 PREV
PREV

21 bästa idéer för armbandsförpackningar för att lyfta ditt varumärke (guide 2026)
2025-08-18

En logotyp kan bete sig vackert i en PDF och ändå bete sig illa på ett smyckeskrin.
Vi har sett det hända i provtagningsrummen: Det svarta märket ser skarpt ut på köparens skärm, landar sedan grått på texturerat papper, för tjockt på sammet, eller bara ett hårstrå som är ojämnt på ett belagt, styvt lock. Ingen får panik först. Sedan placerar någon asken bredvid smyckena, och problemet blir uppenbart.
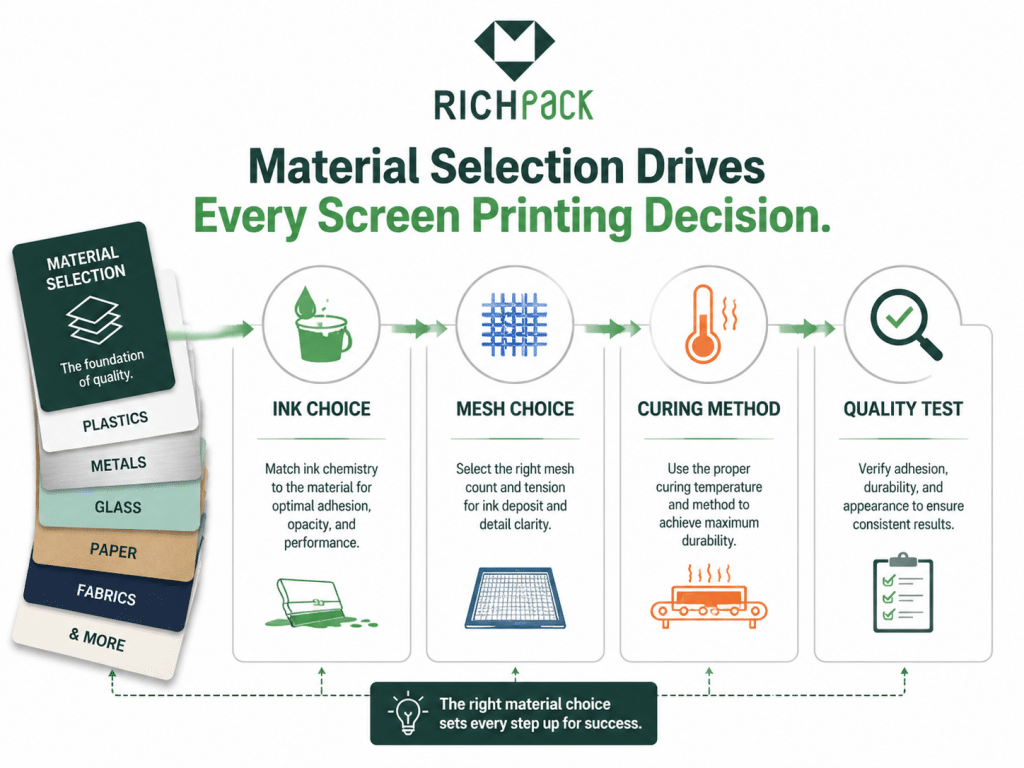
Det är där screentryck förtjänar sin plats. Inte som ett hantverksknep. Som ett kontrollerat dekorationssystem med konstverk, substrat, bläck, nät, härdning, inspektion och upprepade beställningar sammankopplade.
Om en länk är svag, berättar paketet det för kunden innan smycket gör det.
Behöver du logotyptryckta smyckesförpackningar byggda kring verkliga produktionskontroller? Stödjer RichPack? anpassade smyckeskrin med logotyp från koncept till provtagning och leverans.
Screentryck är en tryckmetod där bläck överförs genom en förberedd nätschablon till en vald yta. Schablonens öppna områden släpper igenom bläck, medan de blockerade områdena håller designen ren.
För förpackningsteam är värdet kontroll. Ett korrekt konstruerat screentryck kan placera täta färger, skarpa logotyper, taktila märken och specialbläck på kartong, tyg, konstläder, trä, akryl, metalldetaljer, kort, omslag och presentpåsar.
Screentryck är en stencilbaserad tryckprocess som använder nät, bläck och tryck för att överföra en design till ett substrat. Nätet håller bildområdet. Gummiskrapan trycker bläck genom det bildområdet.
Metoden fungerar bäst när designen använder enfärgad, tydliga kanter, kontrollerad linjetjocklek och repeterbar placering. Det är därför den fortfarande är vanlig för logotyper, varumärken, dekorativa mönster, skötselikoner, insticksetiketter och förpackningsdetaljer i begränsad upplaga.
Ett screentryck överför bläck genom öppna nätceller. Schablonen blockerar resten av nätet, så bläcket landar bara där konstverket kräver det.
Fyra krafter formar resultatet:
När dessa krafter är balanserade ser ett screentryck avsiktligt ut. När de inte är det kan samma design suddas ut, spricka, förskjutas eller kännas för tjock.
Smyckesförpackningar behöver ofta ett litet märke för att kännas dyra. Screentryck ger märket fyllighet och tydlighet, särskilt på ytor där standardtryck i fullfärg kan se platt ut.
Det är användbart för:
RichPacks specialdesignade smyckesaskar och förpackningar kombinerar ofta struktur, insatsdesign och ytdekoration så att trycket stöder produkten istället för att konkurrera med den.
Screentryck kan överträffa digitaltryck när varumärket behöver tät spotfärg, specialbläck, stark opacitet eller ett taktilt lager. Det hanterar också vissa icke-standardiserade ytor bättre än många platta digitala system.
Det passar bra när konstverket har en till fyra färger, färgen måste vara enhetlig och löpningen är tillräckligt stor för att motivera uppställningen.
Digitaltryck är ofta bättre för fotobilder, många färger, varierande data och mycket korta upplagor. Rätt val beror på yta, illustration, kvantitet och mål för slutresultatet.
Screentryck misslyckas när designen kräver mer precision än vad materialet klarar av. Fina hårstrån, liten omvänd text, tjockt bläck på texturerade ytor och små beställningar kan skapa dålig ekonomi eller dåliga resultat.
Det misslyckas också när team hoppar över testning. Ett prov tryckt på slät vit kartong kan inte förutsäga samma bläck på mocka, svart papper, bestruket kartong eller återvunnen fiber.
De bästa ytorna är stabila, rena och kompatibla med det valda bläcket. Slät kartong, bestruket konstpapper, styvt omslagspapper, akrylpaneler, vissa träytor och många konstlädermaterial kan fungera bra efter testning.
