 ก่อนหน้า
ก่อนหน้า

10 ไอเดียบรรจุภัณฑ์เครื่องสำอางรักษ์โลก สร้างแรงบันดาลใจให้แบรนด์ความงามยั่งยืนในปี 2025
2025-07-13


กล่องใส่เครื่องประดับฐานพลาสติกหุ้มห่อนี้ผสานโครงฉีดขึ้นรูปที่แข็งแกร่งเข้ากับภายนอกที่ทำจากผ้าไร้รอยต่อ ทว่า ความแตกต่างที่แท้จริงระหว่าง "ความรู้สึกหรูหรา" กับ "ของเลียนแบบราคาถูก" ไม่ได้อยู่ที่เนื้อผ้า แต่อยู่ที่ความแม่นยำทางวิศวกรรมที่ซ่อนอยู่ข้างใต้
คู่มือนี้จะพาคุณไปที่พื้นที่ปฏิบัติงานเพื่อถอดรหัสกระบวนการผลิตทั้งหมด ตั้งแต่การเลือก HIPS 475 ไปจนถึงค่าความคลาดเคลื่อนของแม่พิมพ์ 0.1 มม. ช่วยให้คุณมีความรู้ภายในเพื่อมองลึกลงไปกว่าพื้นผิวและระบุคุณภาพที่แท้จริง
เมื่อพูดถึงกล่องเครื่องประดับระดับไฮเอนด์ คำว่า "พลาสติก" อาจไม่ใช่สิ่งแรกที่คุณนึกถึง แต่ความลับของวงการนี้คือ หัวใจสำคัญของบรรจุภัณฑ์หรูหราที่ทนทานที่สุดและมีพื้นผิวที่สม่ำเสมอ คือฐานพลาสติกที่ผลิตอย่างแม่นยำ หรือที่เรียกว่าพลาสติกเปล่า
โครงของกล่องแบบนี้ทำจากฐานพลาสติกฉีดขึ้นรูป “ผิว” ของกล่องทำจากหนัง PU คุณภาพสูง กระดาษพิเศษ หรือผ้าฟลานเนล ซึ่งเข้ารูปกับโครงได้อย่างลงตัวด้วยเทคโนโลยีการห่อหุ้มที่แม่นยำ โครงสร้างนี้ให้ความแข็งแรงทนทานเหมือนกล่องไม้ ขณะเดียวกันก็มีความยืดหยุ่นและความสม่ำเสมอในการออกแบบที่สูงมาก ซึ่งเป็นข้อดีสำคัญสำหรับ บรรจุภัณฑ์เครื่องประดับที่กำหนดเอง.

ในการผลิตระดับไฮเอนด์ พลาสติกไม่ได้หมายถึงความถูกเสมอไป ในทางกลับกัน แม้ว่าพลาสติกจะไม่สูงส่งเท่าวัตถุดิบสำหรับกล่องเครื่องประดับอย่างกำมะหยี่และไม้ แต่มันก็เป็นพื้นฐานสำหรับการขึ้นรูปกล่องเครื่องประดับที่ประณีตงดงาม ด้วยฐานพลาสติก เราสามารถควบคุมความคลาดเคลื่อนของขนาดได้ในระดับต่ำกว่ามิลลิเมตรโดยใช้แม่พิมพ์ที่มีความแม่นยำสูงซึ่งมีมูลค่าหลายแสนหยวน ซึ่งกล่องกระดาษที่ทำด้วยมือหรือไม้ธรรมชาติไม่สามารถเทียบเคียงได้ ความแม่นยำนี้ช่วยสร้างรากฐานสำหรับช่องว่างที่สมบูรณ์แบบ การเปิดปิดที่ราบรื่น และพื้นผิวที่สม่ำเสมอ
โครงสร้างแกนกลางที่เปิดเผยในบทความนี้เป็นแบบบานพับ ซึ่งแตกต่างจากฝาบนและฝาล่างที่แยกกัน โครงสร้างแบบบานพับมีข้อกำหนดด้านความแม่นยำของขนาดของฐานที่สูงมาก ฝาบนและฝาล่างต้องวางเรียงกันอย่างสมบูรณ์แบบเพื่อให้ได้ประสบการณ์การเปิดที่เงียบ นุ่มนวล พร้อมสัมผัสที่นุ่มนวลเล็กน้อย
กล่องที่สมบูรณ์แบบต้องเริ่มต้นจากองค์ประกอบสำคัญสองประการ ได้แก่ วัสดุที่เหมาะสมและแม่พิมพ์ที่ไร้ที่ติ ความผิดพลาดในขั้นตอนนี้จะทำลายความพยายามทั้งหมดในภายหลัง เพื่อให้เป็นไปตามข้อกำหนดทางเทคนิคอย่างแท้จริง เราขอแนะนำ การเรียนรู้วัสดุบรรจุภัณฑ์เครื่องประดับอย่างเชี่ยวชาญ: คู่มือฉบับสมบูรณ์.
กล่องพลาสติกทั่วไปของเรา 80% ใช้วัสดุ HIPS หรือโพลีสไตรีนทนแรงกระแทกสูง โดยเฉพาะเกรด 475 เหตุผลคืออะไร? ประการแรกคือ โพลีสไตรีนมีความแข็งแรงที่สมดุล พลาสติกเปล่าไม่แตกง่าย และทนทานต่อแรงกระแทกจากการขนส่ง ความทนทานของ HIPS 475 มีความสำคัญอย่างยิ่งต่อการตอบสนองมาตรฐานการขนส่งระหว่างประเทศ ซึ่งเป็นปัญหาทั่วไปที่กล่าวถึงใน วัสดุบรรจุภัณฑ์เครื่องประดับที่ทนทานที่สุด 10 อันดับแรกสำหรับการจัดส่ง. ประการที่สอง กาวติดแน่นเป็นพิเศษ ซึ่งหมายความว่ากาวสามารถยึดติดกับพื้นผิวได้อย่างแน่นหนา ป้องกันการพองหรือลอกล่อนเมื่อห่อหนัง PU ในภายหลัง เรายืนยันที่จะใช้วัสดุใหม่คุณภาพเยี่ยม เพราะสิ่งสกปรกในวัสดุรีไซเคิลจะทำให้เกิดจุดดำบนแผ่นพลาสติกเปล่า แม้หลังจากห่อแล้ว จุดเหล่านี้ก็ไม่สามารถปกปิดได้


