 PREV
PREV

10 nápadov na ekologické balenie kozmetiky, ktoré inšpirujú značky udržateľnej kozmetiky v roku 2025
2025-07-13


Šperkovnica s obaleným plastovým dnom spája pevný rám vyrobený vstrekovaním s bezšvíkovým látkovým vonkajším povrchom. Skutočný rozdiel medzi „luxusným dojmom“ a „lacnou napodobeninou“ však nespočíva v látke, ale v technickej precíznosti skrytej pod ňou.
Táto príručka vás zavedie do dielne, kde rozlúšti celý výrobný proces – od výberu ocele HIPS 475 až po tolerancie formy 0.1 mm – a vybaví vás tak znalosťami zvnútra, aby ste sa pozreli pod povrch a identifikovali skutočnú kvalitu.
Keď hovoríme o luxusných šperkovniciach, „plast“ vám možno nenapadne ako prvé. Tajomstvom zasvätených osôb v tomto odvetví je však to, že jadrom mnohých najodolnejších luxusných obalov s konzistentnou textúrou je práve precízne vyrobený plastový základ alebo plastový polotovar.
Kostrou takejto krabice je základňa vyrobená vstrekovaným plastom. Jej „povrchová vrstva“ je z vysoko kvalitnej PU kože, špeciálneho papiera alebo flanelu, ktorý vďaka technológii presného balenia dokonale ladí s kostrou. Táto konštrukcia poskytuje pevnosť drevenej krabice a zároveň má extrémne vysokú flexibilitu a konzistenciu dizajnu – kľúčové výhody pre balenie šperkov na mieru.

V oblasti špičkovej výroby nie je plast synonymom lacnosti. Naopak, hoci nie je taký ušľachtilý ako suroviny na výrobu šperkovníc, ako je zamat a drevo, je základom pre tvarovanie krehkosti šperkovníc. S plastovými základňami môžeme kontrolovať rozmerové tolerancie na submilimetrovú úroveň pomocou presných foriem v hodnote stoviek tisíc juanov. Toto je niečo, čomu sa ručne vyrábané papierové krabičky alebo prírodné drevo nikdy nevyrovnajú. Táto presnosť kladie základ pre dokonalé medzery, plynulé otváranie a zatváranie a konzistentnú textúru.
Základná konštrukcia odhalená v tomto článku je pántového typu. Na rozdiel od samostatných horných a spodných viečok má pántová konštrukcia extrémne vysoké požiadavky na rozmerovú presnosť základne. Horné a spodné viečko musia byť dokonale zarovnané, aby sa dosiahol tichý a plynulý otvárací proces s miernym tlmením.
Dokonalá krabica začína dvoma kľúčovými prvkami: správnymi materiálmi a bezchybnými formami. Chyba v tomto kroku zničí všetko následné úsilie. Pre skutočné zvládnutie technických požiadaviek odporúčame Zvládnutie materiálov na balenie šperkov: Komplexný sprievodca.
80 % našich bežných plastových krabíc je vyrobených z HIPS alebo vysoko odolného polystyrénu, najmä z triedy 475. Prečo? Po prvé, má vyváženú pevnosť. Plastové polotovary sa ľahko nepraskajú a odolávajú nárazom pri preprave. Húževnatosť HIPS 475 je kľúčová pre splnenie medzinárodných prepravných noriem, čo je bežný problém diskutovaný v... Top 10 najodolnejších materiálov na balenie šperkov na prepravu. Po druhé, má vynikajúcu priľnavosť lepidla. To znamená, že lepidlo pevne priľne k povrchu, čím sa zabráni tvorbe pľuzgierov alebo odlupovaniu pri neskoršom balení PU kože. Trváme na používaní prvotriednych nových materiálov, pretože nečistoty v recyklovaných materiáloch spôsobia čierne škvrny na plastových polotovaroch. Ani po balení sa tieto škvrny nedajú skryť.