Mjuka och absorberande ytor kräver större försiktighet. Sammet, bomullsfyllda inlägg, rått papper och texturerat återvunnet material kan absorbera bläck ojämnt eller mjuka upp kanten på en fin logotyp.
Ett rent screentryck börjar innan bläcket vidrör förpackningen. Processen börjar med beslut om konstverket och avslutas med inspektion under samma belysning som används för godkännande.
Följande tabell visar hur screentryck går från designfilen till färdig förpackning. Den ger förpackningschefer och produktionsteam en gemensam vokabulär för provtagning, godkännande och upprepade beställningar.
| Etapp | Vad händer | Förpackningsrisk | Kontrollpunkt |
| Förberedelse av konstverk | Designen är uppdelad i utskrivbara färger | Tunna linjer försvinner | Kontroll av minsta linjevikt |
| Skärmbeläggning | Nät får ljuskänslig emulsion | Ojämn schablontjocklek | Beläggningslikformighet |
| Exponering | Konstfilmen skapar schablonen | Mjuka eller blockerade detaljer | Exponeringstidstest |
| Utskrift | Bläck trycks genom nätet | Blödning, oskärpa, kraftig avlagring | Skrapvinkel och tryck |
| Härdning | Bläcket är torkat eller härdat | Gnugga bort eller spricka | Tids- och temperaturkontroll |
| Inspektion | Den färdiga ytan kontrolleras | Batchinkonsekvens | Färg- och vidhäftningskontroller |
Förberedelse av konstverk förvandlar en designidé till en produktionsfil. För de flesta förpackningsjobb ger vektorgrafik den renaste ytan och den enklaste färgseparationen.
Filen ska specificera:
Från vår produktionsbänk är det dyraste misstaget inte en dålig logotyp. Det är en logotyp som aldrig jämfördes med den verkliga lådans struktur.
Skärmen är belagd med emulsion för att skapa ett kontrollerat schablonlager. En slät schablon hjälper bläckkanten att hålla sig skarp.
Ojämn beläggning kan orsaka porer, trasiga detaljer eller ojämn bläckavlagring. På premiumförpackningar är dessa defekter lätta att se eftersom det tryckta området ofta är litet och omgivet av rent utrymme.
Exponeringen härdar emulsionen där ljuset når den. Konstverket blockerar ljus i designområdet och lämnar den delen öppen efter urtvättningen.
En svag exponering kan göra att schablonen går sönder under produktionen. En överexponerad schablon kan dölja fina detaljer. Båda problemen blir uppenbara på små smyckeslogotyper och ömtåliga linjeteckningar.
Bläck placeras på skärmen och dras över schablonen med en gummiskrapa. Tryck, hastighet och vinkel avgör hur mycket bläck som når förpackningsytan.
En lägre vinkel och hårt tryck kan ge för mycket bläck. En skarpare vinkel och kontrollerat tryck ger vanligtvis renare detaljer, men den exakta inställningen beror på bläck, nät och underlag.
Varje färg behöver vanligtvis sin egen skärm. Registreringen justerar dessa skärmar så att färgerna hamnar på rätt plats.
För förpackning bör registreringstoleransen överenskommas före provtagning. En avvikelse på 0.3 mm kan vara acceptabel på ett stort mönster men tydlig på ett litet guld- och svartmonogram.
Härdning stabiliserar bläcket. Rätt härdningsmetod beror på bläcksystemet och materialet.
Pappersförpackningar kan kräva lufttorkning, värme, UV-härdning eller en kontrollerad kombination. Värmekänsliga material, laminerade ytor, sammet och konstläder behöver noggranna tester så att ytbehandlingen inte slår sig, glänser, krymper eller fläckar.
Färdiga utskrifter bör kontrolleras under jämna ljus- och hanteringsförhållanden. En markering som ser acceptabel ut i varmt kontorsljus kan se matt ut i butiksbelysning.
En praktisk godkännandeuppsättning innehåller:
Inte alla screentryckstekniker hör hemma på premiumförpackningar. Rätt teknik beror på varumärkets ton, yta, orderkvantitet och hur kunden kommer att hantera paketet.
Tabellen nedan jämför de tekniker som oftast påverkar beslut om smyckesförpackningar. Den kopplar varje teknik till dess bästa användning, risk och förpackningsvärde.
| Teknik | Bästa användning | Huvudrisk | Förpackningsvärde |
| Fläckfärgstryck | Logotyper och gedigen grafik | Färgfel matchar | Ren varumärkesigenkänning |
| Halvtonsutskrift | Gradienter och tonala bilder | Punktförstärkning | Mjukare visuellt djup |
| CMYK-processutskrift | Konstverk i fullfärg | Installationskomplexitet | Rik bildåtergivning |
| Simulerad processutskrift | Komplex konst på mörka ytor | Registreringskrav | Effektiv grafik |
| Vattenbaserat bläcktryck | Mjuka matta effekter | Absorptionsvariation | Naturlig premiumkänsla |
| UV-bläckutskrift | Belagda och icke-porösa ytor | Sprödhet på flex | Skarpa ytdetaljer |
| Upphöjd bläckutskrift | Taktila accenter | Tung insättning | Minnesvärd beröringspunkt |
| Metalliskt bläcktryck | Lyxeffekter | Matthet på poröst material | Subtil glans utan folie |
Spotfärgstryck använder en förberedd färg åt gången. Det är det vanligaste valet för förpackningslogotyper eftersom det ger tydlig kontroll över varumärkets färg.
För smyckesaskar fungerar dekorfärg bra på styva kartongomslag, släta kort, fodral och premiumväskor. Det är också lättare att godkänna än avancerad bildutskrift.
Halvtonsutskrift skapar tonal skuggning från punkter. Det kan mjuka upp gradienter, skuggor eller illustrationseffekter.
Risken är punktökning. På absorberande papper eller texturerade ytor kan prickar sprida sig och göra bilden mörkare än väntat. Testa det exakta materialet innan du godkänner den slutliga filen.
CMYK-processtryck använder fyra processfärger för att skapa bilder i fullfärg. Det kan vara användbart för konstverk, mönster eller förpackningar med mycket bildmaterial.
Det är mindre förlåtande än enkelt dekorfärgsarbete. Varje färg behöver noggrann registrering, och vissa premiumförpackningsytor kanske inte stöder fina processdetaljer så bra.
Simulerad processtryckning använder utvalda dekorfärger för att imitera helfärgseffekter. Det är vanligt inom kläder men kan användas för specialförpackningsgrafik när designen behöver starkt visuellt djup.