หากลูกค้าต้องการการปกป้องสิ่งแวดล้อมขั้นสูงสุดหรือสัมผัสที่หรูหรา เราขอแนะนำ PET เนื่องจากมีความแข็งและเป็นมิตรต่อสิ่งแวดล้อมสูง แต่เป็นวัสดุที่บอบบางและดูดซับความชื้นได้ง่าย ก่อนการฉีดขึ้นรูป เม็ดพลาสติก PET จะต้องถูกทำให้แห้งที่อุณหภูมิ 80-95 องศาเซลเซียส เป็นเวลา 4 ชั่วโมงเต็ม แม้น้อยกว่านี้เพียงนาทีเดียวก็อาจทำให้เกิดฟองอากาศในพลาสติกเปล่าและทำลายชิ้นงานทั้งหมดได้
แม่พิมพ์คือเส้นเลือดใหญ่ของกล่องเครื่องประดับ โดยเฉพาะอย่างยิ่งสำหรับ การผลิตกล่องบานพับ. ชุดแม่พิมพ์ที่ดีมีราคาค่อนข้างสูง และความแม่นยำเป็นตัวกำหนดทุกสิ่ง เราต้องการความหยาบผิวของโพรงแม่พิมพ์ให้ถึง Ra 0.8μm ซึ่งเกือบจะเหมือนกระจก ระดับความซับซ้อนใน การผลิตกล่องบานพับที่มีความแม่นยำ มีรายละเอียดอยู่ในคู่มือของเรา
แม่พิมพ์คือเส้นชีวิตของกล่องเครื่องประดับ แม่พิมพ์ที่ดีจะกำหนดทุกอย่าง
เหตุใดเราจึงต้องการ Ra 0.8μm (แบบผิวกระจก)? แม่พิมพ์มาตรฐานมักมีความหยาบ Ra 3.2 ไมโครเมตร ซึ่งทำให้เกิดรอยเส้นเล็กๆ บนพลาสติก เราขัดโพรงแม่พิมพ์ให้มีความหยาบ Ra 0.8 ไมโครเมตร
ผลประโยชน์:พื้นผิวพลาสติกแบบกระจกช่วยให้กาวกระจายตัวสม่ำเสมอ (ความหนา 0.1 มม.) ขจัดความเสี่ยงของการเกิด "ฟองอากาศ" หรือ "เปลือกส้ม" บนหนังหุ้มขั้นสุดท้ายได้อย่างสมบูรณ์
เราควบคุมความหนาของผนังอย่างเคร่งครัดระหว่าง 1.2 มม. ถึง 2 มม. หากบางเกินไป กล่องจะดูบอบบางและราคาถูก หากหนาเกินไป พื้นผิวจะหดตัวและยุบตัวลงเมื่อเย็นตัวลง ไม่ว่าวัสดุห่อจะหนาแค่ไหนก็ไม่สามารถปกปิดข้อบกพร่องนี้ได้ นักออกแบบมักนิยมใช้มุม R ขนาดเล็ก แต่การทำเช่นนี้ทำให้เกิดความซับซ้อนในการผลิต เนื่องจากขัดขวางการไหลของพลาสติกและทำให้วัสดุห่อฉีกขาด เพื่อป้องกันการบรรจุไม่เพียงพอและความเสียหายของวัสดุ เราจึงปรึกษากับนักออกแบบเพื่อให้แน่ใจว่ามุม R มีขนาดอย่างน้อย R1.5. นี้สอดคล้องกับ sแนวทางมาตรฐาน DFM ที่ต้องใช้รัศมีus อย่างน้อยที่สุด 0.5 ครั้ง * ความหนาของผนังที่สร้างความสมดุลได้อย่างลงตัวระหว่างสุนทรียศาสตร์และงานฝีมือ
เมื่อได้แบบแปลนเรียบร้อยแล้ว เราก็เข้าสู่เวิร์กช็อป การเปลี่ยนเม็ดพลาสติกให้เป็นพลาสติกเปล่านั้นขึ้นอยู่กับการควบคุมอุณหภูมิและเวลาที่แม่นยำ
กระบอกฉีดพลาสติกใช้ความร้อนสามขั้นตอน ยกตัวอย่างเช่น HIPS 475 ช่องป้อนพลาสติกจะถูกให้ความร้อนถึง 170°C ส่วนตรงกลางจะถูกให้ความร้อนถึง 190°C และหัวฉีดจะถูกให้ความร้อนถึง 200°C หากอุณหภูมิต่ำเกินไป พลาสติกจะไม่ละลายจนหมด ทำให้เกิดรอยวัสดุเย็นบนชิ้นงาน หากอุณหภูมิสูงเกินไป พลาสติกจะเกิดการคาร์บอไนซ์ ทำให้ชิ้นงานกลายเป็นสีดำ ช่างเทคนิคของเราปฏิบัติงานตามเอกสารกระบวนการฉีดพลาสติกอย่างเคร่งครัด และไม่ปรับการตั้งค่าแบบสุ่มตามประสบการณ์

