் பெட்டிகள் பேக்கேஜிங் மற்றும் சேமிப்பு செயல்முறையில் நுழைகின்றன. அட்டைப்பெட்டியின் அளவு, வடிவம் மற்றும் அளவு ஆகியவற்றின் படி, நெளி அட்டைப் பெட்டிகள், பிளாஸ்டிக் பெட்டிகள் போன்ற பொருத்தமான வெளிப்புற பேக்கேஜிங் பொருட்களைத் தேர்ந்தெடுக்கவும்.

பேக்கேஜிங் செயல்பாட்டின் போது, போக்குவரத்து மற்றும் சேமிப்பின் போது மோதல் மற்றும் வெளியேற்றத்தால் ஏற்படும் சேதத்திலிருந்து அட்டைப்பெட்டிகளைப் பாதுகாக்க நுரை பலகை, குமிழி உறை போன்ற இடையகப் பொருட்கள் பயன்படுத்தப்படுகின்றன. ஒவ்வொரு வெளிப்புறப் பொட்டலத்திலும் தயாரிப்பு அடையாளம் மற்றும் கண்டறியும் தன்மையை எளிதாக்கும் வகையில் தயாரிப்பு பெயர், விவரக்குறிப்புகள், அளவு, உற்பத்தி தேதி, தொகுதி எண் மற்றும் பிற தகவல்கள் தெளிவாக லேபிளிடப்பட வேண்டும். வகைக்கு ஏற்ப முடிக்கப்பட்ட தயாரிப்புகளை பேக்கேஜிங் செய்தல், கிடங்கின் நியமிக்கப்பட்ட பகுதியில் தொகுப்பை அழகாக அடுக்கி வைத்தல், முதலில் உள்ளே வெளியே செல்லும் மேலாண்மை கொள்கையைப் பின்பற்றுதல். கிடங்கை உலர்வாகவும் காற்றோட்டமாகவும் வைத்திருக்க வேண்டும், மேலும் அட்டைப்பெட்டியின் தரத்தை பாதிக்கும் சுற்றுச்சூழல் காரணிகளைத் தவிர்க்க வெப்பநிலை மற்றும் ஈரப்பதம் நன்கு கட்டுப்படுத்தப்பட வேண்டும். அதே நேரத்தில், துல்லியமான தரவு ஆதரவை வழங்க உற்பத்தி திட்டமிடல் மற்றும் விற்பனை விநியோகத்திற்காக ஒரு சரியான சரக்கு மேலாண்மை அமைப்பை நிறுவுதல், சரக்கு அளவுகளை நிகழ்நேரத்தில் கண்காணித்தல்.
பெட்டியின் மேல் அட்டையின் அளவு கீழ் அட்டையை விட சற்று பெரியது, நீளம் மற்றும் அகலம் இடையே உள்ள வேறுபாடு 3-5 மிமீ, உயரம் இடையே உள்ள வேறுபாடு 5-10 மிமீ; புத்தக வகை பெட்டியின் வெளிப்புற ஓடு உள் பெட்டியை விட 5-8 மிமீ நீளமாகவும், உள் பெட்டியை விட 3-5 மிமீ அகலமாகவும் உள்ளது; உள் பெட்டிக்கும் டிராயர் பெட்டியின் வெளிப்புற பெட்டிக்கும் இடையிலான இடைவெளி ஒரு பக்கத்தில் 1-2 மிமீ ஆகும்.
காகிதப் பெட்டிகளின் விளிம்புகள் மற்றும் மூலைகளில் வலுவூட்டல் அல்லது வலுவூட்டல் கட்டமைப்பை வடிவமைக்கவும், எடுத்துக்காட்டாக வானம் மற்றும் பூமிப் பெட்டிகளின் விளிம்புகளில் அட்டையைச் சேர்ப்பது, புத்தக வகைப் பெட்டிகளின் மூலைகளில் வலுவூட்டல் இணைப்புகளைப் பயன்படுத்துவது; மடிப்புக் கோடுகள் தெளிவாக இருப்பதையும், இணைப்புப் பகுதிகளில் உள்ள பசை சமமாக பூசப்பட்டிருப்பதையும் உறுதிசெய்யவும்; மேலும் நகைகளின் எடையின் பரவல் மற்றும் ஈர்ப்பு மையத்தின் நிலையைக் கருத்தில் கொண்டு, பெரிய அளவிலான அல்லது அதிக எடை கொண்ட நகைக் காகிதப் பெட்டிகளுக்கான ஆதரவு அமைப்பை அதிகரிக்கவும்.
