 PREV
PREV

Ako krabičky na mieru zvyšujú hodnotu šperkov Napier
2024-12-13

Pre mnohé značky šperkov presahujú šperkovnice význam obalov a slúžia ako nosič príbehov značiek šperkov a puto emocionálneho spojenia so spotrebiteľmi. Richpack je čínsky výrobca šperkovníc s takmer 20-ročnými skúsenosťami v balení šperkov a tiež poskytuje exkluzívne zákazky šperkovnica výrobcovia USA. V továrni Richline pod Richpackom, od špičkových luxusných darčekových krabičiek na šperky až po jednoduché a vynikajúce kozmetické balenie, každý detail obsahuje našu snahu o kvalitu a rešpekt k remeselnému spracovaniu a každý odkaz je prísne kontrolovaný. Ďalej sa pozrime do hĺbky, pochopme všetko umenie a zručnosti za tlačou a balením šperkovníc v jednom článku a analyzujme túto profesionálnu oblasť, ktorá spája estetiku a technológiu vo všetkých aspektoch.

Od prvotného záblesku dizajnérskej inšpirácie až po zrod finálneho nádherného produktu, každý článok pri výrobe papierových šperkovníc Richpack je starostlivým usporiadaním materiálov, remeselným spracovaním a vynaliezavosťou. V nasledujúcom obsahu budeme analyzovať vrstvu po vrstve, skúmať každú fázu, odhaľovať tajomstvá a techniky a uvidíme, ako sa suroviny premieňajú na ohromujúce obaly, ktoré dokážu odhaliť čaro šperkov.
Pri určovaní dizajnu papierovej šperkovnice by sme mali v prvom rade dôkladne analyzovať vlastnosti šperku vrátane tvaru, veľkosti, hmotnosti, štruktúry a štýlu šperku. Pre nepravidelný tvar šperkov, ako sú tvarované drahokamy, je potrebné navrhnúť špeciálnu vnútornú nosnú štruktúru, ktorá zabezpečí jeho stabilitu v krabičke; pre väčšiu hmotnosť šperkov sa papierové krabice musia zamerať na štrukturálnu pevnosť a nosnosť, aby sa predišlo poškodeniu v dôsledku neschopnosti odolať hmotnosti pri preprave alebo skladovaní. Zároveň by sme mali plne komunikovať so zákazníkmi, aby sme pochopili pozíciu ich značky, cieľové publikum a dopyt na trhu. Ak je umiestnenie značky pre špičkový luxus, potom by sa dizajn papierových krabíc mal zamerať na odrážanie zmyslu pre dôstojnosť a sofistikovanosť, môže prijať jednoduchý štýl atmosférického dizajnu s vysokokvalitnou technológiou tlače a špeciálnymi materiálmi; ak sú cieľovým publikom mladí spotrebitelia, dizajn môže byť integrovaný do módy, personalizovaných prvkov, ako sú obľúbené farebné kombinácie a jedinečné modelovanie vzorov, s cieľom upútať pozornosť mladých skupín. Okrem toho treba zvážiť aj praktickosť a pohodlie papierových krabíc, napríklad či sa dajú pohodlne otvárať a či sa dajú ľahko prenášať. Kombináciou týchto faktorov pomocou profesionálneho dizajnérskeho softvéru na navrhovanie, kreslenie plánu papierových krabíc a trojrozmerné vykresľovanie, aby dizajn spĺňal nielen základnú funkciu ochrany šperkov, ale aj zobrazoval vlastnosti značky a priťahoval pozornosť spotrebiteľov.

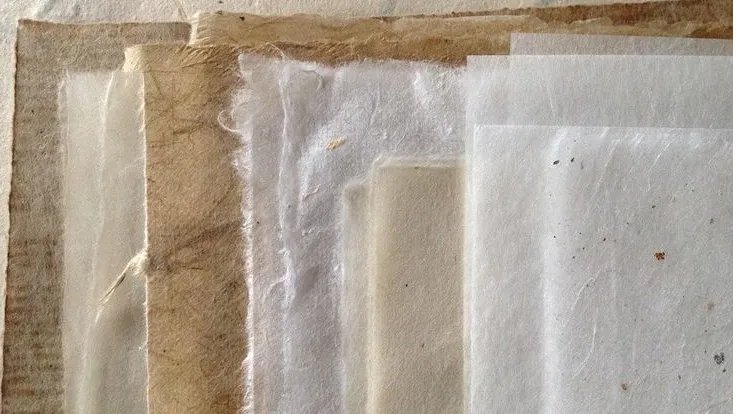
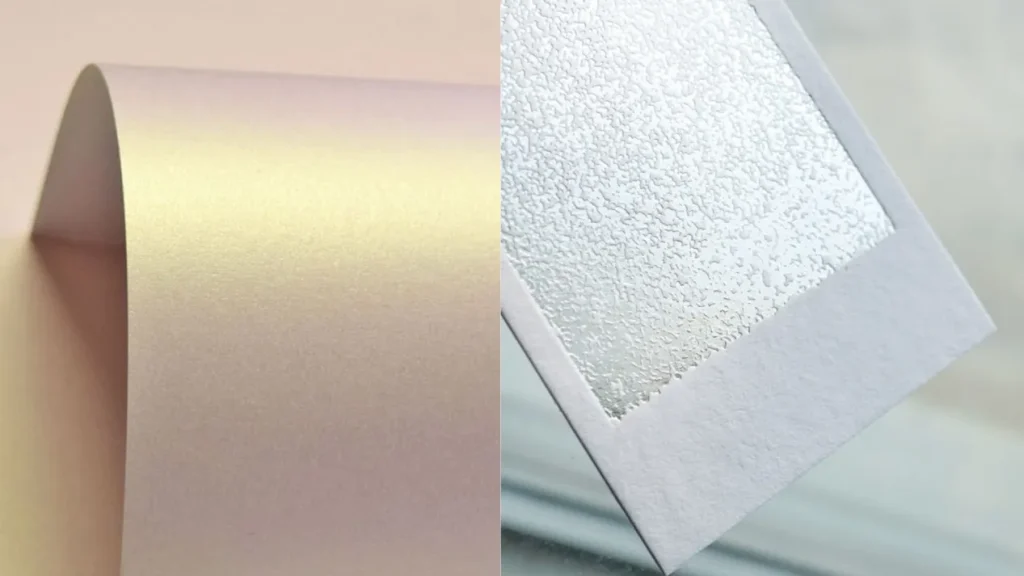
Hlavné zelená mantény na výrobu papierových šperkovníc patrí papier a sivá lepenka. Papier, bežná biela lepenka, natieraný papier, špeciálny papier a tak ďalej. Biela lepenka pevná a hustá, kvantitatívne väčšia, predná belosť a vysoký lesk, hladký a jemný povrch papiera, s dobrou vhodnosťou pre tlač, vhodný pre tlačový efekt vyšších požiadaviek na povrch papierových škatúľ, je možné jasne vykresliť tlačené vzory a text, vykazujúce jednoduchú a veľkorysú textúru; povrch natieraného papiera hladký, vysoká reprodukcia farieb, vzory tlače jasných farieb, bohaté vrstvy, často používané pri výrobe Potreba ukázať nádherné vzory a jemné farby šperkovnice, ako sú vykladané farebnými kameňmi balenie šperkovníc; špeciálny papier má jedinečnú textúru, textúru alebo špeciálne vlastnosti, ako napríklad perleťový papier môže vykazovať perleťový efekt, zvýšiť dojem veľkoleposti papierových krabičiek, ktoré sa často používajú pri výrobe špičkových šperkovníc, na zvýšenie kvality produktu.

Šedá doska sa používa hlavne na zvýšenie štrukturálnej pevnosti papierových krabíc, bežných jednoduchých šedých, dvojitých šedých, všetkých šedých a iných typov. Jedna šedá doska je sivá na jednej strane, druhá strana je relatívne hladká, cena je ekonomickejšia, vhodná pre vzhľad, požiadavky nie sú obzvlášť vysoké, ale musia podporovať určitú pevnosť papierových škatúľ; dvojitá šedá doska na oboch stranách sú šedé, jednotná textúra, vysoká pevnosť, bežne používaná pri výrobe šperkovnice bežnej triedy; celošedá doska je v sile a stabilite výkonu tým viac výnimočným, vhodná pre konštrukčnú pevnosť požiadaviek vysokej kvality veľkorozmerných šperkovníc alebo kvalitných darčekových krabičiek na šperky. krabička alebo kvalitná darčeková krabička na šperky. Pri výbere materiálov je potrebné komplexne zvážiť požiadavky na dizajn šperkovníc, nákladový rozpočet a normy ochrany životného prostredia atď., Aby sa zabezpečilo, že vybrané materiály môžu nielen spĺňať požiadavky na kvalitu výrobkov, ale aj spĺňať trend ochrany životného prostredia na trhu a ciele kontroly nákladov podniku.
Keď dorazia materiály ako papier a sivá lepenka, mala by sa okamžite vykonať prísna kontrola vstupného materiálu. Pracovníci riadenia kvality továrne Richpack najskôr starostlivo skontrolujú množstvo materiálov a spočítajú ich jeden po druhom podľa zoznamu dodávok, aby sa zabezpečilo, že množstvo pri príchode je v súlade s objednávkou, aby sa predišlo vynechaniu, ktoré ovplyvňuje následný postup výroby.

V prípade papiera, prvý test kvantitatívny, s použitím profesionálnej kvantitatívnej váhy na presné meranie, aby sa zabezpečilo, že jeho gramáž je v súlade s normami obstarávania, odchýlka je kontrolovaná vo veľmi malom rozsahu, pretože kvantitatívna hodnota priamo ovplyvňuje tuhosť a hrúbku papiera, čo zase ovplyvňuje účinok formovania papierových krabíc. Belosť a lesk sa merajú pomocou merača belosti a merača lesku, aby sa zabezpečilo, že ich hodnoty zodpovedajú štandardom zvoleného typu papiera. Hladkosť povrchu papiera sa zisťuje hladkomerom. Nedostatočná hladkosť môže viesť k nerovnomernému priľnutiu atramentu a ovplyvniť jasnosť tlače. Pre sivú dosku certifikovanú FSC, zameranie rovnomernosti testovacej hrúbky pomocou mikrometrov v rôznych polohách viacbodového merania, aby sa zabezpečilo, že chyba hrúbky neprekročí predpísaný rozsah, hrúbka nerovných papierových škatúľ spôsobí, že štruktúra nerovnomerného napätia, čím sa zníži pevnosť. Súčasne zariadenie na testovanie pevnosti v tlaku na zistenie pevnosti v tlaku šedej dosky, aby sa zabezpečilo, že môže spĺňať šperkovnicu v rôznych scenároch použitia.
Bežné spôsoby tlače sú ofsetová tlač, flexografická tlač, hĺbkotlač atď., ktoré majú svoje uplatnenie v tlači papierových šperkovníc. Ofsetová tlač je jednou z najpoužívanejších metód tlače, ktorá sa vyznačuje vysokou presnosťou tlače, dokáže zreteľne obnoviť detaily vzoru a textu, pre tlač jemných línií, vynikajúce vzory a vysokokvalitné farebné obrázky majú zjavné výhody, vhodné na výrobu špičkových papierových šperkovníc s vysokými požiadavkami na kvalitu tlače. Napríklad pri tlači papierových krabíc s jemnými vzormi šperkov alebo jemnými logami značiek môže ofsetová tlač presne vykresliť farby a textúry vzorov, vďaka čomu je efekt tlače realistický a živý. Flexotlač má jedinečné výhody pre špecifické aplikácie. Flexotlač používa atrament na vodnej báze, ktorý je šetrný k životnému prostrediu a neznečisťuje životné prostredie v súlade so súčasným dopytom spotrebiteľov po produktoch šetrných k životnému prostrediu. Tlačový tlak flexo je zároveň malý, vhodný na tlač všetkých druhov textúr papiera, vrátane nejakého tenšieho alebo mäkšieho papiera, pre potrebu tlače veľkých farebných blokov alebo jednoduchých vzorov na papierové škatule, flexo dokáže rýchlo a efektívne dokončiť tlač a relatívne nízke náklady, vhodné na výrobu papierových šperkovníc nízkej a strednej triedy.

