 POPRZEDNIE
POPRZEDNIE

Jak niestandardowe pudełka podnoszą wartość biżuterii Napier
2024-12-13

Dla wielu marek biżuterii pudełka na biżuterię to coś więcej niż zwykłe pojemniki – stanowią nośnik historii marki oraz więź emocjonalną z konsumentem. bogaty jest chińskim producentem pudełek na biżuterię z blisko 20-letnim doświadczeniem w pakowaniu biżuterii, a także oferuje ekskluzywne, niestandardowe opakowania pudełko z biżuterią producenci USA. W fabryce Richline pod Richpack, od luksusowych pudełek na biżuterię po proste i wykwintne opakowania kosmetyczne, każdy szczegół zawiera nasze dążenie do jakości i szacunku dla rzemiosła, a każde ogniwo jest ściśle kontrolowane. Następnie pozwól nam zbadać dogłębnie, zrozumieć całą sztukę i umiejętności stojące za drukowaniem i pakowaniem pudełek na biżuterię w jednym artykule i przeanalizować tę dziedzinę zawodową, która łączy estetykę i technologię we wszystkich aspektach.

Od pierwszego błysku inspiracji projektowej do narodzin finalnego wykwintnego produktu, każde ogniwo w produkcji pudełek na biżuterię Richpack z papieru to staranne ułożenie materiałów, kunszt i pomysłowość. W poniższej treści przeanalizujemy warstwa po warstwie, zbadamy każdy etap, odkryjemy sekrety i techniki oraz zobaczymy, jak surowce są przekształcane w oszałamiające opakowania, które mogą wyzwolić urok biżuterii.
Określając projekt papierowego pudełka na biżuterię, przede wszystkim powinniśmy dogłębnie przeanalizować cechy biżuterii, w tym kształt, rozmiar, wagę, fakturę i styl biżuterii. W przypadku biżuterii o nieregularnym kształcie, takiej jak kształtowane kamienie szlachetne, należy zaprojektować specjalną wewnętrzną konstrukcję wsporczą, aby zapewnić jej stabilność w pudełku; w przypadku większej wagi biżuterii pudełka papierowe muszą skupić się na wytrzymałości konstrukcyjnej i nośności, aby uniknąć uszkodzeń spowodowanych niezdolnością do wytrzymania ciężaru w procesie transportu lub przechowywania. Jednocześnie powinniśmy w pełni komunikować się z klientami, aby zrozumieć pozycjonowanie ich marki, grupę docelową i popyt rynkowy. Jeśli pozycjonowanie marki dotyczy luksusu wysokiej klasy, projekt pudełek papierowych powinien skupić się na odzwierciedleniu poczucia godności i wyrafinowania, może przyjąć prosty styl projektowania atmosferycznego, z wysokiej jakości technologią druku i specjalnymi materiałami; jeśli grupą docelową są młodzi konsumenci, projekt można zintegrować z modą, spersonalizowanymi elementami, takimi jak popularne kombinacje kolorów i unikalne modelowanie wzorów, aby przyciągnąć uwagę młodych grup. Ponadto należy również wziąć pod uwagę praktyczność i wygodę pudełek papierowych, na przykład czy są wygodne do otwierania i łatwe do przenoszenia. Łącząc te czynniki, używając profesjonalnego oprogramowania projektowego do projektowania, rysowania planu pudełek papierowych i trójwymiarowego renderowania, aby zapewnić, że projekt nie tylko spełnia podstawową funkcję ochrony biżuterii, ale także pokazuje cechy marki, przyciągając uwagę konsumentów.

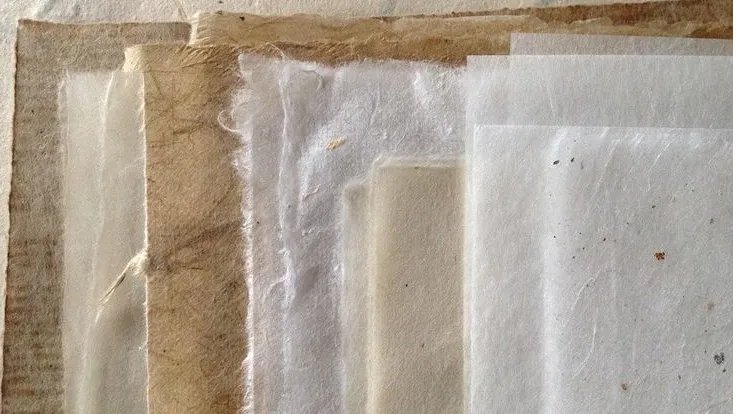
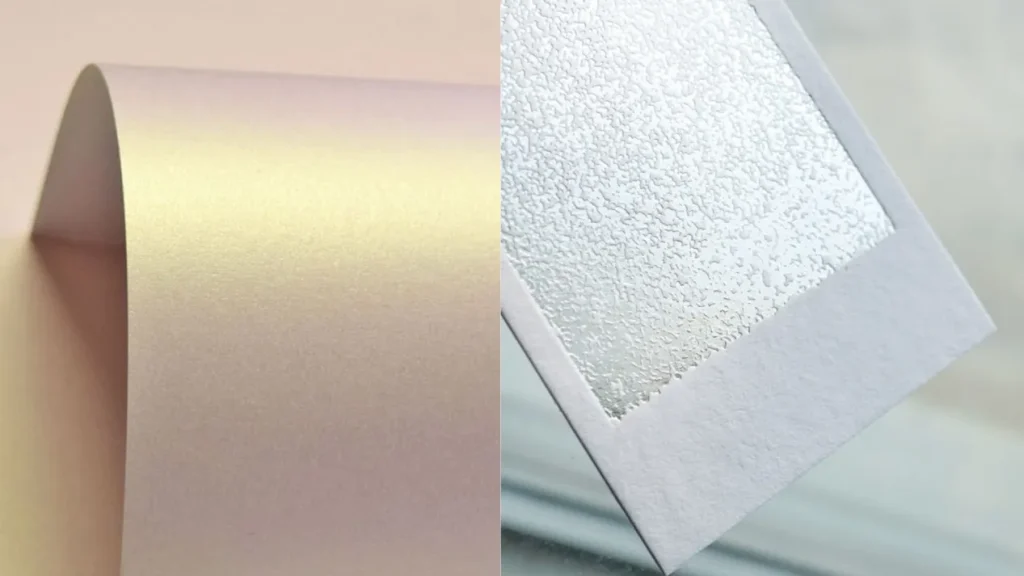
Głównym zielony materiały do produkcji papierowych pudełek na biżuterię obejmują papier i tekturę szarą. Papier, zwykła biała tektura, papier powlekany, papier specjalny i tak dalej. Biała tektura twarda i gruba, ilościowo większa, przednia biel i wysoki połysk, gładka i delikatna powierzchnia papieru, z dobrą przydatnością do drukowania, odpowiednia do efektu drukowania wyższych wymagań powierzchni pudełek papierowych, można wyraźnie renderować drukowane wzory i tekst, pokazując prostą i hojną fakturę; gładka powierzchnia papieru powlekanego, wysoka reprodukcja kolorów, wzory drukowania jasnych kolorów, bogate warstwy, często stosowane w produkcji Potrzeba pokazania wykwintnych wzorów i delikatnych kolorów pudełka na biżuterię, takich jak inkrustowane kolorowymi kamieniami opakowanie pudełka na biżuterię; specjalny papier ma unikalną fakturę, teksturę lub specjalne właściwości, takie jak papier perłowy może wykazywać efekt perłowy, zwiększając poczucie wspaniałości pudełek papierowych, często stosowanych w produkcji wysokiej klasy pudełek na biżuterię, w celu zwiększenia klasy produktu.

Szara tektura jest głównie używana do zwiększenia wytrzymałości konstrukcyjnej pudełek papierowych, powszechnie szara pojedyncza, podwójna szara, wszystkie szare i inne typy. Pojedyncza szara tektura jest szara z jednej strony, druga strona jest stosunkowo gładka, cena jest bardziej ekonomiczna, odpowiednia do wyglądu, wymagania nie są szczególnie wysokie, ale muszą wspierać pewną wytrzymałość pudełek papierowych; podwójna szara tektura po obu stronach jest szara, jednolita tekstura, wysoka wytrzymałość, powszechnie stosowana w produkcji zwykłych pudełek na biżuterię; pełna szara tektura jest w wytrzymałości i stabilności wykonania bardziej wybitnego, odpowiednia do wytrzymałości konstrukcyjnej wymagań wysokiej jakości dużych pudełek na biżuterię lub wysokiej jakości pudełek na biżuterię. pudełko lub wysokiej jakości pudełko na biżuterię. Wybierając materiały, konieczne jest dokonanie kompleksowego rozważenia zgodnie z wymaganiami projektowymi pudełek na biżuterię, budżetem kosztów i normami ochrony środowiska itp., aby upewnić się, że wybrane materiały mogą nie tylko spełniać wymagania jakościowe produktów, ale także być zgodne z trendem ochrony środowiska na rynku i celami kontroli kosztów przedsiębiorstwa.
Gdy materiały, takie jak papier i tektura szara, zostaną dostarczone, należy natychmiast przeprowadzić ścisłą kontrolę materiałów przychodzących. Personel zarządzający jakością w fabryce Richpack najpierw dokładnie sprawdzi ilość materiałów i policzy je jeden po drugim zgodnie z listą dostaw, aby upewnić się, że ilość dostarczanych materiałów jest zgodna z zamówieniem, co pozwoli uniknąć pominięć, które wpłyną na późniejszy postęp produkcji.

W przypadku papieru, pierwszy test ilościowy, przy użyciu profesjonalnej wagi ilościowej do dokładnego pomiaru, aby upewnić się, że jego gramatura jest zgodna ze standardami zamówień, odchylenie jest kontrolowane w bardzo małym zakresie, ponieważ ilościowe bezpośrednio wpływają na sztywność i grubość papieru, co z kolei wpływa na efekt formowania pudełek papierowych. Białość i połysk są mierzone za pomocą miernika bieli i miernika połysku, aby upewnić się, że ich wartości odpowiadają standardom wybranego rodzaju papieru. Gładkość powierzchni papieru jest wykrywana przez miernik gładkości. Słaba gładkość może prowadzić do nierównomiernej przyczepności tuszu i wpływać na przejrzystość wydruku. W przypadku szarej tektury certyfikowanej przez FSC, nacisk na jednorodność grubości testu, przy użyciu mikrometrów w różnych pozycjach pomiaru wielopunktowego, aby upewnić się, że błąd grubości nie przekracza określonego zakresu, grubość nierównych pudełek papierowych sprawi, że struktura będzie nierównomiernie naprężona, zmniejszając wytrzymałość. Jednocześnie sprzęt do badania wytrzymałości na ściskanie wykrywa wytrzymałość na ściskanie szarej tektury, aby upewnić się, że może ona spełniać wymagania pudełka na biżuterię w różnych scenariuszach użytkowania.
Powszechnymi metodami drukowania są druk offsetowy, druk fleksograficzny, druk wklęsły itp., które mają własne zastosowania w druku papierowych pudełek na biżuterię. Druk offsetowy jest jedną z powszechniej stosowanych metod drukowania, która charakteryzuje się wysoką dokładnością druku, może wyraźnie odtworzyć szczegóły wzoru i tekstu, w przypadku drukowania delikatnych linii, wykwintnych wzorów i wysokiej jakości kolorowych obrazów mają oczywiste zalety, odpowiednie do produkcji wysokiej jakości papierowych pudełek na biżuterię o wysokich wymaganiach dotyczących jakości druku. Na przykład podczas drukowania papierowych pudełek z delikatnymi wzorami biżuterii lub delikatnymi logotypami marek, druk offsetowy może dokładnie oddać kolory i tekstury wzorów, dzięki czemu efekt drukowania jest realistyczny i żywy. Druk fleksograficzny ma wyjątkowe zalety dla określonych zastosowań. Druk fleksograficzny wykorzystuje tusz na bazie wody, który jest przyjazny dla środowiska i nie zanieczyszcza środowiska, zgodnie z obecnym zapotrzebowaniem konsumentów na produkty przyjazne dla środowiska. Jednocześnie nacisk druku fleksograficznego jest niewielki, odpowiedni do drukowania na wszystkich rodzajach papieru, w tym na cieńszym lub miękkim papierze. W przypadku konieczności drukowania dużych bloków kolorów lub prostych wzorów na pudełkach papierowych, fleksografia pozwala szybko i wydajnie wykonać druk, a koszt jest stosunkowo niski, odpowiedni do produkcji papierowych pudełek na biżuterię z niskiej i średniej półki.

