 PREV
PREV

14K guldfyllda smycken: Förpackningsdesign och skyddsstrategier
2024-12-12


Smyckesförpackningsbranschen för skräddarsydda smycken navigerar en känslig balansgång mellan estetisk lyx, strukturell konstruktion och kemisk konservering. Smyckesaskar har det avgörande ansvaret att skydda värdefulla metaller och ädelstenar från miljöerosion och fysiska skador. En systematisk analys av nuvarande marknadsprodukter avslöjar dock en bransch som är full av återkommande designfel. Dessa brister inkluderar katastrofala strukturella fel orsakade av undermåliga kartongmaterial och dold kemisk korrosion av ädelmetaller orsakade av reaktiva lim och surt trä. I den här artikeln, Richpack ger en detaljerad teknisk analys av dessa brister och integrerar materialvetenskap, träbearbetningsteknik och konserveringskemi för att erbjuda expertlösningar för att korrigera dessa konstruktionsfel.

Grunden för alla smyckeskrin är dess chassi. Oavsett om det är tillverkat av kartonglaminat eller massivt trä måste chassit motstå statiska belastningar under stapling och dynamiska stötbelastningar under transport. Förekomsten av strukturella fel i denna sektor beror sällan på dålig montering, utan snarare på grundläggande fel i materialspecifikationen. Genom att förstå Vanliga problem med smyckeskrin och hur man löser dem, kan tillverkare förhindra dessa grundläggande fel.
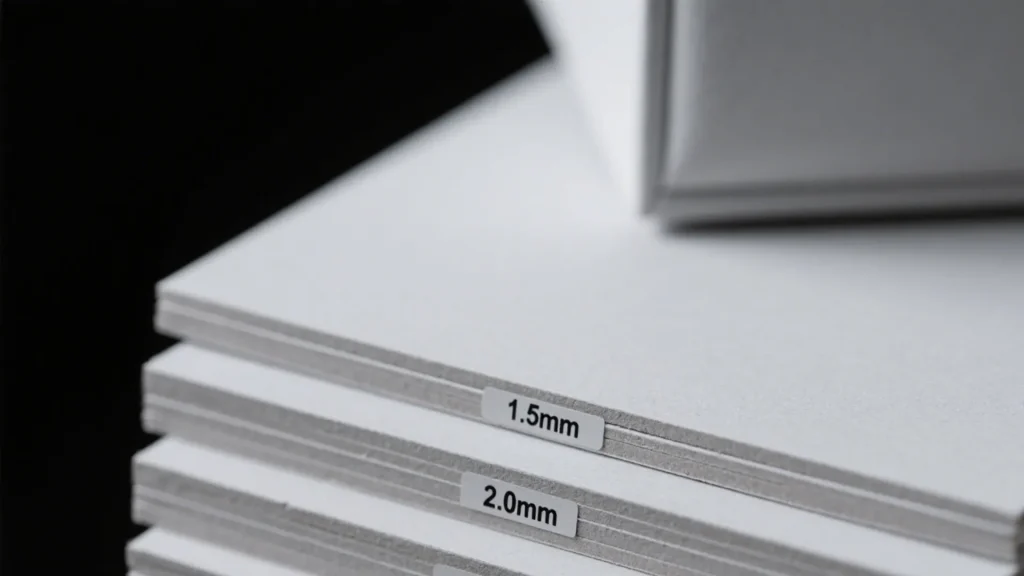
Inom tillverkning av styva lådor är den primära strukturella komponenten gråpapp (spånskiva). En utbredd ekonomisk felslutning driver många tillverkare och startups att specificera 1.2 mm gråpapp för att minska enhetskostnaderna med bråkdelar av en cent. Även om denna tjocklek är tillräcklig för lättviktskonfektyr, är den katastrofal för smyckesförpackningar.