Vrstva atramentu pre hĺbkotlač je hrubá a pevná. Vrstva tlačiarenského atramentu hĺbkotlače je hrubá, farba je svetlá, sýtosť je vysoká, kvalita tlače je stabilná, vhodná na tlač potrebuje vykazovať silný vizuálny efekt a vysokú textúru papierovej šperkovnice, ako je nejaká špičková luxusná šperkovnica, prostredníctvom hĺbkotlače môžu šperky ukázať iskru svetlej a luxusnej textúry. Hĺbkotlač má však vyššie náklady na platňu a dlhší tlačový cyklus, takže pri výbere spôsobu tlače musíte zvážiť faktory, ako je umiestnenie šperkovnice, množstvo tlače, rozpočet nákladov a požiadavka na kvalitu tlače, aby ste určili najvhodnejšiu metódu tlače.
Pri tlači papierových šperkovníc je rozhodujúci manažment farieb, ktorý priamo ovplyvňuje súlad efektu tlače s obal dizajn návrh a vizuálnu príťažlivosť produktu. V prvom rade by sme mali vytvoriť dokonalý systém správy farieb a použiť profesionálne zariadenia na meranie farieb, ako sú spektrofotometre, na kalibráciu a prispôsobenie farieb elektronických súborov pred tlačou. V procese tlače prísne kontrolujte teplotu a vlhkosť prostredia tlače, pretože tieto faktory prostredia budú mať vplyv na roztiahnutie papiera a rýchlosť schnutia atramentu, čo povedie k odchýlke farby. Zároveň je potrebné zabezpečiť presné riadenie množstva atramentu tlačového stroja a pravidelnú údržbu a ladenie tlačového stroja, aby sa zabezpečilo, že prívod atramentu zo zásobníka atramentu každej tlačovej jednotky je rovnomerný a stabilný.
Pre vzorovú tlač je potrebné zvoliť vhodný spôsob tlače a tlačovú dosku podľa požiadaviek návrhu. Pri výrobe tlačových platní, aby sa zabezpečila čistota a presnosť grafiky, aby sa predišlo problémom, ako sú stratené body, deformácie a pod. V procese tlače by sa mala venovať pozornosť presnosti pretlače vzoru úpravou parametrov tlačového stroja a polohovacieho zariadenia, aby sa zabezpečilo, že vzor každej farby bude presne pretlačený, aby sa predišlo zdvojeniu, nesprávnemu zarovnaniu a iným javom. Okrem toho môžete na vylepšenie vizuálneho efektu a trojrozmerného zmyslu vzoru použiť aj niektoré špeciálne tlačové procesy, ako je tlač priamou farebnou tlačou, horúca razba, UV tlač atď., aby bola papierová šperkovnica krajšia, jedinečnejšia, zvýraznila hodnotu šperkov a imidž značky.
Lakovanie a laminovanie je bežný proces povrchovej úpravy papierových šperkovníc, majú významný vplyv na vzhľad a ochranné vlastnosti papierových krabičiek. Proces lakovania je vrstva laku nanesená na povrchu tlačených materiálov, takže po zaschnutí sa vytvorí vrstva bezfarebného transparentného filmu. Podľa typu laku a spôsobu nanášania sa líši, možno ho rozdeliť na lesklý lak, matný lak a parciálny UV lak atď. Svetlý lak môže spôsobiť, že povrch papierových škatúľ bude vykazovať vysoký lesk, zvýši farebnosť a vizuálny vplyv vzoru tlače, šperkovnica bude vyzerať jasnejšie a elegantnejšie, vhodná na dosiahnutie nádherného efektu balenia šperkovníc; matný lak dodáva papierovým škatuľkám nenápadnú, elegantnú textúru, znižuje odraz svetla, robí povrch papierových škatúľ mäkším a jemnejším pre niektorých ľudí, ktorí hľadajú jednoduchosť a eleganciu.

Matný lak dodáva papierovým škatuľkám nízkoprofilovú a elegantnú textúru, znižuje odraz svetla a robí povrch papierových škatúľ jemnejší a jemnejší. Pre niektoré značky šperkov, ktoré sledujú jednoduchý a špičkový štýl, môžu papierové krabice s matným lakom lepšie odrážať temperament značky; lokálny UV lak je na vykonanie lakovania v špecifických vzoroch alebo oblastiach, na zvýraznenie kľúčových vzorov alebo slov na papierových škatuliach prostredníctvom kontrastu medzi lokálnym a iným matným alebo bežným povrchom s vysokým leskom a pridanie zmyslu pre hierarchiu a trojrozmerný zmysel. Proces laminovania je plastová fólia prostredníctvom laminovania lepidla na povrchu tlačených materiálov, čím sa vytvorí hotový produkt integrovaný do papiera a plastu.
Bežné typy laminácie sú lesklý film a matný film. Povrch papierových škatúľ po laminácii je jasný ako zrkadlo, farba je jasnejšia a farebnejšia, s dobrým vodotesným, odolným voči vlhkosti a opotrebeniu, môže účinne chrániť vytlačený vzor, predĺžiť životnosť papierových škatúľ, ktorá sa vzťahuje na vzhľad požiadaviek na jas a ochranu šperkovnice; laminácia matnej fólie papierových škatúľ predstavuje jemný, elegantný matný efekt, príjemný na dotyk, ale má aj určitý stupeň trojrozmernosti hotového výrobku. Papierové škatuľky potiahnuté matným filmom predstavujú mäkký a elegantný matný efekt, ktorý je príjemný na dotyk a má tiež určitý vodotesný a odolný výkon, ktorý sa často používa pri hľadaní textúry a jedinečného štýlu špičkových obalov šperkovníc. Pri výbere procesu lakovania a laminovania je potrebné vziať do úvahy štýl dizajnu šperkovnice, nákladový rozpočet a požiadavky na výkon ochrany a ďalšie faktory, aby sa dosiahol čo najlepší konečný efekt.
V procese laminovania zohráva kľúčovú úlohu laminátor. Bežný laminovací stroj sa skladá hlavne z odvíjacieho zariadenia, lepiaceho zariadenia, lisovacieho zariadenia za tepla, navíjacieho zariadenia a ďalších častí. Jeho pracovný princíp je: v prvom rade sa na odvíjacie zariadenie zroluje plastová fólia a rozvinú sa papierové škatule s potlačou; potom je lepiace zariadenie na povrchu plastovej fólie rovnomerne potiahnuté vrstvou lepidla, lepiacou úlohou je zabezpečiť, aby sa film a papier mohli pevne spojiť; následne po nanesení fólie a papiera do zariadenia na lisovanie za horúca sa pri určitej teplote a tlaku aktivuje lepidlo, fólia a papier sa pevne prilepia. Následne potiahnutá fólia a papier vstupujú do zariadenia na lisovanie za horúca a pri určitej teplote a tlaku sa aktivuje lepidlo a fólia a papier sú k sebe pevne prilepené; nakoniec sa prilepený hotový výrobok navíja navíjacím zariadením. Týmto spôsobom sa realizuje dokonalá kombinácia plastovej fólie a potlačených materiálov a zvyšuje sa komplexný výkon papierovej šperkovnice. Pri výbere procesu lakovania a laminovania je potrebné komplexne zvážiť štýl dizajnu šperkovnice, nákladový rozpočet, požiadavky na výkon ochrany a ďalšie faktory, aby sa dosiahol čo najlepší konečný efekt.
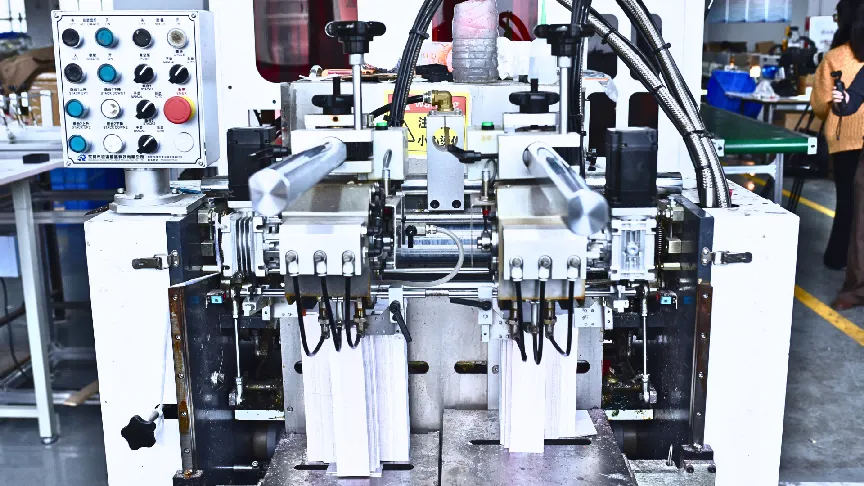
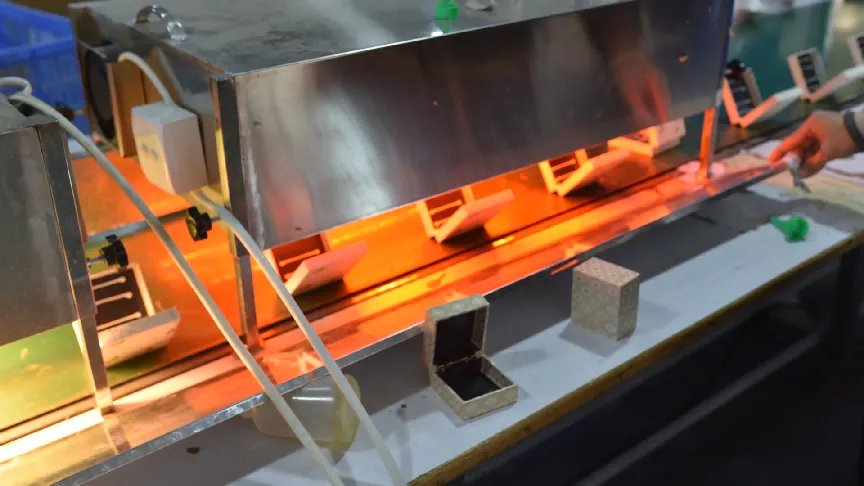
Špeciálne procesy, ako je horúca razba a razenie, môžu výrazne zlepšiť estetiku a štruktúru papierových šperkovníc. Horúca razba je prenesenie kovovej fólie alebo pigmentovej fólie na povrch papierových krabíc lisovaním za tepla, formovaním vzorov alebo znakov s kovovým leskom alebo špeciálnymi farbami. Bežné materiály na razenie za tepla zahŕňajú zlatú fóliu, striebornú fóliu, laserovú fóliu atď.
V operácii lisovania za tepla je rozdelený na automatický lis na lisovanie za tepla a ručný lis na lisovanie za tepla dvoma spôsobmi.

Ručný stroj na razenie za tepla potrebuje ručne umiestniť papierové škatule pod horúcu raziacu dosku, po nastavení polohy ručne stlačiť rukoväť tak, aby sa horúca raziaca doska a papierové škatule dostali do kontaktu, zahrievaním a tlakom sa horúca raziaca fólia prenesie na povrch papierových škatúľ v určenej polohe.
Proces tejto metódy je relatívne jednoduchý, ale účinnosť je nízka a vyžaduje sa vysoká odbornosť operátora. Jeho funkcia je použiteľná hlavne pre malé série, prispôsobené prispôsobené potreby lisovania šperkov za horúca, ako napríklad niektoré špecializované značky špičkových šperkov uvádzajú na trh produkty s limitovanou edíciou, ručný lis na lisovanie za horúca dokáže presne splniť svoje požiadavky na lisovanie za tepla. Význam existencie ručného stroja na razenie za tepla je v tom, že je vysoko flexibilný, má nízke náklady na zariadenie, pretože počiatočný pokus o proces razenia za tepla alebo nestabilný objem objednávky malého podniku na výrobu šperkovníc je ekonomickejšou voľbou.

Automatický stroj na razenie za tepla realizuje automatický výrobný proces, papierové škatule sa dopravníkom automaticky dopravia do stanice horúcej razby, snímač presne lokalizuje polohu papierových škatúľ, horúca raziaca doska sa automaticky stlačí a kontaktuje s papierovými škatuľami podľa pokynov riadiaceho systému, po dokončení operácie horúcej razby sa papierové škatule prepravia do ďalšieho procesu. Automatický lis na lisovanie za tepla je výkonný, s vysokou rýchlosťou a vysokou presnosťou lisovania za tepla, môže realizovať nepretržitú výrobu, čo výrazne zlepšuje efektivitu výroby a kvalita lisovania za tepla je stabilná a poloha vzoru je vysoko presná. Má veľký význam pre sériovú výrobu podnikov na výrobu šperkovníc, môže uspokojiť dopyt na trhu po veľkom počte šperkovníc, znížiť jednotkové výrobné náklady a zároveň zabezpečiť konzistentnosť raziaceho účinku produktu, zlepšiť celkový imidž značky.
Proces razenia za horúca môže spôsobiť, že šperkovnica bude mať nádherný, ušľachtilý temperament, zlatý lesk sa môže odrážať v jasnom svetle šperkov, aby sa zlepšila trieda produktu, ktorá sa bežne používa v balení špičkových šperkov; strieborný proces razenia za horúca poskytuje jednoduchý, štýlový pocit, vhodný pre niektoré snahy o moderný štýl šperkovnice; laserové razenie za horúca na vytvorenie jedinečného laserového efektu, ako je dúhové vyžarovanie a meniace sa vzory, zvyšuje vizuálnu príťažlivosť papierových krabíc a zabraňuje falšovaniu. Laserové razenie za horúca môže produkovať jedinečný laserový efekt, ako je dúhové svetlo a meniace sa vzory, čím sa zvyšuje vizuálna príťažlivosť papierových krabíc a ich účinnosť proti falšovaniu, ktoré sa bežne používajú v niektorých inovatívnych a personalizovaných dizajnoch šperkovníc.
Proces tlakového embosovania spočíva v použití tlaku na vytvorenie vyvýšeného alebo prehĺbeného vzoru na povrchu papierových škatúľ prostredníctvom trojrozmerného efektu na zlepšenie vrstveného zmyslu papierových krabíc a textúry. V prípade niektorých vzorov šperkov s trojrozmerným významom, ako sú kvety, tvary zvierat atď., môže proces razenia urobiť ich živšími a realistickejšími, ako keby vyskočili z povrchu papierových škatúľ, čo spotrebiteľom prinesie silný vizuálny dojem a hmatový zážitok. Proces horúcej razby a razby je navyše možné kombinovať a vytvárať tak bohatšie a rozmanitejšie efekty, ešte viac umocniť jedinečnosť a umeleckú hodnotu papierovej šperkovnice tak, aby medzi množstvom balení vynikla a upútala pozornosť a lásku spotrebiteľov.
Od obyčajných až po úžasné, aké tajomstvá sa skrývajú za nádhernou premenou obalov? Môžete tiež čítať tento článok ďalej skúmať nekonečné možnosti horúcej razby, razenia a iných špeciálnych procesov a tam je odpoveď.
Vysekávanie je proces vyrezávania potlačeného papiera podľa navrhnutého tvaru a veľkosti a jeho presnosť hrá rozhodujúcu úlohu pri kvalite lisovania papierových krabíc. V procese vysekávania, v prvom rade, aby sa zabezpečila presnosť výroby dosky na vysekávanie nožov, by mala byť konštrukcia dosky na vysekávanie nožov úplne v súlade s rovinným rozšírením papierových škatúľ, línie nožových dosiek by mali byť hladké, presné, aby sa predišlo otrepom, odchýlkam a iným problémom. Zároveň pri výbere spoľahlivej kvality výsekového nástroja ostrosť a životnosť nástroja priamo ovplyvňuje účinok a efektivitu výseku. Pri operácii vysekávania, aby sa prísne kontroloval tlak a rýchlosť vysekávania, príliš veľký tlak môže viesť k prasknutiu papiera, deformácii, príliš malý tlak spôsobí, že vysekávanie nebude dokončené; príliš vysoká rýchlosť môže ovplyvniť presnosť vysekávania, príliš nízka rýchlosť zníži efektivitu výroby. Okrem toho je potrebná pravidelná údržba a opravy vysekávacích zariadení, kontrola prevodových súčastí zariadenia, polohovacích zariadení a inej bežnej prevádzky, aby sa zabezpečila stabilita a presnosť zariadenia. V procese vysekávania by sme mali venovať pozornosť umiestneniu a fixácii papiera, aby sa zabránilo posunutiu papiera v procese vysekávania, čo ovplyvňuje presnosť vysekávania. Prostredníctvom prísnej kontroly týchto bodov procesu vysekávania, aby sa zabezpečilo, že okraje vysekávaných papierových krabíc sú čisté, presnej veľkosti, pre následnú montáž a použitie poskytujú dobrý základ.