Warstwa farby drukarskiej do druku wklęsłego jest gruba i solidna. Warstwa farby drukarskiej do druku wklęsłego jest gruba, kolor jest jasny, nasycenie jest wysokie, jakość druku jest stabilna, odpowiednia do drukowania, musi wykazywać silny efekt wizualny i wysoką fakturę papierowego pudełka na biżuterię, takiego jak niektóre luksusowe pudełka na biżuterię, dzięki drukowi wklęsłemu biżuteria może lśnić światłem i luksusową fakturą. Jednak druk wklęsły ma wyższy koszt płyty i dłuższy cykl drukowania, więc przy wyborze metody drukowania należy wziąć pod uwagę takie czynniki, jak pozycjonowanie pudełka na biżuterię, ilość nadruku, budżet kosztów i wymagania dotyczące jakości druku, aby określić najbardziej odpowiednią metodę drukowania.
W druku na papierowych pudełkach na biżuterię kluczowe jest zarządzanie kolorami, które bezpośrednio wpływa na spójność efektu nadruku z opakowania design szkic i atrakcyjność wizualna produktu. Przede wszystkim powinniśmy ustanowić doskonały system zarządzania kolorem i używać profesjonalnego sprzętu do pomiaru koloru, takiego jak spektrofotometry, aby skalibrować i dopasować kolor plików elektronicznych przed drukowaniem. W procesie drukowania należy ściśle kontrolować temperaturę i wilgotność środowiska drukowania, ponieważ te czynniki środowiskowe będą miały wpływ na rozciągliwość papieru i szybkość schnięcia tuszu, co doprowadzi do odchylenia koloru. Jednocześnie konieczne jest zapewnienie dokładnej kontroli objętości tuszu w maszynie drukarskiej, a maszyna drukarska jest regularnie konserwowana i debugowana, aby zapewnić, że dopływ tuszu z zasobnika tuszu każdej jednostki drukującej jest jednolity i stabilny.
W przypadku drukowania wzorów konieczne jest wybranie odpowiedniego procesu drukowania i płyty drukarskiej zgodnie z wymaganiami projektu. Podczas produkcji płyt drukarskich, aby zapewnić przejrzystość i dokładność grafiki, aby uniknąć problemów, takich jak utracone punkty, deformacje itp. W procesie drukowania należy zwrócić uwagę na dokładność nadruku wzoru, dostosowując parametry maszyny drukarskiej i urządzenia pozycjonującego, aby zapewnić, że wzór każdego koloru jest dokładnie nadrukowany, aby uniknąć efektu zjawy, rozbieżności i innych zjawisk. Ponadto można również użyć niektórych specjalnych procesów drukowania, takich jak drukowanie punktowe, tłoczenie na gorąco, druk UV itp., aby wzmocnić efekt wizualny i trójwymiarowe poczucie wzoru, dzięki czemu papierowe pudełko na biżuterię jest piękniejsze, wyjątkowe, podkreślając wartość produktów jubilerskich i wizerunek marki.
Lakierowanie i laminowanie to powszechny proces wykańczania powierzchni papierowych pudełek na biżuterię, mają one istotny wpływ na wygląd i właściwości ochronne papierowych pudełek. Proces lakierowania to warstwa lakieru nakładana na powierzchnię zadrukowanych materiałów, tak aby po wyschnięciu utworzyć warstwę bezbarwnej, przezroczystej folii. W zależności od rodzaju lakieru i metody powlekania są różne, można je podzielić na lakier błyszczący, lakier matowy i częściowy lakier UV itd. Jasny lakier może sprawić, że powierzchnia papierowych pudełek będzie miała wysoki połysk, wzmocni kolorowość i wizualny wpływ wzoru nadruku, sprawi, że pudełko na biżuterię będzie wyglądać jaśniej i wykwintniej, nadaje się do dążenia do wspaniałego efektu opakowania pudełka na biżuterię; matowy lakier nadaje papierowym pudełkom stonowaną, elegancką fakturę, zmniejsza odbicie światła, sprawia, że powierzchnia papierowych pudełek jest bardziej miękka i delikatna, dla niektórych osób, które dążą do prostoty i elegancji.

Matowy lakier nadaje pudełkom papierowym elegancką fakturę, redukuje odbicie światła i sprawia, że powierzchnia pudełek papierowych jest bardziej miękka i delikatna. W przypadku niektórych marek biżuterii, które dążą do prostego i ekskluzywnego stylu, pudełka papierowe z matowym lakierem mogą lepiej odzwierciedlać temperament ich marki; lokalny lakier UV ma na celu przeprowadzenie obróbki lakierniczej w określonych wzorach lub obszarach, aby podkreślić kluczowe wzory lub słowa na pudełkach papierowych poprzez kontrast między lokalnymi i innymi matowymi lub wspólnymi powierzchniami o wysokim połysku i dodać poczucie hierarchii i trójwymiarowości. Proces laminowania polega na nałożeniu folii plastikowej poprzez laminowanie klejem na powierzchni zadrukowanych materiałów, tworząc zintegrowany papierowo-plastikowy produkt końcowy.
Typowe rodzaje laminowania to folia błyszcząca i folia matowa. Powierzchnia pudełek papierowych po laminowaniu jest jasna jak lustro, kolor jest bardziej jaskrawy i kolorowy, z dobrą wodoodpornością, odpornością na wilgoć, odpornością na zużycie, może skutecznie chronić nadrukowany wzór, przedłużać żywotność pudełek papierowych, ma zastosowanie do wyglądu jasności i wymagań dotyczących ochrony pudełka na biżuterię; laminowanie matowej folii pudełek papierowych zapewnia miękki, elegancki matowy efekt, przyjemny w dotyku, ale ma również pewien stopień trójwymiarowości gotowego produktu. Pudełka papierowe pokryte matową folią zapewniają miękki i elegancki matowy efekt, który jest przyjemny w dotyku, a także ma pewne właściwości wodoodporne i odporne na zużycie, które są często wykorzystywane w dążeniu do tekstury i unikalnego stylu opakowań pudełek na biżuterię wysokiej klasy. Wybierając proces lakierowania i laminowania, należy wziąć pod uwagę styl projektu pudełka na biżuterię, budżet kosztów i wymagania dotyczące ochrony i inne czynniki, aby uzyskać najlepszy efekt wykończenia.
W procesie laminowania laminator odgrywa kluczową rolę. Typowa maszyna do laminowania składa się głównie z urządzenia rozwijającego, urządzenia klejącego, urządzenia do prasowania na gorąco, urządzenia nawijającego i innych części. Zasada działania jest następująca: po pierwsze, urządzenie rozwijające zostanie zwinięte, a zadrukowane pudełka papierowe zostaną rozłożone; następnie urządzenie klejące na powierzchni folii plastikowej równomiernie pokryte warstwą kleju, rolą kleju jest sprawienie, aby folia i papier mogły być mocno połączone ze sobą; następnie, po powleczeniu folii i papieru w urządzeniu do prasowania na gorąco, w określonej temperaturze i ciśnieniu, klej jest aktywowany, a folia i papier są ściśle przymocowane. Następnie powlekana folia i papier wchodzą do urządzenia do prasowania na gorąco, a w określonej temperaturze i ciśnieniu klej jest aktywowany, a folia i papier są ściśle do siebie przyklejone; na koniec, przyklejony produkt końcowy jest nawijany przez urządzenie nawijające. W ten sposób uzyskuje się idealne połączenie folii plastikowej i materiałów zadrukowanych, a kompleksowa wydajność pudełka na biżuterię z papieru jest zwiększona. Wybierając proces lakierowania i laminowania, należy kompleksowo rozważyć styl projektu pudełka na biżuterię, budżet, wymagania dotyczące skuteczności ochrony i inne czynniki, aby uzyskać najlepszy efekt wykończenia.
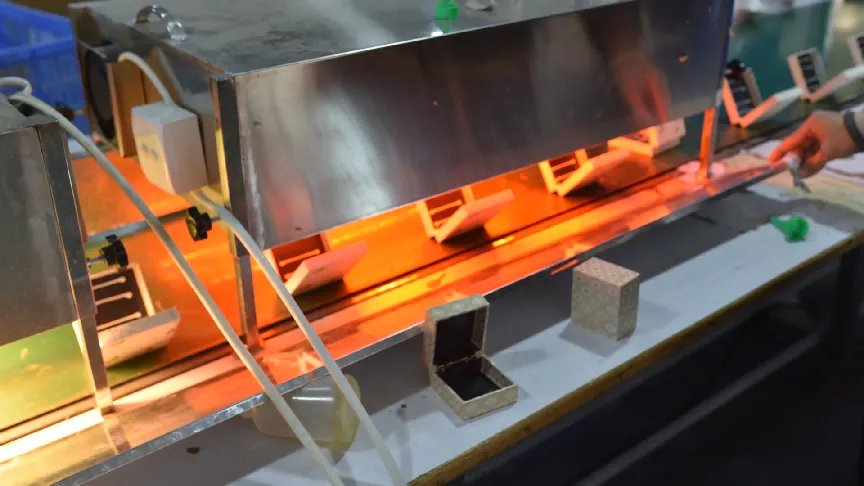
Specjalne procesy, takie jak tłoczenie na gorąco i wytłaczanie, mogą znacznie poprawić estetykę i fakturę papierowych pudełek na biżuterię. Tłoczenie na gorąco polega na przenoszeniu folii metalowej lub folii pigmentowej na powierzchnię pudełek papierowych poprzez prasowanie na gorąco, formując wzory lub znaki o metalicznym połysku lub specjalnych kolorach. Typowe materiały do tłoczenia na gorąco obejmują folię złotą, folię srebrną, folię laserową i tak dalej.
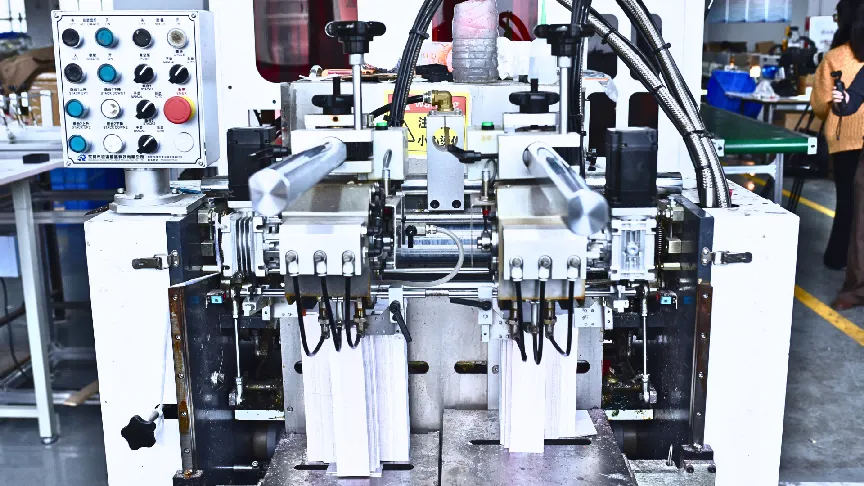
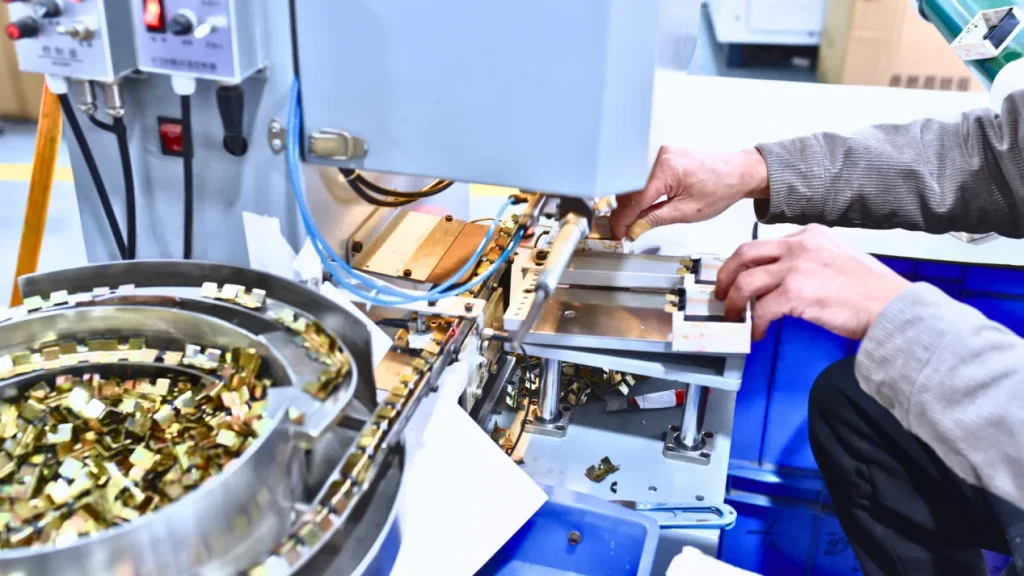
W procesie tłoczenia na gorąco wyróżnia się dwa sposoby: automatyczne maszyny do tłoczenia na gorąco i ręczne maszyny do tłoczenia na gorąco.

Ręczna maszyna do tłoczenia na gorąco należy ręcznie umieścić pudełka papierowe pod płytą do tłoczenia na gorąco, po dostosowaniu pozycji, ręcznie nacisnąć uchwyt, tak aby płyta do tłoczenia na gorąco i pudełka papierowe się zetknęły. Dzięki nagrzaniu i naciskowi folia do tłoczenia na gorąco zostanie przeniesiona na powierzchnię pudełek papierowych w określonej pozycji.
Proces tej metody jest stosunkowo prosty, ale wydajność jest niska, a biegłość operatora musi być wysoka. Jej funkcja jest głównie stosowana w przypadku małych partii, spersonalizowanych, dostosowanych potrzeb w zakresie tłoczenia na gorąco pudełek na biżuterię, takich jak niektóre niszowe, ekskluzywne marki biżuterii wprowadzają na rynek produkty w limitowanej edycji, ręczna maszyna do tłoczenia na gorąco może dokładnie spełnić jej unikalne wymagania dotyczące tłoczenia na gorąco wzorów. Znaczenie istnienia ręcznej maszyny do tłoczenia na gorąco polega na tym, że jest ona wysoce elastyczna, a niski koszt sprzętu sprawia, że w przypadku początkowej próby procesu tłoczenia na gorąco lub niestabilnej wielkości zamówienia małego przedsiębiorstwa produkującego pudełka na biżuterię jest bardziej ekonomicznym wyborem.