Felmekanismen är tvåfaldig. För det första upplever locket "membrannedböjning". När ett 1.2 mm tjockt lock sträcker sig över ett avstånd större än 10 cm saknar det den böjstyvhet som krävs för att motstå det nedåtgående trycket från stapling eller till och med spänningen från omslagspappret. Detta resulterar i en konkav skevhet som innebär dålig kvalitet för konsumenten. För det andra saknar de strukturella väggarna den tryckhållfasthet som krävs för att stödja tunga insatser eller magnetiska stängningsmekanismer. När en tung magnetisk flik fästs på en 1.2 mm tjock skiva utmattar det upprepade vridmomentet vid öppning och stängning gångjärnspunkten, vilket leder till delaminering och rivning. Denna specifika fråga är ett vanligt ämne i Konsultationer för skräddarsydda smyckesförpackningar från Richpack, där kunder ofta rapporterar missnöje med hållbarheten hos vanliga generiska lådor.
Optimala specifikationsprotokoll:
För att åtgärda dessa strukturella brister måste tekniska standarder anpassas till nyttolastens massa och låddimensioner. Branschdata tyder på att en nivåindelad specifikationsmetod är nödvändig för att säkerställa lång livslängd:
| Korttjocklek | Strukturellt beteende | Rekommenderad nyttolast | Riskbedömning |
| 1.2 – 1.5 mm | Låg böjstyvhet; benägen att deformeras under spänning. | Lätta förbrukningsartiklar (tvål, vax). | Hög risk: Ej lämplig för styva smyckesaskar; ger en "budget"-känsla. |
| 2.0 – 2.5 mm | Måttlig styvhet; tål standardlamineringsspänning. | Vanliga smycken, kosmetikaburkar. | Bäst: Balanserar kostnad med taktil lyx och hållbarhet. |
| 3.0 mm+ | Hög styvhet; strukturellt inert känsla (träliknande). | Tunga set, vin, elektronik. | Premie: Maximerar skyddet men påverkar fraktvikten avsevärt. |
För befintlig inventarier som plågas av tunna väggar innebär en eftermonteringslösning att en sekundär linerpapp appliceras internt. Genom att limma fast ett 1.0 mm kartongark på insidan av locket och botten skapas en "laminerad balk"-effekt som avsevärt ökar styvheten utan att ändra de yttre måtten.
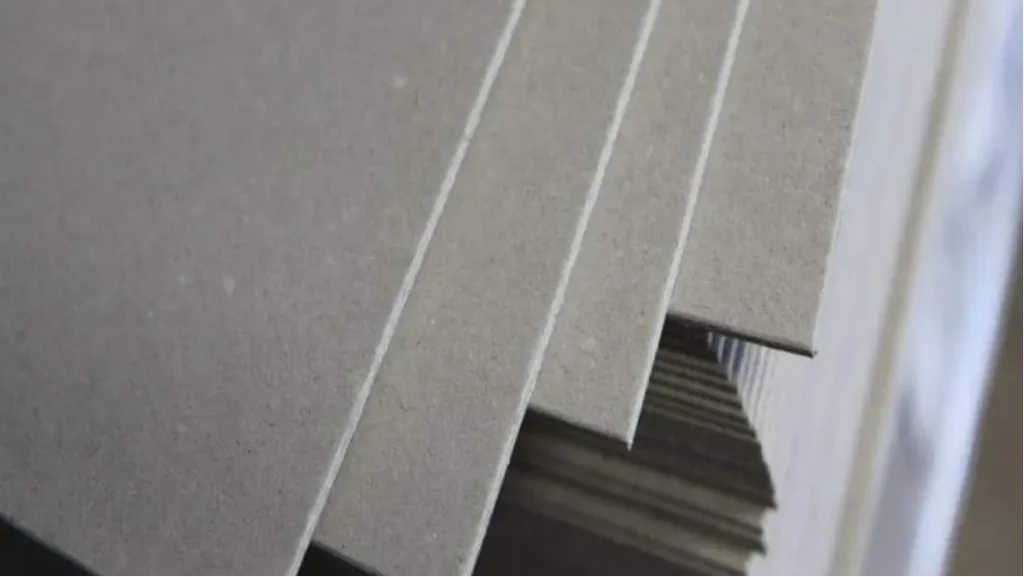