Ak zákazníci hľadajú maximálnu ochranu životného prostredia alebo luxusný pocit, odporúčame PET. Je tvrdý a veľmi ekologický. Je to však krehký materiál, ktorý ľahko absorbuje vlhkosť. Pred vstrekovaním musia byť PET pelety sušené pri teplote 80 – 95 ℃ počas celých 4 hodín. Aj o minútu kratší čas môže spôsobiť bubliny v plastových polotovaroch a zničiť celú dávku.
Forma je záchranným lanom šperkovnice – najmä pre výroba výklopných krabíc. Dobrá sada foriem stojí veľa a jej presnosť určuje všetko. Požadujeme, aby drsnosť povrchu dutiny formy dosiahla Ra 0.8 μm, čo je takmer ako zrkadlo. Úroveň zložitosti v výroba presnej pántovej krabice je podrobne popísaný v našom sprievodcovi.
Forma je záchranným lanom šperkovnice. Dobrá sada foriem určuje všetko.
Prečo požadujeme Ra 0.8 μm (zrkadlový povrch)? Štandardné formy majú často drsnosť Ra 3.2 μm, čo zanecháva na plaste mikroskopické čiary. Dutiny našich foriem leštíme na drsnosť Ra 0.8 μm.
VýhodaZrkadlový plastový povrch zaisťuje rovnomerné rozotretie lepidla (hrúbka 0.1 mm), čím sa úplne eliminuje riziko vzniku bublín alebo efektu „pomarančovej kôry“ na konečnom potiahnutí kožou.
Prísne kontrolujeme hrúbku steny medzi 1.2 mm a 2 mm. Ak je príliš tenká, krabica bude krehká a bude vyzerať lacno. Ak je príliš hrubá, povrch sa pri chladnutí zmrští a prepadne. Bez ohľadu na to, aký hrubý je obalový materiál, túto chybu nedokáže zakryť. Dizajnéri často uprednostňujú malé R-rohy, ale to komplikuje výrobu tým, že bráni toku plastu a trhá obalový materiál. Aby sme predišli nedostatočnému plneniu a zlyhaniu materiálu, konzultujeme s dizajnérmi, aby sme zabezpečili, že R-rohy sú aspoň... R1.5. Toto sa zhoduje s sštandardné smernice DFM vyžadujúce radius aspoň 0.5 doba * hrúbka steny, čím sa dosiahla dokonalá rovnováha medzi estetikou a remeselným spracovaním.
S plánom na mieste vchádzame do dielne. Premena plastových peliet na plastové polotovary závisí od presnej kontroly teploty a času.
Valec vstrekovacieho lisu používa trojstupňový ohrev. Vezmime si ako príklad HIPS 475. Vstupný otvor sa zahrieva na 170 ℃, stredná časť na 190 ℃ a tryska na 200 ℃. Ak je teplota príliš nízka, plast sa úplne neroztopí a na polotovaroch zostanú stopy studeného materiálu. Ak je teplota príliš vysoká, plast karbonizuje a polotovary sčernejú. Naši technici pracujú prísne podľa pracovného listu vstrekovacieho lisu a nikdy náhodne neupravujú nastavenia na základe skúseností.