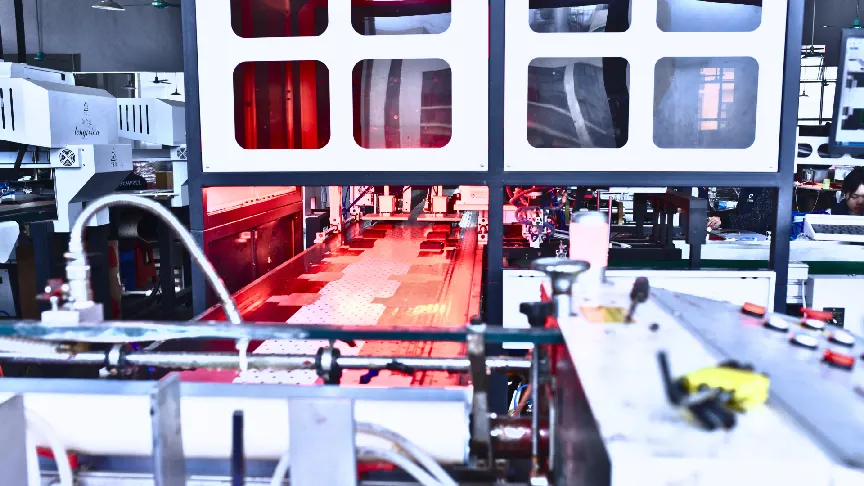
Automatyczna maszyna do tłoczenia na gorąco realizuje automatyczny proces produkcji, pudełka papierowe są automatycznie transportowane do stanowiska tłoczenia na gorąco przez przenośnik, czujnik dokładnie lokalizuje położenie pudełek papierowych, płyta tłocząca na gorąco jest automatycznie dociskana i styka się z pudełkami papierowymi zgodnie z instrukcjami systemu sterowania, po zakończeniu operacji tłoczenia na gorąco pudełka papierowe są transportowane do następnego procesu. Automatyczna maszyna do tłoczenia na gorąco jest wydajna, z dużą prędkością i wysoką precyzją tłoczenia na gorąco, może realizować ciągłą produkcję, co znacznie poprawia wydajność produkcji, a jakość tłoczenia na gorąco jest stabilna, a położenie wzoru jest bardzo dokładne. Ma ogromne znaczenie dla masowej produkcji przedsiębiorstw produkujących pudełka na biżuterię, może sprostać zapotrzebowaniu rynku na dużą liczbę pudełek na biżuterię, zmniejszyć jednostkowy koszt produkcji, a jednocześnie zapewnić spójność efektu tłoczenia produktu, poprawić ogólny wizerunek marki.
Proces tłoczenia na gorąco może sprawić, że pudełko na biżuterię będzie prezentować wspaniały, szlachetny temperament, złoty połysk może być odzwierciedlony jasnym światłem biżuterii, aby zwiększyć klasę produktu, powszechnie stosowany w opakowaniach marek biżuterii wysokiej klasy; proces tłoczenia na gorąco srebra daje proste, stylowe uczucie, odpowiednie do niektórych dążeń do nowoczesnego stylu pudełka na biżuterię; laserowe tłoczenie na gorąco w celu uzyskania unikalnego efektu laserowego, takiego jak tęczowy blask i zmieniające się wzory, zwiększają atrakcyjność wizualną pudełek papierowych i zabezpieczają przed fałszerstwem. Laserowe tłoczenie na gorąco może wytworzyć unikalny efekt laserowy, taki jak tęczowe światło i zmieniające się wzory, zwiększając atrakcyjność wizualną i odporność pudełek papierowych na fałszerstwo, powszechnie stosowany w niektórych innowacyjnych i spersonalizowanych projektach pudełek na biżuterię.
Proces tłoczenia ciśnieniowego polega na użyciu ciśnienia, aby powierzchnia pudełek papierowych utworzyła wypukły lub wklęsły wzór, poprzez efekt trójwymiarowy, aby wzmocnić warstwowe wrażenie pudełek papierowych i fakturę. W przypadku niektórych wzorów biżuterii o trójwymiarowym znaczeniu, takich jak kwiaty, kształty zwierząt itp., proces tłoczenia może sprawić, że będą one bardziej żywe i realistyczne, jakby wyskakiwały z powierzchni pudełek papierowych, zapewniając konsumentom silne wrażenie wizualne i wrażenia dotykowe. Ponadto proces tłoczenia na gorąco i tłoczenia można połączyć, aby uzyskać bogatsze i bardziej zróżnicowane efekty, jeszcze bardziej zwiększając wyjątkowość i wartość artystyczną pudełka na biżuterię z papieru, dzięki czemu wyróżnia się ono spośród wielu opakowań i przyciąga uwagę i miłość konsumentów.
Od zwykłych do niesamowitych, jakie sekrety kryją się za wspaniałą transformacją opakowań? Możesz również przeczytać ten artykuł aby dalej zgłębiać nieskończone możliwości tłoczenia na gorąco, wytłaczania i innych specjalnych procesów, odpowiedź leży właśnie tam.
Wykrawanie to proces cięcia zadrukowanego papieru zgodnie z zaprojektowanym kształtem i rozmiarem, a jego dokładność odgrywa decydującą rolę w jakości formowania pudełek papierowych. W procesie wykrawania, przede wszystkim, aby zapewnić precyzję produkcji płytki noża wykrawającego, konstrukcja płytki noża wykrawającego powinna być całkowicie zgodna z płaską ekspansją pudełek papierowych, linie płytki noża powinny być gładkie, dokładne, aby uniknąć zadziorów, odchyleń i innych problemów. Jednocześnie, aby wybrać niezawodną jakość narzędzia do wykrawania, ostrość i trwałość narzędzia bezpośrednio wpływają na efekt i wydajność wykrawania. W operacji wykrawania, aby ściśle kontrolować ciśnienie i prędkość wykrawania, zbyt duże ciśnienie może prowadzić do pęknięcia papieru, odkształcenia, zbyt małe ciśnienie spowoduje, że wykrawanie nie zostanie ukończone; zbyt duża prędkość może wpłynąć na dokładność wykrawania, zbyt mała prędkość zmniejszy wydajność produkcji. Ponadto istnieje potrzeba regularnej konserwacji i naprawy sprzętu do wykrawania, sprawdzania elementów transmisyjnych sprzętu, urządzeń pozycjonujących i innych normalnych operacji, aby zapewnić stabilność i dokładność sprzętu. W procesie wykrawania powinniśmy zwrócić uwagę na pozycjonowanie i mocowanie papieru, aby zapobiec przemieszczeniu papieru w procesie wykrawania, co miałoby wpływ na dokładność wykrawania. Poprzez ścisłą kontrolę tych punktów procesu wykrawania, aby zapewnić, że krawędzie wykrawanych pudełek papierowych są schludne, o dokładnym rozmiarze, do późniejszego montażu i użytkowania, aby zapewnić dobrą podstawę.

Rowkowanie szarej płyty ma na celu umożliwienie papierowym pudełkom formowania dokładnego kąta i kształtu podczas gięcia, kąt rowkowania, głębokość i inne parametry mają istotny wpływ na efekt gięcia papierowych pudełek. Mówiąc ogólnie, typowe kąty rowkowania to 90 stopni i 120 stopni itd. 90 stopni rowkowania nadaje się do produkcji papierowych pudełek z zagięciami pod kątem prostym, takich jak typowe kwadratowe pudełka na biżuterię; 120 stopni rowkowania jest powszechnie stosowane do produkcji papierowych pudełek z pewnymi ukośnymi kątami, aby nadać papierowym pudełkom bardziej wyjątkowy wygląd. Głębokość rowka powinna być określona w zależności od grubości szarej płyty, ogólnie głębokość rowka jest kontrolowana między jedną trzecią a połową grubości szarej płyty jest bardziej odpowiednia. Jeśli głębokość rowkowania jest zbyt płytka, papierowe pudełka mogą pojawić się w zagięciu gięcia, co nie jest wyraźne, trudna sytuacja zginania, wpływając na efekt formowania papierowych pudełek; jeśli głębokość rowkowania jest zbyt duża, wytrzymałość szarej płyty zostanie osłabiona, co spowoduje, że pudełka papierowe będą łatwe do pęknięcia, co wpłynie na ich stabilność strukturalną. W procesie rowkowania należy używać profesjonalnego sprzętu do rowkowania, który zapewni precyzję i stabilność sprzętu. Jednocześnie należy sprawdzić jakość szarej płyty po rowkowaniu, aby zobaczyć, czy kąt i głębokość rowka spełniają wymagania, czy ścianka rowka jest gładka, z zadziorami i innymi problemami. Tylko gwarantując jakość rowkowania szarej płyty, pudełka papierowe można dokładnie wygiąć po montażu, aby uzyskać regularny kształt i spełnić wymagania strukturalne i wyglądowe pudełka na biżuterię.