Drážkovanie šedej dosky má zabezpečiť, aby papierové krabice mohli pri ohýbaní vytvárať presný uhol a tvar, uhol drážkovania, hĺbka a ďalšie parametre majú dôležitý vplyv na ohýbací účinok papierových krabíc. Všeobecne povedané, bežné uhly drážkovania sú 90 stupňov a 120 stupňov atď. 90 stupňov drážkovanie je vhodné na výrobu papierových krabíc s pravouhlým ohybom, ako sú bežné štvorcové šperkovnice; 120 stupňové drážkovanie sa bežne používa na výrobu papierových škatúľ s určitými šikmými uhlami, aby boli papierové škatule jedinečnejšie vo vzhľade. Hĺbka drážky by mala byť určená podľa hrúbky sivej dosky, vo všeobecnosti je vhodnejšia hĺbka drážky medzi tretinou a polovicou hrúbky sivej dosky. Ak je hĺbka ryhovania príliš plytká, môžu sa v ohybovom záhybe objaviť papierové škatule nejasné, ohýbanie je ťažká situácia, čo ovplyvňuje tvarovací efekt papierových škatúľ; ak je hĺbka drážky príliš hlboká, pevnosť sivej dosky sa oslabí, čo má za následok použitie papierových krabíc, ktoré sa ľahko roztrhnú, čo ovplyvní jej štrukturálnu stabilitu. V procese drážkovania by sa malo používať profesionálne drážkovacie zariadenie a malo by sa zabezpečiť presnosť a stabilita zariadenia. Zároveň by sme mali po drážkovaní skontrolovať kvalitu sivej dosky, či uhol a hĺbka drážky zodpovedajú požiadavkám, či je stena drážky hladká, s otrepami alebo bez nich a iné problémy. Len zaručením kvality ryhovania sivej dosky je možné papierové krabičky po zložení presne ohnúť do pravidelného tvaru a spĺňať konštrukčné a vzhľadové požiadavky šperkovnice.

Laminovanie je proces, pri ktorom sa papier s potlačou a sivá lepenka zlepia lepidlom, pričom rozhodujúci je jeho operačný proces a výber lepidla. Pred laminovaním je potrebné sivú dosku a potlačený predný papier vopred ošetriť, aby bol povrch čistý, rovný a bez prachu, oleja a iných nečistôt, aby sa zabezpečilo, že lepidlo bude môcť plne hrať efekt lepenia. Potom, podľa požiadaviek na materiál papierových krabíc a dizajn, aby ste si vybrali správne lepidlo, bežné lepidlo má biely latex, tavné lepidlo atď. Biele latexové lepidlo má výhody vysokej priľnavosti, strednej rýchlosti sušenia, ochrany životného prostredia atď., Vhodné pre väčšinu laminovania papierových materiálov; tavné lepidlo má vysokú rýchlosť vytvrdzovania, priľnavosť, bežne používané pri potrebe rýchleho formovania procesu laminovania. V procese laminovania, aby sa kontrolovalo množstvo naneseného lepidla, povedie príliš veľa natretého lepidla k pretečeniu lepidla, čo ovplyvní vzhľad papierových škatúľ, môže tiež spôsobiť nerovnomernú priľnavosť medzi povrchovým papierom a sivou doskou; potiahnuté príliš málo povedie k adhézii nie je silná, papierové škatule sú náchylné na jav lepenia. Vo všeobecnosti sa na nanášanie lepidla môže použiť nanášanie valčekom a striekanie, aby sa zabezpečilo rovnomerné rozloženie lepidla na povrchu sivej dosky alebo papiera. Potom pomocou lisovacieho zariadenia alebo ručného náradia presne pripevnite lícový papier na sivú dosku tak, aby sa lícový papier a sivá doska tesne spojili, aby sa vylúčil stred vzduchových bublín. Po dokončení laminovania by mali byť laminovacie papierové krabice umiestnené v dobre vetranom prostredí s vhodnou teplotou na sušenie, aby sa zabránilo sušeniu vo vlhkom alebo vysokoteplotnom prostredí, aby sa neovplyvnil účinok vytvrdzovania lepidla a kvalita papierových krabíc.
Montáž papierových krabíc je proces spájania laminovacích dielov do kompletných papierových krabíc, pri tomto procese je potrebné zabezpečiť, aby štruktúra papierových krabíc bola stabilná a vzhľad bol úhľadný. V prvom rade by sme mali presne umiestniť a zarovnať komponenty papierových škatúľ podľa konštrukčných požiadaviek, aby sme zaistili, že línie skladania a polohy rozhrania sú presné. Pri niektorých papierových škatuliach so špeciálnou štruktúrou, ako sú škatule na oblohu a zem, škatule typu knihy atď., by sa mala venovať pozornosť presnosti koordinácie medzi rôznymi komponentmi, ako sú škatule na oblohu a zem, veľkosť veka a telesa škatule by sa mali zhodovať, aby sa zabezpečilo, že veko bude možné v škatuli pevne zakryť a hladko sa otvárať a zatvárať; škatule typu kniha, vonkajší obal a vnútorný box vlepovacej polohy by mali byť presné, aby vnútorný box mohol byť bezpečne upevnený v obale a mal hladký vzhľad.
Počas procesu montáže je možné použiť niektoré pomocné nástroje, ako sú prípravky a polohovacie formy, ktoré pomôžu opraviť diely a zabezpečiť presnosť a stabilitu zostavy. Na časti, ktoré je potrebné prilepiť, treba znova naniesť primerané množstvo lepidla, aby bola pasta pevná. Zároveň je potrebné venovať pozornosť umiestneniu a množstvu lepidla, aby sa zabránilo kontaminácii povrchu papierových škatúľ lepidlom, čo by ovplyvnilo vzhľad. Po dokončení montáže by sa mali papierové škatule skontrolovať ako celok, aby sa zistilo, či je štruktúra papierových škatúľ pevná, či je spojenie medzi rôznymi komponentmi tesné a či je vzhľad plochý, bez záhybov, bez deformácií atď. Ak sa vyskytne nejaký problém, je potrebné včas vykonať úpravy. Ak sa vyskytnú nejaké problémy, úpravy a opravy by sa mali vykonať včas, aby sa zabezpečilo, že finálne zostavené papierové škatule spĺňajú normy kvality a môžu poskytnúť dobrú ochranu balenia šperkov.
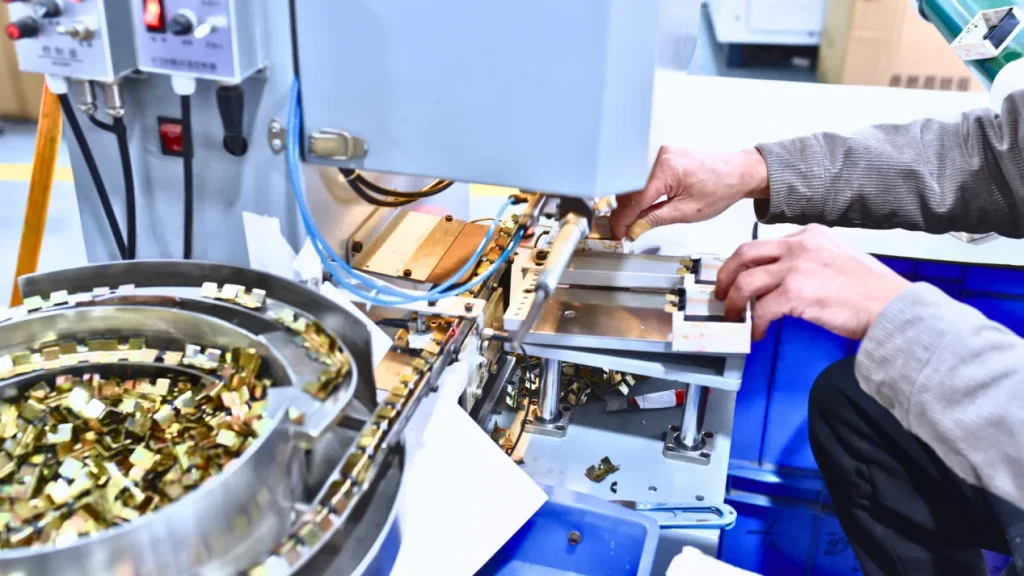
Pri montáži papierových krabíc hrá automatický baliaci stroj kľúčovú úlohu pri výraznom zlepšení efektívnosti výroby šperkov výroba obalov a kvalitu produktu. Jeho prevádzkový proces zahŕňa najmä nasledujúce kľúčové odkazy.
Po prvé, papier je dodávaný automaticky prostredníctvom fotoelektrického snímača a počítadla na identifikáciu a počítanie podávacieho portu a potom pomocou trakčného systému a posúvača sa papier automaticky odošle do ďalšieho procesu, aby sa zabezpečila presnosť a stabilita dodávky papiera. Ďalej nasleduje vysávanie a sacia linka, ktorá využíva systém prúdenia vzduchu na nasávanie papiera a vykonávanie procesu odstraňovania prachu, aby sa zabezpečilo, že povrch papiera je čistý a bez prachu, čo poskytuje dobrý základ pre následné spracovanie. Nasleduje nakladanie a laminovanie. Laminovací stroj automaticky prilepí lepiacu hranu na okraj papiera, aby sa zabezpečilo napnutie a celková stálosť papiera. V sekcii razenia a skladania razník embosuje papier a skladací stroj potom skladá papier tak, aby vytvoril základný rámec vzhľadu škatule. Nakoniec tvarovanie tela krabice a inštalácia krytu neba a zeme, spodná polohovacia vačka a bočný polohovač zložia lepenkovú hladkú lištu, dokončia tvarovanie tela krabice a potom pomocou pneumatických tlakových prísaviek pripevnia telo krabice na otočný stôl, cez lepiacu dosku sa na oba konce kartónového krytu neba a zeme nainštaluje lepidlo na krabicu.
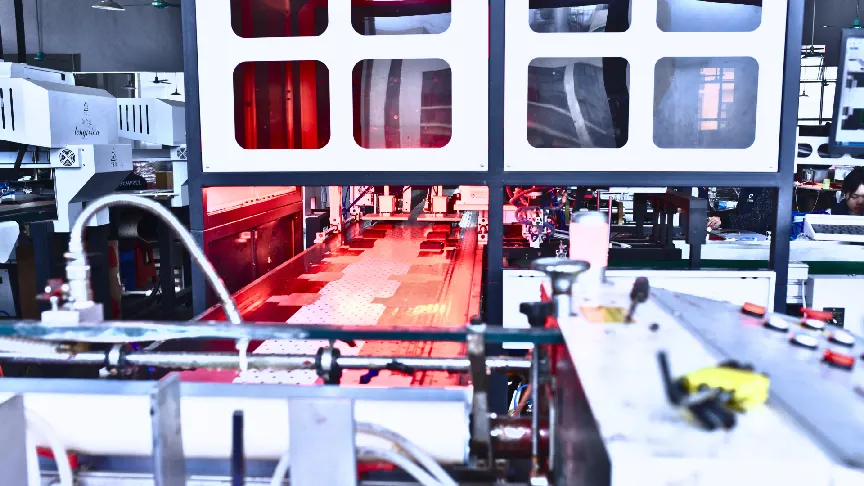
Plne automatizovaná výrobná linka na papierové škatule Richpack integruje rôzne pokročilé automatizačné zariadenia a technológie s automatickým baliacim strojom na škatule ako jadrom, ktorý realizuje celý proces automatizácie od podávania papiera, laminovania, montáže až po výstup hotového produktu. Výrobná linka využíva pokročilý systém riadenia programu PLC, ktorý je schopný automaticky monitorovať rôzne indexy a parametre počas celého výrobného procesu a riadiť a upravovať rozhranie človek-stroj, aby sa zabezpečila presnosť a stabilita výrobného procesu. Súčasne sa pokročilé servomotory a servoregulátory používajú na realizáciu presného riadenia a nastavovania rôznych mechanických častí vo výrobnom procese, aby sa zabezpečila vysoká účinnosť a spoľahlivosť prevádzky zariadenia. Okrem toho je rad Richpack vybavený vysoko presným prevodovým systémom, ktorý využíva reduktory a technológiu pohonu rozvodového remeňa na dosiahnutie efektívneho a stabilného prevodu a otáčania rôznych mechanických komponentov.
· Podávanie papiera: jadrom tohto procesu je presné umiestnenie papiera a efektívna preprava. Pomocou systému podávania papiera Fidelity, pomocou vákuovej adsorpcie a kombinácie mechanického pohonu, sa papier v hromade hárkov papiera separuje a prepravuje na hlavnú hnaciu dráhu. Vďaka presnému nastaveniu predného merača a bočného meradla je veľkosť chápadla prísne kontrolovaná, aby sa zabezpečilo, že keď papier vstúpi do následného procesu, bočná a pozdĺžna chyba polohovania sa kontroluje v rozmedzí ± 0.1 mm, čo zaisťuje vysokú presnosť a stabilitu dopravy papiera. Napríklad pri rôznych gramážach a materiáloch papiera môže systém podávania papiera Fidelity automaticky upraviť adsorpčnú silu a rýchlosť podávania tak, aby sa prispôsobili charakteristikám papiera.
· Lepenie: Vyberá sa vysoko presné lepiace zariadenie. Podľa vlastností papiera a lepidla sa množstvo lepenia presne reguluje. Používajú sa metódy ako nanášanie valčekom alebo striekanie, aby sa zabezpečilo rovnomerné nanesenie lepidla na povrch papiera. Počas procesu lepenia je prietok a tlak lepidla monitorovaný v reálnom čase, aby bola zaistená stabilita lepenia. Medzitým je hrúbka lepenia prísne kontrolovaná, vo všeobecnosti vo vhodnom rozsahu, aby sa zabezpečil dobrý lepiaci účinok a zabránilo sa problémom spôsobeným nadmerným alebo nedostatočným množstvom lepidla, čím sa položí pevný základ pre následnú montáž a iné procesy.
·Montáž: Viacosový spojovací robot a inteligentné polohovacie nástroje sú prispôsobené na spoluprácu. Podľa prednastaveného programu robot uchopí laminovacie diely a pod vedením vysoko presného vizuálneho rozpoznávacieho systému sú diely presne umiestnené v polohovacom zariadení. Rameno robota poháňané servomotorom realizuje operácie vyrovnávania, lisovania a lepenia dielov. V prípade papierových škatúľ sa používajú vysoko presné formy, aby sa zabezpečila presnosť zhody veľkosti veka a tela škatule v rozmedzí ± 0.2 mm, čo zaručuje hladké otváranie a zatváranie; pri montáži škatúľ typu kniha inteligentný polohovací systém zaisťuje, že odchýlka medzi vnútornou škatuľou a polohou prilepenia vonkajšieho obalu je kontrolovaná vo veľmi malom rozsahu, čo zaručuje hladký a krásny vzhľad.
·Výstup hotového výrobku: Po dokončení montáže papierových krabíc vykoná automatická kontrolná linka všestrannú kontrolu kvality. Pomocou laserového skenovania, rozpoznávania obrázkov a ďalších technológií sa papierové škatule rýchlo skontrolujú na rozmerovú presnosť, chyby vzhľadu, štrukturálnu pevnosť atď. Kvalifikované papierové škatule sú triedené a balené podľa špecifikácií a šarží prostredníctvom automatického triediaceho a baliaceho systému, čím sa realizuje efektívne riadenie výstupu a skladovania hotových výrobkov. Ak sa pri kontrole zistí, že papierové krabice majú rozmerové odchýlky alebo chyby vzhľadu, systém ich automaticky roztriedi do chybnej oblasti na následné prepracovanie.
Celkovo vo výrobnom procese má výrobná linka veľmi vysoký stupeň automatizácie, ktorý dokáže realizovať automatizovanú kontrolu a riadenie celého výrobného procesu, výrazne zlepšiť efektivitu výroby a znížiť výrobné náklady. A stabilná prevádzka, nízka hlučnosť, dobrá ochrana životného prostredia nebudú produkovať väčšie znečistenie a poškodenie životného prostredia a zamestnancov. Zároveň jeho bezpečné a spoľahlivé vlastnosti dokážu realizovať celý výrobný proces automatizovanej detekcie a ochrany, efektívne sa vyhnúť nehodám vo výrobnom procese, pre hromadnú výrobu vysokokvalitných papierových šperkovníc poskytuje silnú záruku.
Kvalita je život továrenskej značky. Drobná chybička v šperkovnici môže ovplyvniť efekt zobrazenia šperku a dokonca poškodiť povesť špičkovej značky šperkov. Preto sme počas fázy kontroly kvality vytvorili profesionálny a prísny tím kontroly kvality, ktorý používa vysoko presné meracie nástroje na podrobné meranie veľkosti škatuľky na balenie šperkov, aby sme zabezpečili, že dĺžka, šírka, výška a rozmerové chyby každého skladacieho dielu sú prísne kontrolované vo veľmi malom rozsahu. Zároveň s bohatými skúsenosťami a bystrým pozorovaním starostlivo kontrolujeme čistotu vytlačeného vzoru, presnosť farieb, presnosť pretlače a dokonalosť procesu povrchovej úpravy bez toho, aby sme vynechali akékoľvek detaily. Nižšie vám ukážeme dôležitosť tohto prepojenia z hľadiska prísnych noriem kontroly kvality a starostlivého dizajnu obalov.