För smyckesförpackningar, använd dem selektivt. En liten ask med ömtåliga smycken behöver sällan en komplex grafisk yta om inte varumärkesidentiteten är djärv och konstnärligt baserad.
Vattenbaserat bläck kan skapa ett mjukare, mer integrerat utseende. Det kan vara attraktivt på naturpapper, kraftpappersytor och vissa hållbara förpackningskoncept.
Avvägningen är absorption. Om ytan absorberar bläcket ojämnt kan kanten mjukna och färgen kan torka ljusare än förväntat.
UV-bläck härdar snabbt i ultraviolett ljus. Det kan skapa skarpa detaljer och bra ytbeständighet på belagda material och vissa icke-porösa material.
Den behöver noggrann materialmatchning. En styv beläggning kan spricka om förpackningsytan böjs, viks eller skavs under transport.
Puffiga och upphöjda tryckfärger ger taktil volym. De kan förvandla en liten logotyp eller ett mönster till en berörbar varumärkesdetalj.
Använd dem med återhållsamhet. För mycket upphöjt bläck kan kännas mer nyhetsdrivet än exklusivt, särskilt på förpackningar av fina smycken.
Metalliska bläck kan ge skimrande effekt utan att använda folie. De är användbara när designen behöver en mjukare glans än varmstämpling.
Metallpartiklar kan minska kantprecisionen, så undvik små textmärken och hårfina märken. För en spegelblank metalleffekt kan folieprägling fortfarande vara ett bättre val.
En screentrycksuppsättning kan vara enkel eller industriell. Ett screentryckspaket för nybörjare kan lära ut processen, men förpackningsproduktion kräver striktare kontroll över justering, härdning, rengöring och repeterbarhet.
För varumärken som köper in förpackningar är poängen inte att köpa alla verktyg. Poängen är att veta vilken utrustning som signalerar leverantörskompetens.
Ett grundläggande screentryckskit innehåller vanligtvis en ram, nätskärm, gummiskrapa, bläck, emulsion, skopobeläggare, transparentfilm, exponeringsljus eller lampstyrning, tejp och rengöringskemikalier.
För förpackningstester kan det kitet hjälpa en designer att förstå hur processen beter sig. Det bör inte betraktas som bevis på produktionsberedskap.
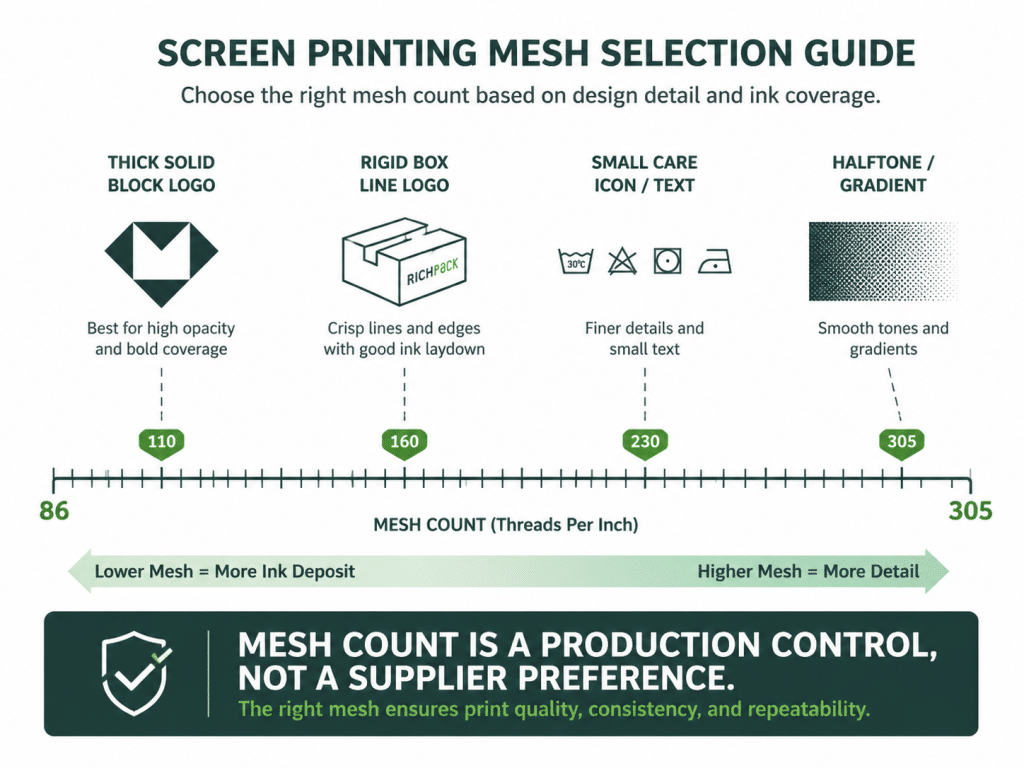
Maskantalet styr hur mycket bläck som passerar igenom och hur mycket detaljer stencilen kan hålla. Lägre maskantal tillåter mer bläck. Högre maskantal håller finare detaljer med mindre bläckavlagring.
För förpackningsarbete, lämna inte detta som ett vagt "lågt eller högt" val. RichPacks produktionsgranskning bör börja med ett nätfönster och sedan dra åt det efter tryckfärgsutdragning och första artikelprovtagning.
Tabellen nedan ger praktiska utgångsintervall för förpackningstillämpningar. Slutliga inställningar behöver fortfarande materialtestas, särskilt på bestruket papper, sammet, PU-läder, akryl och anodiserad aluminium.
| Förpackningsapplikation | Rekommenderat nätintervall | Typiskt bläckbeteende | Använd när |
| Tung vit logotyp på mörk kartong | 110 till 160 | Högre beläggning, starkare opacitet | Märket måste vara tydligt att läsa på svart, marinblått, vinrött eller djupt grönt omslagspapper |
| Djärv enfärgad logotyp på styv kartongomslag | 156 till 200 | Balanserad insättning och kantkontroll | Konstverket har medelhög linjetjocklek och heldragna områden |
| Fin logotyp, liten typ, vårdikoner, smyckeskort | 200 till 230 | Renare kanter, lägre avlagringar | Konstverket har små detaljer men inga fotografiska prickar |
| Vattenbaserat bläck på papper, trä eller kraftpapper | 200 till 230 | Tunn avlagring, mindre blödning | Varumärket vill ha en mjuk matt yta |
| Halvton, tonmönster, processdetaljer | 230 till 305 | Bättre punktkontroll, lägre bläckvolym | Konstverket behöver gradienter eller fina bilddetaljer |
| Metalliskt eller upphöjt specialbläck | 86 till 160 | Mer öppen mesh för partiklar eller volym | Finishen behöver skimmer, relief eller taktil tyngd |
| UV-bläck på belagda, akryl- eller metalldetaljer | 230 till 305 | Tunn kontrollerad film | Ytan är slät och detaljer är viktigare än bläckets tjocklek |
De siffrorna är inte dekorativa trivialiteter. De påverkar kostnad, provtagningstid, opacitet, kantkvalitet, torkbeteende och kassationsfrekvens.