Laminowanie to proces sklejania zadrukowanego papieru powierzchniowego i szarej tektury za pomocą kleju, a jego proces operacyjny i dobór kleju mają kluczowe znaczenie. Przed laminowaniem konieczne jest wstępne przygotowanie szarej tektury i zadrukowanego papieru wierzchniego, aby upewnić się, że powierzchnia jest czysta, płaska i wolna od kurzu, oleju i innych zanieczyszczeń, tak aby klej mógł w pełni wykorzystać efekt wiązania. Następnie, zgodnie z wymaganiami dotyczącymi materiału i projektu pudełek papierowych, aby wybrać odpowiedni klej, powszechny klej ma biały lateks, klej topliwy itp. Biały klej lateksowy ma zalety wysokiej siły klejenia, umiarkowanej szybkości schnięcia, ochrony środowiska itp., odpowiedni do laminowania większości materiałów papierowych; klej topliwy ma szybką szybkość utwardzania, siłę klejenia, powszechnie stosowany w przypadku potrzeby szybkiego formowania procesu laminowania. W procesie laminowania, aby kontrolować ilość nakładanego kleju, nałożenie zbyt dużej ilości spowoduje przelanie się kleju, co wpłynie na wygląd pudełek papierowych, może również powodować nierównomierną przyczepność między papierem powierzchniowym a szarą tekturą; powlekane zbyt mało spowoduje, że przyczepność nie będzie silna, pudełka papierowe są podatne na zjawisko klejenia. Ogólnie rzecz biorąc, powlekanie wałkiem i natryskiwanie można stosować do nakładania kleju, aby zapewnić równomierne rozprowadzenie kleju na powierzchni szarej tektury lub papieru. Następnie dokładnie dopasuj papier wierzchni do szarej tektury, używając sprzętu do prasowania lub narzędzi ręcznych do prasowania, tak aby papier wierzchni i szara tektura były ściśle połączone, aby wykluczyć środek pęcherzyków powietrza. Po zakończeniu laminowania pudełka papierowe do laminowania należy umieścić w dobrze wentylowanym środowisku o odpowiedniej temperaturze do suszenia, unikając suszenia w wilgotnym lub wysokiej temperaturze, aby nie wpłynąć na efekt utwardzania kleju i jakość pudełek papierowych.
Montaż pudełek papierowych to proces łączenia laminowanych części w kompletne pudełka papierowe, w tym procesie konieczne jest zapewnienie, że struktura pudełek papierowych jest stabilna, a wygląd schludny. Przede wszystkim powinniśmy dokładnie ustawić i wyrównać komponenty pudełek papierowych zgodnie z wymaganiami projektowymi, aby upewnić się, że linie składania i pozycje interfejsu są dokładne. W przypadku niektórych pudełek papierowych o specjalnej strukturze, takich jak pudełka z pokrywą niebo i ziemia, pudełka typu książka itp., należy zwrócić uwagę na precyzję koordynacji między różnymi komponentami, takimi jak pudełka z pokrywą niebo i ziemia, rozmiar pokrywy i korpusu pudełka powinny być dopasowane, aby zapewnić, że pokrywa może być szczelnie zakryta w pudełku oraz otwierać się i zamykać płynnie; pudełka typu książka, zewnętrzna powłoka i wewnętrzne pudełko pozycji wklejania powinny być dokładne, aby wewnętrzne pudełko można było bezpiecznie zamocować w powłoce, a wygląd gładki.
Podczas procesu montażu można użyć niektórych narzędzi pomocniczych, takich jak przyrządy montażowe i formy pozycjonujące, aby pomóc w zamocowaniu części i zapewnić dokładność i stabilność montażu. W przypadku części, które należy wkleić, należy ponownie nałożyć odpowiednią ilość kleju, aby upewnić się, że pasta jest twarda. Jednocześnie należy zwrócić uwagę na lokalizację i ilość kleju, aby uniknąć zanieczyszczenia klejem powierzchni pudełek papierowych, co wpłynie na wygląd. Po zakończeniu montażu należy sprawdzić pudełka papierowe jako całość, aby sprawdzić, czy struktura pudełek papierowych jest solidna, czy połączenie między różnymi komponentami jest szczelne, a wygląd jest płaski, bez zmarszczek, odkształceń itp. W przypadku jakichkolwiek problemów należy dokonać korekt na czas. W przypadku jakichkolwiek problemów należy dokonać korekt i napraw na czas, aby upewnić się, że ostatecznie zmontowane pudełka papierowe spełniają standardy jakości i mogą zapewnić dobrą ochronę opakowania dla biżuterii.
W montażu pudełek papierowych automatyczna maszyna pakująca odgrywa kluczową rolę, znacznie zwiększając wydajność produkcji biżuterii produkcja opakowań i jakości produktu. Proces jego działania obejmuje głównie następujące kluczowe ogniwa.
Najpierw papier jest dostarczany automatycznie, przez czujnik fotoelektryczny i licznik, aby zidentyfikować i zliczyć port podawania, a następnie za pomocą systemu trakcji i suwaka papier zostanie automatycznie wysłany do następnego procesu, aby zapewnić dokładność i stabilność dostarczania papieru. Następnie następuje połączenie odkurzania i ssania, które wykorzystuje system przepływu powietrza do zasysania papieru i przeprowadza proces usuwania pyłu, aby zapewnić, że powierzchnia papieru jest czysta i wolna od pyłu, zapewniając dobrą podstawę do późniejszego przetwarzania. Następnie następuje ładowanie i laminowanie. Laminator automatycznie przymocowuje krawędź klejącą do krawędzi papieru, aby zapewnić napięcie i ogólną trwałość papieru. W sekcji tłoczenia i składania, wytłaczarka wytłacza papier, a następnie maszyna składająca składa papier, aby utworzyć podstawową ramę wyglądu pudełka. Na koniec formowanie pudła i montaż pokrywy niebo-ziemia, dolna krzywka pozycjonująca i boczny pozycjoner złożą gładką tekturową listwę, zakończą formowanie pudła, a następnie za pomocą pneumatycznych przyssawek zamocują pudło na stole obrotowym. Za pomocą płyty klejowej klej natryskowy zostanie zainstalowany w pudle na obu końcach tektury niebo-ziemia, zakończą formowanie pokrywy niebo-ziemia oraz całego kartonowego pudła.
W pełni zautomatyzowana linia produkcyjna pudełek papierowych Richpack integruje różnorodne zaawansowane urządzenia i technologie automatyzacji, z automatyczną maszyną do pakowania pudełek jako rdzeniem, realizując cały proces operacji automatyzacji od podawania papieru, laminowania, montażu do gotowego produktu wyjściowego. Linia produkcyjna przyjmuje zaawansowany system sterowania programem PLC, który jest w stanie automatycznie monitorować różne indeksy i parametry podczas całego procesu produkcji oraz kontrolować i regulować interfejs człowiek-maszyna, aby zapewnić dokładność i stabilność procesu produkcji. Jednocześnie zaawansowane silniki serwo i sterowniki serwo są używane do realizacji precyzyjnej kontroli i regulacji różnych części mechanicznych w procesie produkcji, aby zapewnić wysoką wydajność i niezawodność działania sprzętu. Ponadto linia Richpack jest wyposażona w wysoce precyzyjny system przekładni, który wykorzystuje reduktory przekładni i technologię napędu paska rozrządu, aby uzyskać wydajną i stabilną przekładnię i obrót różnych elementów mechanicznych.
· Podawanie papieru: sednem tego procesu jest dokładne pozycjonowanie papieru i wydajny transport. Używając systemu podawania papieru Fidelity, wykorzystującego adsorpcję próżniową i kombinację napędu mechanicznego, papier w stosie arkuszy papieru jest rozdzielany arkuszami i transportowany do głównego toru napędowego. Dzięki precyzyjnej regulacji przedniego i bocznego wskaźnika, rozmiar chwytaka jest ściśle kontrolowany, aby zapewnić, że gdy papier wchodzi do kolejnego procesu, błąd pozycjonowania bocznego i wzdłużnego jest kontrolowany w granicach ±0.1 mm, co zapewnia wysoką precyzję i stabilność transportu papieru. Na przykład, w obliczu różnych ciężarów i materiałów papieru, system podawania papieru Fidelity może automatycznie regulować siłę adsorpcji i prędkość podawania, aby dostosować się do charakterystyki papieru.
·Klejenie: Wybierany jest sprzęt do klejenia o wysokiej precyzji. Ilość kleju jest precyzyjnie regulowana w zależności od właściwości papieru i kleju. Stosowane są metody takie jak powlekanie wałkiem lub natryskiwanie, aby zapewnić równomierne pokrycie powierzchni papieru klejem. Podczas procesu klejenia przepływ i ciśnienie kleju są monitorowane w czasie rzeczywistym, aby zapewnić stabilność klejenia. Tymczasem grubość klejenia jest ściśle kontrolowana, na ogół w odpowiednim zakresie, aby zapewnić dobry efekt wiązania i uniknąć problemów spowodowanych nadmierną lub niewystarczającą ilością kleju, co stanowi solidny fundament dla późniejszego montażu i innych procesów.
·Montaż: Robot wieloosiowy i inteligentne narzędzia pozycjonujące są stosowane do współpracy. Zgodnie z ustawionym programem robot chwyta części do laminowania, a pod przewodnictwem wysoce precyzyjnego systemu rozpoznawania wizualnego części są dokładnie umieszczane w narzędziach pozycjonujących. Ramię robota napędzane serwomotorem wykonuje operacje wyrównywania, dociskania i przyklejania części. W przypadku pudełek papierowych stosuje się formy o wysokiej precyzji, aby zapewnić dokładność dopasowania rozmiaru pokrywy i korpusu pudełka w granicach ±0.2 mm, gwarantując płynne otwieranie i zamykanie; podczas montażu pudełek typu książkowego inteligentny system pozycjonowania zapewnia, że odchylenie między wewnętrznym pudełkiem a pozycją wklejania zewnętrznej powłoki jest kontrolowane w bardzo małym zakresie, gwarantując gładki i piękny wygląd.
·Wyjście produktu gotowego: Po zakończeniu montażu pudełek papierowych automatyczna linia kontrolna przeprowadza kompleksową kontrolę jakości. Wykorzystując skanowanie laserowe, rozpoznawanie obrazu i inne technologie, pudełka papierowe są szybko sprawdzane pod kątem dokładności wymiarowej, wad wyglądu, wytrzymałości konstrukcyjnej itd. Zakwalifikowane pudełka papierowe są sortowane i pakowane zgodnie ze specyfikacjami i partiami za pośrednictwem automatycznego systemu sortowania i pakowania, co pozwala na wydajne zarządzanie produkcją i magazynowaniem gotowych produktów. Jeśli w trakcie procesu kontroli pudełka papierowe wykryją odchylenia wymiarowe lub wady wyglądu, system automatycznie sortuje je do obszaru wadliwego w celu późniejszej przeróbki.
Ogólnie rzecz biorąc, w procesie produkcyjnym linia produkcyjna ma bardzo wysoki stopień automatyzacji, który może realizować zautomatyzowaną kontrolę i zarządzanie całym procesem produkcyjnym, znacznie poprawia wydajność produkcji i obniża koszty produkcji. I stabilna praca, niski poziom hałasu, dobra ochrona środowiska, nie spowoduje większego zanieczyszczenia i szkody dla środowiska i pracowników. Jednocześnie, jego bezpieczne i niezawodne cechy, mogą realizować cały proces produkcyjny zautomatyzowanego wykrywania i ochrony, skutecznie unikając wypadków w procesie produkcyjnym, ponieważ masowa produkcja wysokiej jakości papierowych pudełek na biżuterię zapewnia silną gwarancję.
Jakość to życie marki pudełka fabrycznego. Niewielka wada pudełka na biżuterię może wpłynąć na efekt ekspozycji biżuterii, a nawet zaszkodzić reputacji marki biżuterii wysokiej klasy. Dlatego na etapie kontroli jakości utworzyliśmy profesjonalny i rygorystyczny zespół kontroli jakości, używając precyzyjnych narzędzi pomiarowych, aby szczegółowo zmierzyć rozmiar pudełka do pakowania biżuterii, aby upewnić się, że długość, szerokość, wysokość i błędy wymiarowe każdej składanej części są ściśle kontrolowane w bardzo małym zakresie. Jednocześnie, dzięki bogatemu doświadczeniu i wnikliwej obserwacji, starannie sprawdzamy przejrzystość nadrukowanego wzoru, dokładność kolorów, dokładność nadruku i perfekcję procesu wykończenia powierzchni, nie pomijając żadnych szczegółów. Poniżej pokażemy Ci znaczenie tego połączenia z punktu widzenia ścisłych standardów kontroli jakości i starannego projektowania opakowań.

Kontrola jakości jest kluczem do zapewnienia jakości papierowego pudełka na biżuterię i musi być przeprowadzana w ścisłej zgodności ze standardami i metodami. Fabryka Richpack Richline jest wyposażona w profesjonalny i odpowiedzialny personel kontroli jakości, który dzięki swojemu bogatemu doświadczeniu i profesjonalnej wiedzy przeprowadza skrupulatną kontrolę każdego etapu procesu produkcyjnego.
W zakresie kontroli wymiarowej personel kontroli jakości używa odpowiednich precyzyjnych narzędzi pomiarowych, takich jak suwmiarki, liniały itp., aby zmierzyć długość, szerokość, wysokość i złożone części pudełek papierowych, aby upewnić się, że odchylenie od zaprojektowanych wymiarów mieści się w dopuszczalnym zakresie, a odchylenie wymiarów ogólnie powinno być kontrolowane tak, aby mieściło się w granicach ±0.5 mm, tak aby zapewnić, że pudełka papierowe będą idealnie dopasowane do biżuterii i nie będą miały problemów z wymiarami podczas transportu i przechowywania. Aby zapewnić, że pudełka papierowe będą idealnie pasować do biżuterii i nie będą miały wpływu na użytkowanie podczas transportu i przechowywania ze względu na problem z rozmiarem.

Kontrola jakości druku odbywa się głównie poprzez połączenie kontroli wizualnej i profesjonalnego testowania sprzętu, w celu sprawdzenia przejrzystości wzoru nadruku, dokładności kolorów, dokładności nadruku itd. Wzory powinny być wyraźne, bez rozmycia lub zjawy, a kolor powinien być spójny z projektem bez oczywistej różnicy kolorów; dokładność nadruku wymaga, aby błąd nadruku głównego wzoru nie przekraczał ±0.1 mm, a błąd wzoru wtórnego nie przekraczał ±0.2 mm; w przypadku pudełek papierowych z kodami kreskowymi inspektorzy jakości użyją testera kodów kreskowych w celu sprawdzenia przejrzystości i możliwości skanowania kodów kreskowych, aby upewnić się, że kody kreskowe można dokładnie zidentyfikować.
Richpack posiada specjalistyczny warsztat do testowania ściskania, wyposażony w profesjonalne urządzenia do testowania ściskania. Podczas testu wytrzymałości konstrukcyjnej symulujemy rzeczywiste użycie pudełek papierowych, takie jak test ściskania i test upadku, aby sprawdzić, czy pudełka papierowe ulegną deformacji lub pękną, gdy zostaną poddane określonemu ciśnieniu i uderzeniu. Test ściskania wymaga, aby pudełka papierowe zachowały swój kształt bez widocznej deformacji pod naciskiem określonego ciężaru; test upadku wymaga, aby pudełka papierowe swobodnie spadały z określonej wysokości bez uszkodzenia wewnętrznej struktury i wyglądu oraz aby mogły nadal chronić biżuterię.
Równość powierzchni i czystość są również ważnymi aspektami kontroli jakości. Inspektorzy jakości dokładnie sprawdzą, czy powierzchnia pudełek papierowych jest płaska i czy występują jakieś wady wpływające na wygląd, takie jak zmarszczki, wypukłości lub zagłębienia. Jednocześnie upewnij się, że powierzchnia pudełek papierowych jest wolna od kurzu, plam, odcisków palców i innych zanieczyszczeń, aby zapewnić schludność produktu. W przypadku specjalnych efektów rzemieślniczych, takich jak tłoczenie na gorąco i wytłaczanie na pudełkach papierowych, sprawdź, czy są one czyste, kompletne i wolne od problemów, takich jak łuszczenie i rozmycie.

Ponadto personel kontroli jakości sprawdzi również efekt wykończenia powierzchni pudełek papierowych, np. czy tłoczenie jest mocne, czy lakierowanie lub laminowanie jest równomierne, a także czy występują pęcherzyki, zmarszczki i inne wady. Dzięki kompleksowej i rygorystycznej kontroli jakości zapewnia się, że do następnego etapu przechodzą tylko produkty kwalifikowane.
Kluczowe są również testy ochrony środowiska, które są związane ze zdrowiem konsumenta i bezpieczeństwem środowiska. Richpack dysponuje specjalistycznym warsztatem testowania ochrony środowiska i zaawansowanymi instrumentami testowymi do przeprowadzania kompleksowych testów ochrony środowiska pudełek papierowych, z których test formaldehydu jest jednym z kluczowych elementów testowania. Test formaldehydu jest jednym z kluczowych elementów testowania. Używamy profesjonalnych detektorów formaldehydu, aby dokładnie testować uwalnianie formaldehydu z pudełek papierowych zgodnie ze ścisłymi procedurami testowania. Zgodnie z odpowiednimi normami krajowymi i branżowymi zapewniamy, że emisja formaldehydu z pudełek papierowych jest znacznie poniżej określonego progu bezpieczeństwa, zapewniając, że produkty są ekologiczne i przyjazne dla środowiska i nie będą powodować żadnych zagrożeń dla zdrowia konsumentów.
Na przykład detektor 3V-EDX6600ROHS, w który wyposażono fabrykę, został opracowany tak, aby spełniać wymagania ROHS, bezhalogenowy i dyrektywy toy, i ma wiele zaawansowanych funkcji. Wykorzystuje detektor Si-pin typu US, jest chłodzony elektrycznie, a nie ciekłym azotem, jest kompaktowy, zapewnia dokładną analizę danych i wymaga niewielkiej konserwacji.
Sygnał SES system przetwarzania ulepszeń opracowany przez firmę może skutecznie poprawić czułość pomiaru. Przyrząd może mierzyć 75 pierwiastków od siarki (S) do uranu (U), z zakresem analizy zawartości pierwiastków 2ppm-99.99%. Czas pomiaru można regulować w zakresie 100-300 s, a przyrząd może automatycznie przełączać się między siedmioma systemami kolimacji korekcji ścieżki światła w zależności od różnych próbek, umożliwiając automatyczne testowanie jednym przyciskiem. Jest łatwy w obsłudze i ma przyjazny interfejs. Przyrząd ten może dokładnie wykrywać zawartość metali ciężkich, takich jak ołów (Pb), rtęć (Hg), kadm (Cd), chrom sześciowartościowy (Cr6+) i inne niebezpieczne substancje, takie jak polichlorowane bifenyle (PCB) i polibromowane etery difenylowe (PBDE), które mogą znajdować się w pudełkach papierowych, zapewniając zgodność produktu z wymogami odpowiednich przepisów i norm, takich jak dyrektywa ROHS, amerykańska ustawa CPSIA i chińskie normy GB.