Trpezlivosť je súčasťou zabezpečenia kvality. Plastový polotovar s hrúbkou 2 mm musí vo forme chladnúť aspoň 60 sekúnd. Jeho predčasné vybratie z dôvodu zlepšenia účinnosti spôsobí deformáciu, pretože polotovar ešte úplne nevytvrdol. Radšej obetujeme trochu účinnosti, aby sme zaručili 100 % kvalifikovanú mieru.
Po vybratí z formy sa plastové polotovary nesmú priamo hádzať do košov. Pracovníci musia vykonávať vizuálne kontroly zo vzdialenosti 20 centimetrov a hľadať prepadliny, zvary, škrabance alebo chýbajúci materiál. Akýkoľvek chybný polotovar nesmie vstúpiť do ďalšieho procesu.
V prípade kvalifikovaných plastových polotovarov musia inšpektori jasne potvrdiť ich rozmery oproti štandardnej vzorke. Až keď sa overí správnosť rozmerov, môžu byť odoslané na ďalšiu výrobnú linku. Požadujeme, aby inšpektori zabezpečili, aby polotovary mali rovné a hladké povrchy bez akýchkoľvek nerovností. V opačnom prípade nesprávne rozmery znemožnia následné balenie. Nerovné povrchy spôsobia, že hotové výrobky budú matné, čo priamo poškodí dojem zákazníkov z luxusných krabíc.
Pokiaľ ide o nekvalifikované výrobky, máme prísny proces recyklácie. Najprv musia inšpektori zaregistrovať a roztriediť všetky chybné položky s jasným uvedením dôvodov. Potom musia byť tieto chybné položky odvezené do drviacej zóny a rozdrvené samostatne. Chybné výrobky sa nikdy nesmú miešať s kvalifikovanými výrobkami. Po zmiešaní bude celá šarža kontaminovaná.
Plastový polotovar tvorí kostru a obalové materiály, ako je PU koža a flanelová látka, tvoria oblečenie. Strihanie tohto „oblečenia“ si vyžaduje extrémne vysokú presnosť.
• Priebeh procesu: Rolkové materiály, ako napríklad veľké kotúče PU kože alebo papiera → Kontrola → Rezanie na veľké listy → Vysekávanie do tvarov podľa rozloženého vzoru výklopnej krabice.
• Ryhovanie plastových polotovarov: Použite stroj na ploché ryhovanie a rezanie. Hĺbka ryhovania by mala byť 0.3 – 0.5 mm. Príliš hlboké ryhovanie ľahko zlomí polotovar; príliš plytké spôsobí vrásky pri skladaní.
• Rezanie baliaceho materiálu: Špeciálny papier sa režú rezačkou papiera s toleranciou maximálne 0.2 mm. Musí sa rezať v smere vlákien papiera. V opačnom prípade sa papier po absorbovaní lepidla roztiahne a deformuje, čo spôsobí zvlnenie okrajov hotového výrobku. PU koža a flanelová látka sa režú laserovými rezačkami, čo zabezpečuje čisté okraje bez straty vlákien.
• Spracovanie vložky: Používame penu s vysokou hustotou s hustotou viac ako 30 kg/m³. Pri dierovaní drážok do peny pomocou dierovacieho lisu musia byť drážky o niečo menšie ako šperk. To umožňuje elasticite peny bezpečne udržať šperk.
Toto je fáza, v ktorej sa dokonale spája „kostra“ a „oblečenie“ a zároveň sa tu najviac testuje remeselné spracovanie.
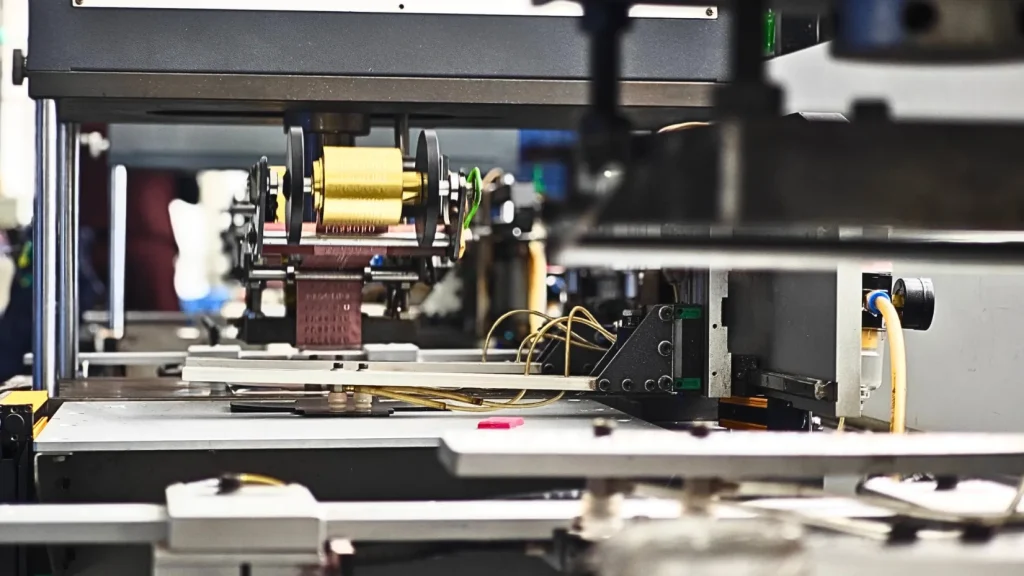
Toto je proces, ktorým sa vylepšuje vzhľad krabice.
• Horúca razba: Existujú dva typy, automatické a manuálne. Automatické stroje sa používajú na bežné logá s výkonnosťou 300 – 500 kusov za hodinu. Teplota sa pohybuje od 130 ℃ do 150 ℃ a tlak od 5 MPa do 8 MPa. Pre PU kožu musí byť teplota nižšia, 130 ℃. Pre špeciálny papier s drsnou textúrou je potrebné tlak nastaviť na 8 MPa.

