 Prev
Prev

Como as caixas personalizadas elevan o valor das xoias de Napier
2024-12-13

Para moitas marcas de xoias, as caixas de xoias van máis aló do significado dos envases e serven como portadores de historias de marcas de xoias e un vínculo de conexión emocional cos consumidores. Richpack é un fabricante de caixas de xoias de China con case 20 anos de experiencia en envases de xoias e tamén ofrece un personalizado personalizado caixa de xoias fabricantes USA. Na fábrica de Richline baixo Richpack, desde caixas de agasallo de xoias de luxo de gama alta ata envases de cosméticos sinxelos e exquisitos, cada detalle contén a nosa procura de calidade e respecto pola artesanía, e cada ligazón está estrictamente controlada. A continuación, exploremos en profundidade, entendamos toda a arte e as habilidades que hai detrás da impresión e embalaxe de caixas de xoias nun artigo e analicemos este campo profesional que combina estética e tecnoloxía en todos os aspectos.

Desde o destello inicial da inspiración do deseño ata o nacemento do exquisito produto final, cada ligazón na produción de caixas de xoias de papel Richpack é unha coidadosa disposición de materiais, artesanía e enxeño. No seguinte contido analizaremos capa por capa, exploraremos cada etapa, descubriremos os segredos e técnicas e veremos como as materias primas se transforman en envases abraiantes que poden desencadear o encanto das xoias.
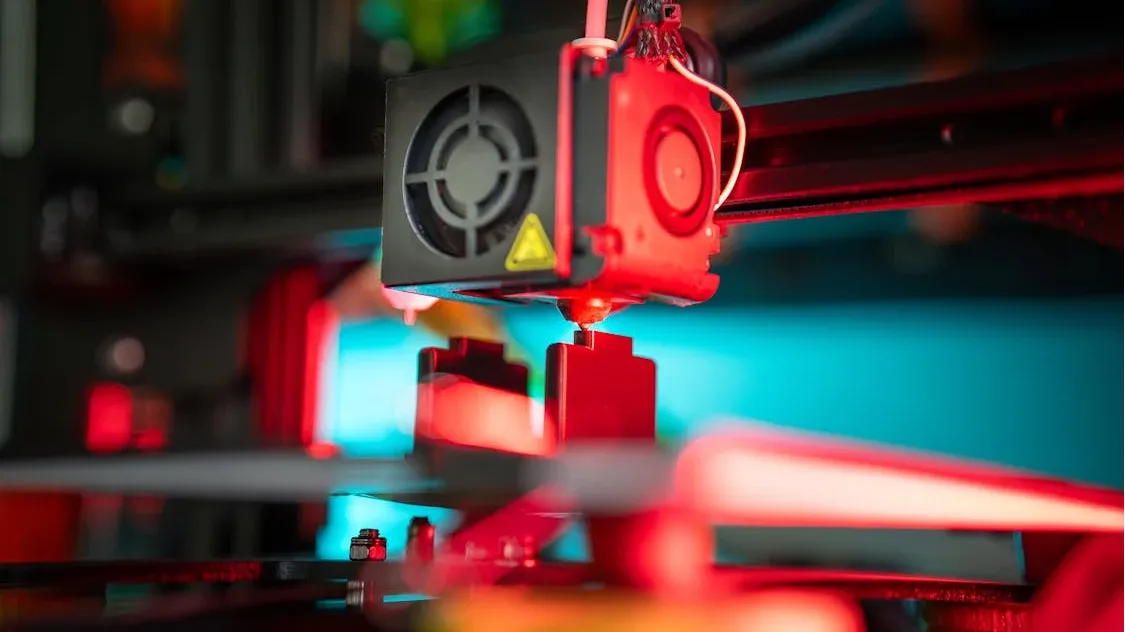
Ao determinar o deseño da caixa de xoias de papel, en primeiro lugar, debemos analizar profundamente as características das xoias, incluíndo a forma, tamaño, peso, textura e estilo das xoias. Para a forma irregular das xoias, como as pedras preciosas en forma, é necesario deseñar unha estrutura de soporte interior especial para garantir a súa estabilidade na caixa; para o maior peso das xoias, as caixas de papel deben centrarse na resistencia estrutural e na capacidade de carga, para evitar danos debido á incapacidade de soportar o peso no proceso de transporte ou almacenamento. Ao mesmo tempo, debemos comunicarnos plenamente cos clientes para comprender o posicionamento da súa marca, o público obxectivo e a demanda do mercado. Se o posicionamento da marca para o luxo de gama alta, entón o deseño das caixas de papel debe concentrarse en reflectir o sentido de dignidade e sofisticación, pode adoptar un estilo de deseño atmosférico sinxelo, con tecnoloxía de impresión de alta calidade e materiais especiais; se o público obxectivo son os consumidores novos, o deseño pódese integrar na moda, elementos personalizados, como combinacións de cores populares e modelado de patróns únicos, para atraer a atención dos grupos novos. Ademais, tamén se debe ter en conta a practicidade e comodidade das caixas de papel, como se son cómodas de abrir e fáciles de transportar. Ao combinar estes factores, usando software de deseño profesional para deseñar, debuxa o plan de caixas de papel e renderizado tridimensional, para garantir que o deseño non só cumpra a función básica de protexer as xoias, senón tamén para mostrar as características da marca, atraendo a atención dos consumidores.

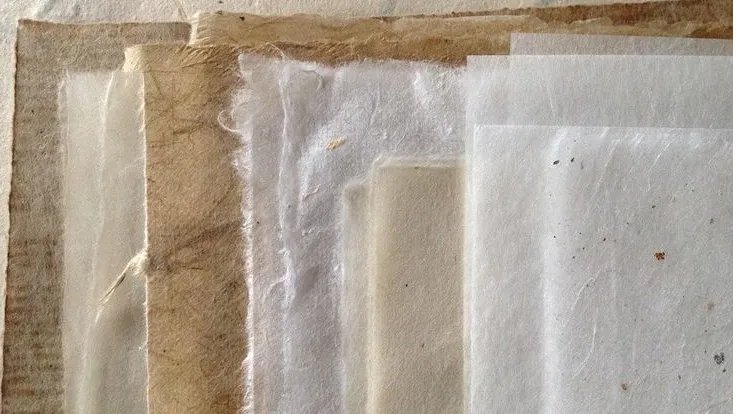
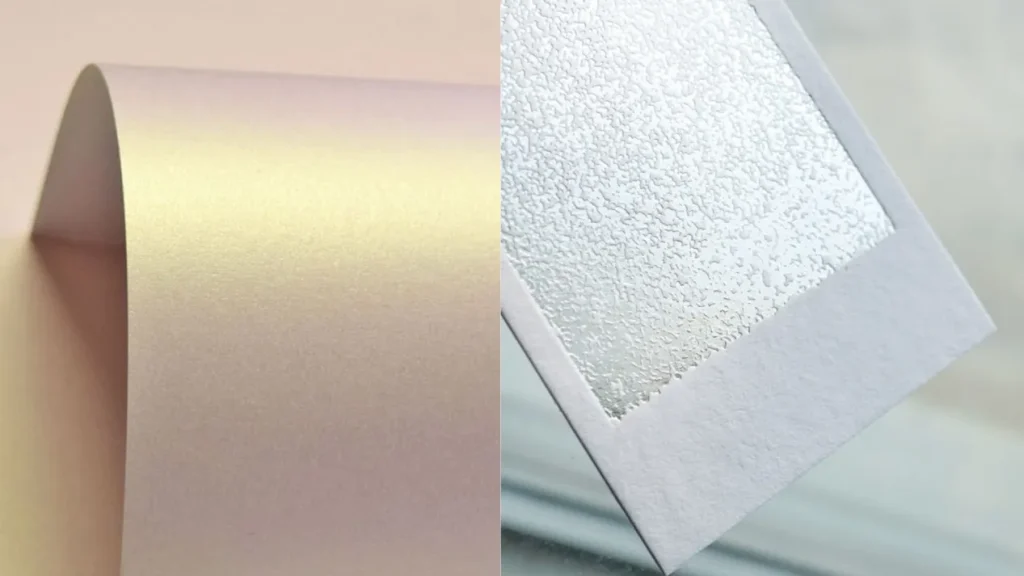
A principal verde materiais para a produción de caixas de xoias de papel inclúen papel e tarxeta gris. Papel, cartón branco común, papel estucado, papel especial, etc. Cartón branco firme e groso, cuantitativamente maior, brancura frontal e alto brillo, suavidade da superficie do papel e delicada, con boa idoneidade de impresión, axeitado para o efecto de impresión dos requisitos máis altos da superficie das caixas de papel, pódense representar claramente patróns impresos e texto, mostrando unha textura sinxela e xenerosa; superficie de papel revestido lisa, reprodución de cores alta, patróns de impresión de cores brillantes, capas ricas, moitas veces usados na produción de Necesito mostrar patróns exquisitos e cores delicadas da caixa de xoias, como incrustados con pedras de cores embalaxe caixa de xoias; O papel especial ten unha textura, textura ou propiedades especiais únicas, como o papel perlado pode mostrar un efecto perlado, aumentar a sensación de magnificencia das caixas de papel, moitas veces utilizadas na produción de caixas de xoias de gama alta, para mellorar a calidade do produto.

O taboleiro gris úsase principalmente para mellorar a resistencia estrutural das caixas de papel, gris simple común, gris dobre, todo gris e outros tipos. O taboleiro gris único é gris por un lado, o outro lado é relativamente suave, o prezo é máis económico, adecuado para o aspecto dos requisitos non son particularmente altos, pero necesitan soportar unha certa forza das caixas de papel; taboleiro gris dobre ambos os lados son grises, textura uniforme, alta resistencia, comunmente usado na produción de caixas de xoias de grao común; taboleiro gris completo está na forza e estabilidade do rendemento do máis destacado, axeitado para a resistencia estrutural dos requisitos de alta calidade de caixas de xoias a gran escala ou caixas de agasallo de xoias de alta calidade. caixa ou caixa de agasallo de xoias de alta calidade. Ao elixir os materiais, é necesario ter en conta os requisitos de deseño das caixas de xoias, o orzamento de custos e as normas de protección ambiental, etc., para garantir que os materiais seleccionados non só cumpran os requisitos de calidade dos produtos, senón que tamén cumpran coa tendencia de protección ambiental do mercado e os obxectivos de control de custos da empresa.
Cando chegan materiais como o papel e o cartón gris, débese realizar de inmediato unha estrita inspección do material entrante. O persoal de xestión da calidade da fábrica de Richpack comprobará primeiro coidadosamente a cantidade de materiais e contará un por un segundo a lista de entrega para asegurarse de que a cantidade de chegada sexa coherente coa orde para evitar omisións que afecten o progreso da produción posterior.