Ponadto w celu wykrycia lotnych związków organicznych w pudełkach papierowych fabryka Richpack Richline korzysta z profesjonalnego chromatografia gazowa spektrometr masowy (GCMS). Może dokładnie analizować i ilościowo wykrywać lotne związki organiczne, takie jak aldehydy, benzeny i tolueny, które mogą być obecne w pudełkach papierowych. Ten instrument może dokładnie mierzyć zawartość tych lotnych związków organicznych, aby określić, czy pudełka papierowe stanowią potencjalne zagrożenie dla zdrowia ludzi i środowiska.
W celu wykrycia plastyfikatorów fabryka Richline wykorzystuje zaawansowany sprzęt testowy, aby ściśle testować zawartość plastyfikatorów (takich jak ftalany), aby upewnić się, że mieści się ona w bezpiecznym zakresie. Dzięki tym kompleksowym i profesjonalnym testom ochrony środowiska linia fabryczna Richpack zobowiązuje się do dostarczania konsumentom ekologicznych, przyjaznych dla środowiska i bezpiecznych produktów z papierowych pudełek na biżuterię, wypełniając swoją społeczną odpowiedzialność biznesu i promując zrównoważony rozwój branży.
Pudełka na biżuterię z papieru, które przeszły kontrolę jakości, muszą być odpowiednio zapakowane i przechowywane. Jeśli chodzi o metody pakowania, powszechnie stosuje się pakowanie wsadowe, w którym określona liczba pudełek papierowych jest starannie układana w stosy, owijana folią plastikową lub papierem do pakowania, a następnie umieszczana w pudełku tekturowym. Materiały amortyzujące, takie jak płyty piankowe i worki bąbelkowe, powinny być umieszczone wewnątrz pudełka tekturowego, aby zapobiec uszkodzeniu pudełek papierowych podczas transportu z powodu kolizji i wytłaczania. Powierzchnia pudełka powinna być wyraźnie oznaczona informacjami, takimi jak nazwa produktu, specyfikacje, ilość, data produkcji i producent, aby ułatwić identyfikację i zarządzanie. Do przechowywania zapakowane pudełka papierowe powinny być przechowywane w suchym, wentylowanym i chłodnym magazynie, aby uniknąć bezpośredniego światła słonecznego i wilgotnego środowiska. Temperatura w magazynie powinna być kontrolowana w zakresie 15℃-25℃, a wilgotność względna w zakresie 40%-60%. Takie warunki środowiskowe mogą skutecznie zapobiegać zawilgoceniu i odkształceniu pudełek papierowych, pleśnieniu i pogorszeniu, a także blaknięciu nadrukowanych wzorów. Jednocześnie należy przeprowadzać regularne kontrole przechowywanych pudełek papierowych, aby sprawdzić, czy nie występują problemy z jakością. Jeśli zostaną znalezione problemy, należy je niezwłocznie rozwiązać, aby zapewnić stabilność jakości produktów w magazynie, tak aby w razie potrzeby można było dostarczyć kwalifikowane pudełka papierowe na biżuterię w odpowiednim czasie.
Proces produkcji plastikowych pudełek na biżuterię z zawiasami nie jest prostym procesem produkcyjnym, ale wspaniałym wykonaniem, które łączy najnowocześniejszą technologię, pomysłowe pomysły i najwyższe rzemiosło. Od pomysłu przy odbiorze zamówienia, przez wybór wysokiej jakości materiałów, po wykorzystanie zaawansowanej technologii formowania wtryskowego, każdy krok jest dopracowany. W poniższej treści przyjrzymy się szczegółowo procesowi produkcji plastikowych pudełek na biżuterię z zawiasami.
Po otrzymaniu zamówień klientów na plastikowe pudełka na biżuterię z zawiasami, personel sprzedaży musi szczegółowo i szczegółowo komunikować się z klientem. Sprzedawca musi zrozumieć konkretne wymagania klienta dotyczące plastikowego pudełka na biżuterię z zawiasami, w tym dokładne wymiary, takie jak długość, szerokość, wysokość i grubość, a także kształt pudełka, taki jak kwadratowy, okrągły lub nieregularny, aby mieć pewność, że późniejsza produkcja spełni rzeczywiste potrzeby klienta. W przypadku pudełek na biżuterię wymiary wewnętrzne muszą dokładnie pasować do wszystkich rodzajów biżuterii, aby uniknąć niestabilności lub niemożności dopasowania z powodu odchyleń wymiarowych.
W fazie projektowania zespół Richpack omawia wygląd plastikowego pudełka z klientem, wyjaśniając szczegółowe wymagania dotyczące elementów, takich jak kolor, wzór i tekst, a także czy należy uwzględnić specjalne elementy projektowe, takie jak logo marki i znaki zabezpieczające przed podrabianiem. Zrozumiane są szczegółowe potrzeby klienta dotyczące struktury plastikowego pudełka, takie jak to, czy należy zaprojektować struktury funkcjonalne, takie jak przegródki, szuflady i klapy, aby lepiej eksponować i chronić produkty jubilerskie. Jednocześnie szczegółowo wyjaśnia się zdolność produkcyjną firmy, kunszt wykonania i rodzaje dostępnych materiałów, aby zapewnić klientowi profesjonalną poradę i odniesienia, które pomogą mu zoptymalizować plan projektu, czyniąc produkcję bardziej wykonalną i opłacalną, przy jednoczesnym spełnieniu wymagań estetycznych i funkcjonalnych. Poprzez wystarczającą komunikację zapewniamy, że obie strony zgadzają się co do wymagań projektowych i produkcyjnych pudełka na biżuterię, kładąc solidny fundament pod późniejsze sprawdzanie i produkcję.
Na podstawie wymagań określonych w komunikacji z klientem, dział projektowy używa profesjonalnego oprogramowania projektowego, takiego jak Adobe Illustrator i CorelDRAW, aby zaprojektować i narysować pudełko, tworząc dwuwymiarowy widok z góry i trójwymiarowy rendering, aby wizualnie przedstawić wygląd i strukturę pudełka. Podczas procesu projektowania w pełni uwzględnia się wykonalność procesu produkcyjnego, aby zapewnić, że projekt można pomyślnie przekształcić w praktyczny produkt. Po zakończeniu projektu pliki projektu są przesyłane do warsztatu pobierania próbek, gdzie personel pobierający próbki wybiera odpowiednie surowce do pobierania próbek i produkcji na podstawie wymagań projektowych. Podczas procesu pobierania próbek pracownicy Richpack ściśle kontrolują parametry procesu każdego ogniwa, takie jak temperatura formowania wtryskowego, ciśnienie, czas itp., aby zapewnić jakość i dokładność produktów do pobierania próbek. Po zakończeniu pobierania próbek przeprowadzana jest kompleksowa kontrola jakości próbek, w tym kontrola wyglądu w celu sprawdzenia, czy powierzchnia jest gładka, czy występują jakieś wady i czy kolor spełnia wymagania; pomiar wymiarowy w celu użycia precyzyjnych narzędzi pomiarowych w celu sprawdzenia, czy wymiary próbek są zgodne z wymiarami projektu; oraz test strukturalny w celu sprawdzenia, czy plastikowe pudełko otwiera się i zamyka płynnie oraz czy różne części są mocno połączone. Zakwalifikowane próbki są wysyłane do klienta w celu potwierdzenia. Klient ocenia próbki zgodnie ze swoimi rzeczywistymi potrzebami i przedstawia sugestie dotyczące ulepszeń. Po otrzymaniu opinii klienta proces projektowania i pobierania próbek jest dostosowywany i optymalizowany w odpowiednim czasie, aż klient będzie całkowicie zadowolony z próbek. Obie strony potwierdzają ostateczny plan pobierania próbek, który stanowi dokładną podstawę do formalnej produkcji.
W produkcji plastikowych pudełek na biżuterię z zawiasami, najczęściej stosuje się materiały takie jak PET (politereftalan etylenu), PVC (polichlorek winylu), PP (polipropylen) itp., z których każdy ma swoje własne właściwości i zastosowanie.
Fabryka Richpack Richline zawsze przestrzega rygorystycznych wymagań jakościowych i ochrony środowiska, a także używa plastikowych granulek, takich jak materiały PP z certyfikatem GRS. Materiał ten ma wysoką odporność na ciepło, może zachować stabilność do pewnego stopnia w środowiskach o wysokiej temperaturze, nie odkształca się łatwo i nadaje się do stosowania w pudełkach na biżuterię, które muszą być przechowywane lub transportowane w środowiskach o wysokiej temperaturze. Ma również dobrą odporność chemiczną i może wytrzymać erozję niektórych powszechnych chemikaliów.

Materiał PP ma niską gęstość i jest lekki, co może zmniejszyć całkowitą wagę plastikowego pudełka, ułatwiając przenoszenie i transport. Jest często używany do produkcji plastikowych pudełek na biżuterię do codziennego noszenia. Wybierając materiały plastikowe, należy kompleksowo rozważyć takie czynniki, jak umiejscowienie pudełka na biżuterię, budżet kosztów, wymogi ochrony środowiska i cechy produktu, aby mieć pewność, że wybrane materiały mogą spełnić różne wymagania dotyczące wydajności produktu.
Aby uzyskać najlepszy wygląd i wydajność pudełka na biżuterię z zawiasami z tworzywa sztucznego, wybór materiałów papierowych musi odpowiadać materiałom z tworzywa sztucznego. Jeśli chodzi o materiały, powszechne rodzaje papieru obejmują białą tekturę, papier powlekany i papier specjalny. Biała tektura ma wysoką sztywność i może zapewnić dobre wsparcie strukturalne dla plastikowego pudełka, dzięki czemu jest ono bardziej trwałe. Jej gładka powierzchnia i dobra drukowność mogą zapewnić wyraźne i wykwintne wzory nadruku. Nadaje się do stosowania z materiałami z tworzywa sztucznego o wysokiej przezroczystości, takimi jak PET, w celu tworzenia wysokiej jakości pudełek na biżuterię, które wykazują prostą i elegancką fakturę.
Papier artystyczny, taki jak papier perłowy i karta laserowa, ma wysoki połysk i dobrą chłonność tuszu. Wydrukowane wzory mają jasne kolory i bogate warstwy, które mogą zwiększyć atrakcyjność wizualną pudełka. Specjalne papiery, takie jak papier perłowy i papier wzorzysty, mają unikalne tekstury i fakturę, które mogą dodać pudełku wyjątkowej atmosfery artystycznej, podnieść klasę produktu i wartość dodaną, i są często używane w wysokiej klasy niestandardowych pudełkach na biżuterię.
W połączeniu z wysokiej jakości materiałami plastikowymi tworzą one niepowtarzalny efekt opakowania. Kolor i faktura powinny być dobrane zgodnie ze stylem i wizerunkiem marki biżuterii. W przypadku biżuterii w prostym stylu można wybrać jednolity papier o prostych fakturach, aby podkreślić proste piękno biżuterii; w przypadku biżuterii w stylu retro można wybrać papier o fakturach lub kolorach retro, aby stworzyć silną atmosferę retro. Poprzez staranne dopasowanie papieru i materiałów plastikowych wygląd i wydajność plastikowego pudełka można idealnie zunifikować, aby sprostać podwójnym potrzebom konsumentów w zakresie estetyki i jakości.
Formowanie wtryskowe jest kluczowym procesem w produkcji plastikowych pudełek na biżuterię z zawiasami. Podstawową zasadą jest dodawanie granulowanych surowców z tworzyw sztucznych do cylindra wtryskarki. Cylinder jest podgrzewany do stanu stopionego przez zewnętrzne urządzenie grzewcze, takie jak elektryczna cewka grzewcza, dzięki czemu surowce z tworzyw sztucznych mają dobrą płynność. Napędzane obrotem ślimaka, stopione surowce z tworzyw sztucznych są sprężane i transportowane do przodu, a następnie wtryskiwane z dużą prędkością przez dyszę wtryskarki do zamkniętej wnęki formy. Kształt wnęki formy jest taki sam, jak ostateczny kształt plastikowego pudełka. Surowiec z tworzyw sztucznych szybko wypełnia wnękę i wypełnia każdy róg, tworząc prototyp plastikowego pudełka. Następnie forma utrzymuje określone ciśnienie i temperaturę, dzięki czemu surowiec z tworzyw sztucznych nadal się chłodzi i krzepnie w wnęce. Podczas procesu chłodzenia surowiec z tworzyw sztucznych stopniowo traci swoją płynność, a kształt zostaje ustalony, ostatecznie tworząc produkt w postaci plastikowego pudełka o określonej wytrzymałości i dokładności wymiarowej.

Gdy plastikowa obudowa całkowicie ostygnie i stwardnieje, forma jest otwierana, a mechanizm wyrzutnika jest używany do wypchnięcia uformowanej plastikowej obudowy z formy, kończąc proces formowania wtryskowego. Podczas procesu formowania wtryskowego kontrola parametrów, takich jak temperatura, ciśnienie i czas, ma kluczowe znaczenie i bezpośrednio wpływa na jakość i wydajność plastikowej obudowy. Na przykład, zbyt wysoka temperatura może spowodować rozkład i spalenie surowca z tworzywa sztucznego, co wpłynie na wygląd i wydajność plastikowej obudowy; zbyt niska temperatura może sprawić, że surowiec z tworzywa sztucznego będzie mniej płynny, uniemożliwiając mu wypełnienie wnęki formy, co skutkuje produktem z niewystarczającą ilością materiału. Nadmierne ciśnienie może powodować wady, takie jak wypływki i odkształcenia w plastikowej obudowie; zbyt małe ciśnienie może skutkować niewystarczającą gęstością i wytrzymałością plastikowej obudowy. Niewłaściwa kontrola czasu wpłynie również na jakość plastikowej obudowy. Krótki czas chłodzenia może spowodować odkształcenie plastikowej obudowy po wyjęciu z formy, podczas gdy nadmiernie długi czas chłodzenia zmniejszy wydajność produkcji. Dlatego też podczas procesu formowania wtryskowego parametry te muszą być precyzyjnie kontrolowane, biorąc pod uwagę właściwości tworzywa sztucznego i wymagania konstrukcyjne pudełka z tworzywa sztucznego, aby zagwarantować produkcję wysokiej jakości pudeł z tworzywa sztucznego.
Forma jest kluczowym narzędziem w formowaniu wtryskowym, a jej konstrukcja i jakość produkcji bezpośrednio wpływają na jakość formowania wtryskowego i wydajność produkcji plastikowego pudełka. Jeśli chodzi o projektowanie formy, pierwszym krokiem jest użycie profesjonalnego oprogramowania do projektowania form, takiego jak UG i Pro/E, w celu wykonania modelowania 3D formy na podstawie rysunków konstrukcyjnych plastikowego pudełka i wymagań wymiarowych. Podczas procesu modelowania czynniki takie jak cechy konstrukcyjne pudełka, metoda wyjmowania z formy i położenie wlewu są w pełni brane pod uwagę, aby zapewnić, że projekt formy jest rozsądny i wykonalny. Na przykład w przypadku pudeł o złożonych kształtach należy zaprojektować rozsądną powierzchnię podziału, aby ułatwić otwieranie i zamykanie formy oraz wyjmowanie pudełka; w przypadku pudeł o cienkich ściankach położenie i rozmiar wlewu powinny być zoptymalizowane, aby zapewnić, że materiał z tworzywa sztucznego może szybko i równomiernie wypełnić wnękę, unikając niedopełnienia lub przepełnienia.