Kontrola kvality je kľúčom na zabezpečenie kvality papierovej šperkovnice a musí sa vykonávať v prísnom súlade s normami a metódami. Richpack factory Richline je vybavený profesionálnymi a zodpovednými pracovníkmi kontroly kvality, ktorí svojimi bohatými skúsenosťami a odbornými znalosťami vykonávajú precíznu kontrolu každého kroku výrobného procesu.
Pokiaľ ide o rozmerovú kontrolu, personál kontroly kvality používa vhodné presné meracie nástroje, ako sú posuvné meradlá, pravítka atď., na meranie dĺžky, šírky, výšky a zložených častí papierových škatúľ, aby sa zabezpečilo, že odchýlka od navrhnutých rozmerov je v povolenom rozsahu a že odchýlka rozmerov by mala byť vo všeobecnosti kontrolovaná tak, aby bola v rozmedzí ± 0.5 mm, aby sa zabezpečilo dokonalé prispôsobenie papierových škatúľ pri problémoch s papierom. proces prepravy a skladovania. Aby sa zabezpečilo, že papierové škatuľky budú perfektne sedieť so šperkami a nebudú mať vplyv na použitie počas prepravy a skladovania kvôli problémom s veľkosťou.

Kontrola kvality tlače je hlavne prostredníctvom kombinácie vizuálnej kontroly a testovania profesionálnych zariadení, aby sa skontrolovala čistota vzoru tlače, presnosť farieb, presnosť pretlače atď. Vzory by mali byť jasné, bez rozmazania alebo duchov, a farba by mala byť v súlade s dizajnom bez zjavného rozdielu farieb; presnosť pretlače vyžaduje, aby chyba pretlače hlavného vzoru nepresiahla ±0.1 mm a chyba vedľajšieho vzoru nepresiahla ±0.2 mm; v prípade papierových škatúľ s čiarovými kódmi budú inšpektori kvality používať tester čiarových kódov na kontrolu jasnosti a skenovateľnosti čiarových kódov, aby sa zabezpečila presná identifikácia čiarových kódov.
Richpack má špecializovanú dielňu na testovanie kompresie vybavenú profesionálnymi nástrojmi na testovanie kompresie. Počas skúšky pevnosti konštrukcie simulujeme skutočné použitie papierových škatúľ, ako je test kompresie a test pádu, aby sme skontrolovali, či sa papierové škatule deformujú alebo roztrhnú, keď budú vystavené určitému tlaku a nárazu. Kompresný test vyžaduje, aby papierové škatule udržali svoj tvar neporušený bez zjavnej deformácie pod tlakom určitej hmotnosti; drop test vyžaduje, aby papierové škatuľky voľne padali z určitej výšky bez poškodenia vnútornej štruktúry a vzhľadu a boli schopné naďalej chrániť šperky.
Rovinnosť a čistota povrchu sú tiež dôležitými aspektmi kontroly kvality. Inšpektori kvality starostlivo skontrolujú, či je povrch papierových škatúľ rovný a či na nich nie sú nejaké chyby ovplyvňujúce vzhľad, ako sú vrásky, hrbolčeky alebo priehlbiny. Zároveň sa uistite, že povrch papierových škatúľ je bez prachu, škvŕn, odtlačkov prstov a iných nečistôt, aby bola zabezpečená čistota produktu. Pre špeciálne remeselné efekty, ako je horúca razba a embosovanie na papierové škatule, skontrolujte, či sú čisté, úplné a bez problémov, ako je odlupovanie a rozmazanie.

Okrem toho pracovníci kontroly kvality skontrolujú aj povrchovú úpravu papierových škatúľ, napríklad či je razba pevná, či je lakovanie alebo laminovanie rovnomerné, či sa na nej nevyskytujú bubliny, záhyby a iné chyby. Prostredníctvom komplexnej a prísnej kontroly kvality je zabezpečené, že do ďalšej fázy vstupujú len kvalifikované produkty.
Rozhodujúce je aj testovanie ochrany životného prostredia, ktoré súvisí so zdravím spotrebiteľov a environmentálnou bezpečnosťou. Richpack má špecializovanú dielňu na testovanie ochrany životného prostredia a pokročilé testovacie nástroje na vykonávanie komplexných testov ochrany životného prostredia papierových škatúľ, z ktorých jednou z kľúčových testovacích položiek je testovanie formaldehydu. Formaldehydový test je jednou z kľúčových testovacích položiek. Na presné testovanie uvoľňovania formaldehydu z papierových krabíc používame profesionálne detektory formaldehydu v súlade s prísnymi testovacími postupmi. Podľa príslušných národných a priemyselných noriem zabezpečujeme, aby emisie formaldehydu z papierových krabíc boli hlboko pod stanoveným bezpečnostným prahom, čím zaisťujeme, že výrobky sú ekologické a šetrné k životnému prostrediu a nespôsobujú spotrebiteľom žiadne zdravotné riziká.
Napríklad detektor 3V-EDX6600ROHS vybavený v továrni bol vyvinutý tak, aby spĺňal požiadavky smernice ROHS, bez halogénov a hračky, a má mnoho pokročilých funkcií. Používa detektor Si-pin amerického typu, je chladený elektricky, a nie chladený kvapalným dusíkom, je kompaktný, poskytuje presnú analýzu údajov a je nenáročný na údržbu.
signál SES vylepšený systém spracovania vyvinutý spoločnosťou môže efektívne zlepšiť citlivosť merania. Prístroj dokáže merať 75 prvkov od síry (S) po urán (U) s rozsahom analýzy obsahu prvkov od 2 ppm do 99.99 %. Čas merania je možné nastaviť medzi 100-300 s a môže automaticky prepínať medzi siedmimi kolimačnými systémami korekcie svetelnej dráhy podľa rôznych vzoriek, čím sa dosiahne automatické testovanie jedným tlačidlom. Je ľahko ovládateľný a má priateľské rozhranie. Tento prístroj dokáže presne zistiť obsah ťažkých kovov, ako je olovo (Pb), ortuť (Hg), kadmium (Cd), šesťmocný chróm (Cr6+) a ďalšie nebezpečné látky, ako sú polychlórované bifenyly (PCB) a polybrómované difenylétery (PBDE), ktoré môžu byť obsiahnuté v papierových škatuliach, pričom zaisťuje, že tieto normy, ako sú napríklad normy a nariadenia o ROPS a zákone USA, sú v súlade s požiadavkami zákona CROPS a zákona USA. a čínske štandardy GB.