Para o papel, a primeira proba cuantitativa, usando un balance cuantitativo profesional para medir con precisión, para garantir que o seu gramaje en liña cos estándares de adquisición, a desviación é controlada dentro dun rango moi pequeno, porque o cuantitativo afecta directamente a rixidez e grosor do papel, o que á súa vez afecta o efecto de moldaxe de caixas de papel. A brancura e o brillo mídense coa axuda dun medidor de brancura e un medidor de brillo para garantir que os seus valores se corresponden cos estándares do tipo de papel seleccionado. A suavidade da superficie do papel é detectada por un medidor de suavidade. A falta de suavidade pode provocar unha adhesión irregular da tinta e afectar á claridade da impresión. Para o taboleiro gris certificado FSC, o foco da uniformidade do espesor da proba, usando micrómetros en diferentes posicións de medición multipunto, para garantir que o erro de espesor non exceda o rango prescrito, o grosor das caixas de papel irregulares fará que a estrutura de tensión desigual, reducindo a forza. Ao mesmo tempo, o equipo de proba de resistencia á compresión detecta a resistencia á compresión do taboleiro gris, para garantir que pode cumprir a caixa de xoias en diferentes escenarios de uso.
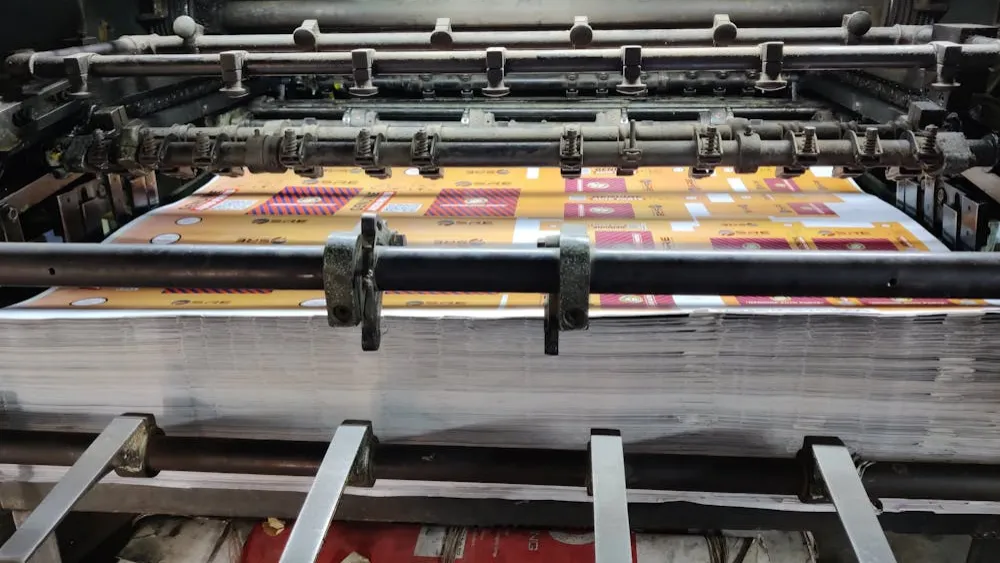
Os métodos de impresión habituais son a impresión offset, a impresión flexográfica, a impresión en huecograbado, etc., que teñen as súas propias aplicacións na impresión de caixas de xoias en papel. A impresión offset é un dos métodos de impresión máis utilizados, que se caracteriza por unha alta precisión de impresión, pode restaurar claramente os detalles do patrón e do texto, para a impresión de liñas delicadas, patróns exquisitos e imaxes en cor de alta calidade teñen vantaxes obvias, axeitados para a produción de caixas de xoias de papel de alta gama con altos requisitos de calidade de impresión. Por exemplo, ao imprimir caixas de papel con delicados patróns de xoias ou delicados logotipos de marcas, a impresión offset pode renderizar con precisión as cores e texturas dos patróns, facendo que o efecto de impresión sexa realista e vivo. A impresión flexográfica ten vantaxes únicas para aplicacións específicas. A impresión flexográfica utiliza tinta a base de auga, que é respectuosa co medio ambiente e non contaminante, en liña coa demanda actual dos consumidores de produtos respectuosos co medio ambiente. Ao mesmo tempo, a presión de impresión do flexo é pequena, axeitada para imprimir todo tipo de texturas de papel, incluíndo algún papel máis fino ou máis suave, para a necesidade de imprimir grandes bloques de cores ou patróns simples en caixas de papel, a flexografía pode completar a impresión de forma rápida e eficiente e o custo é relativamente baixo, axeitado para a produción de caixas de xoias de papel de gama baixa e media.

A capa de tinta de impresión de huecograbado é grosa e sólida. A capa de tinta de impresión da impresión en huecograbado é grosa, a cor é brillante, a saturación é alta, a calidade de impresión é estable, axeitada para a impresión ten que mostrar un forte efecto visual e unha alta textura da caixa de xoias de papel, como algunhas caixas de xoias de luxo de gama alta, a través da impresión de huecograbado pode mostrar a xoia do brillo da textura lixeira e de luxo. Non obstante, a impresión en huecograbado ten un custo de placas máis elevado e un ciclo de impresión máis longo, polo que ao elixir o método de impresión, cómpre ter en conta factores como o posicionamento da caixa de xoias, a cantidade de impresión, o orzamento de custos e a esixencia da calidade de impresión, para determinar o método de impresión máis axeitado.
Na impresión de caixas de xoias de papel, a xestión da cor é fundamental, o que afecta directamente a consistencia do efecto de impresión co acondicionamento proxecto borrador e o atractivo visual do produto. En primeiro lugar, debemos establecer un sistema de xestión de cor perfecto e utilizar equipos profesionais de medición de cor, como espectrofotómetros, para calibrar e combinar a cor dos ficheiros electrónicos antes de imprimir. No proceso de impresión, controle estrictamente a temperatura e a humidade do ambiente de impresión, porque estes factores ambientais terán un impacto no estiramento do papel e na velocidade de secado da tinta, o que provocará unha desviación da cor. Ao mesmo tempo, é necesario asegurarse de que o volume de tinta da máquina de impresión estea controlada con precisión e que a máquina de impresión se manteña e depure regularmente para garantir que a subministración de tinta da tolva de tinta de cada unidade de impresión sexa uniforme e estable.
Para a impresión de patróns, é necesario seleccionar o proceso de impresión e a placa de impresión adecuadas segundo os requisitos do deseño. Na produción de placas de impresión, para garantir a claridade e precisión dos gráficos, para evitar problemas como puntos perdidos, deformación, etc. No proceso de impresión, débese prestar atención á precisión de sobreimpresión do patrón, axustando os parámetros da máquina de impresión e do dispositivo de posicionamento, para garantir que o patrón de cada cor se sobreimprime con precisión, para evitar a pantasma, a desalineación e outros fenómenos. Ademais, tamén podes usar algúns procesos de impresión especiais, como a impresión en cor directa, estampación en quente, impresión UV, etc., para mellorar o efecto visual e o sentido tridimensional do patrón, de xeito que a caixa de xoias de papel sexa máis fermosa, única, destacando o valor dos produtos de xoia e da imaxe da marca.
O vernizado e a laminación é o proceso común de acabado de superficie da caixa de xoias de papel, teñen un impacto importante na aparencia e nas propiedades protectoras das caixas de papel. Proceso de verniz é unha capa de verniz recuberta na superficie dos materiais impresos, de xeito que despois do secado para formar unha capa de película transparente incolora. Segundo o tipo de verniz e método de revestimento é diferente, pódese dividir en verniz brillante, verniz mate e verniz UV parcial e así por diante. O verniz brillante pode facer que a superficie das caixas de papel mostre un alto brillo, mellorar o colorido e o impacto visual do patrón de impresión, facer que a caixa de xoias pareza máis brillante e exquisita, adecuada para a procura do fermoso efecto dos envases da caixa de xoias; O verniz mate dá ás caixas de papel unha textura discreta e elegante, reduce a reflexión da luz, fai que a superficie das caixas de papel sexa máis suave e delicada, para algunhas persoas que buscan a sinxeleza e a elegancia.

O verniz mate dá ás caixas de papel unha textura de perfil baixo e elegante, reduce a reflexión da luz e fai que a superficie das caixas de papel sexa máis suave e delicada. Para algunhas marcas de xoias que perseguen un estilo sinxelo e de gama alta, as caixas de papel de verniz mate poden reflectir mellor o seu temperamento da marca; O verniz UV local consiste en realizar un tratamento de verniz en patróns ou áreas específicas, para resaltar os patróns ou palabras clave nas caixas de papel mediante o contraste entre as superficies locais e outras mate ou comúns con alto brillo e engadir unha sensación de xerarquía e sentido tridimensional. O proceso de laminación é a película plástica a través da laminación adhesiva na superficie dos materiais impresos, formando un produto acabado integrado papel-plástico.
Os tipos comúns de laminación son a película brillante e a película mate. A superficie das caixas de papel despois da laminación é tan brillante como un espello, a cor é máis brillante e colorida, cun bo rendemento impermeable, a proba de humidade e resistente ao desgaste, pode protexer eficazmente o patrón impreso, prolongar a vida útil das caixas de papel, aplicable ao aspecto do brillo e aos requisitos de rendemento de protección da caixa de xoias; A laminación da película mate das caixas de papel presenta un efecto mate suave e elegante, cómodo ao tacto, pero tamén ten un certo grao de tridimensionalidade do produto acabado. As caixas de papel revestido de película mate presentan un efecto mate suave e elegante, que é cómodo ao tacto e tamén ten un certo rendemento impermeable e resistente ao desgaste, que adoita usarse na procura de textura e estilo único de envases de caixas de xoias de gama alta. Ao elixir o proceso de vernizado e laminado, é necesario ter en conta o estilo de deseño da caixa de xoias, o orzamento de custos e os requisitos para o rendemento da protección e outros factores, para conseguir o mellor efecto de acabado.
No proceso de laminación, o laminador xoga un papel fundamental. A máquina de laminación común está composta principalmente por dispositivo de desenrolamento, dispositivo de pegado, dispositivo de prensado en quente, dispositivo de enrolamento e outras pezas. O seu principio de funcionamento é: en primeiro lugar, o dispositivo de desenrolamento será unha película de plástico rolada e as caixas de papel impresas de papel foron despregadas; a continuación, o dispositivo de pegado na superficie da película de plástico revestido uniformemente cunha capa de adhesivo, papel adhesivo é facer que a película e papel poden ser firmemente combinados xuntos; posteriormente, despois do revestimento de película e papel no dispositivo de prensa en quente, a certa temperatura e presión, o adhesivo actívase, a película e o papel están firmemente pegados. Posteriormente, a película e o papel revestidos entran no dispositivo de prensado en quente, e baixo certas temperaturas e presións, o adhesivo actívase e a película e o papel están firmemente adheridos entre si; finalmente, o produto acabado adherido é enrolado polo dispositivo de enrolamento. Deste xeito, realízase a combinación perfecta de película plástica e materiais impresos e mellora o rendemento completo da caixa de xoias de papel. Ao elixir o proceso de vernizado e laminado, é necesario ter en conta o estilo de deseño da caixa de xoias, o orzamento de custos e os requisitos para o rendemento da protección e outros factores, para conseguir o mellor efecto de acabado.
Procesos especiais como o estampado en quente e o relevo poden mellorar significativamente a estética e a textura das caixas de xoias de papel. O estampado en quente consiste en transferir follas metálicas ou pigmentos á superficie das caixas de papel mediante prensado en quente, formando patróns ou caracteres con brillo metálico ou cores especiais. Os materiais de estampación en quente comúns inclúen folla de ouro, folla de prata, folla de láser, etc.
Na operación de estampación en quente, divídese en máquina de estampación en quente automática e máquina de estampación en quente manual de dúas formas.

Máquina manual de estampación en quente Debe colocar manualmente as caixas de papel baixo a placa de estampación en quente, despois de axustar a posición, accione manualmente o mango para presionar cara abaixo, de xeito que a placa de estampación en quente e as caixas de papel se poñan en contacto, a través do quecemento e da presión, a folla de estampación en quente transferirase á superficie das caixas de papel na posición especificada.
O proceso deste método é relativamente sinxelo, pero a eficiencia é baixa e é necesario que a competencia do operador sexa alta. A súa función é aplicable principalmente ás necesidades de estampación en quente de caixas de xoias personalizadas e de pequenos lotes, como algunhas marcas de nicho de xoia de gama alta lanzan produtos de edición limitada, a máquina de estampación en quente manual pode cumprir con precisión os requisitos de estampación en quente de patróns únicos. O significado da existencia da máquina manual de estampación en quente é que é moi flexible, o baixo custo do equipo, para o intento inicial de proceso de estampación en quente ou o volume de pedido inestable da pequena empresa de produción de caixas de xoias, é unha opción máis económica.