காகித எடை 250 – 400g/m², நல்ல தட்டையானது, 85% க்கும் அதிகமான வெண்மை மற்றும் சீரானது; சாம்பல் பலகை தடிமன் 1 – 3 மிமீ, அதிக கடினத்தன்மை, சுற்றுச்சூழல் தரநிலைகளுக்கு ஏற்ப, மறுசுழற்சி செய்யக்கூடிய மற்றும் மாசுபடுத்தாத மூலப்பொருட்களைப் பயன்படுத்துதல்.
வண்ண துல்லியம் Pantone வண்ண அட்டை மூலம் அளவீடு செய்யப்படுகிறது, பெரிய வண்ணப் பிழை ΔE ≤ 3, சிறிய வண்ணம் ΔE ≤ 5; வடிவ விளிம்புகள் தெளிவாகவும் பேய்கள் இல்லாமல் உள்ளன, உயர் தெளிவுத்திறன் படங்கள் மற்றும் மேம்பட்ட தொழில்நுட்பத்துடன் தட்டு உருவாக்கம், அச்சிடும் போது அழுத்தம் மற்றும் மை பரிமாற்ற அளவைக் கட்டுப்படுத்துதல்.
ஊசி வெப்பநிலை பொருளைப் பொறுத்தது, எடுத்துக்காட்டாக PET பீப்பாய் முன் பகுதி 250 - 280℃, நடுத்தர பகுதி 260 - 290℃, பின்புற பகுதி 240 - 260℃; ஊசி அழுத்தம் 50 - 120MPa, வைத்திருக்கும் அழுத்தம் ஊசி அழுத்தத்தில் 30% - 60%; ஊசி நேரம் 3 - 10 வினாடிகள், வைத்திருக்கும் நேரம் 5 - 15 வினாடிகள், குளிரூட்டும் நேரம் 10 - 30 வினாடிகள்.
அச்சு குழி மற்றும் மைய அளவு சகிப்புத்தன்மை ± 0.05 மிமீ அல்லது அதற்கும் குறைவாக, மேற்பரப்பு கடினத்தன்மை Ra 0.8μm அல்லது அதற்கும் குறைவாக, பிரிக்கும் மேற்பரப்பு தட்டையானது மற்றும் நெருக்கமாக உள்ளது; உயர்தர அச்சு எஃகு, வழக்கமான சுத்தம், ஆய்வு, பராமரிப்பு மற்றும் உயவு ஆகியவற்றைப் பயன்படுத்தவும்.
துல்லியமான அச்சிடும் நிறம், முக்கிய நிற நிற வேறுபாடு ΔE ≤ 3, இரண்டாம் நிலை நிறம் ΔE ≤ 5, பேய் படாத தெளிவான வடிவங்கள்; கீறல் எதிர்ப்பு சிகிச்சை தேய்மானத்தை எதிர்க்கும், தோற்றத்தில் எந்த குறைபாடுகளும் இல்லை, மேலும் கீறல் எதிர்ப்பு அடுக்கு சமமாகவும் உறுதியாகவும் உள்ளது.
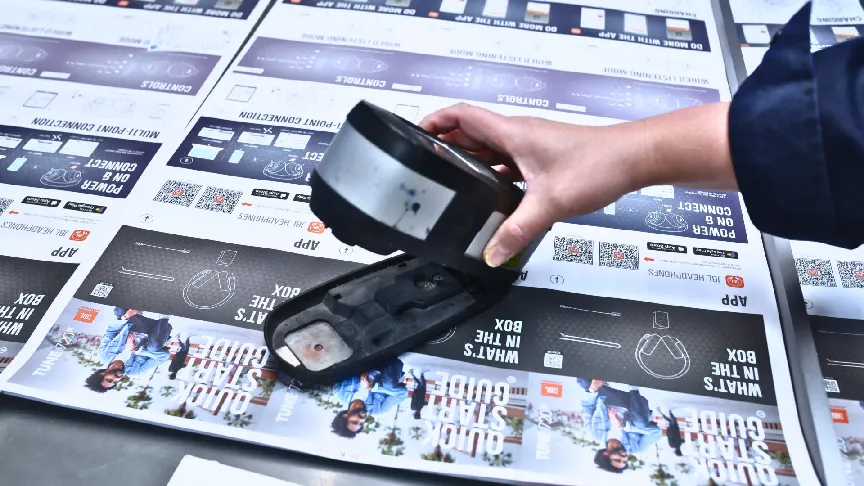
உயர்நிலை கீல் நகைப் பெட்டிகள் 350 – 450 கிராம்/சதுர மீட்டர் வெள்ளை அட்டை அல்லது சிறப்பு காகிதத்தை தேர்வு செய்யலாம், நடுத்தர மற்றும் குறைந்த விலை 250 – 350 கிராம்/சதுர மீட்டர் பூசப்பட்ட காகிதம் அல்லது சாதாரண வெள்ளை அட்டையை தேர்வு செய்யலாம்; மேற்பரப்பு தட்டையானது மற்றும் அசுத்தங்கள் இல்லாதது என்பதை உறுதிப்படுத்த காகிதத்தை முன்கூட்டியே பதப்படுத்த வேண்டும்.