• Tajomstvo manuálnej razby za tepla: Na razenie hrubších materiálov, ako je bavlnená tkanina, hodváb alebo satén, ktoré sú elastické a majú nerovnomernú hrúbku, musíme použiť zariadenie na ručné razenie za tepla. Zruční remeselníci dokážu v reálnom čase nastaviť tlak podľa toho, ako veľmi materiál klesne, čím zabezpečia, že hĺbka a pevnosť razenia spĺňajú požiadavky zákazníka. Tento druh presnej kontroly je remeslo, ktoré automatické stroje nedokážu dosiahnuť. Chyba polohovania pri manuálnom razení za tepla nesmie presiahnuť 0.1 mm.
• Vyrazenie: Použite hydraulický raziaci stroj s teplotou 80 – 100 ℃, tlakom 10 – 15 MPa a hĺbkou vzoru 0.2 – 0.3 mm.
• Laminácia fólie: Fólia musí byť pevne pripevnená bez bublín. Po laminácii necháme pracovníkov fóliu opäť pritlačiť, aby sa zabránilo zvlneniu okrajov.
Montážna dielňa je posledným a najdôkladnejším krokom z hľadiska remeselného spracovania. Tu integrujeme plastový polotovar rámu do hotového vonkajšieho plášťa a potom ho spojíme s vložkou. Dielňa má dve hlavné sekcie: formovanie vonkajších škatuliek a montážnu linku, pričom každá má svoje vlastné prísne normy.
| Vlastnosti | Ručné balenie (remeselné spracovanie) | Automatizovaná výroba (efektívnosť) |
| najlepší | Nepravidelné tvary (srdce, šesťuholník), zložité vzory | Pravidelné tvary (štvorec, obdĺžnik), štandardné veľkosti |
| Výkon | Obmedzené (vysoká pozornosť k detailom) | 800 – 1 000 kusov/hodinu |
| Hrúbka lepidla | Ľudská kontrola (na základe materiálu) | Presné automatické ovládanie 0.1 – 0.2 mm |
| výhoda | Perfektne zvláda elastické tkaniny (hodváb, bavlna) | zaručuje 100% rovinnosť a konzistenciu |
Ručné balenie nepravidelných krabíc je charakteristickým znakom našej dielne. Zaoberáme sa najmä krabičkami nepravidelných tvarov, ako sú srdcové a šesťuholníkové, pričom sa úplne spoliehame na remeselnú zručnosť a trpezlivosť kvalifikovaných pracovníkov.

• Lepenie automatickými lepiacimi strojmi: Vrstva lepidla musí byť v rozmedzí 0.1 mm až 0.2 mm. Príliš hrubé lepidlo pretečie a prilepí sa na flanelu; príliš tenké lepidlo bude mať za následok slabú priľnavosť.
• Umiestnenie: Pracovníci presne pripevňujú baliaci materiál k plastovému polotovaru s chybou polohovania maximálne 0.2 mm.