ความอดทนเป็นส่วนหนึ่งของการรับประกันคุณภาพ ชิ้นงานพลาสติกหนา 2 มม. ต้องเย็นตัวลงในแม่พิมพ์อย่างน้อย 60 วินาที การนำชิ้นงานออกก่อนเวลาเพื่อเพิ่มประสิทธิภาพจะทำให้เกิดการเสียรูปเนื่องจากชิ้นงานยังไม่แข็งตัวเต็มที่ เราจึงยอมเสียสละประสิทธิภาพเล็กน้อยเพื่อรับประกันคุณภาพงาน 100%
หลังจากนำชิ้นงานพลาสติกออกจากแม่พิมพ์แล้ว ห้ามทิ้งชิ้นงานพลาสติกเปล่าลงในตะกร้าโดยตรง คนงานต้องตรวจสอบด้วยสายตาจากระยะห่าง 20 เซนติเมตร เพื่อหารอยรั่ว รอยเชื่อม รอยขีดข่วน หรือวัสดุที่หายไป ชิ้นงานพลาสติกเปล่าที่ชำรุดต้องไม่เข้าสู่กระบวนการถัดไป
สำหรับพลาสติกเปล่าที่ผ่านการรับรองคุณภาพ ผู้ตรวจสอบจะต้องยืนยันขนาดให้ชัดเจนกับตัวอย่างมาตรฐาน เมื่อยืนยันขนาดถูกต้องแล้วเท่านั้นจึงจะส่งไปยังสายการผลิตถัดไปได้ เรากำหนดให้ผู้ตรวจสอบต้องมั่นใจว่าพลาสติกเปล่ามีพื้นผิวเรียบและเรียบเสมอกัน มิฉะนั้น หากขนาดไม่ถูกต้องจะทำให้การห่อพลาสติกครั้งต่อไปเป็นไปไม่ได้ พื้นผิวที่ไม่เรียบจะทำให้ผลิตภัณฑ์สำเร็จรูปดูหมองลง ซึ่งส่งผลเสียต่อความประทับใจของลูกค้าที่มีต่อกล่องระดับไฮเอนด์โดยตรง
สำหรับผลิตภัณฑ์ที่ไม่ได้มาตรฐาน เรามีกระบวนการรีไซเคิลที่เข้มงวด ขั้นแรก ผู้ตรวจสอบจะต้องลงทะเบียนและคัดแยกสินค้าที่มีตำหนิทั้งหมดพร้อมระบุเหตุผลที่ชัดเจน จากนั้นสินค้าที่มีตำหนิเหล่านี้จะต้องถูกนำไปยังพื้นที่บดและบดแยกกัน ห้ามนำสินค้าที่มีตำหนิไปรวมกับสินค้าที่ได้มาตรฐาน เมื่อนำมารวมกันแล้ว สินค้าทั้งชุดจะปนเปื้อน
พลาสติกเปล่าคือโครง และวัสดุห่อหุ้ม เช่น หนัง PU และผ้าฟลานเนลก็เปรียบเสมือนเสื้อผ้า การตัด "เสื้อผ้า" เหล่านี้ต้องใช้ความแม่นยำสูงมาก
• กระบวนการไหล: ม้วนวัสดุ เช่น ม้วนหนัง PU ขนาดใหญ่ หรือกระดาษ → ตรวจสอบ → ตัดเป็นแผ่นขนาดใหญ่ → ตัดด้วยแม่พิมพ์เป็นรูปร่างตามรูปแบบการคลี่ออกของกล่องบานพับ
• การพับพลาสติกเปล่า: ใช้เครื่องพับและตัดแบบแบน ความลึกของรอยพับควรอยู่ที่ 0.3 – 0.5 มม. รอยพับที่ลึกเกินไปจะทำให้แผ่นพับฉีกขาดได้ง่าย ส่วนรอยพับที่ตื้นเกินไปจะทำให้เกิดรอยยับเมื่อพับ
• การตัดวัสดุห่อ: กระดาษพิเศษจะถูกตัดด้วยเครื่องตัดกระดาษ โดยมีความคลาดเคลื่อนไม่เกิน 0.2 มม. ต้องตัดตามทิศทางของลายกระดาษ มิฉะนั้น กระดาษจะขยายตัวและเสียรูปหลังจากดูดซับกาว ซึ่งทำให้ผลิตภัณฑ์สำเร็จรูปม้วนงอที่ขอบ หนัง PU และผ้าฟลานเนลถูกตัดด้วยเครื่องตัดเลเซอร์ จึงมั่นใจได้ว่าขอบกระดาษจะเรียบร้อยและไม่สูญเสียขุย
• การประมวลผลแบบซับ: เราใช้โฟมความหนาแน่นสูงที่มีความหนาแน่นมากกว่า 30 กก./ลบ.ม. เมื่อเจาะโฟมเป็นร่องด้วยเครื่องเจาะ ร่องจะต้องมีขนาดเล็กกว่าเครื่องประดับเล็กน้อย ซึ่งจะทำให้ความยืดหยุ่นของโฟมสามารถยึดเครื่องประดับไว้ได้อย่างมั่นคง
นี่คือขั้นตอนในการผสมผสาน “โครงกระดูก” และ “เสื้อผ้า” เข้าด้วยกันได้อย่างลงตัว และยังทดสอบฝีมืออีกด้วย
นี่คือกระบวนการปรับปรุงรูปลักษณ์ของกล่อง
• การปั๊มร้อน: มีสองประเภท คือ แบบอัตโนมัติและแบบแมนนวล เครื่องจักรอัตโนมัติใช้สำหรับพิมพ์โลโก้ทั่วไป มีประสิทธิภาพ 300-500 ชิ้นต่อชั่วโมง อุณหภูมิอยู่ระหว่าง 130-150 องศาเซลเซียส แรงดันอยู่ระหว่าง 5-8 เมกะปาสคาล สำหรับหนัง PU อุณหภูมิต้องต่ำกว่า 130 องศาเซลเซียส สำหรับกระดาษพิเศษที่มีพื้นผิวหยาบ ต้องปรับแรงดันให้อยู่ที่ 8 เมกะปาสคาล