Medan kartong lider av otillräcklig densitet, lider massiva trälådor av hygroskopins obevekliga fysik. Trä är ett anisotropiskt material som expanderar och krymper med förändringar i relativ fuktighet. En vanlig konstruktionsfel i specialbyggda trälådor är att man inte tar hänsyn till denna rörelse, vilket leder till lock som böjs (böjs tvärs över ådringen) eller vrids.
Mekanismen bakom koppning uppstår vanligtvis när ett lock sågas om från en tjockare planka. Om fukthalten inte är perfekt jämn, eller om ena sidan av locket är färdigbehandlad medan den andra lämnas rå, blir fuktutbytet asymmetriskt. Den sida som absorberar fukt expanderar, medan den torra sidan förblir statisk, vilket tvingar träet till en kurva.
Saneringstekniker för skeva lock:
Att korrigera ett skevt smyckeskrins lock kräver omstrukturering av träets inre spänningar.
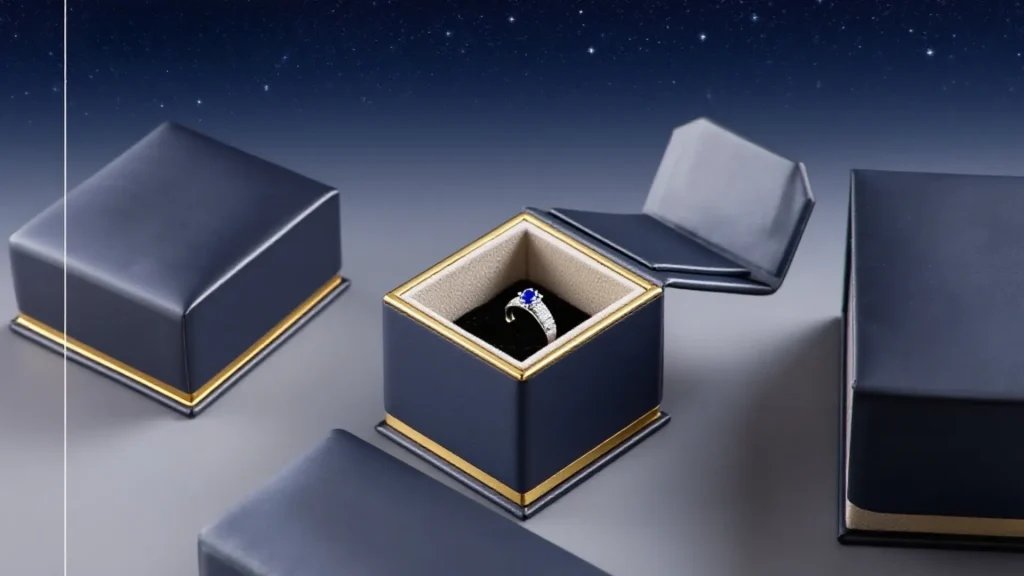
Ett smyckeskrin gillar anpassad ringbox, är ofta utformad för butikshyllorna men misslyckas i leveranskedjan. "Single-wall fallacy" är ett genomgripande misstag där premium styva lådor skickas i enkelväggiga (3-lagers) wellpappkartonger. Detta ger otillräcklig krossmotståndskraft mot staplingstrycket i moderna logistiknätverk.

Data från tillverkningsrevisioner och Frågor om Richpacks specialdesignade smyckesförpackningar visar att svaga exportkartonger är en primär orsak till att kartonger kollapsar. Åtgärden specificerar strikt dubbelväggiga (5-lagers) "K=K" (Kraft-to-Kraft) masterkartonger. Dessutom introducerar den maritima transportmiljön hög luftfuktighet, vilket kan öka kartongens dimensioner med upp till 5 %, vilket förstör friktionspassningen hos teleskoplock. Inkluderingen av torkmedelspaket i en förseglad polypåse är ett obligatoriskt kemiskt försvar mot denna fuktintrång.
Den kanske mest sofistikerade designutmaningen inom smyckesförpackningar är den kemiska interaktionen mellan behållaren och innehållet. Antrastning är inte bara en estetisk olägenhet; det är en kemisk nedbrytning av metallytan, främst silversulfid ($Ag_2S$), som är ett resultat av reaktion med atmosfäriskt svavel. En betydande andel av "antrastningshändelser" orsakas faktiskt av förpackningsmaterial sig själva – ett fenomen som kallas ”avgasning”. Att ta itu med dessa kemiska interaktioner är av yttersta vikt när man reagerar på Richpacks förfrågningar om anpassning av smyckesförpackningar angående exklusiv silverförvaring.
Alla träslag innehåller organiska syror, men koncentrationen varierar dramatiskt. En stor designbrist i lyxförpackningar är användningen av träslag med hög tanninhalt i direkt närhet till silver utan tillräckliga barriärskikt.