• Skladacie okraje: Pracovníci musia prehýbať pozdĺž záhybov vytvorených ryhovacím strojom, najmä v rohoch, aby sa zabránilo pokrčeniu baliaceho materiálu.
• Lisovanie bublín: Na odstránenie bublín použite škrabku a potom vykonajte druhý proces lisovania bublín.
• Inštalácia horných a dolných panelov skrinky: Zabezpečte plynulé otváranie a zatváranie bez zasekávania alebo abnormálnych zvukov.
• Utesnenie hrán: Okraje krabice obalte špeciálnymi okrajovými páskami, aby ste zabezpečili pevné utesnenie.
• Čistenie a dočasné uskladnenie: Povrch krabice utrite handričkou, ktorá nepúšťa vlákna, aby ste odstránili škvrny od lepidla a prach.
Automatizovaná integrovaná výroba je určená pre krabice pravidelného tvaru. Plne automatické stroje pracujú efektívne a vyrábajú 800 – 1 000 kusov za hodinu. Tieto stroje integrujú procesy lepenia, polohovania, ohýbania hrán, lisovania bubliniek a uzatvárania hrán. A čo je dôležitejšie, automaticky detekujú rovinnosť a vyraďujú všetky výrobky s chybou rovinnosti presahujúcou 0.3 mm.

Na túto montážnu linku môžu vstúpiť iba kvalifikované vonkajšie krabice. Tento proces zahŕňa manuálne spájanie vložiek lisovaných za tepla alebo razených materiálov s hotovými vonkajšími krabicami. Vyžaduje si vyššiu presnosť ako tvarovanie vonkajších krabíc, pretože vložka je prvým kvalitným detailom, ktorý zákazníci vidia pri otvorení krabice. Montážna linka má šesť staníc, pričom každú obsluhuje vyhradený pracovník.
Proces so 6 stanicami
Lepenie vnútorných častí: Naneste lepidlo rovnomerne na vnútornú stenu vonkajšej krabice pomocou malého dávkovača lepidla s hrúbkou vrstvy lepidla 0.1 mm. Naneste päť lepidlových bodov, jeden do každého zo štyroch rohov a jeden do stredu. Množstvo lepidla prísne kontrolujte, aby ste predišli pretečeniu.
Chyba polohovania vložky nesmie presiahnuť 0.2 mm. Ak je nesprávne umiestnená, premiestnite ju.
Na zabezpečenie tesného priliehania vložky k vonkajšej krabici bez uvoľnenia alebo bublín použite ručné bublinkové lisy.
Toto je prvý kontrolný bod kontroly kvality. Skontrolujte uloženie vložky, stav povrchu vonkajšej skrinky a či sa skrinka plynulo otvára a zatvára.
Čistenie vzduchovej pištole:
Najprv použite vysokotlakovú vzduchovú pištoľ s tlakom nastaveným na 0.3 MPa na odstránenie prachu a vlákien.
Potom utrite vonkajší povrch škatule handričkou, ktorá nepúšťa vlákna, v jednom smere.
Vložte kvalifikované produkty do priehľadných prachotesných PE vreciek s hrúbkou 0.03 mm. Ústia vreciek pevne utesnite pomocou zváračky pri teplote 180 ℃ po dobu 1 sekundy.
Pri balení do kartónov oddeľte jednotlivé škatule penou EPE. Pre bezpečnú prepravu nainštalujte do štyroch rohov kartónov ochranné rohy alebo penu.
Správa odchádzajúcich transakcií: Pred dodaním požadujeme, aby boli kartóny rovné, neporušené a bez poškodenia. Tesniaca páska sa nesmie odlepiť, aby sa zabezpečilo, že produkty zostanú počas prepravy nepoškodené.
Či už vás zaujímajú suroviny používané v šperkovniciach alebo sa chcete dozvedieť viac o celom procese výroby obalov na šperky, stlačte tlačidlo prehrávania a uvidíte, ako sa bude otvárať vaša ďalšia šperkovnica.
Kontrola kvality nie je o hľadaní chýb, ale o zabezpečení kvality výrobkov. Máme štyri prísne kontrolné stanovištia kvality.