Máquina automática de estampación en quente realiza o proceso de produción automático, as caixas de papel son transportadas automaticamente á estación de estampación en quente polo transportador, o sensor localiza con precisión a posición das caixas de papel, a placa de estampación en quente presiona automaticamente e entra en contacto coas caixas de papel baixo as instrucións do sistema de control, despois de completar a operación de estampación en quente, as caixas de papel son transportadas ao seguinte proceso. A máquina automática de estampación en quente é poderosa, con capacidade de estampación en quente de alta velocidade e alta precisión, pode realizar unha produción continua, o que mellora moito a eficiencia da produción, e a calidade da estampación en quente é estable e a posición do patrón é moi precisa. É de gran importancia para a produción en masa das empresas de produción de caixas de xoias, pode satisfacer a demanda do mercado dunha gran cantidade de caixas de xoias, reducir o custo unitario de produción e, ao mesmo tempo, garantir a consistencia do efecto de estampación do produto, mellorar a imaxe xeral da marca.
O proceso de estampación en quente pode facer que a caixa de xoias presente un fermoso e nobre temperamento, o brillo dourado pódese facer eco coa luz brillante das xoias, para mellorar a calidade do produto, que se usa habitualmente nos envases de marcas de xoias de gama alta; proceso de estampación en quente de prata dá unha sensación simple e elegante, axeitado para algúns dos buscadores de estilo moderno da caixa de xoias; estampación en quente con láser para producir un efecto láser único, como o brillo do arco da vella e os patróns cambiantes, aumentan o atractivo visual das caixas de papel e anti-falsificación. O estampado en quente con láser pode producir un efecto láser único, como a luz do arco da vella e os patróns cambiantes, aumentando a atracción visual e o rendemento contra a falsificación das caixas de papel, que se usan habitualmente nalgúns deseños innovadores e personalizados de caixas de xoias.
O proceso de gravado a presión consiste en usar presión para facer que a superficie das caixas de papel forme un patrón elevado ou deprimido, a través do efecto tridimensional para mellorar o sentido en capas das caixas de papel e a textura. Para algúns patróns de xoias con sentido tridimensional, como flores, formas de animais, etc., o proceso de gravado pode facelos máis vivos e realistas, coma se saísen da superficie das caixas de papel, o que ofrece aos consumidores un forte impacto visual e unha experiencia táctil. Ademais, o proceso de estampación en quente e relevo pódese combinar para crear efectos máis ricos e diversos, mellorar aínda máis a singularidade e o valor artístico da caixa de xoias de papel, de xeito que destaque entre os moitos paquetes e atrae a atención e o amor dos consumidores.
Do común ao sorprendente, que segredos se agochan detrás da fermosa transformación dos envases? Tamén podes ler Neste artigo para explorar aínda máis as infinitas posibilidades do estampado en quente, o relevo e outros procesos especiais, e a resposta está aí.
O troquelado é o proceso de cortar o papel impreso segundo a forma e o tamaño deseñados, e a súa precisión xoga un papel decisivo na calidade do molde das caixas de papel. No proceso de troquelado, en primeiro lugar, para garantir a precisión da produción de placa de coitelo de troquelado, o deseño da placa de coitelo de troquelado debe ser completamente coherente coa expansión plana das caixas de papel, as liñas de placa de coitelo deben ser suaves, precisas, para evitar rebabas, desviacións e outros problemas. Ao mesmo tempo, para escoller unha ferramenta de troquelado de calidade fiable, a nitidez e durabilidade da ferramenta afectan directamente o efecto e a eficiencia do troquelado. Na operación de troquelado, para controlar estrictamente a presión e a velocidade de troquelado, demasiada presión pode provocar a rotura do papel, a deformación, a presión é moi pequena fará que o troquelado non estea completo; A velocidade é demasiado rápida pode afectar a precisión do troquelado, a velocidade é demasiado lenta reducirá a eficiencia da produción. Ademais, é necesario un mantemento e reparación regulares de equipos de troquelado, comprobar os compoñentes de transmisión do equipo, dispositivos de posicionamento e outras operacións normais, para garantir a estabilidade e precisión do equipo. No proceso de troquelado, debemos prestar atención ao posicionamento e fixación do papel para evitar o desprazamento do papel no proceso de troquelado, afectando a precisión do troquelado. A través dun control estrito destes puntos de proceso de corte con troquel, para garantir que os bordos das caixas de papel troquelado limpa, tamaño preciso, para a posterior montaxe e uso para proporcionar unha boa base.

O ranurado da tarxeta gris é facer que as caixas de papel poidan formar un ángulo e unha forma precisos ao dobrarse, o ángulo de ranurado, a profundidade e outros parámetros teñen un impacto importante no efecto de flexión das caixas de papel. En xeral, os ángulos de ranura comúns son 90 graos e 120 graos, etc. Os 90 graos de ranura son axeitados para facer caixas de papel con curvas en ángulo recto, como caixas de xoias cadradas comúns; Os 120 graos de ranura úsanse habitualmente para facer caixas de papel con certos ángulos oblicuos, para que as caixas de papel sexan máis únicas en aparencia. A profundidade do suco debe determinarse segundo o grosor do taboleiro gris, xeralmente a profundidade do suco contrólase entre un terzo e a metade do grosor do taboleiro gris é máis apropiado. Se a profundidade de ranurado é moi pouca, as caixas de papel poden aparecer no dobrado non está claro, situación difícil de flexión, afectando o efecto de moldaxe das caixas de papel; se a profundidade de rañura é demasiado profunda, a resistencia do taboleiro gris debilitarase, o que provocará o uso de caixas de papel fáciles de romper, afectando a súa estabilidade estrutural. No proceso de ranurado, débese utilizar equipos de ranurado profesionais e garantir a precisión e estabilidade do equipo. Ao mesmo tempo, debemos comprobar a calidade do taboleiro gris despois do rañurado para ver se o ángulo e a profundidade do suco cumpren os requisitos, se a parede do suco é lisa, con ou sen rebabas e outros problemas. Só garantindo a calidade das ranuras do taboleiro gris pódense dobrar con precisión as caixas de papel despois da montaxe para formar unha forma regular e cumprir os requisitos estruturais e de aparencia da caixa de xoias.

A laminación é o proceso de pegar o papel da superficie impresa e o taboleiro gris xuntos mediante cola, e o seu proceso de operación e selección de cola son cruciais. Antes da laminación, é necesario tratar previamente o taboleiro gris e o papel de cara impreso para asegurarse de que a superficie estea limpa, plana e libre de po, aceite e outras impurezas, para garantir que a cola poida dar un xogo completo ao efecto de unión. Entón, segundo os requisitos de material e deseño das caixas de papel para escoller a cola correcta, a cola común ten látex branco, adhesivo termofusible e así por diante. O adhesivo de látex branco ten as vantaxes de alta resistencia adhesiva, velocidade de secado moderada, protección ambiental, etc., axeitado para a maioría do laminado de material de papel; adhesivo de fusión en quente ten unha velocidade de curado rápida, forza adhesiva, comunmente usado na necesidade de moldeado rápido do proceso de laminación. No proceso de laminación, para controlar a cantidade de cola revestida, revestida en exceso levará a un desbordamento de cola, afectando o aspecto das caixas de papel, tamén pode causar unha adhesión irregular entre a superficie do papel e a tarxeta gris; revestido moi pouco vai levar á adhesión non é forte, caixas de papel son propensos a fenómeno de pegado. Xeralmente, o revestimento de rolos e a pulverización pódense usar para aplicar cola para garantir que a cola estea distribuída uniformemente na superficie do taboleiro gris ou do papel. A continuación, encaixe con precisión o papel de cara na tarxeta gris, utilizando equipos de prensado ou ferramentas manuais para presionar, de xeito que o papel de cara e a tarxeta gris se combinen firmemente, para excluír o medio das burbullas de aire. Despois de completar a laminación, as caixas de papel laminado deben colocarse nun ambiente ben ventilado cunha temperatura adecuada para o secado, evitando o secado en ambientes húmidos ou de alta temperatura, para non afectar o efecto de curado da cola e a calidade das caixas de papel.
A montaxe de caixas de papel é o proceso de combinar as pezas de laminación en caixas de papel completas, neste proceso, é necesario asegurarse de que a estrutura das caixas de papel sexa estable e que o aspecto sexa limpo. Primeiro de todo, debemos situar e aliñar con precisión os compoñentes das caixas de papel segundo os requisitos de deseño para garantir que as liñas de dobramento e as posicións da interface sexan precisas. Para algunhas caixas de papel con estrutura especial, como caixas de tapa de ceo e terra, caixas tipo libro, etc., débese prestar atención á precisión da coordinación entre varios compoñentes, como caixas de tapa de ceo e terra, o tamaño da tapa e o corpo da caixa deben coincidir para garantir que a tapa poida estar ben cuberta na caixa, e abrir e pechar sen problemas; caixas tipo libro, a capa exterior e a caixa interna da posición de pegado deben ser precisas, de xeito que a caixa interior pode ser fixada de forma segura na cuncha, e a aparencia dun liso.
Durante o proceso de montaxe, pódense usar algunhas ferramentas auxiliares, como as plantillas e os moldes de posicionamento, para axudar a fixar as pezas e garantir a precisión e estabilidade da montaxe. Para as pezas que se deben pegar, débese aplicar de novo a cantidade adecuada de cola para garantir que a pasta estea firme. Ao mesmo tempo, débese prestar atención á localización e cantidade de cola para evitar a contaminación da superficie das caixas de papel con cola, afectando o aspecto. Despois de completar a montaxe, as caixas de papel deben ser inspeccionadas no seu conxunto para ver se a estrutura das caixas de papel é sólida, se a conexión entre os distintos compoñentes está axustada e se a aparencia é plana, sen engurras, sen deformación, etc. Se hai algún problema, os axustes deben facerse a tempo. Se hai algún problema, os axustes e as reparacións deben realizarse a tempo para garantir que as caixas de papel ensambladas finais cumpran os estándares de calidade e poidan proporcionar unha boa protección de embalaxe para as xoias.
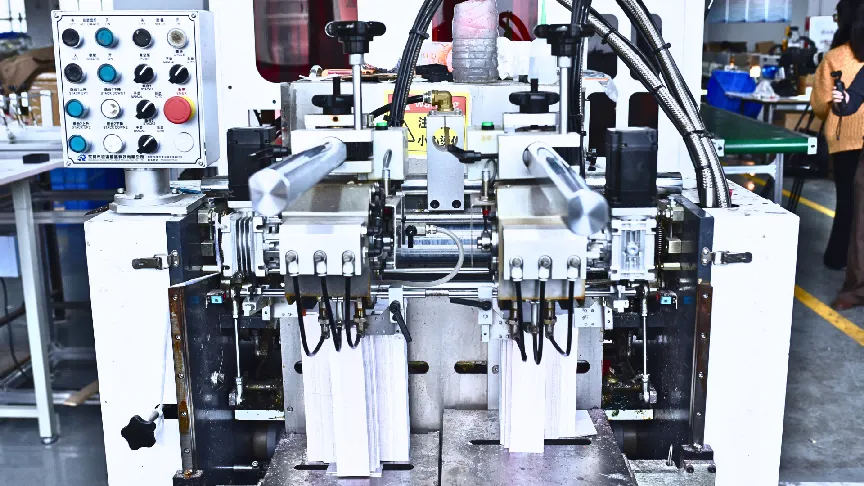
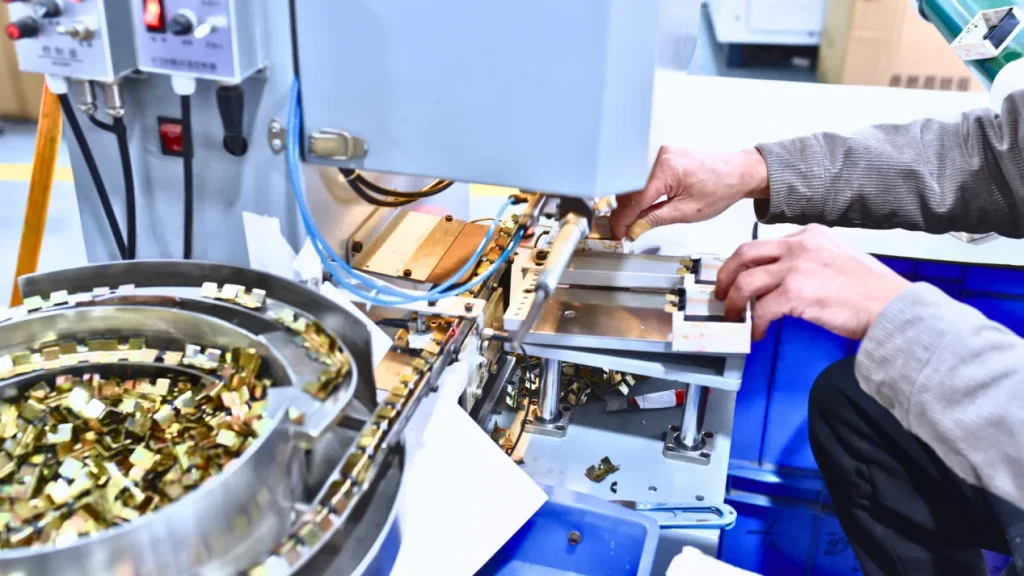
Na montaxe de caixas de papel, a máquina de envasado automático desempeña un papel fundamental para mellorar moito a eficiencia da produción de xoias. fabricación de envases e calidade do produto. O seu proceso operativo inclúe principalmente as seguintes ligazóns clave.
En primeiro lugar, o papel entrégase automaticamente, a través do sensor fotoeléctrico e o contador para identificar e contar o porto de alimentación, e despois, coa axuda do sistema de tracción e o control deslizante, o papel enviarase automaticamente ao seguinte proceso, para garantir a precisión e estabilidade da entrega do papel. A continuación está o enlace de aspiración e succión, que utiliza o sistema de fluxo de aire para aspirar o papel e levar a cabo o proceso de eliminación de po para garantir que a superficie do papel estea limpa e sen po, proporcionando unha boa base para o procesamento posterior. Isto é seguido de carga e laminación. A máquina de laminación une automaticamente o bordo adhesivo ao bordo do papel para garantir a tensión e a solidez xeral do papel. Na sección de gravado e dobrado, o gravador grava o papel e, a continuación, a máquina dobradora dobra o papel para formar o marco básico da aparencia da caixa. Finalmente, a moldura do corpo da caixa e a instalación da tapa do ceo e da terra, a leva de posicionamento inferior e o posicionador lateral dobrarán a moldura suave do cartón, completarán a moldura do corpo da caixa e, a continuación, usarán as ventosas de presión pneumática para fixar o corpo da caixa na mesa xiratoria, a través da placa de cola instalarase cola pulverizada no corpo da caixa nos dous extremos da caixa de cartón e da terra completa.
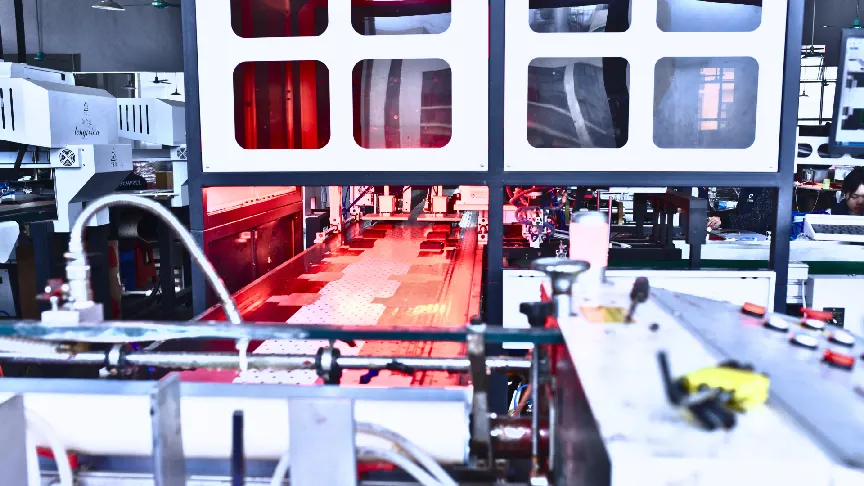
A liña de produción de caixas de papel totalmente automatizada de Richpack integra unha variedade de equipos e tecnoloxías de automatización avanzadas, coa máquina de envolver caixas automática como núcleo, realizando todo o proceso de automatización desde a alimentación do papel, a laminación, a montaxe ata a saída do produto acabado. A liña de produción adopta un sistema avanzado de control do programa PLC, que é capaz de supervisar automaticamente varios índices e parámetros durante todo o proceso de produción e controlar e axustar a interface home-máquina para garantir a precisión e estabilidade do proceso de produción. Ao mesmo tempo, utilízanse servomotores e servocontroladores avanzados para realizar un control e axuste precisos de varias pezas mecánicas no proceso de produción para garantir a alta eficiencia e fiabilidade do funcionamento do equipo. Ademais, a liña Richpack está equipada cun sistema de transmisión de alta precisión que utiliza redutores de engrenaxes e tecnoloxía de transmisión por correa de distribución para conseguir unha transmisión e rotación eficientes e estables de varios compoñentes mecánicos.
· Alimentación de papel: o núcleo deste proceso é o posicionamento preciso do papel e un transporte eficiente. Usando o sistema de alimentación de papel Fidelity, usando adsorción ao baleiro e combinación de accionamento mecánico, o papel na pila de follas de papel por separación de follas e transportados á pista principal. A través do axuste de precisión do calibre frontal e do calibre lateral, o tamaño da pinza está estrictamente controlado para garantir que cando o papel entra no proceso posterior, o erro de posicionamento lateral e lonxitudinal estea controlado dentro de ± 0.1 mm, o que garante a alta precisión e estabilidade do transporte de papel. Por exemplo, ante diferentes pesos e materiais de papel, o sistema de alimentación de papel Fidelity pode axustar automaticamente a forza de adsorción e a velocidade de alimentación para adaptarse ás características do papel.
· Pegado: Seleccionáronse equipos de encolado de alta precisión. Segundo as características do papel e da cola, a cantidade de pegado está regulada con precisión. Adoptan métodos como o revestimento de rolos ou a pulverización para garantir que a cola estea uniformemente recuberta na superficie do papel. Durante o proceso de pegado, o fluxo e a presión do pegamento son monitorizados en tempo real para garantir a estabilidade do pegado. Mentres tanto, o espesor de pegado está controlado estritamente, xeralmente dentro dun intervalo adecuado, para garantir un bo efecto de unión e evitar problemas causados por un exceso de cola ou insuficiente, sentando unha base sólida para a posterior montaxe e outros procesos.
·Montaxe: Adoptan un robot de enlace multieixes e ferramentas de posicionamento intelixente para traballar xuntos. Segundo o programa preestablecido, o robot colle as pezas de laminación e, baixo a guía do sistema de recoñecemento visual de alta precisión, as pezas colócanse con precisión na ferramenta de posicionamento. O brazo do robot accionado por servomotor realiza as operacións de aliñamento, prensado e pegado das pezas. Para as caixas de papel, utilízanse moldes de alta precisión para garantir que a precisión de coincidencia do tamaño da tapa e do corpo da caixa estea dentro de ± 0.2 mm, garantindo unha apertura e un peche suaves; ao montar as caixas tipo libro, un sistema de posicionamento intelixente garante que a desviación entre a caixa interior e a posición de pegado da capa exterior se controla nun rango moi pequeno, garantindo a aparencia dun aspecto suave e fermoso.
·Saída do produto acabado: Despois de completar a montaxe das caixas de papel, a liña de inspección automática realiza unha inspección de calidade integral. Usando a dixitalización con láser, o recoñecemento de imaxes e outras tecnoloxías, as caixas de papel inspeccionan rapidamente a precisión dimensional, os defectos de aparencia, a resistencia estrutural, etc. As caixas de papel cualificadas son clasificadas e empaquetadas segundo especificacións e lotes a través do sistema automático de clasificación e envasado, realizando unha xestión eficiente da produción e do almacenamento dos produtos acabados. Se se detecta que as caixas de papel presentan desviacións dimensionales ou defectos de aparencia durante o proceso de inspección, o sistema clasifícaas automaticamente na zona defectuosa para a súa posterior reelaboración.
En xeral, no proceso de produción, a liña de produción ten un alto grao de automatización, que pode realizar o control e xestión automatizados de todo o proceso de produción, mellorar significativamente a eficiencia da produción e reducir os custos de produción. E un funcionamento estable, baixo ruído, boa protección ambiental, non producirá unha maior contaminación e danos ao medio ambiente e aos empregados. Ao mesmo tempo, as súas características seguras e fiables, poden realizar todo o proceso de produción de detección e protección automatizadas, evitando eficazmente accidentes no proceso de produción, para a produción en masa de caixas de xoias de papel de alta calidade ofrece unha forte garantía.
A calidade é a vida dunha marca de caixas de fábrica. Un pequeno defecto nunha caixa de xoias pode afectar o efecto de visualización das xoias e mesmo danar a reputación dunha marca de xoias de alta gama. Polo tanto, durante a fase de inspección de calidade, formamos un equipo de inspección de calidade profesional e rigoroso, utilizando ferramentas de medición de alta precisión para medir o tamaño da caixa de embalaxe de xoias en detalle para garantir que a lonxitude, anchura, altura e erros dimensionais de cada parte dobrable estean estrictamente controlados nun rango moi pequeno. Ao mesmo tempo, cunha experiencia rica e unha observación atinada, comprobamos coidadosamente a claridade do patrón impreso, a precisión da cor, a precisión da sobreimpresión e a perfección do proceso de acabado superficial, sen perder ningún detalle. A continuación, mostrarémosche a importancia desta ligazón desde os aspectos dos estritos estándares de inspección de calidade e un coidado deseño de envases.