Dendrologisk riskbedömning:

Limkemi:
Limmet som används för att montera lådan är ytterligare en vektor för svavel. Lösningsmedelsbaserade kontaktcement och gummibaserade lim fortsätter ofta att avge svavelföreningar långt efter härdning. För smyckesapplikationer är vattenbaserade polyvinylacetat (PVA) eller alifatiska hartslim (gult trälim) de enda kemiskt säkra alternativen. De härdar genom avdunstning och lämnar en inert bindningslinje som inte bidrar till sulfidbelastningen i lådan.
Standardfoder i sammet är passiva; de ger fysiskt skydd mot repor men gör ingenting för att stoppa kemisk korrosion. Faktum är att vissa syntetiska sammet och filt är färgade med svavelbaserade föreningar som aktivt missfärgar silver.
Aktiv avskiljningsteknik:
Åtgärden för miljöer som är benägna att missfärgas är användningen av aktiva rengörande dukar, såsom Pacific Silvercloth®. Detta material är en bomullsflanell inbäddad med tusentals mikroskopiska silverpartiklar. Dessa partiklar fungerar som "offeranoder". De reagerar med och fångar vätesulfidgas i luften innan den kan nå smyckena som förvaras inuti. Duken "tar bokstavligen kulan" för smyckena och blir brun under årtionden när den blir mättad med svavel.
Jämförelse av foderteknologier:
| Material | Verkningsmekanism | Livslängd | Lämplighet |
| Standard sammet | Endast fysisk kudde. | Obestämd (fysisk) | Låg: Inget kemiskt skydd; kan avge färgämnen i avgaserna. |
| Pacific Silvercloth® | Aktiv rensning: Silverpartiklar fångar svavelgaser. | 20–40 år | Hög: Branschstandarden för silverkonservering. |
| Anti-mattningsremsor | Passiv absorption: Kol/koppar-matrisen absorberar föroreningar. | 6–12 månader | måttlig: Kräver frekvent byte; bra för förseglade påsar. |
| Behandlad flanell (zink) | Aktiv rensning: Zinkpartiklar fångar svavel. | 5–10 år | Bra: Effektiv, men något mindre reaktiv än silverduk. |
Att restaurera en vintagelåda innebär ofta att man tar bort det ursprungliga, slitna filtfodret. Denna process kan vara förrädisk om limmet är okänt. Historiska tillverkningsmetoder ger dock en ledtråd: de flesta lådor från före 1960-talet använde djurhudslim, vilket är vattenlösligt.
Hydromättnadstekniken:
För att ta bort gammal filt utan att skada träet:
För moderna lådor som använder syntetiska lim (som inte löser sig i vatten) krävs lösningsmedel som isopropylalkohol eller nafta (tändvätska). Dessa måste först testas på lådans yta, eftersom de kan lösa upp lack och schellack.
Den funktionella livslängden för ett smyckeskrin bestäms ofta av dess hårdvara. Gångjärn, lås och spärrar är systemets rörliga delar som utsätter det statiska trächassit för dynamisk stress. En vanlig patologi inom detta område är "stripped screw syndrome", där det upprepade vridmomentet vid öppning av locket sliter sönder träfibrerna som håller gångjärnsskruvarna, vilket leder till ett löst eller lossnat lock.
Att bara dra åt en skruv i ett avskalat hål är meningslöst; träfibrerna komprimeras och skärs av och ger inget mekaniskt grepp. Den enda permanenta tekniska lösningen är att byta ut substratmaterialet.
Steg-för-steg-rekonstruktion:
Gångjärnets geometri avgör hur lådan öppnas. En vanlig designbrist är användningen av gångjärn som gör att locket kan fällas bakåt 180 grader, vilket sätter en enorm belastning på lådans baksida.