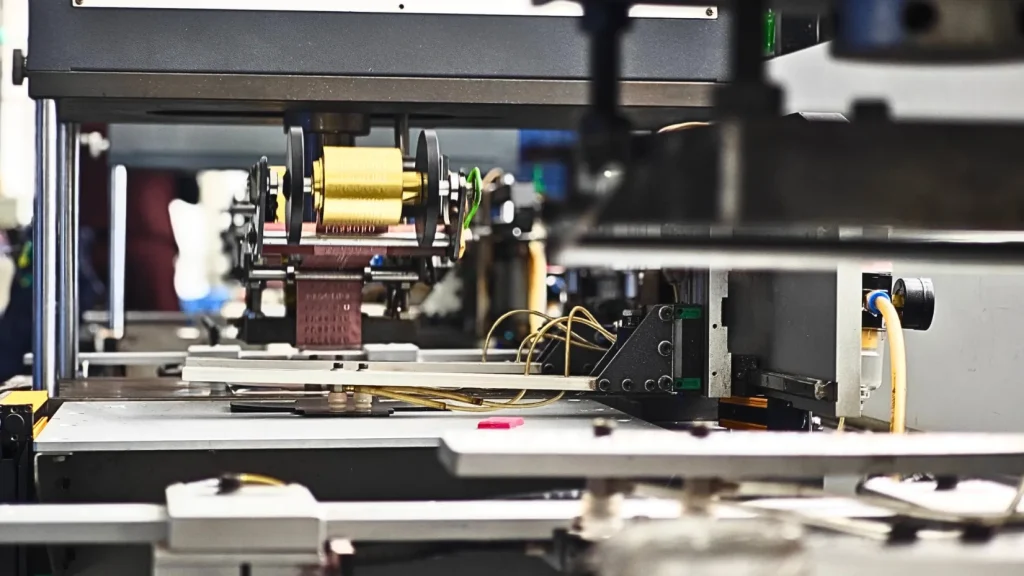
• ความลับของการปั๊มร้อนด้วยมือ: สำหรับการปั๊มวัสดุที่มีความหนา เช่น ผ้าฝ้าย ผ้าไหม หรือผ้าซาติน ซึ่งมีความยืดหยุ่นและมีความหนาไม่สม่ำเสมอ เราจำเป็นต้องใช้เครื่องปั๊มร้อนแบบแมนนวล ช่างฝีมือสามารถปรับแรงกดได้แบบเรียลไทม์ตามระดับการยุบตัวของวัสดุ ทำให้มั่นใจได้ว่าความลึกและความแน่นของการปั๊มจะตรงตามความต้องการของลูกค้า การควบคุมที่แม่นยำเช่นนี้เป็นเทคนิคที่เครื่องจักรอัตโนมัติไม่สามารถทำได้ ความคลาดเคลื่อนของตำแหน่งในการปั๊มร้อนแบบแมนนวลต้องไม่เกิน 0.1 มม.
• การปั๊มนูน: ใช้เครื่องปั้มนูนแบบไฮดรอลิก อุณหภูมิ 80 – 100℃ แรงดัน 10 – 15MPa และความลึกของลวดลาย 0.2 – 0.3 มม.
• การเคลือบฟิล์ม: ฟิล์มต้องติดแน่นไม่มีฟองอากาศ เรามีพนักงานกดฟิล์มอีกครั้งหลังการเคลือบเพื่อป้องกันขอบม้วนงอ
เวิร์กช็อปประกอบชิ้นส่วนเป็นขั้นตอนสุดท้ายและต้องใช้ฝีมืออย่างเชี่ยวชาญที่สุด ในขั้นตอนนี้ เราจะประกอบโครงพลาสติกเปล่าเข้ากับเปลือกนอกที่เสร็จแล้ว แล้วจึงประกอบเข้ากับแผ่นซับใน เวิร์กช็อปประกอบด้วยสองส่วนหลัก ได้แก่ ส่วนขึ้นรูปกล่องด้านนอกและส่วนสายการประกอบ ซึ่งแต่ละส่วนมีมาตรฐานที่เข้มงวดแตกต่างกัน
| คุณสมบัติ (Feature) | การห่อด้วยมือ (งานฝีมือ) | การผลิตอัตโนมัติ (ประสิทธิภาพ) |
| ที่ดีที่สุดสำหรับ | รูปทรงไม่สม่ำเสมอ (หัวใจ, หกเหลี่ยม), การออกแบบที่ซับซ้อน | รูปทรงปกติ (สี่เหลี่ยมจัตุรัส, สี่เหลี่ยมผืนผ้า), ขนาดมาตรฐาน |
| เอาท์พุต | จำกัด (ใส่ใจรายละเอียดสูง) | 800 – 1,000 ชิ้น/ชั่วโมง |
| ความหนาของกาว | การควบคุมโดยมนุษย์ (ตามวัสดุ) | การควบคุมอัตโนมัติที่แม่นยำ 0.1 – 0.2 มม. |
| ความได้เปรียบ | รองรับผ้าที่มีความยืดหยุ่น (ผ้าไหม, ผ้าฝ้าย) ได้อย่างสมบูรณ์แบบ | รับประกันความเรียบและความสม่ำเสมอ 100% |
การห่อกล่องรูปทรงแปลกด้วยมือเป็นงานที่เป็นเอกลักษณ์เฉพาะของเวิร์คช็อปของเรา เวิร์คช็อปของเรารับห่อกล่องรูปทรงแปลก ๆ เช่น รูปหัวใจและหกเหลี่ยม โดยอาศัยฝีมือและความอดทนของช่างฝีมือผู้ชำนาญ