A inspección de calidade é a clave para garantir a calidade da caixa de xoias de papel e debe realizarse de acordo coas normas e métodos. A fábrica de Richpack Richline está equipada con persoal de inspección de calidade profesional e responsable, que, coa súa rica experiencia e coñecementos profesionais, realiza un control minucioso de cada paso do proceso de produción.
En termos de inspección dimensional, o persoal de control de calidade utiliza ferramentas de medición de precisión adecuadas, como pinzas, regla, etc., para medir a lonxitude, anchura, altura e partes dobradas das caixas de papel para garantir que a desviación das dimensións deseñadas estea dentro do intervalo permitido e que a desviación das dimensións en xeral debe controlarse para que estea dentro de ± 0.5 mm, polo que as caixas de xoias e xoias poden estar perfectamente adaptadas. non se verá afectado por problemas dimensionais durante o proceso de transporte e almacenamento. Co fin de garantir que as caixas de papel poidan encaixar perfectamente coas xoias e non afectarán o uso durante o transporte e o almacenamento debido ao problema de tamaño.

Inspección de calidade de impresión é principalmente a través da combinación de inspección visual e probas de equipos profesionais, para comprobar a claridade do patrón de impresión, a precisión da cor, a precisión da sobreimpresión e así por diante. Os patróns deben ser claros, sen borrosidade nin fantasmas, e a cor debe ser coherente co deseño sen diferenzas de cor obvias; a precisión de sobreimpresión require que o erro de sobreimpresión do patrón principal non supere ± 0.1 mm e que o do patrón secundario non supere ± 0.2 mm; para as caixas de papel con códigos de barras, os inspectores de calidade utilizarán un comprobador de códigos de barras para comprobar a claridade e a capacidade de dixitalización dos códigos de barras para garantir que os códigos de barras poden ser identificados con precisión.
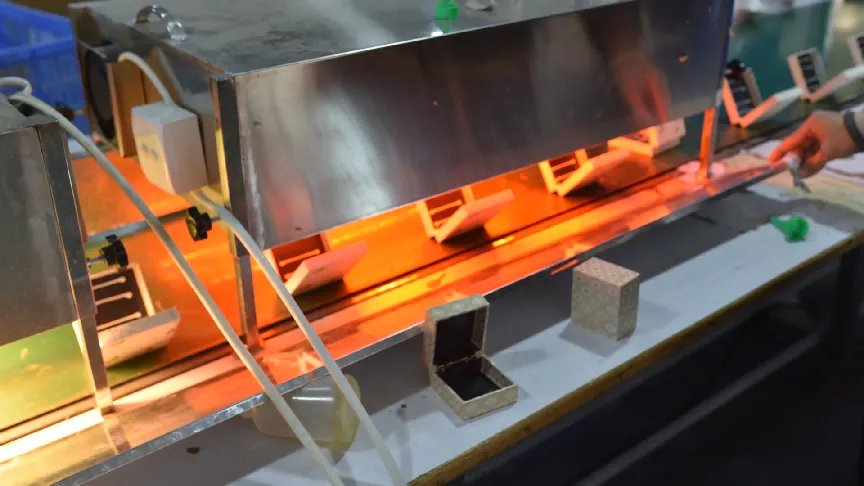
Richpack ten un taller especializado en probas de compresión, equipado con instrumentos profesionais de probas de compresión. Durante a proba de resistencia estrutural, simulamos o uso real de caixas de papel, como proba de compresión e proba de caída, para comprobar se as caixas de papel se deformarán ou romperán cando se sometan a certa presión e impacto. A proba de compresión require que as caixas de papel manteñan a súa forma intacta sen deformación evidente baixo a presión dun certo peso; A proba de caída require que as caixas de papel caian libremente desde unha determinada altura sen danos á estrutura e ao aspecto internos e poidan seguir protexendo as xoias.
A planitude e a limpeza da superficie tamén son aspectos importantes da inspección de calidade. Os inspectores de calidade comprobarán coidadosamente se a superficie das caixas de papel é plana, e se hai defectos que afecten o aspecto, como engurras, golpes ou depresións. Ao mesmo tempo, asegúrese de que a superficie das caixas de papel estea libre de po, manchas, pegadas dixitais e outros contaminantes para garantir a pulcritude do produto. Para efectos especiais de artesanía, como estampación en quente e relevo en caixas de papel, comprobe se son claras, completas e sen problemas como pelado e borrosidade.