Jednocześnie należy wziąć pod uwagę projekt układu chłodzenia formy, a kanały chłodzące powinny być rozmieszczone w rozsądny sposób, aby zapewnić równomierne chłodzenie formy podczas procesu formowania wtryskowego, skrócić czas chłodzenia i poprawić wydajność produkcji. Podczas procesu wytwarzania formy wybierane są wysokiej jakości stale formowe, takie jak P20, 718 i NAK80. Zgodnie z rysunkami projektu formy, różne części formy są precyzyjnie obrabiane maszynowo za pomocą różnych procesów, takich jak obróbka skrawaniem, EDM i cięcie drutem. Podczas przetwarzania dokładność przetwarzania jest ściśle kontrolowana, aby zapewnić, że tolerancje wymiarowe części formy mieszczą się w dopuszczalnym zakresie. Zasadniczo tolerancje wymiarowe gniazd i rdzeni formy są kontrolowane w zakresie ±0.01 mm, aby zapewnić dokładność wymiarową i jakość powierzchni plastikowego pudełka na biżuterię z zawiasami. Po zakończeniu formy jest ona montowana i ściśle regulowana, aby sprawdzić, czy forma otwiera się i zamyka płynnie oraz czy części ściśle do siebie pasują, aby zapewnić, że forma może działać normalnie. Dzięki starannemu zaprojektowaniu i produkcji formy, udzielono niezawodnej gwarancji na formowanie wtryskowe, a w efekcie powstały wysokiej jakości plastikowe pudełka na biżuterię z zawiasami.
W procesie produkcji plastikowego pudełka na biżuterię z zawiasami zastosowanie procesów drukowania odgrywa kluczową rolę w zwiększaniu estetyki i rozpoznawalności marki pudełka. Typowe procesy drukowania obejmują druk offsetowy UV i sitodruk, każdy z własnymi cechami i możliwymi scenariuszami. Druk offsetowy UV to proces drukowania o wysokiej precyzji, który wykorzystuje światło ultrafioletowe do utwardzania tuszu.

Wykorzystując zasadę druku czterokolorowego CMYK, można uzyskać bardzo delikatną reprodukcję kolorów i drukowanie wzorów o wysokiej precyzji. Ten proces drukowania nadaje się do drukowania na pudełkach o wysokich wymaganiach jakości druku, złożonych wzorach i bogatych kolorach. Na przykład w przypadku pudełek na biżuterię, które muszą drukować delikatne wzory biżuterii, logo marek lub mieć bogate efekty gradientu kolorów, druk offsetowy UV może dokładnie oddać szczegóły i warstwy kolorów wzoru, dzięki czemu efekt drukowania jest realistyczny i żywy, a pudełko zyskuje wspaniałą fakturę. Sitodruk polega na dociskaniu rakli do ekranu w celu przeniesienia tuszu przez siatkę na podłoże, tworząc obraz identyczny z oryginałem. Warstwa tuszu jest gruba, z dobrym pokryciem i trójwymiarowym wrażeniem, i nadaje się do drukowania wzorów, które wymagają widocznej faktury i trójwymiarowego wrażenia, takich jak wzory metaliczne i matowy tekst. Ponadto sitodruk może również wykorzystywać specjalne tusze, takie jak tusze fluorescencyjne i tusze świetliste, aby nadać pudełku wyjątkowy efekt wizualny. Wybierając proces drukowania, należy kompleksowo rozważyć takie czynniki, jak wymagania projektowe plastikowego pudełka, właściwości nadrukowanego wzoru i budżet kosztów, aby określić najbardziej odpowiedni proces drukowania i upewnić się, że efekt drukowania spełni potrzeby klientów, a jednocześnie poprawi ogólną jakość i konkurencyjność rynkową plastikowego pudełka.
Aby chronić nadrukowany wzór na powierzchni plastikowego pudełka na biżuterię z zawiasami i poprawić trwałość pudełka, zazwyczaj konieczne jest zastosowanie obróbki przeciw zarysowaniom. Nakładanie oleju przeciw zarysowaniom to powszechny proces obróbki. Główną funkcją nakładania oleju przeciw zarysowaniom jest utworzenie twardej, odpornej na zużycie warstwy ochronnej na powierzchni pudełka, co skutecznie zapobiega zarysowaniom lub zużyciu pudełka podczas codziennego użytkowania i transportu, utrzymując w ten sposób wykończenie powierzchni i integralność nadrukowanego wzoru. Podczas operacji najpierw upewnij się, że powierzchnia plastikowego pudełka jest czysta, sucha i wolna od kurzu, oleju i innych zanieczyszczeń, aby nie wpłynąć na przyczepność oleju przeciw zarysowaniom. Następnie, zgodnie z rodzajem i właściwościami oleju przeciw zarysowaniom, wybierz odpowiednią metodę powlekania. Typowe metody powlekania obejmują natryskiwanie, wałkowanie i natryskiwanie. Natryskiwanie może równomiernie rozprowadzić olej przeciw zarysowaniom na powierzchni pudełka, tworząc stosunkowo równą grubość powłoki i jest odpowiednie dla pudełek o wysokich wymaganiach jakościowych powłoki. Walcowanie jest proste w obsłudze i bardzo wydajne, nadaje się do powlekania dużych powierzchni pudła. Zanurzanie nadaje się do pudeł o regularnych kształtach, które są produkowane masowo i może szybko i sprawnie zakończyć operację powlekania. Podczas procesu powlekania grubość powłoki olejowej odpornej na zarysowania musi być ściśle kontrolowana. Zasadniczo odpowiednia jest grubość powłoki 3-5 μm. Zbyt cienka grubość powłoki może nie zapewnić dobrego efektu odporności na zarysowania, podczas gdy zbyt gruba grubość powłoki może powodować wady, takie jak ślady przepływu i pęcherzyki na powierzchni pudełka, wpływając na jakość wyglądu pudełka. Po zakończeniu powlekania umieść pudełko w urządzeniu suszącym i przeprowadź odpowiednią obróbkę suszenia i utwardzania zgodnie z warunkami utwardzania oleju odpornego na zarysowania, aby utworzyć mocną warstwę ochronną na powierzchni pudełka. Obróbka pudełka olejem odpornym na zarysowania może skutecznie poprawić odporność pudełka na zarysowania, wydłużyć jego żywotność, a jednocześnie zachować estetykę i wartość produktu.