• การติดกาวด้วยเครื่องติดกาวอัตโนมัติ: ต้องควบคุมชั้นกาวให้อยู่ระหว่าง 0.1 มม. ถึง 0.2 มม. กาวที่หนาเกินไปจะไหลล้นและติดกับผ้าฟลานเนล หากบางเกินไปจะทำให้การยึดเกาะอ่อนแอ
• การวางตำแหน่ง: คนงานจะติดวัสดุห่อเข้ากับแผ่นพลาสติกเปล่าอย่างแม่นยำ โดยมีข้อผิดพลาดในการวางตำแหน่งไม่เกิน 0.2 มม.

• ขอบพับ: คนงานจะต้องพับตามรอยพับที่เกิดจากเครื่องพับโดยเฉพาะที่มุม เพื่อป้องกันไม่ให้วัสดุห่อยับ
• การกดฟองอากาศ: ใช้ที่ขูดเพื่อขูดฟองอากาศออก จากนั้นจึงทำการกดฟองอากาศอีกครั้ง
• การติดตั้งแผงกล่องด้านบนและด้านล่าง: รับประกันการเปิดและปิดที่ราบรื่น ไม่มีปัญหาติดขัดหรือมีเสียงผิดปกติ
• การปิดผนึกขอบ: หุ้มขอบกล่องด้วยแถบขอบพิเศษเพื่อให้แน่ใจว่าปิดผนึกได้แน่นหนา
• การทำความสะอาดและการจัดเก็บชั่วคราว: เช็ดพื้นผิวกล่องด้วยผ้าที่ไม่เป็นขุยเพื่อขจัดคราบกาวและฝุ่น
การผลิตแบบบูรณาการอัตโนมัติสำหรับกล่องรูปทรงปกติ เครื่องจักรอัตโนมัติเต็มรูปแบบทำงานได้อย่างมีประสิทธิภาพ สามารถผลิตได้ 800-1000 ชิ้นต่อชั่วโมง เครื่องจักรเหล่านี้ผสานรวมกระบวนการติดกาว การจัดตำแหน่ง การพับขอบ การกดฟองอากาศ และการปิดผนึกขอบ ที่สำคัญกว่านั้น เครื่องนี้ยังตรวจจับความเรียบโดยอัตโนมัติและคัดแยกผลิตภัณฑ์ที่มีความคลาดเคลื่อนของความเรียบเกิน 0.3 มม. ออกโดยอัตโนมัติ