Ademais, o persoal de inspección de calidade tamén comprobará o efecto de acabado superficial das caixas de papel, como se o estampado é firme, se o vernizado ou o laminado é uniforme e se hai burbullas, engurras e outros defectos. A través dunha inspección de calidade completa e rigorosa, garante que só os produtos cualificados entran na seguinte fase.
As probas de protección ambiental tamén son cruciales, que están relacionadas coa saúde dos consumidores e coa seguridade ambiental. Richpack ten un taller especializado en probas de protección ambiental e instrumentos de proba avanzados para realizar probas exhaustivas de rendemento de protección ambiental das caixas de papel, das cales a proba de formaldehído é un dos principais elementos de proba. A proba de formaldehido é un dos principais elementos da proba. Usamos detectores de formaldehido profesionais para probar con precisión a liberación de formaldehido das caixas de papel de acordo con procedementos de proba estritos. Segundo os estándares nacionais e industriais relevantes, asegurámonos de que a emisión de formaldehido das caixas de papel estea moi por debaixo do limiar de seguridade estipulado, garantindo que os produtos sexan ecolóxicos e respectuosos co medio ambiente e que non causen ningún risco para a saúde dos consumidores.
Por exemplo, o detector 3V-EDX6600ROHS equipado na fábrica foi desenvolvido para cumprir os requisitos de ROHS, sen halóxenos e a directiva de xoguetes, e ten moitas funcións avanzadas. Usa un detector Si-pin de tipo estadounidense, está arrefriado eléctricamente en lugar de arrefriado por nitróxeno líquido, é compacto, proporciona unha análise precisa de datos e require un mantemento baixo.
o Sinal SES sistema de procesamento de mellora desenvolvido pola empresa pode mellorar eficazmente a sensibilidade da medición. O instrumento pode medir 75 elementos desde xofre (S) ata uranio (U), cun rango de análise de contido elemental de 2 ppm-99.99%. O tempo de medición pódese axustar entre 100 e 300 segundos, e pode cambiar automaticamente entre sete sistemas de colimación de corrección de camiños de luz segundo diferentes mostras, logrando probas automáticas cun só botón. É doado de operar e ten unha interface amigable. Este instrumento pode detectar con precisión o contido de metais pesados como chumbo (Pb), mercurio (Hg), cadmio (Cd), cromo hexavalente (Cr6+) e outras substancias perigosas como bifenilos policlorados (PCB) e éteres difenílicos polibromados (PBDE) que poden estar contidos en caixas de papel, cumprindo as normativas e normas ROHS pertinentes. Directiva, a Lei CPSIA dos EUA e os estándares GB de China.

Ademais, para detectar compostos orgánicos volátiles en caixas de papel, a fábrica de Richpack Richline utiliza un profesional espectrómetro de masas por cromatografía de gases (GCMS). Pode analizar con precisión e detectar cuantitativamente compostos orgánicos volátiles como aldehídos, bencenos e toluenos que poden estar presentes nas caixas de papel. Este instrumento pode medir con precisión o contido destes compostos orgánicos volátiles para determinar se as caixas de papel representan unha ameaza potencial para a saúde humana e o medio ambiente.
Para a detección de plastificantes, a fábrica de Richline utiliza equipos de proba avanzados para probar rigorosamente o contido dos plastificantes (como os ftalatos) para garantir que estea dentro dun rango seguro. A través destas probas de protección ambiental exhaustivas e profesionais, a liña de fábrica de Richpack comprométese a ofrecer aos consumidores produtos de caixa de xoias de papel verdes, respectuosos co medio ambiente e seguros, cumprindo a súa responsabilidade social corporativa e promovendo o desenvolvemento sostible da industria.
As caixas de xoias de papel que pasaron a inspección de calidade deben ser embaladas e almacenadas adecuadamente. En canto aos métodos de envasado, é habitual empregar envases por lotes, nos que un determinado número de caixas de papel se apilan ordenadamente, se envolven con película plástica ou papel de embalaxe e, a continuación, se colocan nunha caixa de cartón. Os materiais de amortiguación, como táboas de escuma e bolsas de burbullas, deben colocarse dentro da caixa de cartón para evitar que as caixas de papel se danen durante o transporte debido a colisións e extrusión. A superficie do cartón debe estar claramente marcada con información como o nome do produto, as especificacións, a cantidade, a data de produción e o fabricante para facilitar a identificación e xestión. Para o almacenamento, as caixas de papel embaladas deben almacenarse nun almacén seco, ventilado e fresco para evitar a luz solar directa e ambientes húmidos. A temperatura no almacén debe controlarse entre 15 ℃ e 25 ℃ e a humidade relativa entre o 40% e o 60%. Tales condicións ambientais poden evitar eficazmente que as caixas de papel se momen e se deformen, se mofan e se deterioren e que os patróns impresos se desvanezcan. Ao mesmo tempo, deberían realizarse inspeccións regulares nas caixas de papel almacenadas para comprobar se hai problemas de calidade. Se se atopan problemas, débense tratar con prontitude para garantir a estabilidade da calidade dos produtos en stock, de xeito que se poidan proporcionar caixas de xoias de papel cualificados de forma oportuna cando sexa necesario.
O proceso de produción de caixas de xoias de plástico con bisagras non é un simple proceso de fabricación, senón un rendemento marabilloso que combina tecnoloxía de punta, ideas enxeñosas e artesanía definitiva. Desde a idea ao recibir o pedido, ata a selección de materiais de alta calidade, ata o uso de tecnoloxía avanzada de moldaxe por inxección, cada paso é refinado. No seguinte contido, exploremos en profundidade o proceso de produción de caixas de xoias de plástico con bisagras.
Despois de recibir os pedidos dos clientes para caixas de xoias con bisagras de plástico, o persoal de vendas debe comunicarse en profundidade e detalle co cliente. O vendedor debe comprender os requisitos específicos do cliente para a caixa de xoias con bisagra de plástico, incluíndo medidas precisas como lonxitude, ancho, alto e grosor, así como a forma da caixa, como cadrada, redonda ou irregular, para garantir que a produción posterior poida satisfacer as necesidades reais do cliente. Para as caixas de xoias, as dimensións internas deben adaptarse con precisión a todos os tipos de xoias para evitar a inestabilidade ou a imposibilidade de encaixar debido a desviacións dimensionais.
Na fase de deseño, o equipo de Richpack analiza o aspecto da caixa de plástico co cliente, aclarando requisitos específicos para elementos como a cor, o patrón e o texto, así como se é necesario incorporar elementos especiais de deseño, como logotipos de marca e marcas antifalsificación. Enténdense as necesidades específicas do cliente para a estrutura da caixa de plástico, como se é necesario deseñarse estruturas funcionais como compartimentos, caixóns e solapas para mostrar e protexer mellor os produtos de xoia. Ao mesmo tempo, explícanse en detalle a capacidade de produción da empresa, a artesanía e os tipos de materiais dispoñibles para ofrecerlle ao cliente asesoramento e referencias profesionais que lle axuden a optimizar o plan de deseño, facendo máis factible e rendible a produción ao tempo que se cumpren os requisitos estéticos e funcionais. A través dunha comunicación suficiente, aseguramos que ambas as partes acordan os requisitos de deseño e produción da caixa de xoias, sentando unha base sólida para a posterior proba e produción.
En función dos requisitos determinados mediante a comunicación co cliente, o departamento de deseño utiliza software de deseño profesional como Adobe Illustrator e CorelDRAW para deseñar e debuxar a caixa, creando unha vista en planta bidimensional e unha representación tridimensional para mostrar visualmente o aspecto e a estrutura da caixa. Durante o proceso de deseño, considérase plenamente a viabilidade do proceso de produción para garantir que o deseño poida transformarse con éxito nun produto práctico. Despois de completar o deseño, os ficheiros de deseño transfírense ao taller de mostraxe, onde o persoal de mostraxe selecciona as materias primas adecuadas para a mostraxe e a produción en función dos requisitos do deseño. Durante o proceso de mostraxe, os empregados de Richpack controlan estritamente os parámetros do proceso de cada ligazón, como a temperatura de moldeo por inxección, a presión, o tempo, etc., para garantir a calidade e precisión dos produtos de mostraxe. Despois de completar a mostraxe, realízase unha inspección de calidade integral das mostras, incluíndo unha inspección de aparencia para comprobar se a superficie é lisa, se hai defectos e se a cor cumpre os requisitos; unha medición dimensional para utilizar ferramentas de medición de alta precisión para comprobar se as dimensións das mostras son consistentes coas dimensións do deseño; e unha proba estrutural para comprobar se a caixa de plástico se abre e se pecha sen problemas e se as distintas pezas están firmemente conectadas. As mostras cualificadas son enviadas ao cliente para a súa confirmación. O cliente avalía as mostras segundo as súas necesidades reais e ofrece suxestións de mellora. Despois de recibir os comentarios do cliente, o proceso de deseño e mostraxe axústase e optimízase de forma oportuna ata que o cliente estea completamente satisfeito coas mostras. Ambas as partes confirman o plan de mostraxe final, que proporciona unha base precisa para a produción formal.
Na produción de caixas de xoias de plástico con bisagra, os materiais plásticos comúns inclúen PET (tereftalato de polietileno), PVC (cloruro de polivinilo), PP (polipropileno), etc., cada un coas súas propias características e escenarios aplicables.
A fábrica de Richpack Richline sempre cumpre con estritos requisitos de calidade e protección ambiental, e utiliza pellets de plástico como materiais PP con certificación GRS. Este material ten unha alta resistencia á calor, pode manter a estabilidade ata certo punto en ambientes de alta temperatura, non se deforma facilmente e é axeitado para o seu uso en caixas de xoias que precisan ser almacenadas ou transportadas en ambientes de alta temperatura. Tamén ten unha boa resistencia química e pode soportar a erosión dalgúns produtos químicos comúns.

O material PP ten unha densidade baixa e é lixeiro, o que pode reducir o peso total da caixa de plástico, facilitando o seu transporte e transporte. A miúdo úsase na produción de caixas de plástico para xoias de uso diario. Ao seleccionar materiais plásticos, é necesario ter en conta factores como o posicionamento da caixa de xoias, o orzamento de custos, os requisitos de protección ambiental e as características do produto para garantir que os materiais seleccionados poidan cumprir os distintos requisitos de rendemento do produto.
Para conseguir o mellor aspecto e rendemento da caixa de xoias con bisagra de plástico, a elección dos materiais de papel debe coincidir cos materiais plásticos. En canto ao material, os tipos comúns de papel inclúen cartón branco, papel estucado e papel especial. O cartón branco ten unha alta rixidez e pode proporcionar un bo soporte estrutural para a caixa de plástico, facéndoa máis duradeira. A súa superficie lisa e boa imprimibilidade poden presentar patróns impresos claros e exquisitos. É axeitado para o seu uso con materiais plásticos de alta transparencia, como o PET, para facer caixas de xoias de gama alta que mostren unha textura sinxela e elegante.
O papel artístico, como o papel perlado e a tarxeta láser, ten un alto brillo e unha boa absorción da tinta. Os patróns impresos teñen cores brillantes e capas ricas, que poden mellorar o atractivo visual da caixa. Os papeis especiais, como o papel perla e o papel estampado, teñen texturas e sensación únicas, que poden engadir unha atmosfera artística única á caixa, mellorar a calidade e o valor engadido do produto e adoitan usarse en caixas de xoias personalizadas de gama alta.
Combinados con materiais plásticos de alta calidade, crean un efecto de embalaxe único. A cor e a textura deben escollerse segundo o estilo e a imaxe da marca das xoias. Para xoias de estilo sinxelo, pódese seleccionar papel de cor lisa con texturas sinxelas para resaltar a beleza sinxela das xoias; para xoias de estilo retro, pódese seleccionar papel con texturas ou cores retro para crear un ambiente retro forte. Ao combinar coidadosamente o papel e os materiais plásticos, o aspecto e o rendemento da caixa de plástico pódense unificar perfectamente para satisfacer as dobres necesidades dos consumidores de estética e calidade.
O moldeado por inxección é un proceso clave na produción de caixas de xoias con bisagras de plástico. O principio básico é engadir materias primas de plástico granular ao cilindro da máquina de moldeo por inxección. O cilindro quéntase ata un estado fundido mediante un dispositivo de calefacción externo, como unha bobina de calefacción eléctrica, para que as materias primas plásticas teñan unha boa fluidez. Impulsado pola rotación do parafuso, as materias primas plásticas fundidas comprímense e transmítense cara adiante e inxéctanse a gran velocidade a través da boquilla da máquina de moldeo por inxección na cavidade pechada do molde. A forma da cavidade do molde é a mesma que a forma final da caixa de plástico. A materia prima plástica enche rapidamente a cavidade e enche todos os recunchos, formando o prototipo da caixa de plástico. Entón, o molde mantén unha certa presión e temperatura, de xeito que a materia prima plástica segue arrefriándose e solidificando na cavidade. Durante o proceso de arrefriamento, a materia prima plástica perde gradualmente a súa liquidez e a forma queda fixada, formando finalmente un produto de caixa de plástico cunha certa resistencia e precisión dimensional.