Laminowanie papieru to proces naklejania wyciętego papieru na powierzchnię formowanego wtryskowo kartonu, a jego proces działania i użycie kleju mają istotny wpływ na jakość i wygląd kartonu. Przed laminowaniem pudełko z klejem i papier powinny zostać wstępnie przygotowane, aby upewnić się, że powierzchnia pudełka z klejem jest czysta, sucha i wolna od oleju, kurzu i innych zanieczyszczeń, w celu zwiększenia przyczepności kleju; powierzchnia papieru powinna być również płaska, bez zmarszczek, a papier można spłaszczyć w razie potrzeby. Następnie wybierz odpowiedni klej, typowy klej do laminowania papieru ma biały lateks, klej topliwy itp. Biały klej lateksowy ma zalety wysokiej siły klejenia, umiarkowanej szybkości schnięcia, ochrony środowiska itp., odpowiedni do laminowania większości materiałów papierowych i plastikowych; klej topliwy ma szybką prędkość utwardzania, siłę klejenia, powszechnie stosowany w przypadku potrzeby szybkiego prototypowania procesu laminowania. Podczas stosowania kleju, zgodnie z właściwościami kleju i wymaganiami laminowania papieru, kontroluj ilość powłoki kleju i metodę powlekania. Ogólnie rzecz biorąc, można stosować powlekanie wałkiem, natryskiwanie i inne sposoby powlekania klejem, aby zapewnić równomierne rozprowadzenie kleju na powierzchni pudełka z klejem lub na odwrocie papieru. Ilość powłoki powinna być umiarkowana, zbyt duża ilość powłoki spowoduje wypływ kleju, co wpłynie na wygląd pudełka, ale może również spowodować nierównomierne wiązanie między papierem a pudełkiem; zbyt mała ilość powłoki spowoduje, że wiązanie nie będzie mocne, papier łatwo odpadnie. Następnie papier jest dokładnie laminowany do powierzchni pudełka, przy użyciu sprzętu do prasowania lub narzędzi ręcznych do prasowania, tak aby papier i pudełko były ściśle połączone, aby wyeliminować pęcherzyki powietrza w środku. Podczas procesu laminowania należy uważać, aby papier był płaski i dokładnie ułożony, aby uniknąć problemów, takich jak przesunięcie papieru i zagięcia. Po zakończeniu laminowania pudełko z klejem zostanie umieszczone w dobrze wentylowanym środowisku o odpowiedniej temperaturze do wyschnięcia, tak aby klej był całkowicie utwardzony. W procesie suszenia, aby uniknąć wytłaczania lub zderzenia pudełka z klejem przez siły zewnętrzne, tak aby nie wpłynąć na jakość i efekt laminowania. Dzięki ścisłej kontroli procesu laminowania, papier i pudełko z klejem są mocno połączone, wygląd jest płaski i piękny, a ogólna jakość pudełka z klejem ulega poprawie.
Wykrawanie to proces cięcia kartonu po laminowaniu zgodnie z zaprojektowanym kształtem i rozmiarem, a jego precyzja bezpośrednio wpływa na jakość formowania kartonu. Przed wykrawaniem należy wykonać płytę wykrawającą o wysokiej precyzji zgodnie z rysunkami projektowymi kartonu. Konstrukcja płyty noża wykrawającego powinna być całkowicie zgodna z kształtem i rozmiarem pudełka, a linie płyty noża powinny być gładkie i dokładne, aby uniknąć zadziorów, odchyleń i innych problemów. Jednocześnie, aby wybrać niezawodną jakość noża wykrawającego, ostrość i trwałość noża bezpośrednio wpływają na efekt i wydajność wykrawania. Podczas operacji wykrawania karton do laminowania jest umieszczany na maszynie wykrawającej, dostosuj parametry maszyny wykrawającej, takie jak ciśnienie, prędkość itp., aby zapewnić stabilność i dokładność procesu wykrawania. Zbyt duże ciśnienie może prowadzić do pęknięcia i odkształcenia pudełka, zbyt małe ciśnienie spowoduje niekompletne wykrawanie; zbyt duża prędkość może wpłynąć na dokładność wykrawania, zbyt mała prędkość zmniejszy wydajność produkcji. Mówiąc ogólnie, ciśnienie wykrawania powinno być dostosowane do materiału i grubości pudełka, w przypadku grubszych pudełek należy odpowiednio zwiększyć ciśnienie wykrawania; prędkość wykrawania powinna być kontrolowana w rozsądnym zakresie, aby zapewnić jakość wykrawania i równowagę wydajności produkcji. Wykrawanie jest zakończone, pudełko pozostanie na nadmiarze odpadów, należy je wyczyścić i usunąć. Podczas usuwania odpadów należy uważać, aby nie uszkodzić krawędzi i powierzchni pudełka, aby zapewnić integralność i estetykę pudełka. Można użyć ręcznego lub mechanicznego sposobu usuwania odpadów, ręczne usuwanie odpadów nadaje się do produkcji małych partii lub wymagań dotyczących wysokiej precyzji usuwania odpadów, może być bardziej szczegółowe usuwanie odpadów; mechaniczne usuwanie odpadów nadaje się do produkcji masowej, wysokiej wydajności, ale należy zwrócić uwagę na regulację i działanie sprzętu, aby zapewnić efekt usuwania odpadów. Dzięki ścisłej kontroli wykrawania i usuwania odpadów mamy pewność, że kształt i rozmiar kartonu będą dokładne, co stanowi dobrą podstawę do późniejszego montażu i użytkowania.
Łączenie i dociskanie jest ważną częścią formowania i montażu pudełek na biżuterię z zawiasami z tworzywa sztucznego, co bezpośrednio wpływa na stabilność strukturalną i funkcję pudełka. W procesie klejenia, w przypadku części, które należy skleić, takich jak bok pudełka, klapa itp., należy najpierw nałożyć odpowiednią ilość kleju. Wybór kleju powinien być dokonany w zależności od materiału pudełka z klejem i środowiska użytkowania, aby zapewnić dobrą przyczepność i trwałość kleju. Podczas nakładania kleju należy nakładać go równomiernie i w odpowiedniej ilości, aby uniknąć sytuacji, w której zbyt dużo kleju wyleje się i zanieczyści powierzchnię pudełka, lub zbyt mała ilość kleju doprowadzi do słabego wiązania.
Po nałożeniu kleju należy dokładnie wyrównać części, które mają zostać połączone, a następnie przy użyciu przyrządów montażowych lub docisku ręcznego zamocować je, tak aby klej w pełni wykorzystał efekt połączenia. Następnie należy odczekać, aż klej stwardnieje.
W systemie produkcji masowej pudełek jubilerskich z zawiasami z tworzywa sztucznego automatyczna maszyna do pakowania pudełek, jako kluczowy element inteligentnej produkcji, wykorzystuje architekturę technologii Przemysłu 4.0, aby osiągnąć dwuwymiarowy skok w wydajności produkcji i jakości produktu, a także stworzyć nowoczesny i inteligentny paradygmat produkcji.
W procesie załadunku materiału automatyczna maszyna do pakowania w kartony integruje zautomatyzowany system załadunku oparty na rozpoznawaniu wizji maszynowej i koordynacji sześcioosiowego ramienia robota. System rejestruje obrazy formowanych części kartonowych w czasie rzeczywistym za pomocą kamer CCD o wysokiej rozdzielczości, a dzięki zaawansowanym algorytmom rozpoznawania obrazu może dokładnie identyfikować położenie, postawę i informacje o modelu części w ciągu milisekund. Na podstawie wyników rozpoznawania sześcioosiowe ramię robota realizuje dokładne chwytanie i pozycjonowanie części z dokładnością chwytania ±0.1 mm dzięki elastycznym cechom ruchu o wielu stopniach swobody, zapewniając, że części wchodzą do następnego procesu z zerowym odchyleniem.
Wchodząc w proces klejenia, automatyczna maszyna do owijania kartonów jest wyposażona w wysoce precyzyjny system klejenia oparty na sterowaniu w pętli zamkniętej. System monitoruje przepływ, ciśnienie i temperaturę kleju w czasie rzeczywistym za pomocą czujników ciśnienia, czujników przepływu i czujników temperatury. Na podstawie danych monitorujących algorytm sterowania PID jest używany do dokładnej regulacji silnika napędowego, pompy ciśnieniowej i innych siłowników sprzętu klejącego, aby zapewnić, że dokładność sterowania objętością klejenia osiągnie ±0.01 g, a zakres wahań prędkości klejenia jest kontrolowany na poziomie ±1 mm/s w warunkach różnych charakterystyk kleju (np. lepkość, prędkość utwardzania) i materiałów pudełka (np. PP, PS, ABS itp.), aby uzyskać równomierną i stabilną aplikację kleju i zapewnić wysokiej jakości przyczepność. Klej jest równomiernie i stabilnie nakładany, zapewniając niezawodną gwarancję wysokiej jakości łączenia.
Proces składania i montażu jest podstawowym procesem automatycznej maszyny do pakowania kartonów, która przyjmuje tryb współpracy ramienia robota z wieloosiowym połączeniem i formy o wysokiej precyzji. Ramię robota z wieloosiowym połączeniem ma wysoką prędkość i wysoką precyzję ruchu, z powtarzalną dokładnością pozycjonowania ±0.05 mm i może składać i montować części kartonu w dokładnej kolejności i pod kątem zgodnie z ustawioną trójwymiarową trajektorią ruchu. Tymczasem dzięki systemowi pozycjonowania o wysokiej precyzji opartemu na pomiarze odległości laserowej i pojemnościowym czujniku przemieszczenia oraz systemowi kontroli ciśnienia z funkcją sterowania adaptacyjnego, względne położenie i zmiany ciśnienia między komponentami są monitorowane w czasie rzeczywistym podczas procesu montażu, aby zapewnić ścisłe połączenie komponentów, a dokładność wymiarowa jest kontrolowana w zakresie ±0.2 mm, co może spełnić wymagania montażu o wysokiej precyzji.
Na etapie produkcji gotowego produktu, zmontowane pudełka najpierw trafiają do systemu kontroli jakości opartego na algorytmach wizji maszynowej i sztucznej inteligencji. System przeprowadza wszechstronną kontrolę wyglądu, rozmiaru i jakości kleju pudełka za pomocą wielopunktowych kamer wysokiej rozdzielczości, a także analizuje i przetwarza zebrane dane obrazu za pomocą algorytmów głębokiego uczenia, które mogą szybko i dokładnie identyfikować wszelkiego rodzaju wady jakościowe, takie jak przelanie się kleju, niedopasowanie części, wady powierzchni itd. Kwalifikowane pudełka są automatycznie transportowane do następnego procesu pakowania przez automatyczny przenośnik zgodnie z ustalonymi rytmami i ścieżkami, realizując bezproblemową integrację procesu produkcyjnego.
Automatyczna maszyna do pakowania pudełek na biżuterię jest wyposażona w rozproszony system sterowania oparty na przemysłowym Ethernecie, z wydajnym PLC jako główną jednostką sterującą, realizującą w czasie rzeczywistym i precyzyjną kontrolę każdego siłownika urządzenia. System ma silne możliwości obliczeniowe i przetwarzania danych i może zakończyć zbieranie, analizę i przetwarzanie różnych typów danych z czujników w mikrosekundach, a zgodnie z ustawionymi parametrami procesu produkcyjnego automatycznie dostosowuje ilość kleju, kąt składania, ciśnienie i inne kluczowe parametry procesu, aby zapewnić wydajną i stabilną pracę procesu produkcyjnego. Jednocześnie, dzięki bezproblemowemu połączeniu z systemem MES przedsiębiorstwa, można realizować przesyłanie i udostępnianie danych produkcyjnych w czasie rzeczywistym, co zapewnia potężne wsparcie danych dla zarządzania produkcją i podejmowania decyzji w przedsiębiorstwie. Automatyczna maszyna do pakowania kartonów Richpack przyjmuje również wysokowytrzymałą stal stopową jako główny materiał konstrukcyjny i jest zoptymalizowana i zaprojektowana za pomocą analizy elementów skończonych, co zapewnia stabilność konstrukcyjną urządzenia w warunkach dużej prędkości i ciężkiej pracy. Główne ruchome części, takie jak przeguby ramion, prowadnice, śruby itp., wykorzystują precyzyjne śruby kulowe, prowadnice liniowe i serwosilniki, które w połączeniu z zaawansowaną technologią smarowania i uszczelniania mogą skutecznie zmniejszyć zużycie i zużycie energii przez sprzęt, a także poprawić wydajność operacyjną i żywotność sprzętu.
Automatyczna maszyna do owijania pudełek wykazuje znaczące zalety techniczne w produkcji plastikowych pudełek na biżuterię z zawiasami. Pod względem wydajności produkcji, jej maksymalna wydajność może osiągnąć 1000-1500 plastikowych pudełek na godzinę, w porównaniu z tradycyjną ręczną metodą owijania pudełek, wydajność wzrosła 5-8 razy, aby w pełni sprostać potrzebom produkcji na dużą skalę o wysokiej wydajności. Pod względem kontroli jakości produktu, dzięki wysoce precyzyjnemu zautomatyzowanemu systemowi montażu i kontroli, wskaźnik przejścia produktów może osiągnąć ponad 98%, co skutecznie zmniejsza wskaźnik wadliwych produktów spowodowanych błędami ręcznymi. Z punktu widzenia kontroli kosztów, zastosowanie automatycznej maszyny do owijania kartonów znacznie zmniejsza nakład pracy, a jednocześnie, dzięki dokładnej kontroli procesu, poprawia wykorzystanie surowców i obniża koszty produkcji. Ponadto sprzęt ma wysoki stopień elastyczności i rozbudowy, dzięki programowaniu oprogramowania i regulacji parametrów, może szybko dostosować się do różnych wymagań dotyczących konstrukcji i produkcji pudełek, aby zapewnić silne wsparcie dla innowacji produktowych i ekspansji rynkowej przedsiębiorstwa.
Montaż zawiasu jest kluczowym krokiem, który wpływa na wygodę otwierania i zamykania oraz żywotność plastikowego pudełka na biżuterię z zawiasem. Zgodnie z projektem pudełka na biżuterię, typ zawiasu i specyfikacja powinny być dobrane rozsądnie. Zwykłe zawiasy nadają się do zwykłych pudełek na biżuterię, aby realizować podstawową funkcję otwierania i zamykania; zawiasy sprężynowe z automatycznymi właściwościami zamykania są powszechnie stosowane w pudełkach na biżuterię o wyższych wymaganiach dotyczących wygody otwierania i zamykania.
Podczas instalacji zawiasu pracownicy Richpack najpierw wykorzystują zautomatyzowany sprzęt do dziurkowania, aby dokładnie zlokalizować i kontrolować otwory w odpowiedniej pozycji pudełka, aby zapewnić dokładną instalację zawiasu. Następnie należy użyć śrub lub kleju, aby mocno przymocować jeden koniec zawiasu do jednej strony gumowego pudełka, aby zapobiec poluzowaniu. Po zakończeniu instalacji zawias jest dokładnie debugowany, aby sprawdzić płynność otwierania i zamykania pudełka z klejem oraz elastyczność obrotu zawiasu i na czas dostosować nieprawidłową sytuację.
Celem zagęszczania pęcherzyków jest zapewnienie, że wewnętrzna struktura pudełka jest szczelna i wolna od pęcherzyków i pustych przestrzeni po złożeniu, aby zwiększyć ogólną wytrzymałość i stabilność. W przypadku pudełek sklejonych klejem topliwym, do zagęszczania pęcherzyków stosuje się prasę na gorąco. Poprzez precyzyjną kontrolę temperatury, ciśnienia i czasu, prasa na gorąco może spowodować ponowne stopienie kleju w odpowiedniej temperaturze, wypełnienie pęcherzyków powietrza i zwiększenie siły klejenia, a jednocześnie uniknąć odkształcenia pudełka spowodowanego niewłaściwą temperaturą i ciśnieniem.
W przypadku stosowania innych klejów lub pudełek, których nie trzeba podgrzewać, prasa na zimno jest wykorzystywana do wywierania nacisku w celu wyciśnięcia wewnętrznych pęcherzyków powietrza, aby części ściśle przylegały. Po zakończeniu zagęszczania pęcherzyków pod ciśnieniem należy dokładnie sprawdzić pudełko, aby upewnić się, że wnętrze jest szczelne, a powierzchnia płaska.
Po zakończeniu montażu pudełka, proces czyszczenia jest ważną częścią, aby zapewnić jakość wyglądu. Ponieważ powierzchnia pudełka jest łatwo zanieczyszczona kurzem, olejem i innymi zanieczyszczeniami podczas procesu produkcyjnego, co wpływa na wygląd i jakość. Użyj miękkiej, bezpyłowej ściereczki lub gąbki, zanurzonej w odpowiedniej ilości detergentu, delikatnie wytrzyj powierzchnię pudełka, kontrolując siłę wycierania, aby zapobiec zarysowaniom. W przypadku uporczywych plam użyj specjalnego środka czyszczącego, aby upewnić się, że materiał pudełka nie zostanie uszkodzony.

Po przetarciu osusz powierzchnię czystą, bezpyłową szmatką, aby usunąć resztki środka czyszczącego i wilgoć. Jednocześnie użyj odkurzacza, aby oczyścić kurz i zanieczyszczenia wewnątrz pudełka, aby zapewnić czystość wewnętrzną. Na koniec wyczyszczone pudełko jest etykietowane i pakowane, aby przejść do kolejnych etapów.
Po wyczyszczeniu i zapakowaniu kartonu przechodzi on do procesu pobierania próbek jakościowych. Zgodnie z ustalonym współczynnikiem pobierania próbek, z każdej partii losowo wybierana jest pewna liczba pudełek. Kontrola obejmuje nie tylko drugą weryfikację wyglądu, aby upewnić się, że nie ma wycieków plam po otarciu, żadnych zadrapań; ale także w celu ponownego potwierdzenia dokładności wymiarowej, użycie precyzyjnych przyrządów pomiarowych, takich jak współrzędnościowa maszyna pomiarowa, w celu wykrycia długości, szerokości i wysokości pudełka, otworów na zawiasy i innych kluczowych wymiarów zawiasu, dopuszczalny błąd jest kontrolowany w bardzo małym zakresie, aby upewnić się, że produkt jest w pełni zgodny z rysunkami projektowymi. W celu sprawdzenia działania zawiasu podczas otwierania i zamykania przeprowadzane są symulowane testy otwierania i zamykania, a liczba testów jest ustalana zgodnie z normami produktu, aby upewnić się, że zawias pozostaje gładki podczas długotrwałego użytkowania, bez zjawiska zaczepiania i luzowania. W przypadku obróbki pudełka klejowego na gorąco i na zimno, próbkowanie testu niszczącego, sprawdzenie twardości struktury wewnętrznej, aby określić, czy siła klejenia kleju jest zgodna z normą. W przypadku znalezienia niespełniających wymagań produktów należy natychmiast prześledzić ogniwo produkcyjne, zbadać przyczynę problemu i podjąć działania naprawcze w celu zapewnienia spójnej jakości produktu dla całej partii.
Pudełka, które przejdą test jakościowy, trafiają do procesu pakowania i przechowywania. W zależności od rozmiaru, kształtu i ilości kartonu wybierz odpowiednie materiały do pakowania zewnętrznego, takie jak pudełka z tektury falistej, plastikowe skrzynki itp.