เฉพาะกล่องภายนอกที่ผ่านการรับรองมาตรฐานเท่านั้นจึงจะสามารถเข้าสู่สายการประกอบนี้ได้ กระบวนการนี้เกี่ยวข้องกับการประกอบแผ่นซับที่ปั๊มร้อนหรือปั๊มนูนเข้ากับกล่องภายนอกที่เสร็จสมบูรณ์ด้วยมือ ต้องใช้ความแม่นยำสูงกว่าการขึ้นรูปกล่องภายนอก เนื่องจากแผ่นซับเป็นรายละเอียดคุณภาพแรกที่ลูกค้าจะเห็นเมื่อเปิดกล่อง สายการประกอบประกอบด้วย 6 สถานี ซึ่งแต่ละสถานีควบคุมโดยพนักงานเฉพาะทาง
กระบวนการ 6 สถานี
การติดกาวภายใน: ใช้ที่จ่ายกาวขนาดเล็กทากาวให้ทั่วผนังด้านในของกล่องด้านนอก โดยทากาวหนา 0.1 มม. แต้มกาว 5 จุด จุดละ 1 จุด ตรงมุมทั้งสี่ด้าน และจุดละ 1 จุด คุมปริมาณกาวอย่างเคร่งครัดเพื่อป้องกันกาวล้น
ข้อผิดพลาดในการวางตำแหน่งของแผ่นรองต้องไม่เกิน 0.2 มม. หากวางผิดตำแหน่งให้เปลี่ยนตำแหน่ง
ใช้เครื่องอัดฟองอากาศด้วยมือเพื่อให้แน่ใจว่าแผ่นซับพอดีกับกล่องด้านนอก โดยไม่มีความหลวมหรือฟองอากาศ
นี่คือจุดตรวจสอบคุณภาพขั้นแรก ตรวจสอบความพอดีของซับใน สภาพพื้นผิวของกล่องด้านนอก และตรวจสอบว่ากล่องเปิดและปิดได้อย่างราบรื่นหรือไม่
การทำความสะอาดปืนลม:
ขั้นแรก ให้ใช้ปืนลมแรงดันสูงที่ปรับแรงดันไว้ที่ 0.3MPa เพื่อเป่าฝุ่นและเส้นใยออกไป
จากนั้นเช็ดพื้นผิวกล่องด้านนอกด้วยผ้าที่ไม่เป็นขุยในทิศทางเดียว
บรรจุผลิตภัณฑ์ที่มีคุณสมบัติเหมาะสมลงในถุง PE ใสกันฝุ่น หนา 0.03 มม. ปิดปากถุงให้แน่นด้วยเครื่องซีลที่อุณหภูมิ 180°C เป็นเวลา 1 วินาที
เมื่อบรรจุลงกล่อง ให้แยกกล่องแต่ละกล่องด้วยโฟม EPE ติดอุปกรณ์ป้องกันมุมหรือโฟมที่มุมทั้งสี่ของกล่องเพื่อความปลอดภัยในการขนส่ง
การจัดการขาออก: ก่อนส่งมอบ เราต้องการให้กล่องแบนราบและอยู่ในสภาพสมบูรณ์ ปราศจากความเสียหาย เทปปิดผนึกต้องไม่หลุดลอกออก เพื่อให้แน่ใจว่าสินค้าจะไม่เสียหายระหว่างการขนส่ง
ไม่ว่าคุณจะอยากรู้เกี่ยวกับวัตถุดิบที่ใช้ทำกล่องใส่เครื่องประดับหรือต้องการเรียนรู้เกี่ยวกับกระบวนการผลิตบรรจุภัณฑ์เครื่องประดับทั้งหมด กดเล่นทันทีเพื่อดูว่ากล่องใส่เครื่องประดับของคุณจะเปิดอย่างไร
การตรวจสอบคุณภาพไม่ใช่การหาข้อบกพร่อง แต่เป็นการรับประกันคุณภาพของผลิตภัณฑ์ เรามีจุดตรวจสอบคุณภาพที่เข้มงวดสี่จุด

เจ้าหน้าที่ตรวจสอบจะเปิดและปิดกล่องแต่ละกล่องซ้ำๆ กัน 10 ครั้ง คอยฟังเสียงผิดปกติและตรวจสอบว่าการเคลื่อนไหวราบรื่นหรือไม่ แรงกดของตัวล็อกต้องควบคุมให้อยู่ระหว่าง 500 ถึง 800 กรัม หากหลวมเกินไป กล่องอาจเปิดออกระหว่างการขนส่ง หากแน่นเกินไป ลูกค้าอาจเปิดออกได้ยาก
ภายใต้ ไฟส่องมุมต่ำ—ซึ่งแยก ลักษณะทางภูมิประเทศพื้นผิว เพื่อเผยให้เห็นความแตกต่างของความสูง แม้แต่ฟองอากาศเล็กๆ รอยย่น หรือวัสดุห่อที่ผิดแนวก็ไม่สามารถซ่อนได้ นี่คือการตรวจสอบขั้นสุดท้ายของทุกกระบวนการ รวมถึงการขึ้นรูป การติดกาว และการกดฟองอากาศ
ทั้งกาวและหนัง PU ล้วนมีกลิ่น ผลิตภัณฑ์สำเร็จรูปของเราทุกชิ้นต้องระบายอากาศอย่างน้อย 24 ชั่วโมง ไม่เช่นนั้น กลิ่นฉุนเมื่อลูกค้าเปิดกล่องจะทำลายความพยายามที่ผ่านมาของเราทันที
สุดท้าย ใช้ปืนลมเป่าฝุ่นออก และใช้ผ้าไม่เป็นขุยเช็ดคราบกาวออก ผลิตภัณฑ์ที่ผ่านการตรวจสอบคุณภาพจะถูกบรรจุลงในถุง PE กันฝุ่น เมื่อบรรจุลงกล่อง ให้แยกแต่ละชั้นด้วยกระดาษแข็งและติดตั้งอุปกรณ์กันกระแทกมุมกล่องไว้ภายในกล่อง เพื่อให้แน่ใจว่าผลิตภัณฑ์จะถึงมือคุณอย่างปลอดภัย
เมื่อคุณเข้าใจกระบวนการผลิตแล้ว คุณก็เป็นผู้เชี่ยวชาญแล้ว เมื่อเลือก B2B เครื่องเพชรพลอย บรรจุภัณฑ์ พันธมิตรด้านการผลิตคุณสามารถถามคำถามสำคัญสามข้อเหล่านี้ได้:
อย่าแค่ถามว่า “คุณใช้พลาสติกอะไร” แต่ให้ถามว่า “คุณใช้ HIPS เกรดไหน วัสดุใหม่หรือวัสดุรีไซเคิล” โรงงานมืออาชีพอย่างเราจะอธิบายข้อดีของวัสดุ HIPS 475 ใหม่ให้คุณฟัง และอธิบายว่าทำไมเราจึงไม่ใช้วัสดุรีไซเคิล
สอบถามเกี่ยวกับความแม่นยำของแม่พิมพ์ได้ มาตรฐานของเราอยู่ที่ 0.1 มม. และสอบถามเกี่ยวกับความหยาบผิวของโพรงแม่พิมพ์ ซึ่งสำหรับเราคือ Ra 0.8μm คำถามนี้จะช่วยตัดคนกลางที่รู้แค่เรื่องการขายและการผลิตออกไปได้อย่างรวดเร็ว
อย่าแค่ถามว่า "มีการตรวจสอบคุณภาพไหม" แต่ให้ถามว่า "มาตรฐานการตรวจสอบคุณภาพของคุณคืออะไร" พวกเขามีการทดสอบการเปิดและปิดไหม ตรวจสอบกลิ่นไหม ใช้ไฟส่องข้างเพื่อตรวจสอบไหม กระบวนการควบคุมคุณภาพที่สมบูรณ์เช่นของเราควรเป็นเชิงรุกและครอบคลุมหลายมิติ