Unha vez que a caixa de plástico se arrefriou e solidificou completamente, ábrese o molde e utilízase o mecanismo de expulsión para empuxar a caixa de plástico moldeada fóra do molde, completando o proceso de moldeo por inxección. Durante o proceso de moldaxe por inxección, o control de parámetros como a temperatura, a presión e o tempo é crucial e afecta directamente a calidade e o rendemento da caixa de plástico. Por exemplo, unha temperatura demasiado alta pode facer que a materia prima plástica se descompoña e se queime, afectando o aspecto e o rendemento da caixa de plástico; unha temperatura demasiado baixa pode facer que a materia prima plástica sexa menos fluída, evitando que encha a cavidade do molde, resultando un produto con material insuficiente. A presión excesiva pode causar defectos como flash e deformación na caixa de plástico; A presión moi pouca pode producir unha densidade e resistencia insuficientes da caixa de plástico. O control de tempo inadecuado tamén afectará á calidade da caixa de plástico. Un tempo de arrefriamento curto pode provocar que a caixa de plástico se deforme despois do desmoldeo, mentres que un tempo de arrefriamento excesivamente longo reducirá a eficiencia da produción. Polo tanto, durante o proceso de moldaxe por inxección, estes parámetros deben controlarse con precisión segundo as características do material plástico e os requisitos de deseño da caixa de plástico para garantir a produción de produtos de caixa de plástico de alta calidade.
O molde é unha ferramenta clave no moldeado por inxección, e o seu deseño e calidade de produción afectan directamente á calidade do moldeo por inxección e á eficiencia da produción da caixa de plástico. En canto ao deseño de moldes, o primeiro paso é utilizar un software profesional de deseño de moldes, como UG e Pro/E, para realizar un modelado 3D do molde baseándose nos debuxos de deseño da caixa de plástico e nos requisitos dimensionais. Durante o proceso de modelado, considéranse plenamente factores como as características estruturais da caixa, o método de desmoldeo e a posición da porta para garantir que o deseño do molde sexa razoable e viable. Por exemplo, para caixas con formas complexas, é necesario deseñarse unha superficie de separación razoable para facilitar a apertura e o peche do molde e o desmoldeo da caixa; para caixas de paredes delgadas, a posición e o tamaño da porta deben optimizarse para garantir que o material plástico poida encher a cavidade de forma rápida e uniforme, evitando o enchido insuficiente ou excesivo.

Ao mesmo tempo, debe considerarse o deseño do sistema de refrixeración do molde e as canles de refrixeración deben organizarse de forma razoable para garantir que o molde poida arrefriarse uniformemente durante o proceso de moldaxe por inxección, acurtar o tempo de arrefriamento e mellorar a eficiencia da produción. Durante o proceso de elaboración de moldes, selecciónanse aceiros de alta calidade como P20, 718 e NAK80. Segundo os debuxos do deseño do molde, varias partes do molde son mecanizadas con precisión a través dunha variedade de procesos, como mecanizado, electroerosión e corte de fíos. Durante o procesamento, a precisión do procesamento está estrictamente controlada para garantir que as tolerancias dimensionais das pezas do molde estean dentro do rango permitido. Xeralmente, as tolerancias dimensionais das cavidades e núcleos do molde contrólanse dentro de ± 0.01 mm para garantir a precisión dimensional e a calidade da superficie da caixa de xoias con bisagra de plástico. Despois de completar o molde, ensamblase e axústase rigorosamente para comprobar se o molde se abre e se pecha sen problemas e se as pezas encaixan firmemente, para garantir que o molde poida funcionar normalmente. A través dun deseño e produción coidadosos do molde, ofrécese unha garantía fiable para o moldeado por inxección e prodúcense caixas de xoias de plástico de alta calidade.
No proceso de produción da caixa de xoias con bisagra de plástico, a aplicación de procesos de impresión xoga un papel fundamental para mellorar a estética e o recoñecemento da marca da caixa. Os procesos de impresión comúns inclúen a impresión offset UV e a serigrafía, cada un coas súas propias características e escenarios aplicables. A impresión offset UV é un proceso de impresión de alta precisión que utiliza luz ultravioleta para curar a tinta.

Usando o principio de impresión en catro cores CMYK, pode conseguir unha reprodución de cores moi delicada e unha impresión de patróns de alta precisión. Este proceso de impresión é axeitado para imprimir en caixas con altos requisitos de calidade de impresión, patróns complexos e cores ricas. Por exemplo, para caixas de xoias que precisan imprimir patróns de xoias delicados, logotipos de marcas finos ou con efectos de degradado de cores ricos, a impresión offset UV pode renderizar con precisión os detalles e as capas de cor do patrón, facendo que o efecto de impresión sexa realista e vívido e engade unha textura fermosa á caixa. A serigrafía consiste en presionar unha racleta contra a pantalla para transferir a tinta a través da malla ata o substrato, creando unha imaxe idéntica á orixinal. A capa de tinta é grosa, cunha boa cobertura e unha sensación tridimensional, e é adecuada para imprimir patróns que requiren unha textura destacada e unha sensación tridimensional, como patróns metálicos e texto esmerilado. Ademais, a serigrafía tamén pode usar tintas especiais, como tintas fluorescentes e tintas luminosas, para darlle á caixa un efecto visual único. Ao elixir un proceso de impresión, é necesario ter en conta factores como os requisitos de deseño da caixa de plástico, as características do patrón impreso e o orzamento de custos, para determinar o proceso de impresión máis adecuado, garantir que o efecto de impresión satisfaga as necesidades dos clientes e, ao mesmo tempo, mellorar a calidade xeral e a competitividade do mercado da caixa de plástico.
Para protexer o patrón impreso na superficie da caixa de xoias con bisagra de plástico e mellorar a durabilidade da caixa, adoita ser necesario aplicar un tratamento antiarañazos. A aplicación dun aceite antiarañazos é un proceso de tratamento común. A función principal da aplicación dun aceite antiarañazos é formar unha película protectora dura e resistente ao desgaste na superficie da caixa, que evita eficazmente que a caixa se rai ou se desgaste durante o uso diario e o transporte, mantendo así o acabado superficial e a integridade do patrón impreso. Durante a operación, primeiro asegúrese de que a superficie da caixa de plástico estea limpa, seca e libre de po, aceite e outras impurezas, para non afectar a adhesión do aceite resistente aos arañazos. A continuación, segundo o tipo e as características do aceite resistente aos arañazos, escolla un método de revestimento axeitado. Os métodos de revestimento comúns inclúen pulverización, rolamento e ducha. A pulverización pode distribuír uniformemente o aceite resistente a arañazos na superficie da caixa, formando un grosor de revestimento relativamente uniforme, e é adecuado para caixas con requisitos de alta calidade de revestimento. O rolamento é sinxelo de operar e altamente eficiente, e é adecuado para revestir grandes áreas da superficie da caixa. O mergullo é axeitado para caixas con formas regulares que se producen en masa e poden completar a operación de revestimento de forma rápida e eficiente. Durante o proceso de revestimento, o grosor do revestimento de aceite resistente a arañazos debe ser controlado rigorosamente. En xeral, é apropiado un espesor de revestimento de 3-5 μm. Un grosor de revestimento demasiado fino pode non conseguir un bo efecto resistente aos arañazos, mentres que un grosor de revestimento demasiado groso pode causar defectos como marcas de fluxo e burbullas na superficie da caixa, que afectan á calidade do aspecto da caixa. Despois de completar o revestimento, coloque a caixa nun dispositivo de secado e realice un tratamento de secado e curado axeitado segundo as condicións de curado do aceite resistente aos arañazos para formar unha película protectora firme na superficie da caixa. Tratar a caixa con aceite resistente aos arañazos pode mellorar eficazmente a resistencia aos arañazos da caixa, prolongar a súa vida útil e, ao mesmo tempo, manter a estética e o valor do produto.