Okrem toho na detekciu prchavých organických zlúčenín v papierových škatuliach využíva továreň Richpack Richline profesionálov hmotnostný spektrometer plynovej chromatografie (GCMS). Dokáže presne analyzovať a kvantitatívne odhaliť prchavé organické zlúčeniny, ako sú aldehydy, benzény a toluény, ktoré môžu byť prítomné v papierových škatuliach. Tento prístroj dokáže presne zmerať obsah týchto prchavých organických zlúčenín a určiť, či papierové škatule predstavujú potenciálnu hrozbu pre ľudské zdravie a životné prostredie.
Na detekciu zmäkčovadiel používa továreň Richline pokročilé testovacie zariadenie na prísne testovanie obsahu zmäkčovadiel (ako sú ftaláty), aby sa zabezpečilo, že je v bezpečnom rozsahu. Prostredníctvom týchto komplexných a profesionálnych testov ochrany životného prostredia sa výrobný rad Richpack zaviazal poskytovať spotrebiteľom ekologické, ekologické a bezpečné výrobky z papierových šperkovníc, čím napĺňa svoju spoločenskú zodpovednosť a podporuje trvalo udržateľný rozvoj priemyslu.
Papierové šperkovnice, ktoré prešli kontrolou kvality, musia byť vhodne zabalené a uskladnené. Z hľadiska spôsobov balenia sa bežne používa dávkové balenie, pri ktorom je určitý počet papierových krabíc úhľadne naskladaný, zabalený do plastovej fólie alebo baliaceho papiera a následne vložený do kartónovej škatule. Výplňové materiály, ako sú penové dosky a bublinkové vrecká, by mali byť umiestnené vo vnútri kartónovej škatule, aby sa zabránilo poškodeniu papierových škatúľ počas prepravy v dôsledku kolízií a vytláčania. Povrch kartónu by mal byť jasne označený informáciami, ako je názov produktu, špecifikácie, množstvo, dátum výroby a výrobca, aby sa uľahčila identifikácia a správa. Pri skladovaní by mali byť zabalené papierové krabice skladované v suchom, vetranom a chladnom sklade, aby sa zabránilo priamemu slnečnému žiareniu a vlhkému prostrediu. Teplota v sklade by mala byť kontrolovaná v rozmedzí 15 ℃ – 25 ℃ a relatívna vlhkosť medzi 40 % – 60 %. Takéto podmienky prostredia môžu účinne zabrániť tomu, aby papierové škatule navlhli a zdeformovali sa, plesniveli a znehodnotili, a aby vytlačené vzory vybledli. Zároveň by sa mali vykonávať pravidelné kontroly skladovaných papierových škatúľ, aby sa skontrolovali prípadné problémy s kvalitou. Ak sa zistia problémy, mali by sa urýchlene riešiť, aby sa zabezpečila kvalitatívna stabilita produktov na sklade, aby bolo možné v prípade potreby včas poskytnúť kvalifikované papierové šperkovnice.
Výrobný proces plastových závesných šperkovníc nie je jednoduchý výrobný proces, ale úžasný výkon, ktorý kombinuje špičkovú technológiu, dômyselné nápady a dokonalé remeselné spracovanie. Od nápadu pri obdržaní objednávky, cez výber kvalitných materiálov až po použitie pokročilej technológie vstrekovania je každý krok prepracovaný. V nasledujúcom obsahu preskúmame proces výroby plastových závesných šperkovníc do hĺbky.
Po prijatí zákazníckych objednávok na plastové pántové šperkovnice musia predajcovia komunikovať so zákazníkom do hĺbky a detailov. Predajca musí porozumieť špecifickým požiadavkám zákazníka na plastovú pántovú šperkovnicu, vrátane presných rozmerov, ako je dĺžka, šírka, výška a hrúbka, ako aj tvaru krabičky, ako je štvorcový, okrúhly alebo nepravidelný, aby sa zabezpečilo, že následná výroba bude zodpovedať skutočným potrebám zákazníka. Pri šperkovniciach je potrebné, aby vnútorné rozmery presne sedeli na všetky typy šperkov, aby sa predišlo nestabilite alebo neschopnosti sadnúť v dôsledku rozmerových odchýlok.
Vo fáze návrhu tím Richpack prediskutuje vzhľad plastovej škatule so zákazníkom, objasní špecifické požiadavky na prvky, ako je farba, vzor a text, ako aj to, či je potrebné začleniť špeciálne dizajnové prvky, ako sú logá značky a značky proti falšovaniu. Rozumie sa špecifickým potrebám zákazníka na štruktúru plastovej škatuľky, ako napríklad to, či je potrebné navrhnúť funkčné štruktúry, ako sú priehradky, zásuvky a chlopne, aby sa šperky lepšie zobrazovali a chránili. Zároveň je podrobne vysvetlená výrobná kapacita spoločnosti, remeselné spracovanie a typy dostupných materiálov, aby sme zákazníkovi poskytli odborné rady a referencie, ktoré mu pomôžu optimalizovať plán dizajnu, čím sa stáva realizovateľnejšia a nákladovo efektívnejšia výroba pri splnení estetických a funkčných požiadaviek. Dostatočnou komunikáciou zabezpečíme, aby sa obe strany zhodli na dizajne a požiadavkách výroby šperkovnice, čím sa vytvorí pevný základ pre následnú korektúru a výrobu.
Na základe požiadaviek určených komunikáciou so zákazníkom používa konštrukčné oddelenie na návrh a kreslenie škatule profesionálny návrhársky softvér ako Adobe Illustrator a CorelDRAW, čím sa vytvorí dvojrozmerný pôdorys a trojrozmerné vykreslenie na vizuálne zobrazenie vzhľadu a štruktúry škatule. Počas procesu navrhovania sa plne zohľadňuje uskutočniteľnosť výrobného procesu, aby sa zabezpečilo, že dizajn môže byť úspešne premenený na praktický produkt. Po dokončení návrhu sa konštrukčné súbory prenesú do vzorkovacej dielne, kde personál odberu vzoriek vyberie vhodné suroviny na odber vzoriek a výrobu na základe požiadaviek na dizajn. Počas procesu odberu vzoriek zamestnanci spoločnosti Richpack prísne kontrolujú procesné parametre každého prepojenia, ako je teplota vstrekovania, tlak, čas atď., Aby sa zabezpečila kvalita a presnosť produktov na odber vzoriek. Po dokončení odberu vzoriek sa vykoná komplexná kontrola kvality vzoriek vrátane kontroly vzhľadu, aby sa skontrolovalo, či je povrch hladký, či existujú nejaké chyby a či farba spĺňa požiadavky; meranie rozmerov na použitie vysoko presných meracích nástrojov na kontrolu, či sú rozmery vzoriek v súlade s konštrukčnými rozmermi; a konštrukčný test na kontrolu, či sa plastový box hladko otvára a zatvára a či sú rôzne časti pevne spojené. Kvalifikované vzorky sú zaslané zákazníkovi na potvrdenie. Zákazník vyhodnotí vzorky podľa svojich skutočných potrieb a poskytne návrhy na zlepšenie. Po obdržaní spätnej väzby od zákazníka sa proces návrhu a odberu vzoriek upravuje a optimalizuje včas, až kým nie je zákazník so vzorkami úplne spokojný. Obe strany potvrdzujú konečný plán odberu vzoriek, ktorý poskytuje presný základ pre formálnu výrobu.
Pri výrobe plastových pántových šperkovníc sú bežné plastové materiály PET (polyetyléntereftalát), PVC (polyvinylchlorid), PP (polypropylén) atď., pričom každý má svoje vlastné charakteristiky a použiteľné scenáre.
Továreň Richpack Richline vždy dodržiava prísne požiadavky na kvalitu a ochranu životného prostredia a používa plastové pelety ako PP materiály s certifikáciou GRS. Tento materiál má vysokú tepelnú odolnosť, dokáže si do určitej miery zachovať stabilitu v prostredí s vysokou teplotou, nie je ľahko deformovateľný a je vhodný na použitie v šperkovniciach, ktoré je potrebné skladovať alebo prepravovať v prostredí s vysokou teplotou. Má tiež dobrú chemickú odolnosť a odolá erózii niektorých bežných chemikálií.

PP materiál má nízku hustotu a je ľahký, čo môže znížiť celkovú hmotnosť plastovej krabice, čo uľahčuje prenášanie a prepravu. Často sa používa pri výrobe plastových krabičiek na šperky na každodenné nosenie. Pri výbere plastových materiálov je potrebné komplexne zvážiť faktory, ako je umiestnenie šperkovnice, nákladový rozpočet, požiadavky na ochranu životného prostredia a vlastnosti produktu, aby sa zabezpečilo, že vybrané materiály budú spĺňať rôzne výkonnostné požiadavky produktu.
Na dosiahnutie najlepšieho vzhľadu a výkonu plastovej pántovej šperkovnice musí výber papierových materiálov zodpovedať plastovým materiálom. Čo sa týka materiálu, medzi bežné druhy papiera patrí biela lepenka, natieraný papier a špeciálny papier. Biela lepenka má vysokú tuhosť a môže poskytnúť dobrú štrukturálnu podporu pre plastovú škatuľu, vďaka čomu je odolnejšia. Jeho hladký povrch a dobrá potlačiteľnosť môžu predstavovať jasné a vynikajúce tlačené vzory. Je vhodný na použitie s plastovými materiálmi s vysokou transparentnosťou, ako je PET, na výrobu špičkových šperkovníc, ktoré majú jednoduchú a elegantnú textúru.
Umelecký papier ako perleťový papier a laserová karta má vysoký lesk a dobrú absorbciu atramentu. Vytlačené vzory majú jasné farby a bohaté vrstvy, čo môže zvýšiť vizuálnu príťažlivosť krabice. Špeciálne papiere, ako je perleťový papier a vzorovaný papier, majú jedinečnú textúru a pocit, ktorý môže škatuľke dodať jedinečnú umeleckú atmosféru, zvýšiť kvalitu a pridanú hodnotu produktu a často sa používa v špičkových vlastných šperkovniciach.
V kombinácii s vysoko kvalitnými plastovými materiálmi vytvárajú jedinečný obalový efekt. Farba a textúra by mala byť zvolená podľa štýlu a imidžu značky šperkov. Pre šperky jednoduchého štýlu je možné zvoliť obyčajný farebný papier s jednoduchými textúrami, aby sa zdôraznila jednoduchá krása šperkov; pre šperky v retro štýle je možné zvoliť papier s retro textúrami alebo farbami, aby sa vytvorila silná retro atmosféra. Dôkladným zladením papierových a plastových materiálov je možné dokonale zjednotiť vzhľad a výkon plastovej škatule, aby vyhovovali dvojitým potrebám spotrebiteľov v oblasti estetiky a kvality.
Vstrekovanie je kľúčovým procesom pri výrobe šperkovnice s plastovým pántom. Základným princípom je pridávanie granulovaných plastových surovín do valca vstrekovacieho stroja. Valec je ohrievaný do roztaveného stavu externým vykurovacím zariadením, ako je elektrická vykurovacia špirála, takže plastové suroviny majú dobrú tekutosť. Poháňané otáčaním závitovky sú roztavené plastové suroviny stlačené a dopravované dopredu a vstrekované vysokou rýchlosťou cez dýzu vstrekovacieho stroja do uzavretej dutiny formy. Tvar dutiny formy je rovnaký ako konečný tvar plastovej škatule. Plastová surovina rýchlo vyplní dutinu a vyplní každý roh, čím vytvorí prototyp plastovej krabice. Potom forma udržuje určitý tlak a teplotu, takže plastová surovina pokračuje v ochladzovaní a tuhnutí v dutine. Počas procesu chladenia plastová surovina postupne stráca svoju tekutosť a tvar sa zafixuje, až nakoniec vytvorí plastový krabicový výrobok s určitou pevnosťou a rozmerovou presnosťou.

Po úplnom ochladení a stuhnutí plastového puzdra sa forma otvorí a vyhadzovací mechanizmus sa použije na vytlačenie vylisovaného plastového puzdra z formy, čím sa dokončí proces vstrekovania. Počas procesu vstrekovania je kontrola parametrov, ako je teplota, tlak a čas, rozhodujúca a priamo ovplyvňuje kvalitu a výkon plastového puzdra. Napríklad príliš vysoká teplota môže spôsobiť rozklad a spálenie plastovej suroviny, čo ovplyvní vzhľad a výkon plastového puzdra; príliš nízka teplota môže spôsobiť, že plastická surovina bude menej tekutá, čím sa zabráni vyplneniu dutiny formy, výsledkom čoho je produkt s nedostatočným materiálom. Nadmerný tlak môže spôsobiť chyby v plastovej škatuľke, ako je záblesk a deformácia; príliš malý tlak môže mať za následok nedostatočnú hustotu a pevnosť plastovej škatule. Nesprávne ovládanie časovania sa prejaví aj na kvalite plastového boxu. Krátky čas chladenia môže spôsobiť deformáciu plastového boxu po vybratí z formy, zatiaľ čo príliš dlhý čas chladenia zníži efektivitu výroby. Preto počas procesu vstrekovania musia byť tieto parametre presne kontrolované podľa charakteristík plastového materiálu a konštrukčných požiadaviek plastového boxu, aby sa zabezpečila výroba vysoko kvalitných výrobkov z plastových boxov.
Forma je kľúčovým nástrojom pri vstrekovaní a jej dizajn a kvalita výroby priamo ovplyvňuje kvalitu vstrekovania a efektivitu výroby plastovej krabice. Pokiaľ ide o dizajn formy, prvým krokom je použitie profesionálneho softvéru na navrhovanie foriem, ako je UG a Pro/E, na vykonanie 3D modelovania formy na základe výkresov dizajnu plastových boxov a rozmerových požiadaviek. Počas procesu modelovania sa v plnej miere zohľadňujú faktory, ako sú štrukturálne charakteristiky krabice, metóda demontáže a poloha brány, aby sa zabezpečilo, že návrh formy je primeraný a realizovateľný. Napríklad pre krabice so zložitými tvarmi je potrebné navrhnúť primeranú deliacu plochu, aby sa uľahčilo otváranie a zatváranie formy a vyberanie krabice; pre tenkostenné boxy by mala byť poloha a veľkosť brány optimalizovaná, aby sa zabezpečilo, že plastový materiál môže rýchlo a rovnomerne vyplniť dutinu, čím sa zabráni nedostatočnému alebo preplneniu.