ตอบ: ปริมาณการสั่งซื้อขั้นต่ำ (MOQ) ขึ้นอยู่กับความซับซ้อนของการออกแบบ สำหรับกล่องทั่วไปที่ใช้แม่พิมพ์เดิม ปริมาณการสั่งซื้อขั้นต่ำ (MOQ) มักจะต่ำกว่า สำหรับการออกแบบตามสั่งที่ต้องใช้แม่พิมพ์ใหม่ ปริมาณการสั่งซื้อขั้นต่ำมักจะสูงกว่า เราขอแนะนำให้ติดต่อเราเพื่อสอบถามว่าเรามีแม่พิมพ์เดิมตามขนาดที่คุณต้องการหรือไม่ และหารือเกี่ยวกับการออกแบบเฉพาะของคุณเพื่อขอใบเสนอราคาที่ถูกต้อง
A: แม่พิมพ์ฉีดความแม่นยำมักใช้เวลา 4-6 สัปดาห์ในการออกแบบ ผลิต และทดสอบเพื่อให้ตรงตามข้อกำหนดความแม่นยำ 0.1 มม.
A: ใช่แล้ว เราสนับสนุนการเปลี่ยนแปลงที่ยั่งยืนของอุตสาหกรรมและเสนอ HIPS รีไซเคิลที่ได้รับการรับรอง GRS รวมถึง PET ที่เป็นมิตรกับสิ่งแวดล้อมอีกด้วย
ข้อมูลเชิงลึกของผู้เชี่ยวชาญ: แม้ว่าวัสดุรีไซเคิลจะดีต่อสิ่งแวดล้อม แต่บางครั้งก็อาจมีสิ่งเจือปนเล็กน้อยที่ส่งผลต่อความเรียบของพื้นผิว
คำแนะนำ: หากคุณเลือกใช้ฐานพลาสติกรีไซเคิล เราแนะนำให้ใช้ผ้าไหมบางพิเศษสีอ่อนในการห่อ แต่แนะนำให้ใช้ กระดาษเนื้อหยาบ กำมะหยี่ หรือหนังวีแกนหนากว่าวัสดุเหล่านี้ทำงานร่วมกับฐานรีไซเคิลได้อย่างสมบูรณ์แบบเพื่อซ่อนข้อบกพร่องเล็กๆ น้อยๆ ซึ่งทำให้คุณสามารถบรรลุทั้งสองอย่าง การรับรองด้านสิ่งแวดล้อมและความสวยงามระดับพรีเมียม.
กล่องใส่เครื่องประดับฐานพลาสติกหุ้มคุณภาพสูงนั้นเหนือกว่าการผสมผสานระหว่างพลาสติกและผ้าธรรมดาๆ อย่างสิ้นเชิง มันคือกระบวนการคัดสรรวัสดุอย่างแม่นยำ (เช่น HIPS 475) แม่พิมพ์ราคาแพง (ความแม่นยำ 0.1 มม.) การควบคุมกระบวนการอย่างเข้มงวด (การจัดการอุณหภูมิ) และงานฝีมือที่พิถีพิถัน (ความคลาดเคลื่อน 0.2 มม.)
ตั้งแต่โครงกระดูกที่ทนทานไปจนถึงรูปลักษณ์ที่ไร้ที่ติ ทุกขั้นตอนล้วนกำหนดการนำเสนอขั้นสุดท้ายของแบรนด์ของคุณ
คุณกำลังมองหาพันธมิตรด้านบรรจุภัณฑ์ที่ไม่เพียงแต่เข้าใจเรื่องการขาย แต่ยังเชี่ยวชาญด้านการผลิตให้กับแบรนด์ของคุณอยู่หรือเปล่า? เรายินดีให้บริการคุณด้วยความต่างเพียง 0.1 มม.
ติดต่อผู้เชี่ยวชาญด้านบรรจุภัณฑ์ของเรา เพื่อหารือเกี่ยวกับโครงการที่กำหนดเองครั้งต่อไปของคุณ หรือขอกล่องตัวอย่างกระบวนการของเราเพื่อสัมผัสประสบการณ์คุณภาพ "โดยธรรมชาติ" นี้ด้วยตนเอง