Inšpektori otvárajú a zatvárajú každú krabicu opakovane 10-krát. Počúvajú abnormálne zvuky a kontrolujú, či je pohyb plynulý. Sila uzáveru musí byť v rozmedzí od 500 gramov do 800 gramov. Ak je príliš voľná, krabica sa môže počas prepravy otvoriť. Ak je príliš tesná, zákazníci ju budú mať problém otvoriť.
pod nízkouhlé pasienkové svetlá— ktoré izolujú topografia povrchu odhaliť výškové odchýlky – ani drobné bublinky, vrásky alebo nesprávne zarovnané baliace materiály sa nedajú skryť. Ide o záverečnú kontrolu všetkých procesov vrátane formovania, lepenia a lisovania bublín.
Lepidlo aj PU koža majú zápach. Všetky naše hotové výrobky musia byť vetrané aspoň 24 hodín. V opačnom prípade štipľavý zápach, ktorý zákazníci uvoľnia po otvorení krabíc, okamžite zničí všetku našu predchádzajúcu snahu.
Nakoniec použite vzduchovú pištoľ na odstránenie prachu a handričku, ktorá nepúšťa vlákna, na utretie škvŕn od lepidla. Kvalifikované výrobky sa vkladajú do PE prachotesných vreciek. Pri balení do kartónov oddeľte jednotlivé vrstvy kartónom a do kartónov nainštalujte ochranné rohy. Tým sa zabezpečí, že sa k vám výrobky bezpečne dostanú.
Teraz, keď rozumiete výrobnému procesu, ste už zasväteným človekom. Pri výbere B2B šperkov obal výrobný partner, môžete si položiť tieto tri kľúčové otázky:
Nepýtajte sa len „Aký plast používate?“, ale skôr „Aký druh HIPSu používate? Je to nový materiál alebo recyklovaný materiál?“. Profesionálna továreň ako tá naša vám prezradí výhody nového materiálu HIPS 475 a vysvetlí, prečo nepoužívame recyklované materiály.
Opýtajte sa na presnosť ich foriem. Náš štandard je 0.1 mm. Opýtajte sa aj na drsnosť povrchu dutiny formy, ktorá je u nás Ra 0.8 μm. Táto otázka môže rýchlo eliminovať sprostredkovateľov, ktorí vedia len o predaji a nič o výrobe.
Nepýtajte sa len „Máte kontrolu kvality?“ Opýtajte sa „Aké sú vaše štandardy kontroly kvality?“ Vykonávajú otváracie a zatváracie testy? Kontrolujú zápach? Používajú na kontrolu bočné svetlá? Zrelý proces kontroly kvality, ako je ten náš, by mal byť proaktívny a viacrozmerný.

A: Minimálne objednávacie množstvo (MOQ) závisí od zložitosti návrhu. Pre bežné krabice s použitím existujúcich foriem je MOQ nižšie. Pre zákazkové návrhy vyžadujúce nové formy je MOQ zvyčajne vyššie. Odporúčame vám kontaktovať nás, aby ste zistili, či máme existujúce formy vo vami požadovanej veľkosti, a prediskutovať váš konkrétny návrh pre presnú cenovú ponuku.
A: Návrh, výroba a testovanie presnej vstrekovacej formy na splnenie požiadavky na presnosť 0.1 mm zvyčajne trvá 4 až 6 týždňov.
A: Áno, jednoznačne. Podporujeme udržateľnú transformáciu odvetvia a ponúkame Recyklovaný HIPS s certifikátom GRS ako aj ekologický PET.
Názor experta: Hoci sú recyklované materiály vynikajúce pre životné prostredie, niekedy môžu obsahovať drobné nečistoty, ktoré ovplyvňujú hladkosť povrchu.
Odporúčanie: Ak si vyberiete základ z recyklovaného plastu, neodporúčame používať na balenie ultratenký, svetlý hodváb. Namiesto toho odporúčame použiť textúrovaný papier, zamat alebo hrubšia vegánska kožaTieto materiály perfektne fungujú s recyklovanými podkladmi, aby skryli akékoľvek mikroskopické nedokonalosti, čo vám umožňuje dosiahnuť oboje. environmentálna certifikácia a prémiová estetika.
Vysokokvalitná šperkovnica s plastovým dnom je oveľa viac než len jednoduchá kombinácia plastu a látky. Je to súhrn precízneho výberu materiálu (ako napríklad HIPS 475), drahých foriem (s presnosťou 0.1 mm), prísnej kontroly procesu (riadenie teploty) a precízneho remeselného spracovania (tolerancia 0.2 mm).
Od odolnej kostry až po bezchybný vzhľad, každý krok určuje konečnú prezentáciu vašej značky.
Hľadáte partnera pre balenie, ktorý nielen rozumie predaju, ale ovláda aj výrobu pre vašu značku? Oceňujeme rozdiel 0.1 mm.
Kontaktujte našich odborníkov na balenie a prediskutovať váš ďalší projekt na mieru alebo si vyžiadajte našu vzorkovú krabicu s procesom, aby ste si túto „vrodenú“ kvalitu vyskúšali na vlastnej koži.