En enkel guide för förpackningsteam:
Skrapan är tryckverktyget. Bladets hårdhet, eggens skick, vinkel och hastighet påverkar alla bläckavsättningen.
Ett mjukt blad kan trycka fram mer bläck och följa ojämna ytor. Ett hårdare blad kan ge skarpare kontroll på släta material. Slitna blad skapar ränder och ojämna kanter.
Exponeringsverktyg skapar schablonen. En leverantör bör kontrollera exponeringstid, ljusavstånd, filmtäthet och torkförhållanden för skärmen.
Dålig exponering visar sig som trasiga detaljer, blockerade öppningar, nålhål eller tidigt stencilfel under körningen.
Tork- och härdningsverktyg beror på bläckets kemi. Värme, luftflöde, UV-lampor eller torkning i rack kan användas.
För förpackningar måste härdningen skydda både bläcket och strukturen. Värme kan förvränga tunn kartong, mjuka upp lim eller märka märken på ömtåliga ytor om processen inte kontrolleras.
Rengöringsverktyg skyddar framtida utskriftskvalitet. Skärmar behöver tvättas av ordentligt, bläck tas bort, emulsion tas bort, avfettas och torkas.
En leverantör med dålig städdisciplin kan producera bra första prover och instabila återbeställningar. Det är en varningstecken för förpackningsprogram med säsongsbetonad påfyllning.
Produktionslinjer behöver mer än siktar och gummiskrapor. De behöver fixturer, registreringsstopp, härdningsstationer, inspektionsbelysning, rena ställ, materialhanteringsverktyg och dokumenterade kvalitetskontroller.
RichPacks anpassade förpackningstjänster Koppla ihop dekorationsval med struktur, material, prover, inspektion och global leverans.
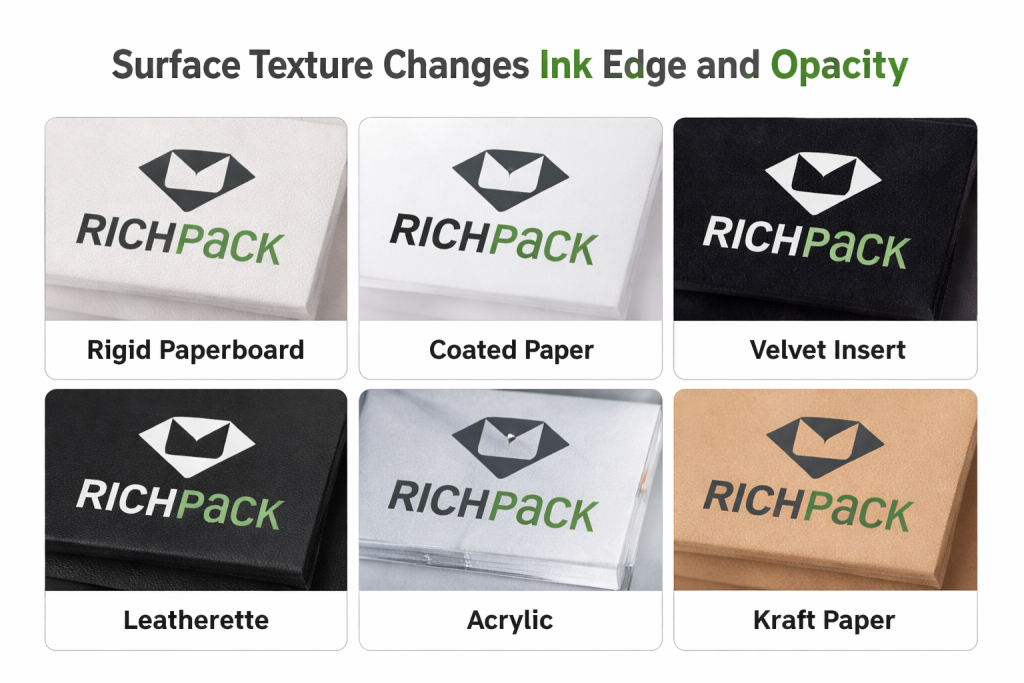
Screentryck är aldrig separat från materialet. Samma bläck kan se exklusivt ut på en yta och billigt på en annan.
Tabellen nedan jämför vanliga smyckesförpackningsmaterial med deras screentrycksbeteende. Använd den innan du godkänner prover eller frågar leverantörer om priser.
| Material | Utskriftsbeteende | Bästa användning | Övervakningspunkt |
| Styvt kartongomslag | Stabil och ren | Logotyper och mönster | Beläggningskompatibilitet |
| Bestruket konstpapper | Skarpa detaljer | Fin grafik | Bläckvidhäftning |
| Sammetsinlägg | Mjuk och absorberande | Endast enkla märken | Suddiga kanter |
| PU läder | Premium ytkänsla | Logotyper och märken | Ytbehandling |
| Trä | Naturlig variation | Boutique-accenter | Spannmålsabsorption |
| Akryl | Smidig och krispig | Displaydelar | Repa och härdning |
| Kraftpapper | Naturlig matt känsla | Ekoförpackningar | Färgmatthet |
Stela lådor är ofta den bästa förpackningsbasen för screentryckta logotyper. Ytan är stabil, formen känns premium och designen kan positioneras med stark visuell kontroll.
Den viktigaste frågan är omslagspappret. Slät bestruket papper kan innehålla fina detaljer. Texturerat papper kan behöva tjockare linjer och enklare markeringar.
Bestruket papper ger skarpare kanter men kan motstå vissa tryckfärger. Vidhäftningstestning är viktigt eftersom tryckfärgen kan sitta kvar på ytan istället för att fästa bra.
Om paketet skaver under transporten, kontrollera både färg och nötningsbeständighet innan du godkänner produktionen.
Sammets- och tyginlägg är svåra eftersom fibrerna förändrar hur bläcket landar. Små märken kan se mjuka ut, och tungt bläck kan platta till texturen.