Zároveň by sa mala zvážiť konštrukcia chladiaceho systému formy a chladiace kanály by mali byť usporiadané primerane, aby sa zabezpečilo, že forma môže byť rovnomerne chladená počas procesu vstrekovania, skrátiť čas chladenia a zlepšiť efektivitu výroby. Počas procesu výroby foriem sa vyberajú vysokokvalitné formovacie ocele ako P20, 718 a NAK80. Podľa výkresov dizajnu formy sú rôzne časti formy presne opracované rôznymi procesmi, ako je obrábanie, EDM a rezanie drôtom. Počas spracovania je presnosť spracovania prísne kontrolovaná, aby sa zabezpečilo, že rozmerové tolerancie častí formy sú v povolenom rozsahu. Vo všeobecnosti sú rozmerové tolerancie dutín a jadier formy kontrolované v rozmedzí ± 0.01 mm, aby sa zabezpečila rozmerová presnosť a kvalita povrchu šperkovnice s plastovým závesom. Po dokončení formy sa prísne zmontuje a nastaví, aby sa skontrolovalo, či sa forma hladko otvára a zatvára a či diely do seba pevne zapadajú, aby sa zabezpečilo, že forma môže normálne fungovať. Starostlivým návrhom a výrobou formy je zabezpečená spoľahlivá záruka na vstrekovanie a vyrábané kvalitné plastové pántové šperkovnice.
Vo výrobnom procese plastovej pántovej šperkovnice zohráva aplikácia tlačových procesov kľúčovú úlohu pri zvyšovaní estetiky a rozpoznania značky krabičky. Bežné tlačové procesy zahŕňajú UV ofsetovú tlač a sieťotlač, pričom každá má svoje vlastné charakteristiky a použiteľné scenáre. UV ofsetová tlač je vysoko presný proces tlače, ktorý využíva ultrafialové svetlo na vytvrdenie atramentu.

Pomocou princípu štvorfarebnej tlače CMYK dokáže dosiahnuť veľmi jemnú reprodukciu farieb a vysoko presnú tlač vzorov. Tento proces tlače je vhodný pre tlač na krabice s vysokými požiadavkami na kvalitu tlače, zložitými vzormi a bohatými farbami. Napríklad pri šperkovniciach, ktoré potrebujú vytlačiť jemné vzory šperkov, jemné logá značiek alebo majú efekty bohatého farebného prechodu, dokáže UV ofsetová tlač presne vykresliť detaily a farebné vrstvy vzoru, vďaka čomu je efekt tlače realistický a živý a škatuľke dodá nádhernú textúru. Sieťotlač zahŕňa pritlačenie stierky na sito, aby sa farba preniesla cez sieťku na substrát, čím sa vytvorí obraz identický s originálom. Vrstva atramentu je hrubá, s dobrým pokrytím a trojrozmerným dojmom a je vhodná na tlač vzorov, ktoré vyžadujú výraznú textúru a trojrozmerný dojem, ako sú kovové vzory a matný text. Okrem toho môže sieťotlač použiť aj špeciálne atramenty, ako sú fluorescenčné atramenty a svietiace atramenty, ktoré škatuľke dodajú jedinečný vizuálny efekt. Pri výbere procesu tlače je potrebné komplexne zvážiť faktory, ako sú požiadavky na dizajn plastovej škatule, vlastnosti vytlačeného vzoru a nákladový rozpočet, aby sa určil najvhodnejší proces tlače, aby sa zabezpečilo, že efekt tlače dokáže uspokojiť potreby zákazníkov a zároveň zlepší celkovú kvalitu a konkurencieschopnosť plastovej škatule na trhu.
Na ochranu vytlačeného vzoru na povrchu plastovej pántovej šperkovnice a zlepšenie odolnosti krabičky je zvyčajne potrebné aplikovať úpravu proti poškriabaniu. Aplikácia oleja proti poškriabaniu je bežný proces ošetrenia. Hlavnou funkciou aplikácie oleja proti poškriabaniu je vytvorenie tvrdého ochranného filmu odolného voči opotrebovaniu na povrchu škatule, ktorý účinne zabraňuje poškriabaniu alebo opotrebovaniu škatule pri každodennom používaní a preprave, čím sa zachová povrchová úprava a celistvosť vytlačeného vzoru. Počas prevádzky sa najskôr uistite, že povrch plastovej škatule je čistý, suchý a bez prachu, oleja a iných nečistôt, aby sa neovplyvnila priľnavosť oleja odolného voči poškriabaniu. Potom podľa typu a vlastností oleja odolného voči poškriabaniu zvoľte vhodnú metódu náteru. Bežné metódy náteru zahŕňajú striekanie, valcovanie a sprchovanie. Striekanie môže rovnomerne rozložiť olej odolný proti poškriabaniu na povrchu škatule, čím sa vytvorí relatívne rovnomerná hrúbka náteru a je vhodný pre škatule s vysokými požiadavkami na kvalitu náteru. Valcovanie je jednoduché na obsluhu a je vysoko efektívne a je vhodné na natieranie veľkých plôch povrchu boxu. Namáčanie je vhodné pre škatule s pravidelnými tvarmi, ktoré sú sériovo vyrábané a dokáže rýchlo a efektívne dokončiť proces poťahovania. Počas procesu nanášania musí byť hrúbka olejového náteru odolného voči poškriabaniu prísne kontrolovaná. Vo všeobecnosti je vhodná hrúbka povlaku 3-5 μm. Príliš tenká hrúbka povlaku nemusí dosiahnuť dobrý účinok odolný voči poškriabaniu, zatiaľ čo príliš hrubá vrstva povlaku môže spôsobiť defekty, ako sú stopy po toku a bubliny na povrchu škatule, ktoré ovplyvňujú kvalitu vzhľadu škatule. Po dokončení náteru vložte krabicu do sušiaceho zariadenia a vykonajte príslušné sušenie a vytvrdzovanie podľa podmienok vytvrdzovania oleja odolného proti poškriabaniu, aby sa na povrchu krabice vytvoril pevný ochranný film. Ošetrenie krabice olejom odolným proti poškriabaniu môže účinne zlepšiť odolnosť krabice proti poškriabaniu, predĺžiť jej životnosť a zároveň zachovať estetiku a hodnotu produktu.