A laminación do papel é o proceso de pegar o papel cortado na superficie do cartón moldeado por inxección, e o seu proceso de operación e uso de cola teñen un impacto importante na calidade e aparencia do cartón. Antes da laminación, a caixa de cola e o papel deben ser tratados previamente para garantir que a superficie da caixa de cola estea limpa, seca e libre de aceite, po e outras impurezas, co fin de mellorar a adhesión da cola; a superficie do papel tamén debe ser plana, sen engurras e o papel pódese aplanar se é necesario. A continuación, escolla a cola correcta, a cola de laminación de papel común ten látex branco, cola de fusión en quente, etc. O adhesivo de látex branco ten as vantaxes de alta forza adhesiva, velocidade de secado moderada, protección ambiental, etc., axeitado para a maioría da laminación de papel e material plástico; adhesivo de fusión en quente ten unha velocidade de curado rápida, forza adhesiva, comunmente usado na necesidade de prototipado rápido do proceso de laminación. No uso de cola, segundo as características da cola e os requisitos da laminación do papel, controle a cantidade de revestimento de cola e o método de revestimento. Xeralmente, o revestimento de rolos, a pulverización e outras formas de revestimento de cola pódense usar para garantir que a cola estea distribuída uniformemente na superficie da caixa de cola ou na parte posterior do papel. A cantidade de revestimento debe ser moderada, un exceso de revestimento provocará un desbordamento de cola, afectando o aspecto da caixa, pero tamén pode causar unión irregular entre o papel e a caixa; moi pouco revestimento levará a unión non é forte, o papel é fácil de caer. A continuación, o papel está laminado con precisión na superficie da caixa, utilizando equipos de prensado ou ferramentas manuais para presionar, de xeito que o papel e a caixa se combinen firmemente para eliminar as burbullas de aire no medio. Durante o proceso de laminación, débese ter coidado de manter o papel plano e colocado con precisión para evitar problemas como o desplazamento do papel e as dobras. Despois de completar a laminación, a caixa de cola colocarase nun ambiente ben ventilado e a temperatura adecuada para o secado, para que a cola estea completamente curada. No proceso de secado, para evitar a extrusión ou colisión da caixa de cola por forzas externas, para non afectar a calidade e o efecto da laminación. Mediante un control estrito da operación do proceso de laminación, asegúrese de que o papel e a caixa de cola estean firmemente unidos, o aspecto é plano e fermoso e mellore a calidade xeral da caixa de cola.
O troquelado é o proceso de cortar o cartón despois da laminación segundo a forma e o tamaño deseñados, e a súa precisión afecta directamente á calidade do molde. Antes de troquelar, debe facerse unha placa de troquelado de alta precisión segundo os debuxos de deseño da caixa. O deseño da placa de coitelo de troquelado debe ser completamente coherente coa forma e o tamaño da caixa, e as liñas da placa de coitelo deben ser suaves e precisas para evitar rebabas, desviacións e outros problemas. Ao mesmo tempo, para escoller unha calidade fiable do coitelo de troquelado, a nitidez e durabilidade do coitelo afectan directamente o efecto e a eficiencia do corte con troquel. Na operación de troquelado, o cartón laminado colócase na máquina de troquelado, axusta os parámetros da máquina de troquelado, como presión, velocidade, etc., para garantir que o proceso de troquelado sexa estable e preciso. Demasiada presión pode provocar a ruptura e a deformación da caixa, a pouca presión fará que o troquelado sexa incompleto; velocidade demasiado rápida pode afectar a precisión do troquelado, a velocidade moi lenta reducirá a eficiencia da produción. En xeral, a presión de troquelado debe axustarse segundo o material e o grosor da caixa, para caixas máis grosas, é necesario aumentar adecuadamente a presión de troquelado; A velocidade de troquelado debe controlarse dentro dun rango razoable para garantir que a calidade do troquelado e o equilibrio da eficiencia da produción. O troquelado está rematado, a caixa deixarase sobre algún exceso de residuos, é necesario limpar a eliminación de residuos. Ao limpar os residuos, teña coidado de evitar danos nos bordos e superficies da caixa, para garantir a integridade e a estética da caixa. Podes usar o método manual ou mecánico de eliminación de residuos, a eliminación manual de residuos é adecuada para a produción de pequenos lotes ou requisitos de alta precisión para a eliminación de residuos, pode ser unha eliminación máis detallada de residuos; a eliminación de residuos mecánicos é axeitado para a produción en masa, de alta eficiencia, pero hai que prestar atención ao axuste e ao funcionamento do equipo para garantir que o efecto da eliminación de residuos. Mediante un control estrito do troquelado e a eliminación de residuos, garante que a forma e o tamaño do cartón sexan precisos, proporcionando unha boa base para a posterior montaxe e uso.
A unión e o fondo é unha parte importante da moldura e montaxe da caixa de xoias con bisagra de plástico, o que afecta directamente á estabilidade estrutural e á función da caixa. No proceso de encolado, para as pezas que se deben pegar, como o lado da caixa, solapa, etc., primeiro debe aplicarse a cantidade adecuada de cola. A elección da cola debe facerse segundo o material da caixa de cola e o ambiente de uso para garantir que a cola teña unha boa forza adhesiva e durabilidade. Ao aplicar cola, debe ser unha cantidade uniforme e axeitada para evitar a situación de que demasiado cola se desborde e contamine a superficie da caixa, ou a pouca cola leve a unión débil.
Despois de aplicar a cola, aliña as pezas que se van unir con precisión, usa as plantillas ou a presión manual para fixalas, para que a cola dea un xogo completo ao efecto de unión e agarde a que se cure.
No sistema de produción a escala de caixas de xoias con bisagras de plástico, a máquina de envolver caixas automática, como o centro clave da fabricación intelixente, confía na arquitectura tecnolóxica da Industria 4.0 para realizar o salto bidimensional na eficiencia da produción e na calidade do produto, e constrúe un paradigma de produción moderno e intelixente.
No proceso de carga de material, a máquina de envasado automático integra un sistema de carga automatizado baseado no recoñecemento de visión artificial e na coordinación do brazo robótico de seis eixes. O sistema captura imaxes en tempo real de pezas de cartón moldeadas coa axuda de cámaras CCD de alta resolución e, mediante algoritmos avanzados de recoñecemento de imaxes, pode identificar con precisión a posición, a actitude e a información do modelo das pezas en milisegundos. En función dos resultados do recoñecemento, o brazo robótico de seis eixes realiza un agarre e un posicionamento precisos das pezas cunha precisión de agarre de ± 0.1 mm en virtude das súas características de movemento flexible de múltiples graos de liberdade, garantindo que as pezas entren no proceso posterior sen desviación cero.
Ao entrar no proceso de encolado, a máquina automática de envolver cartón está equipada cun sistema de encolado de alta precisión baseado nun control de bucle pechado. O sistema monitoriza o fluxo, a presión e a temperatura en tempo real da cola a través de sensores de presión, sensores de fluxo e sensores de temperatura. Baseándose nos datos de seguimento, o algoritmo de control PID úsase para regular con precisión o motor de accionamento, a bomba de presión e outros actuadores do equipo de encolado para garantir que a precisión de control do volume de encolado alcance ± 0.01 g e que o intervalo de flutuación da velocidade de encolado se controle a ± 1 mm/s en condicións de diferentes características de pegamento (por exemplo, PP, viscosidade, caixa de material, ABS, etc.). para conseguir unha aplicación de cola uniforme e estable e proporcionar unha adhesión de alta calidade. A cola aplícase de forma uniforme e estable, proporcionando unha garantía fiable para unha unión de alta calidade.
O proceso de dobramento e montaxe é o proceso principal da máquina de envolver cartón automática, que adopta o modo de operación cooperativo do brazo robótico de enlace multi-eixes e un molde de alta precisión. O brazo do robot de enlace multi-eixes ten un rendemento de movemento de alta velocidade e alta precisión, cunha precisión de posicionamento repetible de ± 0.05 mm, e pode dobrar e montar as pezas de cartón en orde e ángulo precisos segundo a traxectoria de movemento tridimensional preestablecida. Mentres tanto, co sistema de posicionamento de alta precisión baseado na medición de distancia con láser e sensor de desprazamento capacitivo, e o sistema de control de presión con función de control adaptativo, a posición relativa e os cambios de presión entre os compoñentes son monitorizados en tempo real durante o proceso de montaxe para garantir que os compoñentes estean ben conectados e que a precisión dimensional é controlada dentro de ± 0.2 mm, o que pode satisfacer os requisitos de alta precisión.
Na fase de saída do produto acabado, as caixas montadas entran primeiro no sistema de inspección de calidade baseado en algoritmos de visión artificial e intelixencia artificial. O sistema realiza unha inspección integral do aspecto, o tamaño e a calidade do adhesivo da caixa a través de cámaras de alta definición multi-vista, e analiza e procesa os datos de imaxe recollidos con algoritmos de aprendizaxe profunda, que poden identificar de forma rápida e precisa todo tipo de defectos de calidade, como desbordamento de cola, desalineamento de pezas, defectos de superficie, etc. As caixas cualificadas son transportadas automaticamente ao seguinte proceso de envasado polo transportador automatizado de acordo cos ritmos e camiños establecidos, realizando a perfecta integración do proceso de produción.
A máquina de envolver caixas de xoias automática está equipada cun sistema de control distribuído baseado en Ethernet industrial, cun PLC de alto rendemento como unidade de control central, realizando un control preciso e en tempo real de cada actuador do equipo. O sistema ten fortes capacidades de procesamento de datos e informática, e pode completar a recollida, análise e procesamento de varios tipos de datos do sensor en microsegundos e, segundo os parámetros de proceso de produción preestablecidos, axusta automaticamente a cantidade de cola, o ángulo de pregamento, a presión e outros parámetros clave do proceso para garantir o funcionamento eficiente e estable do proceso de produción. Ao mesmo tempo, a través da conexión perfecta co sistema MES empresarial, pódese realizar a carga e o intercambio de datos de produción en tempo real, o que proporciona un poderoso soporte de datos para a xestión da produción e a toma de decisións da empresa. A máquina automática de envolver cartón Richpack tamén adopta o aceiro de aliaxe de alta resistencia como principal material estrutural, e está optimizada e deseñada mediante análise de elementos finitos, o que garante a estabilidade estrutural do equipo en condicións de operación de alta velocidade e pesado. As pezas móbiles clave, como as articulacións dos brazos, os carrís de guía, os parafusos, etc., adoptan parafusos de esfera de alta precisión, carrís de guía lineais e servomotores, que, xunto coa tecnoloxía avanzada de lubricación e selado, poden reducir eficazmente o desgaste e o consumo de enerxía do equipo e mellorar a eficiencia operativa e a vida útil do equipo.
A máquina automática de envolver caixas mostra vantaxes técnicas significativas na produción de caixas de xoias con bisagras de plástico. En termos de eficiencia de produción, a súa capacidade máxima pode alcanzar 1000 - 1500 caixas de plástico por hora, en comparación co método tradicional de envoltura manual de caixas, a eficiencia aumentou de 5 a 8 veces, para satisfacer plenamente as necesidades de produción a gran escala e de alta eficiencia. En termos de control de calidade do produto, co sistema de montaxe e inspección automatizado de alta precisión, a taxa de aprobación dos produtos pode alcanzar máis do 98%, o que reduce efectivamente a taxa de produtos defectuosos causados por erros manuais. Desde o punto de vista do control de custos, a aplicación da máquina automática de envolver cartón reduce significativamente a entrada de traballo e, ao mesmo tempo, mediante un control preciso do proceso, mellora a utilización de materias primas e reduce o custo de produción. Ademais, o equipo ten un alto grao de flexibilidade e capacidade de expansión, a través da programación de software e axuste de parámetros, pode adaptarse rapidamente a diferentes requisitos de deseño e produción de caixas, para que a innovación do produto da empresa e a expansión do mercado proporcionen un forte apoio.
A instalación da bisagra é un paso clave que afecta a comodidade de apertura e peche e a vida útil da caixa de xoias con bisagra de plástico. Segundo o deseño da caixa de xoias, o tipo de bisagra e a especificación deben seleccionarse de forma razoable. As bisagras comúns son adecuadas para caixas de xoias normais para realizar a función básica de apertura e peche; As bisagras de resorte con características de peche automático utilízanse habitualmente en caixas de xoias con requisitos máis altos de comodidade de apertura e peche.
Ao instalar a bisagra, os traballadores de Richpack utilizan primeiro o equipo de perforación automatizado para localizar e controlar con precisión os orificios na posición correspondente da caixa para garantir a instalación precisa da bisagra. Posteriormente, use parafusos ou cola para fixar firmemente un extremo da bisagra nun lado da caixa de goma para evitar que se solte. Despois de completar a instalación, a bisagra é depurada coidadosamente para comprobar a suavidade da apertura e peche da caixa de cola e a flexibilidade da rotación da bisagra e axustar a situación anormal no tempo.
O obxectivo da compactación de burbullas é garantir que a estrutura interna da caixa estea axustada e libre de burbullas e baleiros despois da montaxe, para mellorar a resistencia e estabilidade xerais. Para as caixas unidas con adhesivo termofusible, utilízase unha prensa en quente para compactar as burbullas. Ao controlar con precisión a temperatura, a presión e o tempo, a prensa en quente pode facer que a cola se volva fundir baixo a temperatura adecuada, encher as burbullas de aire e mellorar a forza adhesiva e, ao mesmo tempo, evitar a deformación da caixa causada por unha temperatura e presión inadecuadas.
Para o uso doutras colas ou caixas que non precisan ser quentadas, utilízase a prensa en frío para aplicar presión para espremer as burbullas de aire internas para que as pezas se axusten firmemente. Despois de completar a compactación da burbulla de presión, marque a caixa completamente para asegurarse de que o interior estea axustado e a superficie plana.
Despois de completar a montaxe da caixa, o proceso de limpeza é unha parte importante para garantir a calidade do aspecto. Porque a superficie da caixa está facilmente contaminada con po, aceite e outras impurezas durante o proceso de produción, o que afecta o aspecto e a calidade. Use un pano ou unha esponxa suave sen po, mergullado na cantidade adecuada de deterxente, limpe suavemente a superficie da caixa, controle a forza de limpeza para evitar arañazos. Para as manchas difíciles, use un limpador especial para asegurarse de que o material da caixa non estea danado.

Despois de limpar, seque a superficie cun pano limpo e sen po para eliminar os residuos de limpeza e humidade. Ao mesmo tempo, o uso de equipos de aspiración para limpar as impurezas de po dentro da caixa para garantir a limpeza interna. Finalmente, a caixa limpa é etiquetada e empaquetada para entrar nas etapas posteriores.
Despois de limpar e empaquetar o cartón, entrará no proceso de mostraxe de calidade. Segundo a relación de mostraxe establecida, un determinado número de caixas son seleccionados aleatoriamente de cada lote. A inspección non só inclúe unha segunda comprobación do aspecto, para asegurarse de que non hai fugas de manchas de frotamento, nin arañazos engadidos; pero tamén para reconfirmar a precisión dimensional, o uso de instrumentos de medición de alta precisión, como a máquina de medición de coordenadas, para detectar a lonxitude, anchura e altura da caixa, os orificios das bisagras e outras dimensións clave da bisagra, o erro permitido é controlado nun rango moi pequeno, para garantir que o produto sexa totalmente compatible cos debuxos do deseño. Para o rendemento de apertura e peche da bisagra, realízanse probas simuladas de apertura e peche e o número de probas establécese segundo os estándares do produto para garantir que a bisagra permanece suave no uso a longo prazo, sen fenómenos de enganche e afrouxamento. Para o tratamento de prensado en quente e frío da caixa de cola, proba destrutiva de mostraxe, verifique a firmeza da estrutura interna para determinar se a forza adhesiva da cola está á altura do estándar. Unha vez atopados produtos non cualificados, rastrexa inmediatamente a ligazón de produción, investigue a causa raíz do problema, tome medidas correctoras para garantir a consistencia da calidade do produto de todo o lote.
As caixas que pasan a proba de mostraxe de calidade entran no proceso de envasado e almacenamento. Segundo o tamaño, a forma e a cantidade do cartón, escolla os materiais de embalaxe exterior adecuados, como caixas de cartón ondulado, caixas de plástico, etc.