Använd enkla bilder, bredare radavstånd och begränsad placering. Om märket måste vara tydligt kan du istället använda en vävd etikett, metallplatta, folieetikett eller tryckt kort.
PU-läder och konstläder kan se starka ut med en screentryckt logotyp, men ytkemin varierar kraftigt. Vissa ytbehandlingar accepterar bläck väl. Andra stöter bort det eller kräver förbehandling.
Testa alltid vidhäftning, nötningsbeständighet och färgutseende på exakt det produktionsmaterialet.
Trä ger variation i ådringen. Akryl ger klarhet och risk för repor. Metalldetaljer kräver rätt färg och ytbehandling.
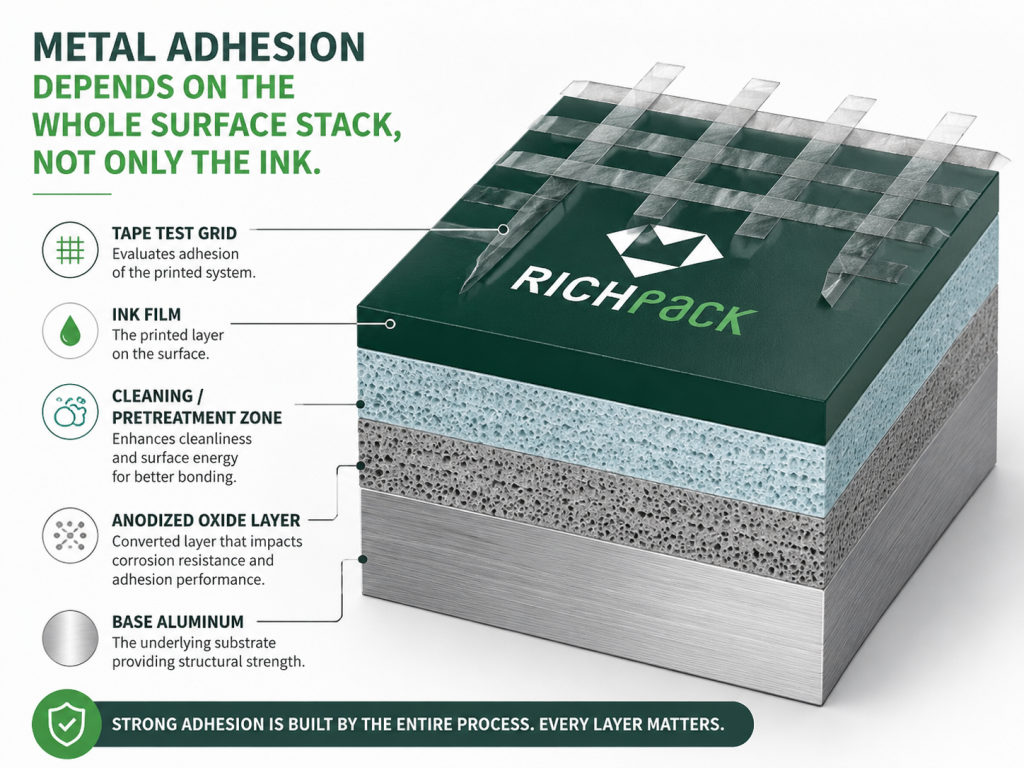
Anodiserad aluminium förtjänar en egen varning. Oxidlagret är hårt och poröst, vilket kan bidra till mekaniskt grepp, men förseglad anodisering, oljerester, polermedel eller fingeravtrycksföroreningar kan förstöra vidhäftningen innan bläcket hinner en chans.
För metallskyltar, logotypetiketter, lådhandtag, magnetiska stängningsplattor och styva låddetaljer bör RichPack behandla screentryck som en konstruerad ytstapel:
En metalldel kan klara en snabb tummegnidning och ändå gå sönder i kundens låda sex veckor senare. Därför bör vidhäftningen kontrolleras efter att färgen har lagt sig helt, inte bara när den kommer av linjen.
Dessa material kan höja gränsen för förpackningar i begränsad upplaga, men de kräver mer testning än vanlig kartong. Leverantören bör bekräfta färgsystemet, härdningsmetoden och hanteringen efter tryckning.
Papperspåsar, smyckeskort och hylsor är praktiska ytor för screentryck. De hanteras också ofta, så nötningsbeständighet och vikningsegenskaper spelar roll.
Kort med örhängeshål, halsbandsspringor eller vikta flikar bör skrivas ut efter att strukturen har kontrollerats. En logotyp som placeras för nära ett snitt kan se feljusterad ut efter montering.
Hållbara förpackningar använder ofta återvunnen kartong, FSC-certifierade papper, kraftpapper, vattenbaserade ytbehandlingar eller tryckfärger med lägre miljöpåverkan. Dessa val kan stödja varumärkesvärden, men vart och ett förändrar tryckbeteendet.
RichPacks hållbara förpackningsalternativ och förpackningsmaterial kan hjälpa team att matcha ytval med dekorationsmål före provtagning.
Den bästa screentryckstekniken är inte den mest komplexa. Det är den som skyddar varumärkesigenkänning samtidigt som den överlever produktion, packning, frakt, visning i butik och kundhantering.
Ett bra beslut börjar med förpackningens funktion. En ringask, papperspåse, lådhylsa, presentkort och displaybricka behöver inte samma utskriftsbeteende.
En lyxlogotyp kräver oftast återhållsamhet. Tät svart, djupvit, varm grå, mjuk metallic eller tonal bläck kan göra mer än en högljudd specialeffekt.
Fråga vad märket ska säga:
Svaret bör vägleda bläck, färg, placering och ytkänsla.
Varje färg ökar risken för installation, registreringsarbete och inspektion. En färg är oftast den renaste vägen för premiumförpackningslogotyper.
Två till fyra färger kan fungera bra för mönster, illustrationer och kollektionsspecifika designer. Utöver det kan screentryck jämföras med offset-, digital- eller hybriddekoration.
Fina linjer kan försvinna i emulsion, fyllas med bläck eller gå sönder under utskrift. Omvänd text är särskilt riskabel på absorberande eller texturerade ytor.
En praktisk regel är enkel: om märket måste läsas från armlängds avstånd på en liten ruta, gör det tydligare än det ser ut på skärmen.
Screentryck kräver förberedelser, så det blir effektivare ju större kvantiteten. Mycket små beställningar kan hanteras bättre med digitaltryck, etiketter, folieprägling eller standardförpackning med en märkt hylsa.
För upprepad förpackning kan den första uppläggningskostnaden vara acceptabel eftersom processen kan styras över flera ombeställningar.