Laminovanie papiera je proces prilepenia narezaného papiera na povrch vstrekovaného kartónu a jeho prevádzkový proces a použitie lepidla majú dôležitý vplyv na kvalitu a vzhľad kartónu. Pred laminovaním by mali byť krabica na lepidlo a papier vopred ošetrené, aby sa zabezpečilo, že povrch krabice na lepidlo je čistý, suchý a bez oleja, prachu a iných nečistôt, aby sa zlepšila priľnavosť lepidla; povrch papiera by mal byť tiež rovný, bez záhybov a v prípade potreby je možné papier vyrovnať. Potom vyberte správne lepidlo, bežné lepidlo na laminovanie papiera má biely latex, tavné lepidlo atď. Biele latexové lepidlo má výhody vysokej priľnavosti, strednej rýchlosti schnutia, ochrany životného prostredia atď., Vhodné pre väčšinu laminovania papiera a plastov; tavné lepidlo má vysokú rýchlosť vytvrdzovania, priľnavosť, bežne používané pri potrebe rýchleho prototypovania procesu laminovania. Pri použití lepidla podľa vlastností lepidla a požiadaviek na laminovanie papiera kontrolujte množstvo nanášania lepidla a spôsob nanášania. Vo všeobecnosti možno použiť nanášanie valčekom, striekanie a iné spôsoby nanášania lepidla, aby sa zabezpečilo rovnomerné rozloženie lepidla na povrchu krabice s lepidlom alebo na zadnej strane papiera. Množstvo náteru by malo byť mierne, príliš veľa náteru povedie k pretečeniu lepidla, čo ovplyvní vzhľad škatule, ale môže tiež spôsobiť nerovnomerné spojenie medzi papierom a škatuľou; príliš málo povlaku povedie k lepeniu nie je pevné, papier ľahko spadne. Potom sa papier presne laminuje na povrch škatule pomocou lisovacieho zariadenia alebo ručného náradia na lisovanie tak, aby sa papier a škatuľa tesne spojili, aby sa v strede eliminovali vzduchové bubliny. Počas procesu laminácie je potrebné dbať na to, aby bol papier rovný a presne umiestnený, aby sa predišlo problémom, ako je odsadenie papiera a záhyby. Po dokončení laminácie sa krabica na lepidlo umiestni do dobre vetraného prostredia s vhodnou teplotou na sušenie, aby lepidlo úplne vytvrdlo. V procese sušenia, aby sa zabránilo vytlačeniu alebo kolízii krabice lepidla vonkajšími silami, aby sa neovplyvnila kvalita a účinok laminovania. Prostredníctvom prísnej kontroly procesu laminovania sa uistite, že papier a krabica na lepidlo sú pevne spojené, vzhľad je plochý a krásny a zlepšuje celkovú kvalitu krabice na lepidlo.
Vysekávanie je proces rezania kartónu po laminovaní podľa navrhnutého tvaru a veľkosti a jeho presnosť priamo ovplyvňuje kvalitu formovania kartónu. Pred vysekávaním by sa mala vyrobiť vysoko presná vysekávacia doska podľa konštrukčných výkresov kartónu. Konštrukcia vysekávacej nožovej dosky by mala byť úplne v súlade s tvarom a veľkosťou škatule a línie nožovej dosky by mali byť hladké a presné, aby sa predišlo otrepom, odchýlkam a iným problémom. Zároveň pri výbere spoľahlivej kvality vysekávacieho noža ostrosť a odolnosť noža priamo ovplyvňuje efekt a efektivitu vysekávania. Pri operácii vysekávania sa laminovací kartón umiestni na stroj na vysekávanie, upravte parametre stroja na vysekávanie, ako je tlak, rýchlosť atď., Aby sa zabezpečilo, že proces vyrezávania je stabilný a presný. Príliš veľký tlak môže viesť k prasknutiu a deformácii škatule, príliš malý tlak spôsobí, že vysekávanie nebude úplné; príliš vysoká rýchlosť môže ovplyvniť presnosť vysekávania, príliš nízka rýchlosť zníži efektivitu výroby. Všeobecne povedané, tlak na vysekávanie by sa mal nastaviť podľa materiálu a hrúbky škatule, v prípade hrubších škatúľ je potrebné primerane zvýšiť tlak na vysekávanie; rýchlosť vysekávania by sa mala kontrolovať v rozumnom rozsahu, aby sa zabezpečila kvalita vysekávania a rovnováha efektívnosti výroby. Vysekávanie je dokončené, na krabici zostane nejaký prebytočný odpad, treba vyčistiť likvidáciu odpadu. Pri vyberaní odpadu dávajte pozor, aby ste nepoškodili okraje a povrchy škatule, aby ste zabezpečili celistvosť a estetiku škatule. Môžete použiť ručný alebo mechanický spôsob odstraňovania odpadu, ručné odstraňovanie odpadu je vhodné pre malosériovú výrobu alebo vysoké požiadavky na presnosť odstraňovania odpadu, môže byť podrobnejšie odstraňovanie odpadu; mechanické odstraňovanie odpadu je vhodné pre sériovú výrobu, vysokú účinnosť, ale je potrebné venovať pozornosť nastaveniu a prevádzke zariadenia, aby sa zabezpečil účinok odstraňovania odpadu. Prostredníctvom prísnej kontroly vysekávania a odstraňovania odpadu zaisťuje presnosť tvaru a veľkosti kartónu, čo poskytuje dobrý základ pre následnú montáž a použitie.
Lepenie a dno je dôležitou súčasťou lisovania a montáže plastovej pántovej šperkovnice, ktorá priamo ovplyvňuje konštrukčnú stabilitu a funkciu krabičky. V procese lepenia na časti, ktoré je potrebné prilepiť, ako je strana škatule, chlopňa atď., by sa malo najskôr naniesť príslušné množstvo lepidla. Výber lepidla by sa mal vykonať podľa materiálu krabice na lepidlo a prostredia použitia, aby sa zabezpečila dobrá priľnavosť a trvanlivosť lepidla. Pri nanášaní lepidla by malo byť rovnomerné a primerané množstvo, aby sa zabránilo situácii, že príliš veľa lepidla pretečie a znečistí povrch škatule, alebo príliš málo lepidla vedie k slabému lepeniu.
Po nanesení lepidla presne zarovnajte diely, ktoré sa majú lepiť, pomocou prípravkov alebo ručného tlaku ich zafixujte tak, aby lepidlo uvoľnilo efekt lepenia naplno a počkajte, kým lepidlo vytvrdne.
V systéme výroby šperkovnice s plastovým závesom sa automatický baliaci stroj, ako kľúčový uzol inteligentnej výroby, spolieha na technologickú architektúru Industry 4.0, aby realizoval dvojrozmerný skok v efektívnosti výroby a kvalite produktov a vytvára modernú a inteligentnú výrobnú paradigmu.
V procese nakladania materiálu automatický kartónovací stroj integruje automatizovaný nakladací systém založený na rozpoznávaní strojového videnia a koordinácii šesťosového robotického ramena. Systém zachytáva obrazy lisovaných kartónových dielov v reálnom čase pomocou CCD kamier s vysokým rozlíšením a prostredníctvom pokročilých algoritmov rozpoznávania obrazu dokáže presne identifikovať polohu, polohu a modelové informácie dielov v priebehu milisekúnd. Na základe výsledkov rozpoznávania šesťosové robotické rameno realizuje presné uchopenie a polohovanie dielov s presnosťou uchopenia ±0.1 mm vďaka svojim flexibilným pohybovým charakteristikám s viacerými stupňami voľnosti, čo zaisťuje, že diely vstupujú do následného procesu s nulovou odchýlkou.
Automatický ovinovač kartónov, ktorý vstupuje do procesu lepenia, je vybavený vysoko presným systémom lepenia založeným na riadení s uzavretou slučkou. Systém monitoruje prietok, tlak a teplotu lepidla v reálnom čase prostredníctvom tlakových senzorov, prietokových senzorov a teplotných senzorov. Na základe monitorovaných údajov sa algoritmus PID regulácie používa na presnú reguláciu hnacieho motora, tlakového čerpadla a ďalších ovládačov lepiaceho zariadenia tak, aby presnosť regulácie objemu lepenia dosahovala ±0.01g a rozsah kolísania rýchlosti lepenia bol riadený na ±1mm/s za podmienok rôznych charakteristík (napr. PS, viskozita, ABS) a napr. rovnomerné a stabilné nanášanie lepidla a poskytuje vysoko kvalitnú priľnavosť. Lepidlo sa nanáša rovnomerne a stabilne a poskytuje spoľahlivú záruku vysokokvalitného lepenia.
Proces skladania a montáže je hlavným procesom automatického baliaceho stroja na kartón, ktorý využíva kooperatívny prevádzkový režim viacosového spojovacieho robotického ramena a vysoko presnej formy. Viacosové spojovacie robotické rameno má vysokorýchlostný, vysoko presný pohybový výkon s opakovateľnou presnosťou polohovania ± 0.05 mm a môže skladať a zostavovať časti kartónu v presnom poradí a uhle podľa prednastavenej trojrozmernej trajektórie pohybu. Medzitým pomocou vysoko presného polohovacieho systému založeného na meraní vzdialenosti laserom a kapacitnom snímači posunu a systému riadenia tlaku s adaptívnou riadiacou funkciou sa relatívna poloha a zmeny tlaku medzi komponentmi monitorujú v reálnom čase počas procesu montáže, aby sa zabezpečilo, že komponenty sú pevne spojené a rozmerová presnosť je kontrolovaná v rozmedzí ± 0.2 mm, čo môže uspokojiť požiadavky na vysoko presnú montáž.
Vo výstupnej fáze hotového výrobku zmontované boxy najskôr vstupujú do systému kontroly kvality založeného na strojovom videní a algoritmoch umelej inteligencie. Systém vykonáva všestrannú kontrolu vzhľadu, veľkosti a kvality priľnavosti škatule prostredníctvom kamier s vysokým rozlíšením s viacerými pohľadmi a analyzuje a spracováva zhromaždené obrazové údaje pomocou algoritmov hlbokého učenia, ktoré dokážu rýchlo a presne identifikovať všetky druhy chýb kvality, ako je pretečenie lepidla, nesprávne zarovnanie dielov, chyby povrchu atď. Kvalifikované škatule sú automaticky prepravované do ďalšieho baliaceho procesu pomocou automatizovaného dopravníka v súlade s nastavenými taktmi a cestami, čím sa realizuje bezproblémová integrácia výrobného procesu.
Automatický baliaci stroj na šperky je vybavený distribuovaným riadiacim systémom založeným na priemyselnom Ethernete, s vysokovýkonným PLC ako základnou riadiacou jednotkou realizujúcou v reálnom čase a precízne riadenie každého aktuátora zariadenia. Systém má silné výpočtové schopnosti a možnosti spracovania údajov a dokáže dokončiť zber, analýzu a spracovanie rôznych typov údajov senzorov v mikrosekundách a podľa prednastavených parametrov výrobného procesu automaticky upraví množstvo lepidla, uhol skladania, tlak a ďalšie kľúčové parametre procesu, aby sa zabezpečila efektívna a stabilná prevádzka výrobného procesu. Zároveň je možné vďaka bezproblémovému prepojeniu s podnikovým systémom MES realizovať nahrávanie a zdieľanie výrobných dát v reálnom čase, čo poskytuje výkonnú dátovú podporu pre podnikové riadenie výroby a rozhodovanie. Automatický stroj na balenie kartónov Richpack tiež využíva vysokopevnostnú legovanú oceľ ako hlavný konštrukčný materiál a je optimalizovaný a navrhnutý analýzou konečných prvkov, ktorá zaisťuje štrukturálnu stabilitu zariadenia vo vysokorýchlostných a ťažkých prevádzkových podmienkach. Kľúčové pohyblivé časti, ako sú ramenné kĺby, vodiace lišty, skrutky atď., využívajú vysoko presné guľôčkové skrutky, lineárne vodiace koľajnice a servomotory, ktoré spolu s pokročilou technológiou mazania a tesnenia môžu účinne znížiť opotrebenie a spotrebu energie zariadenia a zlepšiť prevádzkovú účinnosť a životnosť zariadenia.
Automatický baliaci stroj na škatuľky vykazuje významné technické výhody pri výrobe šperkovníc z plastových pántov. Z hľadiska efektívnosti výroby môže jeho maximálna kapacita dosiahnuť 1000 – 1500 plastových škatúľ za hodinu, v porovnaní s tradičnou metódou ručného balenia škatúľ sa účinnosť zvýšila 5 – 8 krát, aby plne vyhovovala potrebám veľkokapacitnej, vysoko efektívnej výroby. Pokiaľ ide o kontrolu kvality výrobkov, s vysoko presným automatizovaným systémom montáže a kontroly môže rýchlosť prechodu výrobkov dosiahnuť viac ako 98%, čo účinne znižuje mieru chybných výrobkov spôsobených manuálnymi chybami. Z hľadiska kontroly nákladov aplikácia automatického baliaceho stroja na kartón výrazne znižuje pracnosť a zároveň presnou kontrolou procesu zlepšuje využitie surovín a znižuje výrobné náklady. Okrem toho má zariadenie vysoký stupeň flexibility a rozšíriteľnosti, vďaka programovaniu softvéru a úprave parametrov sa môže rýchlo prispôsobiť rôznym požiadavkám na dizajn a výrobu škatúľ, aby inovácia produktov podniku a rozšírenie trhu poskytovali silnú podporu.
Inštalácia pántu je kľúčovým krokom, ktorý ovplyvňuje pohodlie pri otváraní a zatváraní a životnosť plastovej pántovej šperkovnice. Podľa dizajnu šperkovnice treba rozumne zvoliť typ a špecifikáciu pántu. Bežné pánty sú vhodné pre bežné šperkovnice na realizáciu základnej funkcie otvárania a zatvárania; pružinové pánty s charakteristikou automatického zatvárania sa bežne používajú v šperkovniciach s vyššími požiadavkami na pohodlie otvárania a zatvárania.
Pri inštalácii závesu pracovníci spoločnosti Richpack najskôr využívajú automatizované dierovacie zariadenie na presné umiestnenie a kontrolu otvorov v zodpovedajúcej polohe škatule, aby sa zabezpečila presná inštalácia závesu. Následne pomocou skrutiek alebo lepidla pevne upevnite jeden koniec pántu na jednej strane gumovej krabice, aby ste zabránili uvoľneniu. Po dokončení inštalácie sa záves starostlivo odladí, aby sa skontrolovala hladkosť otvárania a zatvárania krabice s lepidlom a pružnosť otáčania závesu a včas sa upravila abnormálna situácia.
Účelom zhutňovania bublín je zabezpečiť, aby vnútorná štruktúra škatule bola po zložení tesná a bez bublín a dutín, aby sa zvýšila celková pevnosť a stabilita. Pre krabice lepené tavným lepidlom sa na zhutňovanie bublín používa lis za horúca. Presným riadením teploty, tlaku a času môže horúci lis spôsobiť, že sa lepidlo znova roztopí pri vhodnej teplote, naplní vzduchové bubliny a zvýši pevnosť lepidla a súčasne zabráni deformácii škatule spôsobenej nesprávnou teplotou a tlakom.
Na použitie iných lepidiel alebo škatúľ, ktoré sa nemusia zahrievať, sa používa studený lis na vyvinutie tlaku na vytlačenie vnútorných vzduchových bublín, aby diely tesne priliehali. Po dokončení zhutňovania tlakových bublín dôkladne skontrolujte krabicu, aby ste sa uistili, že vnútro je tesné a povrch je rovný.
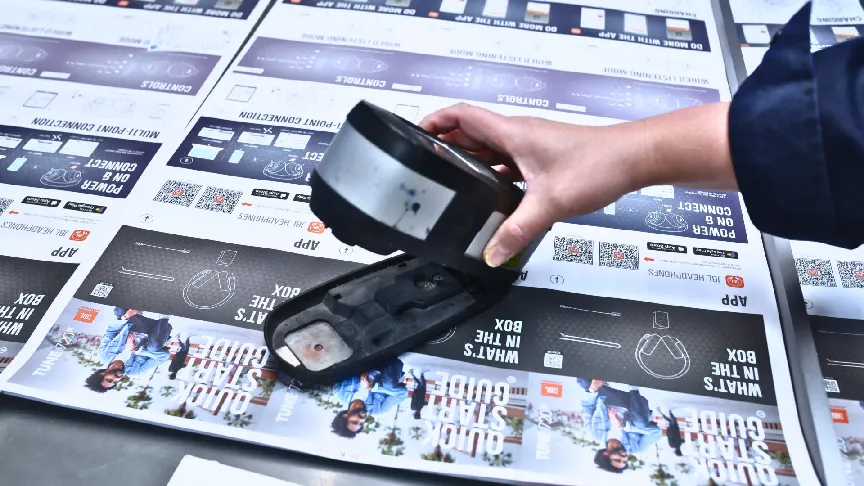
Po dokončení montáže krabice je proces čistenia dôležitou súčasťou na zabezpečenie kvality vzhľadu. Pretože povrch boxu sa pri výrobnom procese ľahko znečistí prachom, olejom a inými nečistotami, čo ovplyvňuje vzhľad a kvalitu. Použite mäkkú bezprašnú handričku alebo špongiu namočenú v primeranom množstve čistiaceho prostriedku, jemne utrite povrch škatule, kontrolujte silu stierania, aby ste predišli poškriabaniu. Na odolné škvrny použite špeciálny čistič, aby sa nepoškodil materiál krabice.

Po utretí povrch osušte čistou handričkou bez prachu, aby ste odstránili zvyšky čistiaceho prostriedku a vlhkosti. Súčasne použitie odsávacieho zariadenia na vyčistenie prachových nečistôt vo vnútri boxu pre zabezpečenie vnútornej čistoty. Nakoniec sa vyčistená krabica označí a zabalí, aby mohla vstúpiť do ďalších fáz.
Po vyčistení a zabalení kartónu vstúpi do procesu odberu vzoriek kvality. Podľa stanoveného vzorkovacieho pomeru sa z každej šarže náhodne vyberie určitý počet škatúľ. Kontrola zahŕňa nielen druhé overenie vzhľadu, aby sa zabezpečilo, že nedochádza k úniku škvŕn z odierania a že nie sú pridané škrabance; ale aj na opätovné potvrdenie rozmerovej presnosti, použitie vysoko presných meracích prístrojov, ako je súradnicový merací stroj, na zistenie dĺžky, šírky a výšky škatule, otvorov pre závesy a iných kľúčových rozmerov závesu, je povolená chyba kontrolovaná vo veľmi malom rozsahu, aby sa zabezpečilo, že výrobok bude úplne v súlade s konštrukčnými výkresmi. Pre výkon otvárania a zatvárania závesu sa vykonávajú simulované testy otvárania a zatvárania a počet testov je nastavený podľa noriem produktu, aby sa zabezpečilo, že záves zostane hladký pri dlhodobom používaní, bez javu zaseknutia a uvoľnenia. Pri spracovaní lepiacej škatule lisovaním za tepla a za studena, deštruktívnej skúške odberu vzoriek, skontrolujte pevnosť vnútornej štruktúry, aby ste zistili, či je priľnavosť lepidla na úrovni normy. Po zistení nekvalifikovaných produktov okamžite vystopujte výrobné spojenie, preskúmajte hlavnú príčinu problému a prijmite nápravné opatrenia na zabezpečenie konzistentnosti kvality produktu celej šarže.
Krabice, ktoré prejdú testom odberu vzoriek kvality, vstupujú do procesu balenia a skladovania. Podľa veľkosti, tvaru a množstva kartónu vyberte vhodné vonkajšie obalové materiály, ako sú škatule z vlnitej lepenky, plastové prepravky atď.