காகிதப் பெட்டிகள் தோற்றம், அளவு, கட்டமைப்பு வலிமை ஆகியவற்றை சோதிக்கின்றன; பிளாஸ்டிக் பெட்டிகள் தோற்றம், அளவு, செயல்திறன் (சுருக்கம், தாக்க எதிர்ப்பு, கீறல் எதிர்ப்பு, முதலியன) ஆகியவற்றை சோதிக்கின்றன, அளவு விலகல் பொதுவாக ± 0.5 மிமீக்குள் கட்டுப்படுத்தப்படுகிறது.
காகிதப் பெட்டிகள் அச்சிடும் வண்ண விலகல், வடிவ மங்கலாக்குதல் ஆகியவை மை மற்றும் உபகரணங்களை மாற்றலாம், வண்ண மேலாண்மையை வலுப்படுத்தலாம்; மேற்பரப்பு முடித்தல் பிழைகள் பயிற்சி பெற்ற ஆபரேட்டர்களால் செய்யப்படலாம், செயல்முறை அளவுருக்களை மேம்படுத்தலாம்; டை-கட்டிங் அசெம்பிளி சிக்கல்களை உபகரணங்களைப் புதுப்பிக்கலாம், பசை பயன்பாட்டை தரப்படுத்தலாம். பிளாஸ்டிக் பெட்டி ஊசி மோல்டிங் செயல்முறை பிழைகளை அளவுருக்கள், பயிற்சி பணியாளர்கள், உபகரணங்களின் பராமரிப்பு ஆகியவற்றை சரிசெய்யலாம்; அச்சிடும் தவறுகளை சரிசெய்யலாம் மற்றும் உபகரணங்களை பிழைத்திருத்தம் செய்யலாம்; வெளிப்புற லேமினேட்டிங் காகித சிக்கல்கள் வெட்டும் செயல்முறையை மேம்படுத்தலாம், சரியான பசையைத் தேர்ந்தெடுக்கலாம்.
இந்த வலைப்பதிவு காகித நகை பெட்டி மற்றும் பிளாஸ்டிக் கீல் நகை பெட்டியின் முழு உற்பத்தி செயல்முறை மற்றும் உற்பத்தி விவரக்குறிப்புகளை விரிவாக பகுப்பாய்வு செய்கிறது. உற்பத்தி செயல்முறை, முன் தயாரிப்பு, அச்சிடுதல், மேற்பரப்பு முடித்தல், டை-கட்டிங் மற்றும் துளையிடுதல், லேமினேட் மற்றும் அசெம்பிள் செய்தல், அத்துடன் தர ஆய்வு மற்றும் பேக்கேஜிங் போன்றவற்றின் மூலம் காகித நகை பெட்டி உற்பத்தியைப் பொறுத்தவரை, ஒவ்வொரு இணைப்புக்கும் அதன் தனித்துவமான இயக்க புள்ளிகள் மற்றும் தொழில்நுட்பத் தேவைகள் உள்ளன. ஆர்டர் மற்றும் மாதிரியைப் பெறுவதிலிருந்து, மூலப்பொருட்களின் கொள்முதல் மற்றும் செயலாக்கம், ஊசி மோல்டிங், மேற்பரப்பு அச்சிடுதல் மற்றும் செயலாக்கம், லேமினேட் காகித செயலாக்கம், அத்துடன் மோல்டிங் மற்றும் உற்பத்தி விவரக்குறிப்புகள் மூலம் பிளாஸ்டிக் கீல் நகை பெட்டி உற்பத்தி. பிளாஸ்டிக் கீல் நகை பெட்டியின் உற்பத்தி ஆர்டர் பெறுதல் மற்றும் மாதிரி எடுப்பதில் இருந்து தொடங்கி, மூலப்பொருள் வாங்குதல் மற்றும் செயலாக்கம், ஊசி மோல்டிங், மேற்பரப்பு அச்சிடுதல் மற்றும் செயலாக்கம், காகித லேமினேட் மற்றும் மோல்டிங் மற்றும் அசெம்பிள் செய்தல் போன்றவற்றின் மூலம் செல்கிறது, மேலும் இறுதியாக தயாரிப்பின் உற்பத்தியை நிறைவு செய்கிறது, இது ஒன்றோடொன்று நெருக்கமாக இணைக்கப்பட்டுள்ளது, மேலும் கைவினைத்திறன் மற்றும் தரக் கட்டுப்பாட்டுக்கான கடுமையான தேவைகளைக் கொண்டுள்ளது.