Lås på smyckeskrin är ofta enkla "avstängda" lås eller "intryckta" spärrar. Ett vanligt feltillstånd är att spärren (kroken på locket) inte är i linje med låshuset. Om ett lås vrids men inte säkrar locket är spärren vanligtvis böjd och ur sitt ingreppsområde.
Diagnostik och reparation:
Ett smyckeskrin kan vara strukturellt sunt och kemiskt inert, men ändå fungera fel om den inre arkitekturen inte matchar användarens samling. Den historiska tillverkningsmetoden "one-size-fits-all" har blivit föråldrad av mångfalden av moderna smycken, från tjocka statement-ringar till delikata lager-på-lager-halsband. Analysera Förfrågningar om Richpacks personliga smyckesförpackningar visar en stark trend mot modulär och anpassningsbar inredningsdesign. hur man väljer rätt smyckeskrin för olika typer av smycken hjälper till att definiera dessa interiörspecifikationer korrekt.
Ringrullen är det avgörande kännetecknet för ett smyckeskrin. Den måste hålla ringarna upprätta för visning samtidigt som den utövar tillräckligt med friktion för att förhindra att de lossnar under transport.
Metod A: Högdensitetsskummatrisen (DIY/Eftermontering)
För eftermontering av befintliga lådor är högdensitetsskum (såsom polyeten med slutna celler eller yogamatta) överlägset öppencelligt svampmaterial, som saknar tryckmotståndet för att hålla tunga ringar.
Metod B: Fräsning av massivt trä (arvsgods/specialtillverkat)
För en mer permanent och lyxig lösning kan ringrullar i massivt trä maskinbearbetas.
Fasta avdelare begränsar användbarheten. Kännetecknet för en välkonstruerad specialbyggd låda är modularitet. Den "halva överlappningen" (eller ägglådans) skarv möjliggör skapandet av styva men ändå avtagbara avdelargaller.
Tillverkningsprotokoll:
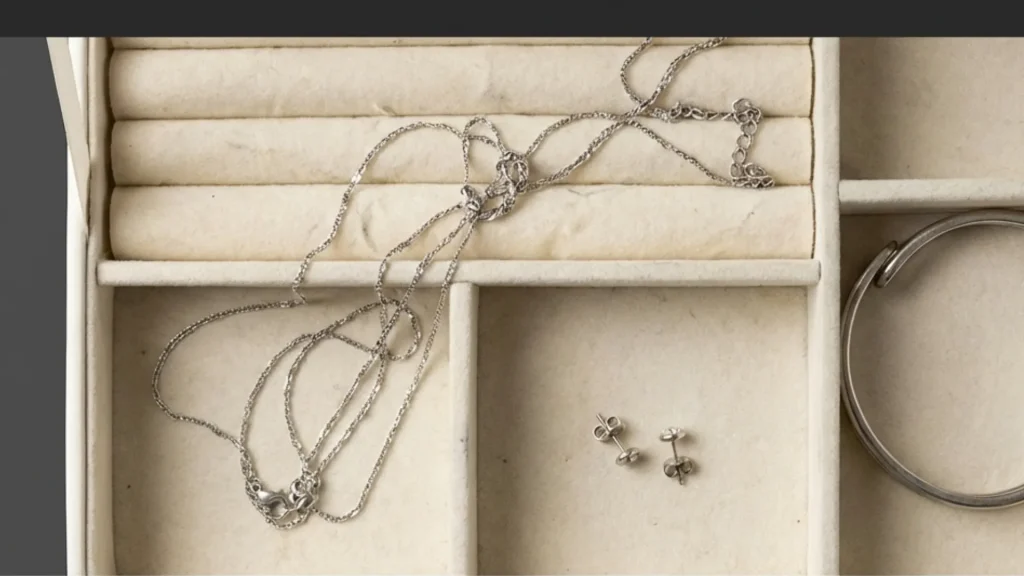
Att standardisera fackstorlekar baserade på antropometriska data och smyckesdimensioner förhindrar "röreeffekten".
Optimala rutnätsdimensioner:
| Användning av fack | Mått (tum) | Djupkrav | Anmärkningar |
| örhängen | 1.5 "x 1.5" | 1.0 " | Grunt djup är avgörande för att apportera små ryggar. |
| Ringar | 2.0 "x 2.0" | 1.75 ″ –2.5 ″ | Djupare utrymme behövs för förlovningsringar med hög infattning. |
| armband | 3.5 "x 3.5" | 2.0 " | Bredden måste överstiga armbandets diameter för att förhindra att det böjs. |
| Halsbandskanaler | 2.0 "x 8.0" | 1.0 " | Långa, smala kanaler förhindrar att kedjorna trasslar sig. |
Även den mest strukturellt stabila lådan kommer att drabbas av kosmetiska skador under årtionden av användning. Att återställa finishen på en högblank lack- eller polyuretanlåda kräver specifika tekniker som skiljer sig från vanlig möbelreparation.
För djupa repor, bucklor eller urholkningar i en behandlad yta erbjuder "burn-in"-stift (lack- eller schellackhartsstift) en reparation som integreras kemiskt med finishen, till skillnad från mjuka vaxfyllmedel som bara sitter ovanpå.
Inbränningsproceduren:
Om en reparation korsar en framträdande ådringslinje kommer inbränningen att se ut som en hel fläck. För att åtgärda detta, använd en finspetsad ådringspenna eller en konstnärspensel med pigment för att rita de saknade ådringslinjerna över den utjämnade fyllningen. innan Det sista lagret av förseglare appliceras. Denna "trompe l'oeil"-teknik lurar ögat till att se en kontinuerlig träfigur.
För varumärken som beställer smyckeskrin krävs rigorös kvalitetskontroll uppströms för att undvika dessa brister. De defekter som diskuteras – tunn skiva, surt trä, svaga gångjärn – är ofta konstruerade. in produkten för att spara kostnader. Insikter från Richpacks konsultationsförfrågningar gällande specialdesignade smyckesförpackningar föreslår att proaktiv specificering är det enda försvaret mot dessa kvalitetsförsämringar.
Upphandlingschefer måste etablera en ”specifikationsbrandvägg” som uttryckligen förbjuder vanliga kostnadsbesparande åtgärder.
Kritiska tillverkningsspecifikationer:
Ett strategiskt skifte krävs i hur varumärken fördelar budget. För närvarande läggs betydande kostnader på engångsmaterial – band, mjukpapper och texturerat papper – som kasseras inom några sekunder. En mer hållbar och varumärkesbyggande strategi – som ofta rekommenderas som svar på Richpacks förfrågningar om anpassning av smyckesförpackningar – är att investera det kapitalet i lådans permanenta arkitektur.