Textur kan få en förpackning att kännas exklusiv, men den minskar kantprecisionen. Släta ytor gynnar skarpa logotyper. Texturerade ytor gynnar större märken, tonal grafik och enklare former.
Godkänn aldrig textur och konstverk separat. De måste samplas tillsammans.
Ett smyckeskrins lock berörs ofta. En papperspåse gnuggar mot näsdukar, band och fraktkartonger. En hylsa kan glida över lådan varje gång den öppnas.
Dessa rörelser avgör om trycket behöver starkare vidhäftning, lättare bläck, en skyddande beläggning eller en annan dekorationsmetod.
Screentryck fungerar bra med folieprägling, prägling, debossing, mjuk beläggning och texturerat papper när varje finish har en tydlig roll.
En stark kombination är ett screentryckt tonmönster med en foliepräglad logotyp. En annan är en tryckt skötselråd på insidan av locket med ett präglat märke på utsidan.
RichPacks stöd för förpackningsdesign hjälper till att koppla samman konstverk, struktur, ytfinish och produktionsgenomförbarhet innan det första provet tillverkas.
De flesta defekter vid screentryck beror på en obalans mellan illustration, material, bläck och processkontroll. Åtgärden är sällan en enda magisk inställning.
Tabellen nedan ger förpackningsteam en snabb diagnostisk överblick. Använd den vid provgranskning och felsökning i produktionen.
| Problem | Troligtvis orsak | Fast |
| Bläckblödning | Nätet är för öppet eller bläcket är för tunt | Justera nät, bläck och tryck |
| Suddiga kanter | Textur eller dålig schablon | Förenkla konsten, förbättra exponeringen |
| Färgskiftning | Variation i bläckblandning eller substrat | Använd uttag och batchmål |
| Gnugga bort | Dålig vidhäftning eller härdning | Testförbehandling och härdning |
| Registreringsdrift | Fixtur- eller uppställningsrörelse | Förbättra stopp och tolerans |
| Tung känsla | För mycket bläckavlagring | Höj nätet eller minska trycket |
| Provmatchningsfel | Annat material eller process | Låsgodkänd produktionsspecifikation |
Bläcket blöder när det rör sig utanför det avsedda utskriftsområdet. Detta kan bero på tunt bläck, öppet nät, hårt tryck, absorberande material eller dålig stencilkant.
På förpackningar är utfallet tydligast på små logotyper och fin text. Den bästa lösningen är att testa det verkliga underlaget och förenkla ömtåliga detaljer före produktion.
Suddiga kanter kommer ofta från ytstruktur, svag schablondefinition eller överflödigt bläck. Ett texturerat papper kan se elegant ut, men det mjukar fortfarande upp en logotypkant.
Om varumärket behöver skarp precision, välj slätare papper eller en annan dekorationsmetod för just det märket.
Färgförändringar kan komma från bläckblandning, pappersfärg, variationer i bestrykning, härdning eller ljussättning. Ett varmt elfenbensfärgat papper kommer att förändra hur vita, grå, guldfärgade och svarta bläck ser ut.
Behåll ett signerat prov och färgmål med varje beställning. Jämför med det godkända fysiska provet vid upprepade körningar, inte bara filen.
Bläck spricker när det inte kan anpassa sig till ytan eller har härdats felaktigt. Bläck gnuggas bort när vidhäftningen är svag eller ytbeläggningen motstår bindning.
Använd tejptest, gnidningstester och förpackningssimulering. Ett vackert prov som inte klarar hanteringen är inte redo för lansering.
Registreringsavvikelser inträffar när skärmar, fixturer, substrat eller operatorer rör sig utanför toleransen. Flerfärgad grafik gör problemet mer synligt.
För premiumlådor, fråga efter registreringstolerans före produktion. Den bör mätas, inte gissas.
För mycket bläck kan få en förpackning att kännas grov eller billig. Detta händer vid låg maskvidd, hårt tryck, tjockt bläck eller upprepade tryck.
Ett premiumtryck ska kännas avsiktligt. Om bläcklagret stör smycket, minska mängden bläck eller ändra finishstrategin.
Prover får ofta mer uppmärksamhet än bulkproduktion. Härdningstiden, operatören, materialbatchen, fixturen eller färgblandningen kan ändras senare.
Förhindra den skillnaden genom att godkänna ett realistiskt produktionsprov och be leverantören att dokumentera de inställningar som använts.
Kvalitetskontroll bör börja före tryckning och fortsätta till slutförpackningen. Målet är inte bara ett vackert första prov. Målet är en repeterbar standard.
RichPacks process för kvalitetskontroll omfattar designgranskning, materialkontroller, produktionsinspektion, spårbarhet och slutgranskning för anpassade förpackningsprogram.
Granskningen av bilden kontrollerar om filen kan skrivas ut rent på den valda ytan. Den bör fånga upp liten text, svag linjebredd, omvända detaljer, dålig färgseparation och riskabel placering.
En design som fungerar på en webbplats kanske inte fungerar på ett 50 mm lock till en ringask.
Godkännande av substrat låser materialet före tryckgodkännande. Pappersnyans, ytbehandling, textur, tyglugg, konstläderådring och återvunnet material kan alla påverka resultatet.
Godkänn det faktiska produktionsmaterialet när det är möjligt.
En bläckavdragning är ett test av bläcket på målmaterialet innan fullständig provtagning. Det visar opacitet, färg, ytkänsla och vidhäftningsrisk.
Detta lilla steg kan förhindra dyra provloopar.
Det första artikelprovet är det första representativa produktionsstycket. Det ska matcha den godkända strukturen, materialet, färgen, tryckpositionen, ytfinishen och förpackningskonstruktionen.
Godkänn inte enbart en tryckprov om den slutliga förpackningen har veck, kurvor, lock, brickor eller insatser.
Färgkontroll för batcher jämför bulkproduktionen med det godkända målet. Belysningen bör vara konsekvent och kontroller bör ske under produktionen snarare än bara i slutet.
Om en färg avviker tidigt kan teamet korrigera det innan för många enheter är klara.
Vidhäftnings- och nötningskontroller visar om bläcket överlever verklig hantering. Det exakta testet kan variera, men principen är enkel: trycket måste sitta kvar på förpackningen under hela frakten och kundanvändningen.
För smyckesaskar, kontrollera lockets hantering, hylsans glidning, insatsens kontakt och nötning av näsduken.
Slutkontrollen tittar på hela förpackningen, inte bara det tryckta märket. En ren logotyp misslyckas fortfarande om lådan är skev, lim syns, sammeten är fläckig eller insatsen sitter löst.