உற்பத்தி விவரக்குறிப்புகளில், கட்டமைப்பு வடிவமைப்பு, பொருள் பயன்பாடு, அச்சிடும் தரம், மேற்பரப்பு முடித்தல் மற்றும் அசெம்பிளி மற்றும் ஆய்வு போன்றவற்றில் காகித நகைப் பெட்டி உற்பத்தி, காகிதப் பெட்டியின் கட்டமைப்பு வலிமை, தரம் மற்றும் செயல்திறனின் தோற்றம் ஆகியவற்றை உறுதி செய்வதற்காக விரிவான விவரக்குறிப்பு தரநிலைகளை வகுத்துள்ளது. ஊசி மோல்டிங், மேற்பரப்பு சிகிச்சை, காகித லேமினேட்டிங், மோல்டிங் மற்றும் அசெம்பிளி மற்றும் தர ஆய்வு போன்றவற்றில் பிளாஸ்டிக் கீல் நகைப் பெட்டி உற்பத்தியும் விரிவான விவரக்குறிப்பு தரநிலைகளைக் கொண்டுள்ளது. ஊசி மோல்டிங், மேற்பரப்பு சிகிச்சை, வெளிப்புற லேமினேட்டிங் காகிதம், மோல்டிங் மற்றும் அசெம்பிளி ஆகியவற்றில் பிளாஸ்டிக் கீல் நகைப் பெட்டி உற்பத்தி, அத்துடன் தர சோதனை மற்றும் விவரக்குறிப்புகளின் பிற அம்சங்களும் தெளிவாக உள்ளன, இது செயல்முறை அளவுருக்கள், தரத் தரநிலைகள், பொருள் தேர்வு மற்றும் பிற அம்சங்களை உள்ளடக்கியது, பிளாஸ்டிக் பெட்டியின் தரம் மற்றும் நிலைத்தன்மையைப் பாதுகாக்கிறது. வெற்றிகரமான மற்றும் சிக்கலான நிகழ்வுகளின் பகுப்பாய்வு மூலம், உற்பத்தி செயல்முறை மற்றும் விவரக்குறிப்புகளைப் பின்பற்றுவதன் முக்கியத்துவம் மேலும் சரிபார்க்கப்படுகிறது, அத்துடன் தரமற்ற செயல்பாட்டால் ஏற்படக்கூடிய தர சிக்கல்கள் மற்றும் தீர்வுகள். நீங்கள் நகைத் துறையில் ஈடுபட்டிருந்தால், அல்லது உயர்தர நகைப் பெட்டிகளைத் தனிப்பயனாக்க வேண்டிய அவசியம் இருந்தால், ரிச்பேக் நகை பேக்கேஜிங் தீர்வுகளுடன் ஏன் இணைந்து பணியாற்றக்கூடாது, உங்கள் தேவைகளைப் பூர்த்தி செய்யும் உயர்தர நகைப் பெட்டியை நாங்கள் உருவாக்குகிறோம். எங்களைத் தொடர்புகொள்ளவும் நகை பேக்கேஜிங்கில் சிறந்து விளங்கும் பயணத்திற்காக.