Rekommendation:
Skifta budgeten från engångsutsmyckningar till återanvändbar modularitet inomhus. En låda med magnetisk stängning och ett högkvalitativt, avtagbart sammetsinlägg (med halvvarvsavdelarsystem) förvandlar förpackningen från skräp till en permanent förvaringslösning. Detta säkerställer att varumärkets logotyp stannar kvar på kundens byrå i åratal, snarare än i återvinningskärlet.
Att åtgärda designfel i specialdesignade smyckeskrin är en disciplin som förenar ingenjörskonstens precision med konserveringens känslighet. Genom att förstå strukturfysiken hos styv kartong, de kemiska interaktionerna mellan missfärgningar och ergonomin i användarinteraktionen kan tillverkare och restauratörer lyfta smyckeskrinet från en ren behållare till en värdefull bevarare.
Lösningarna som beskrivs här – från reparation av trasiga skruvar med plugg till användning av aktiva avskiljare från Pacific Silvercloth – är inte teoretiska. De är praktiska, beprövade metoder för att korrigera de systemfel som plågar branschen. Oavsett om man specificerar en produktionskörning på 10 000 enheter baserat på Frågor om skräddarsydda smyckesförpackningslösningar från Richpack eller restaurera ett enda viktorianskt arvegods, förblir principerna desamma: stabilitet, neutralitet och funktionalitet. Genom att följa dessa standarder säkerställs att lådan håller lika länge som de skatter den innehåller.
2024-12-12

2025-04-04

2025-04-23

Litografi kan hjälpa till att designa och trycka unika smyckeskrin. Detta ger en personlig touch till dina smycken. Att välja rätt material och förbereda dem väl är nyckeln till att göra miljövänliga och attraktiva smyckeskrin.
Dessa lådor förbättrar uppackningsupplevelsen, ökar kundlojaliteten och är miljövänliga. Med precisionslasergravering och rabatter på stora beställningar är de en utmärkt förpackningslösning.

Dagens kunder tittar inte bara på själva produkten; de söker en minnesvärd köpupplevelse. Hur kan ett e-handelsmärke för smycken sticka ut? Svaret är att ett bestående intryck börjar med specialanpassad förpackning. För e-handel är produktförpackningen inte bara till för att skydda en produkt utan också ett verktyg för att marknadsföra varumärket och… Fortsätt läsa Åtgärda designfel i specialanpassade smyckesaskar: Praktiska lösningar

Charmiga smyckeskrin inspirerade av Disney-karaktärer | Söt Hello Kitty-presentförpackning perfekt för prinsesssamlingar och temapresenter

Elegant smyckeskrin spegelstil för elegant förvaring – anpassningsbara speglade smyckeskrin och fåfänga med smyckeförvaring i spegellösningar

Kreativa bruna papperspåsdockor för roliga hantverksaktiviteter – Lär dig hur man gör en papperspåsdocka med Richpacks anpassningsbara påskpåsar för barn

Prisvärd hållbar förpackning för beställningar av högvolymsmycken | Perfekt för grossister som söker skalbara, gröna lösningar till konkurrenskraftiga priser
Visa mer
Biologiskt nedbrytbar kakförpackning för små bagerier | Miljövänliga och hållbara lösningar | Anpassade mönster tillgängliga
Visa mer
Blå läderaskar med förlovningsringar | Smyckesförpackningar grossist – Richpack
Visa mer