Počas procesu balenia sa na ochranu kartónov pred poškodením spôsobeným kolíziou a vytláčaním počas prepravy a skladovania používajú vyrovnávacie materiály, ako je penová doska, bublinková fólia atď. Každý vonkajší obal by mal byť jasne označený názvom produktu, špecifikáciami, množstvom, dátumom výroby, číslom šarže a ďalšími informáciami, aby sa uľahčila identifikácia a sledovateľnosť produktu. Balenie hotových výrobkov v súlade s kategóriou, šarža úhľadne naskladaná v určenom priestore skladu, dodržiava zásadu riadenia prvý dnu, prvý von. Sklad by mal byť udržiavaný v suchu a vetraný a teplota a vlhkosť by mali byť dobre kontrolované, aby sa predišlo environmentálnym faktorom ovplyvňujúcim kvalitu kartónu. Zároveň vytvorenie dokonalého systému riadenia zásob, sledovanie množstva zásob v reálnom čase, pre plánovanie výroby a dodávky predaja, aby sa zabezpečila presná podpora údajov.
Veľkosť horného krytu škatule je o niečo väčšia ako spodný kryt, rozdiel medzi dĺžkou a šírkou je 3-5 mm, rozdiel medzi výškou je 5-10 mm; vonkajší obal knižnej škatuľky je dlhší ako vnútorný box o 5-8 mm, širší ako vnútorný box o 3-5 mm; medzera medzi vnútorným boxom a vonkajším boxom zásuvkového boxu je 1-2mm na jednej strane.
Navrhnite vystuženie alebo výstužnú štruktúru na okrajoch a rohoch papierových škatúľ, ako je pridanie kartónu na okraje nebeských a zemných škatúľ a použitie výstužných záplat na rohoch škatúľ typu kniha; uistite sa, že línie skladania sú jasné a lepidlo na spojovacích častiach je rovnomerne pokryté; a zväčšiť nosnú konštrukciu pre veľkorozmerné alebo veľmi zaťažené papierové škatuľky na šperky, berúc do úvahy rozloženie hmotnosti šperkov a polohu ťažiska.
Gramáž papiera 250 – 400 g/m², dobrá rovinnosť, belosť nad 85 % a rovnomerný; sivá doska hrúbka 1 – 3 mm, vysoká tvrdosť, v súlade s ekologickými normami, s použitím recyklovateľných a neznečisťujúcich surovín.
Presnosť farieb je kalibrovaná farebnou kartou Pantone, hlavná farebná chyba ΔE ≤ 3, menšia farba ΔE ≤ 5; Okraje vzoru sú jasné a bez duchov, vytváranie platní s obrázkami s vysokým rozlíšením a pokročilou technológiou, kontrola tlaku a objemu prenosu atramentu počas tlače.
Teplota vstrekovania závisí od materiálu, ako je predná časť PET valca 250 – 280 ℃, stredná časť 260 – 290 ℃, zadná časť 240 – 260 ℃; vstrekovací tlak 50 – 120MPa, prídržný tlak je 30 % – 60 % vstrekovacieho tlaku; čas vstreku 3 – 10 sekúnd, čas zdržania 5 – 15 sekúnd, čas chladenia 10 – 30 sekúnd.
Tolerancia veľkosti dutiny formy a jadra ± 0.05 mm alebo menej, drsnosť povrchu Ra 0.8 μm alebo menej, deliaca plocha je rovná a blízko; používajte vysokokvalitnú formovaciu oceľ, pravidelné čistenie, kontrolu, údržbu a mazanie.
Presná farba tlače, rozdiel vo farbe hlavnej farby ΔE ≤ 3, sekundárna farba ΔE ≤ 5, jasné vzory bez duchov; úprava proti poškriabaniu je odolná voči opotrebovaniu, nemá žiadne vady na vzhľade a vrstva proti poškriabaniu je rovnomerná a pevná.
Špičková pántová šperkovnica si môže vybrať 350 – 450 g/m² biely kartón alebo špeciálny papier, stredná a nižšia si môže vybrať 250 – 350 g/m² natieraný papier alebo obyčajný biely kartón; papier je potrebné vopred upraviť, aby sa zabezpečilo, že povrch bude rovný a bez nečistôt.
Papierové krabice testujú vzhľad, veľkosť, štrukturálnu pevnosť; Plastové boxy testujú vzhľad, veľkosť, výkon (stlačenie, odolnosť proti nárazu, odolnosť proti poškriabaniu atď.), Odchýlka veľkosti sa spravidla kontroluje v rozmedzí ± 0.5 mm.
papierové škatule tlač farebnej odchýlky, rozmazanie vzoru môže zmeniť atrament a vybavenie, posilniť správu farieb; chyby povrchovej úpravy môžu byť vyškolení operátori, optimalizovať parametre procesu; vysekávanie montáž problémy môžu byť aktualizované zariadenia, štandardizovať použitie lepidla. Chyby procesu vstrekovania plastovej krabice môžu byť nastavené parametre, školenie personálu, údržba zariadení; chyby tlače je možné opraviť a ladiť zariadenie; problémy s externým laminovacím papierom môžu optimalizovať proces rezania, zvoliť správne lepidlo.
Tento blog komplexne analyzuje celý výrobný proces a špecifikácie výroby papierovej šperkovnice a plastovej pántovej šperkovnice. Z hľadiska výrobného procesu, výroby papierových šperkovníc cez predprípravu, tlač, povrchovú úpravu, vysekávanie a drážkovanie, laminovanie a montáž, ako aj kontrolu kvality a balenie atď., má každý článok svoje jedinečné prevádzkové body a technické požiadavky. Výroba šperkovníc plastových pántov od prijatia objednávky a odberu vzoriek, cez obstarávanie a spracovanie surovín, vstrekovanie, povrchovú tlač a spracovanie, spracovanie laminovacieho papiera, ako aj lisovanie a výrobné špecifikácie. Výroba plastovej pántovej šperkovnice začína od prijatia objednávky a odberu vzoriek a prechádza cez nákup a spracovanie surovín, vstrekovanie, povrchovú tlač a spracovanie, laminovanie papiera, formovanie a montáž atď., až po konečnú výrobu produktu, ktorý je navzájom úzko prepojený a má prísne požiadavky na remeselné spracovanie a kontrolu kvality.
Vo výrobných špecifikáciách, výroba papierových šperkovníc v štrukturálnom prevedení, použití materiálu, kvalite tlače, povrchovej úprave a montáži a kontrole atď., boli sformulované podrobné špecifikačné normy, aby sa zabezpečilo, že konštrukčná pevnosť papierovej škatule, vzhľad kvality a výkonu. Plastové pánty šperkovnica výroba v oblasti vstrekovania, povrchová úprava, laminovanie papiera, lisovanie a montáž a kontrola kvality, atď majú tiež podrobnú špecifikáciu noriem. Výroba plastových pántových šperkovníc vo vstrekovaní, povrchová úprava, vonkajší laminovací papier, lisovanie a montáž, ako aj testovanie kvality a ďalšie aspekty špecifikácií sú tiež jasné, pokrývajú parametre procesu, normy kvality, výber materiálu a ďalšie aspekty, aby sa chránila kvalita a stabilita plastovej krabice. Prostredníctvom analýzy úspešných a problematických prípadov sa ďalej overuje dôležitosť dodržiavania výrobného procesu a špecifikácií, ako aj kvalitatívnych problémov a riešení, ktoré môže neštandardná prevádzka priniesť. Ak podnikáte v klenotníckom priemysle alebo potrebujete prispôsobiť kvalitné šperkovnice na mieru, prečo nespolupracovať s riešeniami balenia šperkov Richpack, vytvoríme kvalitnú šperkovnicu, ktorá splní vaše potreby. Kontaktujte nás na cestu dokonalosti v balení šperkov.
Puznanie udržateľnosti vývoj sa stal nevyhnutným trendom v procese výroby šperkovníc a Richpack vždy integroval koncept ochrany životného prostredia do každého aspektu výroby a aktívne reagoval na naliehavú potrebu trhu po produktoch šetrných k životnému prostrediu. Pokiaľ ide o výber materiálov, dôrazne presadzujeme používanie biologicky rozložiteľných, recyklovateľných a ekologických materiálov. Budeme tiež pokračovať v optimalizácii výrobného procesu, aby sme znížili spotrebu energie a emisie odpadu a strážili náš krásny domov pre budúce generácie. Medzitým sa inteligencia a automatizácia stávajú silným motorom rozvoja priemyslu.

Vo výrobe šperkovníc Richpack budú v budúcnosti dominovať inteligentné zariadenia a automatizované výrobné linky. Zavedením pokročilých senzorov, robotov a automatizačných riadiacich systémov môže byť každý článok vo výrobnom procese presne kontrolovaný, čo výrazne zlepšuje efektivitu výroby a skracuje výrobný cyklus, čím poskytuje zákazníkom lepšie a efektívnejšie služby. V budúcnosti bude čínsky dodávateľ vlastných šperkovníc Richpack naďalej presadzovať koncepciu trvalo udržateľného rozvoja, prijímať technologické zmeny, sledovať estetické trendy na trhu, neustále inovovať a optimalizovať proces výroby šperkovníc, vytvárať vysokokvalitné, personalizované a ekologicky šetrnejšie obalové produkty pre šperkársky priemysel a spolupracovať so zákazníkmi na ceste k svetlejšej budúcnosti.
2024-12-13

2024-10-31

2024-11-06

Výber partnera pre balenie šperkov sa v roku 2026 stal kľúčovou súčasťou škálovania značky, kde správna voľba priamo ovplyvňuje vaše ziskové marže a dôveru zákazníkov. Aby sme vám ušetrili mesiace pokusov a omylov, zúžili sme výber 25 najlepších výrobcov a dodávateľov balenia šperkov na základe ich spoľahlivosti v reálnom svete, kvality dizajnu a… Pokračovať v čítaní Najnovší sprievodca výrobou šperkovníc pre rok 2026: Podrobné a odborné techniky

Talianske balenie šperkov je záhadou, tichým, no zároveň silným rozprávačom. Čo sa skrýva pod jeho lákavou fasádou? Ako premení jednoduchú nádobu na umelecké dielo, ktoré nielen chráni vzácne drahokamy vo vnútri, ale tiež zvyšuje ich estetickú príťažlivosť? Vydajme sa na túto cestu objavovania, aby sme odkryli remeselnú zručnosť... Pokračovať v čítaní Najnovšieho sprievodcu výrobou šperkovníc 2026: Krok za krokom a odborné techniky

Na dnešnom konkurenčnom trhu je prvý dojem prvoradý. Štúdie ukazujú, že 72 % spotrebiteľov uznáva, že dizajn obalu výrazne ovplyvňuje ich nákupné rozhodnutia. Platí to najmä na trhu s luxusným tovarom, kde je vnímanie realitou. Luxusný obal je preto oveľa viac než len nádoba; je to základný prvok zážitku zo značky, starostlivo... Čítajte ďalej Najnovší sprievodca výrobou šperkovníc z roku 2026: Podrobné a odborné techniky

Výrazné monogramované vrecká na pridanie osobného dotyku | Počiatočný embosovaný dizajn vrecka

Vrecúško na šperky so šnúrkou | Štýlové a bezpečné úložisko od Richpack

Elegantné hodvábne vrecúška na šperky Richpack na mieru s vlastnou výšivkou | Riešenia balenia na mieru pre predajcov šperkov, ktorí vyžadujú personalizovanú povrchovú úpravu
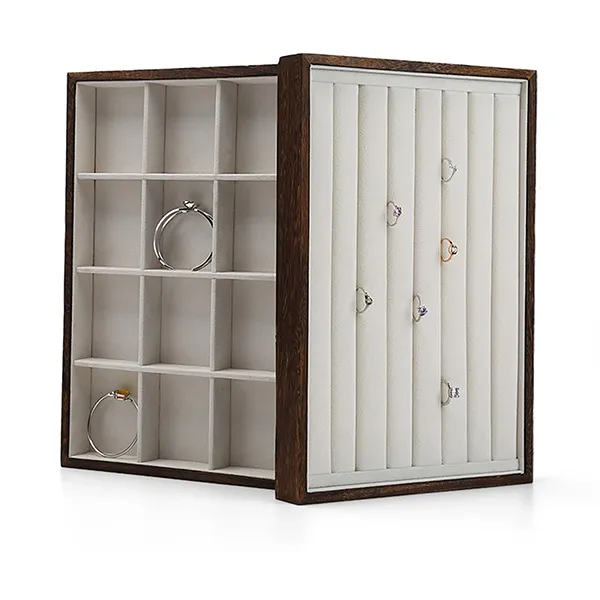
Ručne vyrábané drevené podnosy na šperky na mieru s rytinami na mieru | Riešenia zobrazovania na mieru pre dodávateľov a maloobchodné spoločnosti, ktoré potrebujú výrobu na mieru
Zistiť viacLátkové vrecká na mieru s potlačou | Baliace riešenia na mieru pre obchodníkov so šperkami, ktorí potrebujú jedinečnú a značkovú prezentáciu
Zistiť viac
Vlastné vrecká na zips na balenie šperkov | Ekologické riešenia s prispôsobeným dizajnom
Zistiť viac