Kvalitet måste bedömas som kunden upplever den.
En stark leverantörsbrief minskar revideringar, kostnadsöverraskningar och lanseringsförseningar. Det hjälper också fabriken att välja rätt tryckprocess innan offert lämnas.
Uppdraget bör vara praktiskt. Leverantören behöver tillräckligt med detaljer för att bygga ett tillförlitligt exempel, inte ett varumärkesmanifest.
Ange leverantören produkttyp, detaljhandelskanal, prisnivå och förpackningsroll. En ringask för fina smycken och ett säsongsbetonat berlockkort kräver olika valmöjligheter.
Ange om paketet är för visning i detaljhandeln, uppackning av e-handel, presenter, påfyllning av grossistvaror eller en begränsad kollektion.
Skicka vektorfiler när det är möjligt. Inkludera färgreferenser, logotypstorlek, placering och eventuella tillåtna toleranser.
Om färgen är kritisk, begär en fysisk avläsning eller ett tryckt prov före massproduktion.
Lista struktur, material, ytpapper, insatsmaterial, ytbehandling och finish. Om du är osäker, be leverantören att rekommendera alternativ och förklara avvägningarna.
Tryckmetoden bör väljas efter att materialet är känt.
Ange lanseringsdatum, första orderkvantitet, förväntad återbeställningskvantitet och leveransmarknad. MOQ och tidpunkt kan ändra den bästa dekorationsmetoden.
Det är här som det blir dyrt att gissa.
En lansering på 300 stycken kan se billigare ut med digitaltryck eftersom uppsättningen är lättare. En ombeställning på 3 000 stycken kan vända på matematiken eftersom screentrycket sprider uppsättningen över fler enheter. Lägg till en andra färg, ett mörkt substrat eller ett metalliskt bläck, och brytpunkten flyttas igen.
Definiera hur prover ska godkännas. Inkludera vem som godkänner, vilken belysning som används, vilka defekter som är oacceptabla och om godkännandet omfattar färg, placering, textur, vidhäftning eller allt.
Detta hindrar ett lag från att godkänna färg medan ett annat senare avvisar ytkänslan.
Be om de tester som är relevanta för förpackningen. För screentryckta förpackningar inkluderar detta ofta nötningsbeständighet, tejpens vidhäftning, färgkonsistens, placering och visuell inspektion.
För premiumförpackningar, kontrollera även lukt, limmärken, insatsens passform och slutmontering.
Förpackning är en del av leveranskedjan. Beställningsanteckningar bör innehålla förpackningsmetod, kartongens styrka, fuktskydd, förvaringsanvisningar och den godkända provreferensen.
Om varan kommer att beställas om säsongsvis, håll specifikationen stabil.
Behöver en leverantörsbrief granskas innan provtagning? RichPack kan hjälpa till att omvandla designmål till logotyptryckta smyckesförpackningar som är redo för offert och produktion.
Screentryck är ett alternativ i en större verktygslåda för dekoration. Premiumförpackningar använder ofta flera metoder tillsammans.
Den bästa metoden är den som matchar konstverk, yta, budget, kvantitet och varumärkeskänsla med minst produktionsrisk.
Screentryck är starkare för täta spotfärger, specialbläck och vissa ytor. Digitaltryck är starkare för konst i fullfärg, små upplagor och varierande design.
För en ren logotyp på en styv låda kan screentryck kännas mer exklusivt. För ett fotografiskt fodral kan digitaltryck vara mer praktiskt.
Offsettryck är starkt för pappersbaserade förpackningar i stora volymer med detaljerad färgåtergivning. Screentryck är starkare för tjockare bläckavlagringar, specialeffekter och icke-standardiserade ytor.
En styv kartongomslag kan använda offsettryck för ett mönster och screentryck för en tät fläcklogotyp.
Folieprägling ger metallisk glans, lyxig kontrast och skarp effekt. Screentryck ger bläckfärg, opacitet och mer varierade yteffekter.
Använd folie när varumärket behöver metallisk glans. Använd screentryck när varumärket behöver färgtäthet, matt bläck, tonmarkeringar eller specialbläckstruktur.
Tamptryck överför bläck med en silikondyna och fungerar bra på böjda eller oregelbundna föremål. Screentryck fungerar bättre på plana ytor.
För ett platt smyckeskrinslock är screentryck ofta enklare. För en böjd sminkmössa eller oregelbunden accessoar kan tampongtryck vara bättre.
UV-tryck kan hänvisa till flera digitala eller bläckhärdande metoder. Det fungerar ofta bra på belagda ytor och för anpassning av korta serier.
Screentryck kan fortfarande vinna när målet är ett kontrollerat punktfärglager, taktil finish eller traditionell produktionsreproducerbarhet.
Använd den här praktiska genvägen:
RichPack-ärenden, inklusive tidlösa smyckesförpackningar och lyxiga smyckesförpackningar, visar hur dekoration, struktur, material och varumärkesberättelse måste fungera tillsammans.
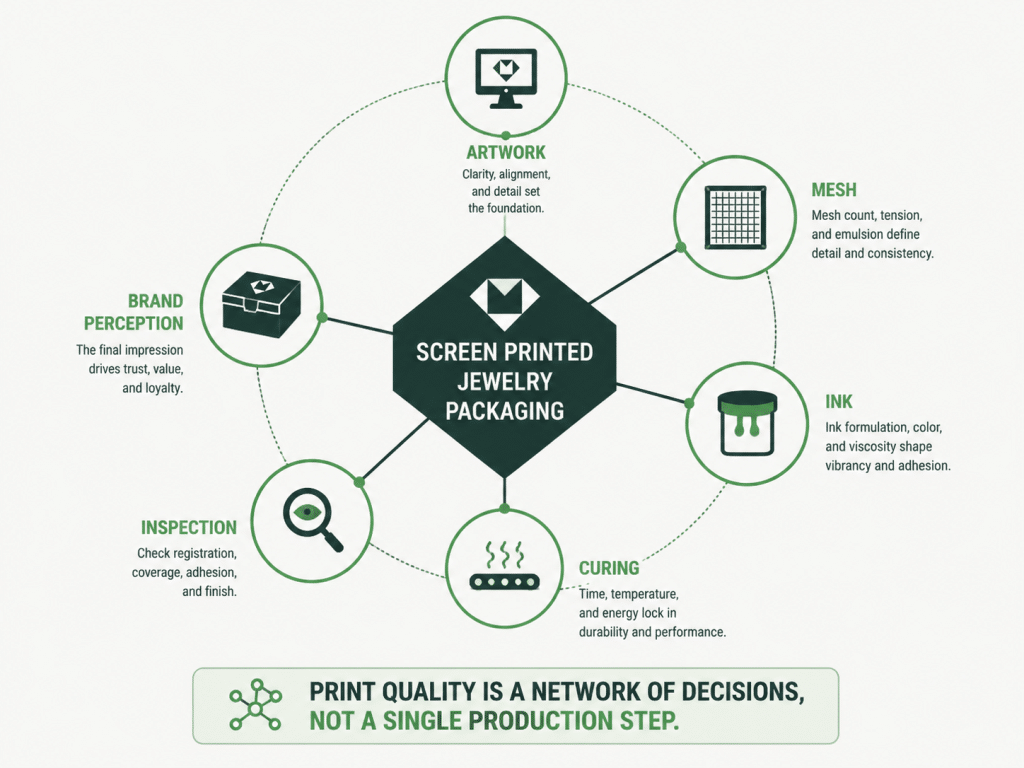
Screentryck fungerar som ett system. Varje enhet förändrar en annan enhet, och det slutliga paketet återspeglar dessa relationer.