2025-07-13

2025-05-14

2025-07-24
บรรจุภัณฑ์รีไซเคิลที่ผสานความหรูหราเข้ากับความยั่งยืน กระบวนการที่มีประสิทธิภาพและใช้พลังงานต่ำของเรามอบคุณภาพระดับพรีเมียมที่ช่วยปกป้องแบรนด์และผลกำไรของคุณ ระบบที่คล่องตัวได้รับการพิสูจน์แล้วว่าช่วยลดขยะวัสดุได้มากถึง 15% และลดระยะเวลาในการผลิตโดยเฉลี่ย 10% เมื่อเทียบกับรูปแบบการผลิตแบบดั้งเดิม เราออกแบบโซลูชันที่แก้ปัญหาความขัดแย้งหลักระหว่าง... อ่านต่อ การผลิตกล่องเครื่องประดับฐานพลาสติกห่อหุ้ม: เปิดตัวการผลิตในอุตสาหกรรมปี 2026

Richpack · ค้นหาบรรจุภัณฑ์เครื่องประดับ Labret แนวตั้งเฉพาะกลุ่มของคุณที่ Richpack การเจาะ Labret แนวตั้ง ซึ่งเป็นเครื่องประดับตกแต่งที่โดดเด่นที่พาดผ่านริมฝีปากล่าง ได้กลายเป็นตัวเลือกยอดนิยมสำหรับผู้ที่มองหาความงามที่โดดเด่นและโดดเด่น จากข้อมูลของ Glimpse พบว่าความสนใจในการค้นหาการเจาะ Labret แนวตั้งเพิ่มขึ้น 1% ในช่วงปีที่ผ่านมา เป็น... อ่านต่อ การผลิตกล่องเครื่องประดับฐานพลาสติกห่อหุ้ม: เปิดตัวการผลิตในอุตสาหกรรมปี 2026

ความท้าทายสำคัญสำหรับแบรนด์เครื่องประดับคือการสร้างกล่องเครื่องประดับที่ออกแบบเฉพาะเพื่อปกป้องชิ้นงานที่บอบบาง เช่น ไข่มุกและเครื่องประดับแฮนด์เมดชั้นดี แม้แต่ความเสียหายเพียงเล็กน้อยก็อาจนำไปสู่การสูญเสียครั้งใหญ่และความไม่พึงพอใจของลูกค้าได้ ดังนั้น การสร้างกล่องเครื่องประดับที่ปกป้องจึงเป็นสิ่งสำคัญอย่างยิ่ง เพื่อรักษาคุณภาพและความสมบูรณ์ของชิ้นงาน และยกระดับประสบการณ์ของลูกค้า ในบล็อกนี้ เราจะ... อ่านต่อ การผลิตกล่องเครื่องประดับฐานพลาสติกห่อหุ้ม: เผยโฉมการผลิตในอุตสาหกรรมปี 2026

บรรจุภัณฑ์คุกกี้ขายส่งสำหรับธุรกิจขนาดเล็กที่บ้าน | โซลูชันที่ราคาไม่แพงและปรับแต่งได้ | สั่งซื้อจำนวนมากได้ที่ Richpack

Transparent Delight – กล่องของขวัญทรงสี่เหลี่ยมผืนผ้าพร้อมฝาใสเพื่อจัดแสดงสินค้าที่น่าดึงดูดใจ

โซลูชันบรรจุภัณฑ์ของขวัญแบบลดขยะสำหรับร้านค้าออนไลน์ | บรรจุภัณฑ์ที่เป็นมิตรกับสิ่งแวดล้อมและปรับแต่งได้ | โซลูชันอีคอมเมิร์ซที่ยั่งยืน

ถุงกระดาษที่ทนทานและย่อยสลายได้ทางชีวภาพสำหรับบรรจุภัณฑ์ที่ยั่งยืน | โซลูชันที่คำนึงถึงสิ่งแวดล้อมสำหรับผู้ค้าปลีกเครื่องประดับและร้านบูติก
ดูเพิ่มเติม
กล่องใส่เครื่องประดับที่ย่อยสลายได้และเป็นมิตรต่อสิ่งแวดล้อมสำหรับการซื้อจำนวนมาก เหมาะสำหรับผู้ซื้อขายส่งที่กำลังมองหาโซลูชันบรรจุภัณฑ์ที่ราคาไม่แพงและยั่งยืน
ดูเพิ่มเติม
กล่องของขวัญกำไลข้อมือที่เป็นมิตรกับสิ่งแวดล้อมเพื่อการมอบของขวัญอย่างยั่งยืน | บรรจุภัณฑ์ที่ปรับแต่งได้สำหรับแบรนด์สีเขียวและแบรนด์ที่เป็นมิตรกับสิ่งแวดล้อม
ดูเพิ่มเติม