Durante o proceso de envasado, utilízanse materiais tampón, como tarxeta de escuma, papel de burbullas, etc., para protexer as caixas de danos causados pola colisión e a extrusión durante o transporte e o almacenamento. Cada paquete exterior debe estar claramente etiquetado co nome do produto, especificacións, cantidade, data de produción, número de lote e outra información para facilitar a identificación e rastrexabilidade do produto. Embalaxe de produtos terminados de acordo coa categoría, lote ordenadamente apilado na zona designada do almacén, segue o principio de xestión de primeiro en entrar, primeiro en saír. O almacén debe manterse seco e ventilado, e a temperatura e a humidade deben estar ben controladas para evitar que os factores ambientais afecten a calidade do cartón. Ao mesmo tempo, o establecemento dun sistema de xestión de inventario perfecto, seguimento en tempo real das cantidades de inventario, para a planificación da produción e entrega de vendas para proporcionar soporte de datos precisos.
O tamaño da tapa superior da caixa é lixeiramente maior que a tapa inferior, a diferenza entre a lonxitude e o ancho é de 3-5 mm, a diferenza entre a altura é de 5-10 mm; a capa exterior da caixa tipo libro é máis longa que a caixa interior en 5-8 mm, máis ancha que a caixa interior en 3-5 mm; o espazo entre a caixa interna e a caixa exterior da caixa do caixón é de 1-2 mm nun lado.
Deseñar reforzo ou estrutura de reforzo nos bordos e esquinas das caixas de papel, como engadir cartón nos bordos das caixas de ceo e terra, e utilizar parches de reforzo nas esquinas das caixas tipo libro; asegúrese de que as liñas de dobrado estean claras e que a cola nas partes de conexión estea uniformemente recuberta; e aumentar a estrutura de soporte das caixas de papel para xoias de gran tamaño ou cargas pesadas, tendo en conta a distribución do peso das xoias e a posición do centro de gravidade.
Peso do papel 250 – 400 g/m², boa planitude, brancura superior ao 85% e uniforme; espesor do taboleiro gris de 1 a 3 mm, de alta dureza, de acordo cos estándares ambientais, utilizando materias primas reciclables e non contaminantes.
A precisión da cor está calibrada pola tarxeta de cor Pantone, erro de cor maior ΔE ≤ 3, cor menor ΔE ≤ 5; os bordos dos patróns son claros e non aparecen fantasmas, a fabricación de placas con imaxes de alta resolución e tecnoloxía avanzada, controla a presión e o volume de transferencia de tinta durante a impresión.
A temperatura de inxección depende do material, como a sección frontal do barril de PET 250 – 280 ℃, a sección media 260 – 290 ℃, a sección traseira 240 – 260 ℃; presión de inxección 50 - 120 MPa, presión de retención é 30% - 60% da presión de inxección; tempo de inxección 3 – 10 segundos, tempo de retención 5 – 15 segundos, tempo de arrefriamento 10 – 30 segundos.
Tolerancia da cavidade do molde e do tamaño do núcleo ± 0.05 mm ou menos, rugosidade da superficie Ra 0.8 μm ou menos, a superficie de separación é plana e próxima; use aceiro de moldes de alta calidade, limpeza, inspección, mantemento e lubricación regulares.
Cor de impresión precisa, diferenza de cor principal ΔE ≤ 3, cor secundaria ΔE ≤ 5, patróns claros sen fantasmas; O tratamento antiarañazos é resistente ao desgaste, non presenta defectos de aparencia e a capa antiarañazos é uniforme e firme.
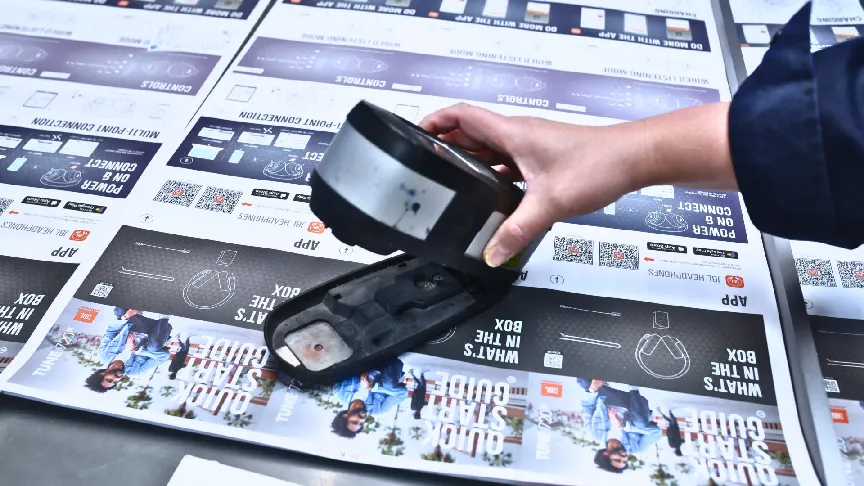
A caixa de xoias con bisagra de gama alta pode escoller cartón branco de 350 - 450 g/m² ou papel especial, a gama media e baixa pode escoller papel revestido de 250 - 350 g/m² ou cartón branco común; O papel debe ser tratado previamente para garantir que a superficie estea plana e libre de impurezas.
As caixas de papel proban o aspecto, o tamaño e a resistencia estrutural; As caixas de plástico proban a aparencia, o tamaño, o rendemento (compresión, resistencia ao impacto, resistencia aos arañazos, etc.), a desviación do tamaño é xeralmente controlada dentro de ± 0.5 mm.
caixas de papel que imprimen a desviación da cor, o patrón borroso pode cambiar a tinta e os equipos, reforzar a xestión da cor; erros de acabado de superficie poden ser adestrados operadores, optimizar os parámetros do proceso; problemas de montaxe de troquelado poden ser actualizados equipos, estandarizar o uso de cola. Os erros do proceso de moldaxe por inxección da caixa de plástico pódense axustar parámetros, adestrar o persoal, mantemento dos equipos; os fallos de impresión pódense reparar e equipos de depuración; problemas de papel laminado externo pode optimizar o proceso de corte, escolla a cola correcta.
Este blog analiza de forma exhaustiva todo o proceso de produción e as especificacións de produción da caixa de xoias de papel e de xoias de plástico. En canto ao proceso de produción, a produción de caixas de xoias de papel a través da preparación previa, impresión, acabado superficial, troquelado e ranurado, laminación e montaxe, así como a inspección de calidade e embalaxe, etc., cada ligazón ten os seus propios puntos operativos e requisitos técnicos únicos. Produción de caixas de xoias de bisagra de plástico desde a recepción da orde e a mostraxe, a través da adquisición e procesamento de materias primas, moldaxe por inxección, impresión e procesamento de superficies, procesamento de papel laminado, así como especificacións de moldaxe e produción. A produción de caixas de xoias con bisagras de plástico comeza coa recepción e a mostraxe de pedidos e pasa pola compra e procesamento de materias primas, o moldeado por inxección, a impresión e procesamento de superficies, a laminación de papel e o moldeado e a montaxe, etc., e finalmente completa a produción do produto, que está estreitamente ligado entre si e ten requisitos estritos para a artesanía e o control de calidade.
Nas especificacións de produción, a produción de caixas de xoias de papel no deseño estrutural, uso de materiais, calidade de impresión, acabado de superficie e montaxe e inspección, etc. formularon normas de especificación detalladas para garantir que a resistencia estrutural da caixa de papel, o aspecto da calidade e o rendemento. Produción de caixas de xoias de bisagra de plástico no moldaxe por inxección, tratamento de superficie, laminación de papel, moldaxe e montaxe, e inspección de calidade, etc. tamén teñen unha especificación detallada. A produción de caixas de xoias con bisagra de plástico no moldeado por inxección, tratamento de superficie, papel de laminación externa, moldaxe e montaxe, así como as probas de calidade e outros aspectos das especificacións tamén están claros, que abarcan os parámetros do proceso, os estándares de calidade, a selección de materiais e outros aspectos, para protexer a calidade e estabilidade da caixa de plástico. A través da análise de casos exitosos e problemáticos, verifícase aínda máis a importancia de seguir o proceso de produción e as especificacións, así como os problemas de calidade e as solucións que se poidan derivar da operación non estándar. Se te dedicas á industria de xoias ou tes que personalizar caixas de xoias de alta calidade, por que non colaboras coas solucións de envasado de xoias Richpack, creamos unha caixa de xoias de alta calidade que satisfaga as túas necesidades. Contacta connosco pola viaxe de excelencia na embalaxe de xoias.
Pasumindo a sustentabilidade O desenvolvemento converteuse nunha tendencia ineludible no proceso de produción de caixas de xoias, e Richpack sempre integrou o concepto de protección ambiental en todos os aspectos da produción e respondeu activamente á necesidade urxente do mercado de produtos respectuosos co medio ambiente. En canto á selección de materiais, promovemos con forza o uso de materiais biodegradables, reciclables e respectuosos co medio ambiente. Tamén seguiremos optimizando o proceso de produción para reducir o consumo de enerxía e as emisións de residuos, e protexer a nosa fermosa casa para as xeracións futuras. Mentres tanto, a intelixencia e a automatización estanse a converter nun motor forte para o desenvolvemento da industria.

No futuro, os equipos intelixentes e as liñas de produción automatizadas dominarán a produción de caixas de xoias Richpack. A través da introdución de sensores avanzados, robots e sistemas de control de automatización, cada enlace do proceso de produción pódese controlar con precisión, o que mellora moito a eficiencia da produción e acurta o ciclo de produción, proporcionando aos clientes servizos mellores e máis eficientes. No futuro, o provedor de caixas de xoiería personalizadas en China, Richpack, seguirá defendendo o concepto de desenvolvemento sostible, adoptando o cambio tecnolóxico, seguendo as tendencias estéticas do mercado, innovando e optimizando constantemente o proceso de produción de caixas de xoias, creará produtos de embalaxe máis personalizados e respectuosos co medio ambiente para a industria de xoias e traballará xunto cos clientes para avanzar cara a un futuro máis brillante.
2024-12-13

2024-10-31

2024-11-06

Escoller un socio para o empaquetado de xoias en 2026 converteuse nunha parte fundamental da ampliación da marca, onde a elección correcta inflúe directamente nas túas marxes de beneficio e na confianza dos clientes. Para aforrarche meses de probas e erros, reducimos os 25 principais fabricantes e provedores de empaquetado de xoias en función da súa fiabilidade no mundo real, calidade de deseño e... Continúa lendo Guía de fabricación de caixas para xoias máis recente de 2026: técnicas paso a paso e expertas

Os envases de xoias italianas son un enigma, un narrador silencioso pero potente. Que hai debaixo da súa atractiva fachada? Como transforma un simple recipiente nunha obra de arte que non só salvagarda as xoias preciosas dentro, senón que tamén eleva o seu atractivo estético? Embarquemos nesta viaxe de descubrimento para descubrir a artesanía... Continúe lendo 2026 Última guía de fabricación de caixas de xoias: técnicas paso a paso e expertas

No mercado competitivo actual, as primeiras impresións son primordiais. Os estudos indican que o 72 % dos consumidores recoñecen que o deseño do envase inflúe significativamente nas súas decisións de compra. Isto é especialmente certo no mercado de luxo, onde a percepción é a realidade. Polo tanto, o envase de luxo é moito máis que un simple recipiente; é un elemento esencial da experiencia da marca, meticulosamente... Continúa lendo Guía de fabricación de caixas para xoias máis recente de 2026: técnicas paso a paso e de expertos

Bolsas con monograma distintivos para engadir un toque persoal | Deseño inicial de bolsa en relevo

Bolsa de xoias con cordón | Almacenamento elegante e seguro de Richpack

Bolsas de seda elegantes para xoias Richpack a medida con bordado personalizado | Solucións de embalaxe a medida para venda polo miúdo de xoias que requiren un acabado personalizado
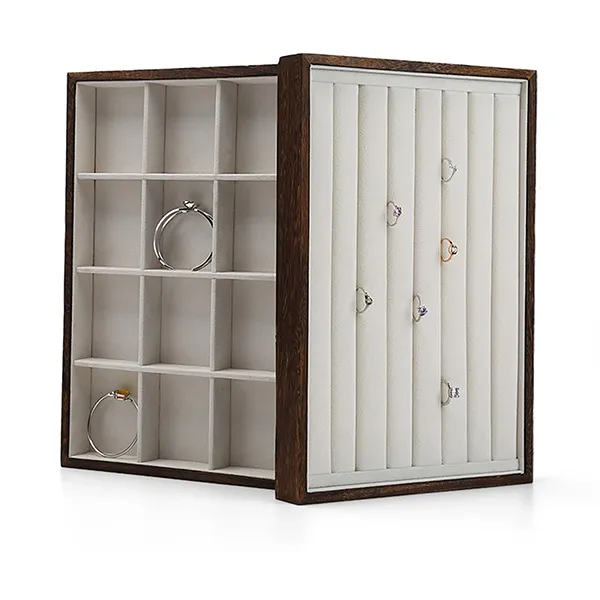
Bandexas de xoias de madeira feitas a medida a medida con gravados personalizados | Solucións de visualización a medida para provedores e empresas de venda polo miúdo que necesitan fabricación personalizada
Ver máisBolsas de tela impresas a medida para marcas | Solucións de embalaxe a medida para comerciantes de xoias que necesitan presentacións únicas e de marca
Ver máis
Bolsas con cremallera personalizadas para envases de xoias | Solucións ecolóxicas con deseños personalizados
Ver máis