Podczas procesu pakowania materiały buforowe, takie jak płyta piankowa, folia bąbelkowa itp., są używane do ochrony kartonów przed uszkodzeniami spowodowanymi kolizją i wytłaczaniem podczas transportu i przechowywania. Każde opakowanie zewnętrzne powinno być wyraźnie oznaczone nazwą produktu, specyfikacjami, ilością, datą produkcji, numerem partii i innymi informacjami, aby ułatwić identyfikację i śledzenie produktu. Pakowanie gotowych produktów zgodnie z kategorią, partia starannie ułożona w wyznaczonym obszarze magazynu, zgodnie z zasadą FIFO. Magazyn powinien być suchy i wentylowany, a temperatura i wilgotność powinny być dobrze kontrolowane, aby uniknąć wpływu czynników środowiskowych na jakość kartonu. Jednocześnie ustanowienie doskonałego systemu zarządzania zapasami, monitorowanie ilości zapasów w czasie rzeczywistym, w celu planowania produkcji i dostaw sprzedaży, aby zapewnić dokładne wsparcie danych.
Rozmiar górnej pokrywy pudełka jest nieznacznie większy od dolnej pokrywy, różnica między długością a szerokością wynosi 3-5 mm, różnica między wysokością wynosi 5-10 mm; zewnętrzna powłoka pudełka w kształcie książki jest dłuższa od pudełka wewnętrznego o 5-8 mm, szersza od pudełka wewnętrznego o 3-5 mm; szczelina między pudełkiem wewnętrznym a pudełkiem zewnętrznym pudełka szufladowego wynosi 1-2 mm z jednej strony.
Zaprojektuj wzmocnienie lub konstrukcję wzmacniającą na krawędziach i rogach pudełek papierowych, np. dodając tekturę na krawędziach pudełek typu niebo i ziemia oraz używając łatek wzmacniających na rogach pudełek typu książka; upewnij się, że linie zagięcia są wyraźne, a klej na częściach łączących jest równomiernie pokryty; zwiększ konstrukcję nośną w przypadku dużych lub ciężkich pudełek papierowych na biżuterię, biorąc pod uwagę rozkład ciężaru biżuterii i położenie środka ciężkości.
Gramatura papieru 250 – 400 g/m², dobra płaskość, białość powyżej 85% i jednolitość; grubość tektury szarej 1 – 3 mm, wysoka twardość, zgodna z normami ochrony środowiska, wykorzystanie surowców nadających się do recyklingu i niezanieczyszczających.
Dokładność kolorów jest kalibrowana przy użyciu karty kolorów Pantone, duży błąd koloru ΔE ≤ 3, drobny błąd koloru ΔE ≤ 5; krawędzie wzoru są wyraźne i bez efektu smużenia, płyty powstają z obrazów o wysokiej rozdzielczości i przy użyciu zaawansowanej technologii, kontrolują ciśnienie i objętość transferu tuszu podczas drukowania.
Temperatura wtrysku zależy od materiału, np. przednia część cylindra PET 250–280℃, środkowa część 260–290℃, tylna część 240–260℃; ciśnienie wtrysku 50–120MPa, ciśnienie utrzymywania wynosi 30%–60% ciśnienia wtrysku; czas wtrysku 3–10 sekund, czas utrzymywania 5–15 sekund, czas chłodzenia 10–30 sekund.
Tolerancja wielkości gniazda formy i rdzenia wynosi ±0.05 mm lub mniej, chropowatość powierzchni Ra wynosi 0.8 μm lub mniej, powierzchnia podziału jest płaska i ścisła; należy używać wysokiej jakości stali formierskiej, regularnie czyścić, kontrolować, konserwować i smarować.
Precyzyjne odwzorowanie kolorów, różnica między kolorem głównym ΔE ≤ 3, kolor drugorzędny ΔE ≤ 5, wyraźne wzory bez efektu zjawy; powłoka chroniąca przed zarysowaniami jest odporna na zużycie, nie powoduje defektów w wyglądzie, a warstwa chroniąca przed zarysowaniami jest równa i twarda.
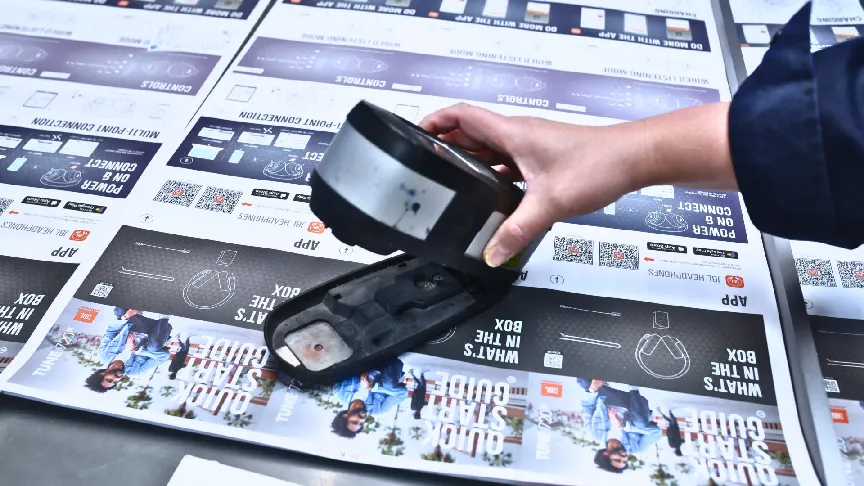
Do produkcji wysokiej jakości pudełek na biżuterię z zawiasami można wybrać białą tekturę o gramaturze 350–450 g/m² lub specjalny papier, natomiast do produkcji średniej i niskiej jakości można wybrać papier powlekany o gramaturze 250–350 g/m² lub zwykłą białą tekturę; papier musi zostać poddany wstępnej obróbce, aby mieć pewność, że powierzchnia jest płaska i wolna od zanieczyszczeń.
Pudełka papierowe sprawdzają wygląd, rozmiar i wytrzymałość strukturalną; pudełka plastikowe sprawdzają wygląd, rozmiar i wydajność (ściskanie, odporność na uderzenia, odporność na zarysowania itp.); odchylenia rozmiaru są na ogół kontrolowane w granicach ± 0.5 mm.
odchylenie kolorów druku pudełek papierowych, rozmycie wzoru może zmienić tusz i sprzęt, wzmocnić zarządzanie kolorem; błędy wykończenia powierzchni mogą być przeszkoleni operatorzy, optymalizacja parametrów procesu; problemy z montażem wykrawania mogą być aktualizacją sprzętu, standaryzacją stosowania kleju. Błędy procesu formowania wtryskowego pudełek z tworzyw sztucznych mogą być dostosowywane parametry, szkolenie personelu, konserwacja sprzętu; błędy drukowania mogą być naprawiane i debugowanie sprzętu; problemy z papierem do laminowania zewnętrznego mogą optymalizować proces cięcia, wybrać odpowiedni klej.
Ten blog kompleksowo analizuje cały proces produkcyjny i specyfikacje produkcyjne papierowych pudełek na biżuterię i plastikowych pudełek na biżuterię z zawiasami. Jeśli chodzi o proces produkcyjny, produkcję papierowych pudełek na biżuterię poprzez wstępne przygotowanie, drukowanie, wykańczanie powierzchni, wykrawanie i nacinanie, laminowanie i montaż, a także kontrolę jakości i pakowanie itp., każde ogniwo ma swoje własne unikalne punkty operacyjne i wymagania techniczne. Produkcja plastikowych pudełek na biżuterię z zawiasami od otrzymania zamówienia i pobierania próbek, poprzez zaopatrzenie i przetwarzanie surowców, formowanie wtryskowe, drukowanie i przetwarzanie powierzchni, laminowanie przetwarzania papieru, a także specyfikacje formowania i produkcji. Produkcja plastikowych pudełek na biżuterię z zawiasami rozpoczyna się od otrzymania zamówienia i pobierania próbek, przechodzi przez zakup i przetwarzanie surowców, formowanie wtryskowe, drukowanie i przetwarzanie powierzchni, laminowanie papieru oraz formowanie i montaż itp., a na końcu kończy produkcję produktu, który jest ściśle ze sobą powiązany i ma surowe wymagania dotyczące rzemiosła i kontroli jakości.
W specyfikacjach produkcyjnych, produkcja papierowych pudełek na biżuterię w konstrukcji konstrukcyjnej, wykorzystaniu materiałów, jakości druku, wykończeniu powierzchni oraz montażu i kontroli itp. sformułowano szczegółowe standardy specyfikacji, aby zapewnić wytrzymałość strukturalną papierowego pudełka, wygląd jakości i wydajność. Produkcja plastikowych pudełek na biżuterię z zawiasami w formowaniu wtryskowym, obróbce powierzchni, laminowaniu papieru, formowaniu i montażu oraz kontroli jakości itp. również ma szczegółowe standardy specyfikacji. Produkcja plastikowych pudełek na biżuterię z zawiasami w formowaniu wtryskowym, obróbce powierzchni, zewnętrznym laminowaniu papieru, formowaniu i montażu, a także testowanie jakości i inne aspekty specyfikacji są również jasne, obejmując parametry procesu, standardy jakości, dobór materiałów i inne aspekty, aby chronić jakość i stabilność plastikowego pudełka. Poprzez analizę udanych i problematycznych przypadków, znaczenie przestrzegania procesu produkcyjnego i specyfikacji jest dalej weryfikowane, a także problemy z jakością i rozwiązania, które mogą być spowodowane niestandardową operacją. Jeśli jesteś zaangażowany w branżę jubilerską lub masz potrzebę dostosowania wysokiej jakości pudełek na biżuterię, dlaczego nie współpracować z rozwiązaniami pakowania biżuterii Richpack, tworzymy wysokiej jakości pudełko na biżuterię, które spełnia Twoje potrzeby. Skontaktuj się z nami za dążenie do doskonałości w pakowaniu biżuterii.
Pzrównoważony rozwój rozwój stał się nieuniknionym trendem w procesie produkcji pudełek na biżuterię, a Richpack zawsze integrował koncepcję ochrony środowiska w każdym aspekcie produkcji i aktywnie reagował na pilną potrzebę rynku na produkty przyjazne dla środowiska. Jeśli chodzi o dobór materiałów, energicznie promujemy stosowanie materiałów biodegradowalnych, nadających się do recyklingu i przyjaznych dla środowiska. Będziemy również nadal optymalizować proces produkcji, aby zmniejszyć zużycie energii i emisję odpadów oraz chronić nasz piękny dom dla przyszłych pokoleń. Tymczasem inteligencja i automatyzacja stają się silnym motorem rozwoju branży.

W przyszłości inteligentny sprzęt i zautomatyzowane linie produkcyjne będą dominować w produkcji pudełek na biżuterię Richpack. Dzięki wprowadzeniu zaawansowanych czujników, robotów i systemów sterowania automatyzacją każde ogniwo w procesie produkcyjnym może być precyzyjnie kontrolowane, co znacznie zwiększa wydajność produkcji i skraca cykl produkcyjny, zapewniając klientom lepsze i bardziej wydajne usługi. W przyszłości chiński dostawca niestandardowych pudełek na biżuterię Richpack będzie nadal podtrzymywał koncepcję zrównoważonego rozwoju, przyjmował zmiany technologiczne, podążał za trendami estetycznymi na rynku, stale wprowadzał innowacje i optymalizował proces produkcji pudełek na biżuterię, tworzył więcej wysokiej jakości, spersonalizowanych, przyjaznych dla środowiska produktów opakowaniowych dla branży jubilerskiej i współpracował z klientami, aby zmierzać w kierunku jaśniejszej przyszłości.
2024-12-13

2024-10-31

2024-11-06

Wybór partnera do pakowania biżuterii w 2026 roku stał się kluczowym elementem skalowania marki, gdzie właściwy wybór bezpośrednio wpływa na marże zysku i zaufanie klientów. Aby zaoszczędzić Ci miesięcy prób i błędów, zawęziliśmy listę 25 najlepszych producentów i dostawców opakowań na biżuterię, biorąc pod uwagę ich rzeczywistą niezawodność, jakość projektu i… Czytaj dalej: Najnowszy przewodnik po produkcji pudełek na biżuterię z 2026 roku: krok po kroku i techniki eksperckie

Włoskie opakowania na biżuterię to zagadka, cichy, ale potężny narrator. Co kryje się pod ich kuszącą fasadą? W jaki sposób przekształcają proste opakowanie w dzieło sztuki, które nie tylko chroni drogocenne klejnoty, ale także podnosi ich walory estetyczne? Wyruszmy w tę podróż odkrywczą, aby odkryć kunszt… Kontynuuj czytanie 2026 Najnowszy przewodnik po produkcji pudełek na biżuterię: krok po kroku i techniki eksperckie

Na dzisiejszym konkurencyjnym rynku pierwsze wrażenie jest najważniejsze. Badania wskazują, że 72% konsumentów przyznaje, że projekt opakowania znacząco wpływa na ich decyzje zakupowe. Jest to szczególnie prawdziwe na rynku luksusowym, gdzie postrzeganie jest rzeczywistością. Opakowanie luksusowe jest zatem czymś więcej niż tylko pojemnikiem; jest to niezbędny element doświadczenia marki, skrupulatnie… Kontynuuj czytanie 2026 Najnowszy przewodnik po produkcji pudełek na biżuterię: krok po kroku i techniki eksperckie

Wyjątkowe, monogramowane woreczki, które dodadzą osobistego akcentu | Projekt woreczka z wytłoczonym inicjałem

Torebka na biżuterię ze ściągaczem | Stylowe i bezpieczne przechowywanie firmy Richpack

Eleganckie, jedwabne woreczki na biżuterię Richpack na zamówienie z haftem | Rozwiązania opakowaniowe na zamówienie dla sprzedawców biżuterii wymagających spersonalizowanego wykończenia
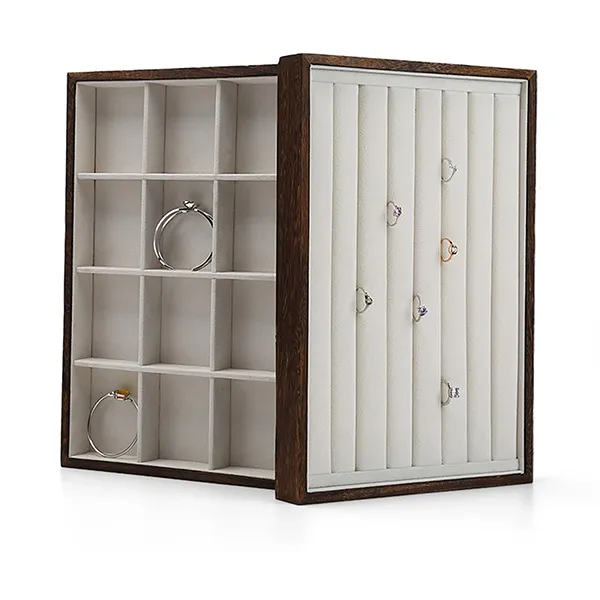
Indywidualnie wykonane, ręcznie robione drewniane tace na biżuterię z niestandardowymi grawerunkami | Indywidualne rozwiązania ekspozycyjne dla dostawców i firm detalicznych potrzebujących niestandardowej produkcji
Więcej informacjiWoreczki materiałowe z nadrukiem do brandingu | Indywidualne rozwiązania opakowaniowe dla sprzedawców biżuterii potrzebujących wyjątkowej i markowej prezentacji
Więcej informacji
Niestandardowe woreczki z zamkiem błyskawicznym do pakowania biżuterii | Ekologiczne rozwiązania z indywidualnymi wzorami
Więcej informacji