| Entity | Attribut | Värde för förpackningsbeslut |
| Konstverk | Linjetjocklek | Avgör stencil- och kantframgång |
| Maska | Räkning och spänning | Kontrollerar bläckflöde och detaljer |
| Bläck | Viskositet och kemi | Kontrollerar opacitet, vidhäftning och känsla |
| Substrat | Textur och beläggning | Kontrollerar kantskärpa och bindning |
| Skrapa | Vinkel och hårdhet | Kontrollerar bläckavsättning |
| Härdning | Tid och energi | Kontrollerar hållbarheten |
| Fixtur | Positionskontroll | Kontrollerar upprepad placering |
| Inspektion | Belysning och tester | Kontrollerar batchgodkännande |
| Förpackningsstruktur | Vik, lock, insats, hylsa | Kontrollerar var utskrifter kan överleva |
| Varumärkesvärde | Visuell och taktil signal | Kontrollerar kundens uppfattning |
Screentryck används bäst för solida logotyper, djärv grafik, specialbläck, taktila effekter och reproducerbar dekoration på förpackningar, kläder, skyltar, kort, väskor och reklamprodukter. I premiumförpackningar är det särskilt användbart när det tryckta märket behöver stark färgtäthet och kontrollerad placering.
Ja, screentryck är bra för smyckesaskar när ytan, bläcket, illustrationerna och härdningsmetoden testas tillsammans. Det fungerar bra för styva asklock, lådhylsor, pappersomslag, invändig varumärkesprofilering, smyckeskort och premiumpapperspåsar.
Kärnutrustningen inkluderar en nätduk, ram, schablonsystem, gummiskrapa, bläck, exponeringsverktyg, tork- eller härdningsverktyg, rengöringsmaterial och registreringsfixturer. Produktionsförpackningar behöver också inspektionsbelysning, stabila jiggar, materialhanteringsställ och dokumenterade godkännandeprover.
Ett screentryckspaket innehåller vanligtvis en screenram, nät, gummiskrapa, bläck, emulsionsfärg, skopbeläggningsmaskin, transparentfilm, tejp och rengöringskemikalier. Startpaket är användbara för inlärning, men professionell förpackning kräver starkare kontroller för registrering, härdning och kvalitetskontroller.
Ja, screentryck kan användas på pappersförpackningar, inklusive styva lådor, fodral, kort, påsar och omslag. Slät bestruket papper har vanligtvis skarpare detaljer, medan texturerat eller återvunnet papper behöver testas eftersom det kan mjuka upp kanter och ändra färgutseende.
Screentryck kan vara mycket hållbart när bläck, substrat, härdning och hanteringsförhållanden matchas. Hållbarheten bör kontrolleras med gnidning, vidhäftning och verkliga förpackningshanteringstester innan godkännande.
Screentryck kan hantera flera färger, men varje färg behöver vanligtvis sitt eget screentryck och registreringssteg. För premiumförpackningar är en till fyra färger ofta det mest praktiska. Komplexa fyrfärgsgrafik kan vara bättre lämpad för offset- eller digitaltryck.
Screentryck är bättre när jobbet kräver täta spotfärger, specialbläck, taktil känsla eller stark opacitet. Digitaltryck är bättre för bilder i fullfärg, små kvantiteter och snabba omslagsbyten. Förpackningsteam bör välja baserat på material, omslag, kvantitet och slutmål.
Ett bra screentryck börjar inte med bläck. Det börjar med ett beslut om vad förpackningen ska kommunicera när kunden först rör vid den.
För smyckesmärken handlar det beslutet sällan bara om färg. Det handlar om huruvida logotypen känns stabil, om lådan håller för priset, om finishen klarar frakten och om nästa beställning ser ut som den första.
Screentryck är fortfarande en av de starkaste dekorationsmetoderna för premiumförpackningar när det hanteras som ett komplett produktionssystem. Matcha illustrationen med substratet, testa bläcket, kontrollera nätet, godkänn ett riktigt prov och håll produktionen till samma standard.
Om du bygger ett nytt program för smyckesförpackningar kan RichPack hjälpa dig att välja rätt dekorationsmetod, struktur, material och kvalitetsplan. Börja med en projektgranskning eller begär en offert för förpackning innan de låser konstverket för produktion.
2025-08-18

2025-04-27

2025-10-26

2025-05-18

2026-04-08

2026-03-08

Skräddarsydda grossistanpassade kosmetiska lådor för skönhetsmärken | Idealiska förpackningslösningar för handlare som kräver skräddarsydda bulkbeställningar
Visa mer
Bulk smyckesförpackningslösningar med snabb leverans | Anpassningsbara mönster för återförsäljare och grossister Richpack
Visa mer
Anpassade papperspåsar med handtag för lätt att bära – Praktiska papperspåsar med robusta handtag
Visa mer
Specialtryckta papperspåsar för smyckesbutiker | Personliga förpackningslösningar för återförsäljare som behöver märkes- och eleganta smyckespresentationer
Visa mer
Hållbara och komposterbara förpackningsset med flera alternativ för miljömedvetna varumärken | Hållbar förpackning för smyckesföretag
Visa mer
Hållbara och säkra påsar av återvunnet papper med förstärkt botten för tunga föremål | Pålitliga förpackningslösningar för smyckesbutiker och återförsäljare
Visa mer
Miljövänliga gröna papperspåsar med fönster för elegant visning – Förbättra produktpresentationen med anpassningsbara lösningar från Richpack
Visa mer