Pநிலைத்தன்மையை உறுதி செய்தல் நகைப் பெட்டி உற்பத்தி செயல்பாட்டில் வளர்ச்சி தவிர்க்க முடியாத போக்காக மாறியுள்ளது, மேலும் ரிச்பேக் எப்போதும் சுற்றுச்சூழல் பாதுகாப்பு என்ற கருத்தை உற்பத்தியின் ஒவ்வொரு அம்சத்திலும் ஒருங்கிணைத்து வருகிறது, மேலும் சுற்றுச்சூழலுக்கு உகந்த தயாரிப்புகளுக்கான சந்தையின் அவசரத் தேவைக்கு தீவிரமாக பதிலளித்துள்ளது. பொருள் தேர்வைப் பொறுத்தவரை, மக்கும், மறுசுழற்சி செய்யக்கூடிய மற்றும் சுற்றுச்சூழலுக்கு உகந்த பொருட்களின் பயன்பாட்டை நாங்கள் தீவிரமாக ஊக்குவிக்கிறோம். ஆற்றல் நுகர்வு மற்றும் கழிவு உமிழ்வைக் குறைக்கவும், எதிர்கால சந்ததியினருக்காக நமது அழகான வீட்டைப் பாதுகாக்கவும் உற்பத்தி செயல்முறையை நாங்கள் தொடர்ந்து மேம்படுத்துவோம். இதற்கிடையில், நுண்ணறிவு மற்றும் ஆட்டோமேஷன் ஆகியவை தொழில்துறையின் வளர்ச்சிக்கு ஒரு வலுவான இயந்திரமாக மாறி வருகின்றன.

எதிர்காலத்தில், ரிச்பேக் நகைப் பெட்டிகளின் உற்பத்தியில் அறிவார்ந்த உபகரணங்கள் மற்றும் தானியங்கி உற்பத்தி வரிசைகள் ஆதிக்கம் செலுத்தும். மேம்பட்ட சென்சார்கள், ரோபோக்கள் மற்றும் ஆட்டோமேஷன் கட்டுப்பாட்டு அமைப்புகளை அறிமுகப்படுத்துவதன் மூலம், உற்பத்தி செயல்பாட்டில் உள்ள ஒவ்வொரு இணைப்பையும் துல்லியமாகக் கட்டுப்படுத்த முடியும், இது உற்பத்தித் திறனை பெரிதும் மேம்படுத்துகிறது மற்றும் உற்பத்தி சுழற்சியைக் குறைக்கிறது, வாடிக்கையாளர்களுக்கு சிறந்த மற்றும் திறமையான சேவைகளை வழங்குகிறது. எதிர்காலத்தில், சீனாவின் தனிப்பயன் நகைப் பெட்டி சப்ளையர் ரிச்பேக் நிலையான வளர்ச்சியின் கருத்தை தொடர்ந்து நிலைநிறுத்துவார், தொழில்நுட்ப மாற்றத்தைத் தழுவுவார், சந்தை அழகியல் போக்குகளைப் பின்பற்றுவார், நகைப் பெட்டி உற்பத்தி செயல்முறையை தொடர்ந்து புதுமைப்படுத்தி மேம்படுத்துவார், நகைத் தொழிலுக்கு அதிக உயர்தர, தனிப்பயனாக்கப்பட்ட, சுற்றுச்சூழலுக்கு உகந்த பேக்கேஜிங் தயாரிப்புகளை உருவாக்குவார், மேலும் பிரகாசமான எதிர்காலத்தை நோக்கிச் செல்ல வாடிக்கையாளர்களுடன் இணைந்து செயல்படுவார்.
2024-12-13

2024-10-31

2024-11-06

2026 ஆம் ஆண்டில் நகை பேக்கேஜிங் கூட்டாளரைத் தேர்ந்தெடுப்பது பிராண்ட் அளவிடுதலின் முக்கிய பகுதியாக மாறியுள்ளது, அங்கு சரியான தேர்வு உங்கள் லாப வரம்புகளையும் வாடிக்கையாளர் நம்பிக்கையையும் நேரடியாக பாதிக்கிறது. பல மாத சோதனை மற்றும் பிழையைச் சேமிக்க, அவர்களின் நிஜ உலக நம்பகத்தன்மை, வடிவமைப்பு தரம் மற்றும்... தொடர்ந்து படிக்கவும் 2026 சமீபத்திய நகை பெட்டி உற்பத்தி வழிகாட்டி: படிப்படியான & நிபுணர் நுட்பங்கள்