2025-07-13

2025-05-14

2025-07-24
Recyklovateľné obaly, ktoré spájajú luxus s udržateľnosťou. Náš efektívny, nízkoenergetický proces prináša prémiovú kvalitu, ktorá chráni vašu značku a vaše zisky. Zjednodušený systém preukázateľne znižuje plytvanie materiálom až o 15 % a skracuje dodacie lehoty v priemere o 10 % v porovnaní s tradičnými výrobnými modelmi. Navrhujeme riešenia, ktoré riešia základný konflikt medzi… Čítajte ďalej Výroba šperkovníc s obaleným plastovým dnom: Odhalenie priemyselnej výroby v roku 2026

Richpack · Nájdite si svoje špecifické balenie šperkov s vertikálnym labretom na Richpacku Vertikálny labret piercing, výrazná ozdoba, ktorá prechádza cez spodnú peru, sa stal obľúbenou voľbou pre jednotlivcov, ktorí hľadajú výraznú a osobitú estetiku. Podľa Glimpse sa záujem o vyhľadávanie vertikálneho labretu piercingu za posledný rok zvýšil o 1 % na… Pokračovať v čítaní Výroba šperkovníc s obaleným plastovým podstavcom: Odhalená priemyselná výroba v roku 2026

Hlavnou výzvou pre značky klenotníkov je vytváranie šperkovníc na mieru, ktoré chránia krehké kúsky, ako sú perly a jemné ručne vyrábané šperky. Aj malé poškodenie môže viesť k veľkým stratám a nespokojnosti zákazníkov. Preto je nevyhnutné vytvoriť ochrannú šperkovnicu, aby sa zachovala kvalita a integrita vašich kúskov a zlepšila sa zákaznícka skúsenosť. V tomto blogu sa budeme… Pokračovať v čítaní Výroba šperkovníc s obaleným plastovým dnom: Odhalenie priemyselnej produkcie v roku 2026

Veľkoobchodné balenie cookies pre malé domáce podniky | Cenovo dostupné a prispôsobiteľné riešenia | Hromadné objednávky dostupné v balíku Richpack

Transparent Delight – obdĺžniková darčeková krabička s priehľadným vekom pre podmanivé displeje

Zero-Waste riešenia darčekového balenia pre internetové obchody | Ekologické a prispôsobiteľné balenie | Trvalo udržateľné riešenia elektronického obchodu

Odolné a biologicky rozložiteľné kompostovateľné papierové vrecká pre trvalo udržateľné balenie | Ekologické riešenia pre predajcov šperkov a butiky
Zistiť viac
Ekologické cenovo dostupné biologicky rozložiteľné šperkovnice pre hromadné nákupy | Ideálne pre veľkoobchodných zákazníkov, ktorí hľadajú cenovo dostupné a udržateľné obalové riešenia
Zistiť viac
Ekologické darčekové krabičky na náramok pre udržateľné darovanie | Prispôsobiteľné balenie pre ekologické značky a značky šetrné k životnému prostrediu
Zistiť viacAk chcete získať exkluzívne ponuky, odošlite svoj e-mail (odpovedzte do 12 hodín)