இத்தாலிய நகை பேக்கேஜிங் என்பது ஒரு புதிர், அமைதியான ஆனால் சக்திவாய்ந்த கதைசொல்லி. அதன் கவர்ச்சிகரமான முகப்பின் கீழ் என்ன இருக்கிறது? ஒரு எளிய கொள்கலனை அது எவ்வாறு ஒரு கலைப் படைப்பாக மாற்றுகிறது, அது உள்ளே இருக்கும் விலைமதிப்பற்ற ரத்தினங்களைப் பாதுகாப்பது மட்டுமல்லாமல் அவற்றின் அழகியல் கவர்ச்சியையும் உயர்த்துகிறது? கைவினைத்திறனை வெளிக்கொணர இந்த கண்டுபிடிப்பு பயணத்தில் இறங்குவோம்... தொடர்ந்து படிக்கவும் 2026 சமீபத்திய நகை பெட்டி உற்பத்தி வழிகாட்டி: படிப்படியான & நிபுணர் நுட்பங்கள்

இன்றைய போட்டி நிறைந்த சந்தையில், முதல் எண்ணம் மிக முக்கியமானது. 72% நுகர்வோர் பேக்கேஜிங் வடிவமைப்பு தங்கள் வாங்கும் முடிவுகளை கணிசமாக மாற்றுகிறது என்பதை ஒப்புக்கொள்கிறார்கள் என்று ஆய்வுகள் குறிப்பிடுகின்றன. இது ஆடம்பர சந்தையில் குறிப்பாக உண்மை, அங்கு கருத்து யதார்த்தம். எனவே, ஆடம்பர பேக்கேஜிங் என்பது வெறும் கொள்கலனை விட அதிகம்; இது பிராண்ட் அனுபவத்தின் ஒரு முக்கிய அங்கமாகும், கவனமாக... தொடர்ந்து படிக்கவும் 2026 சமீபத்திய நகை பெட்டி உற்பத்தி வழிகாட்டி: படிப்படியான & நிபுணர் நுட்பங்கள்

தனிப்பட்ட தொடுதலைச் சேர்ப்பதற்கான தனித்துவமான மோனோகிராம் பைகள் | ஆரம்ப-பொறிக்கப்பட்ட பை வடிவமைப்பு

ட்ராஸ்ட்ரிங் கொண்ட நகைப் பை | ரிச்பேக்கின் ஸ்டைலான மற்றும் பாதுகாப்பான சேமிப்பு

தனிப்பயன் எம்பிராய்டரியுடன் கூடிய ரிச்பேக் பெஸ்போக் நேர்த்தியான பட்டு நகை பைகள் | தனிப்பயனாக்கப்பட்ட பூச்சு தேவைப்படும் நகை சில்லறை விற்பனையாளர்களுக்கான தனிப்பயனாக்கப்பட்ட பேக்கேஜிங் தீர்வுகள்
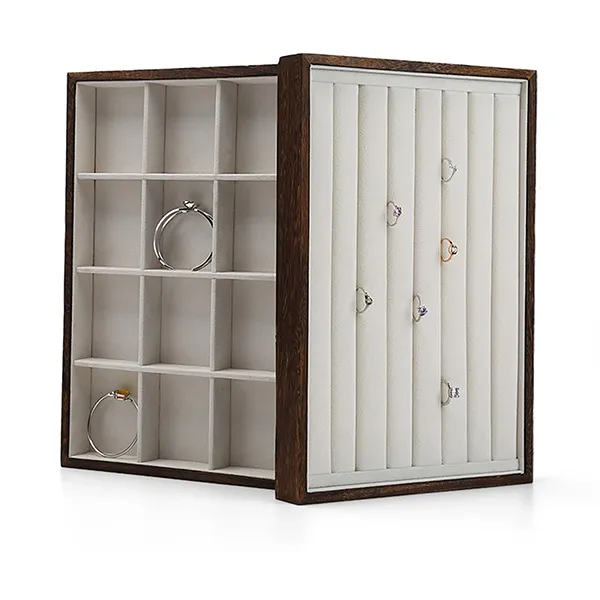
தனிப்பயன் வேலைப்பாடுகளுடன் கூடிய கைவினைப் பொருட்களால் செய்யப்பட்ட மர நகை தட்டுகள் | தனிப்பயன் உற்பத்தி தேவைப்படும் சப்ளையர்கள் மற்றும் சில்லறை வணிகங்களுக்கான வடிவமைக்கப்பட்ட காட்சி தீர்வுகள்
மேலும் காண்கபிராண்டிங்கிற்கான பிரத்தியேக-அச்சிடப்பட்ட துணி பைகள் | தனித்துவமான மற்றும் பிராண்டட் விளக்கக்காட்சி தேவைப்படும் நகை வியாபாரிகளுக்கான பேக்கேஜிங் தீர்வுகள்
மேலும் காண்க
நகை பேக்கேஜிங்கிற்கான தனிப்பயன் ஜிப்பர் பைகள் | தனிப்பயனாக்கப்பட்ட வடிவமைப்புகளுடன் சூழல் நட்பு தீர்வுகள்
மேலும் காண்க