 سابقہ
سابقہ

10 میں پائیدار بیوٹی برانڈز کو متاثر کرنے کے لیے 2025 ماحول دوست کاسمیٹکس پیکجنگ آئیڈیاز
2025-07-13


لپیٹے ہوئے پلاسٹک کی بنیاد کے زیورات کا باکس ایک سخت انجیکشن سے مولڈ فریم کو بغیر کسی ہموار تانے بانے کے بیرونی حصے کے ساتھ ملا دیتا ہے۔ اس کے باوجود، ایک "عیش و آرام کی احساس" اور "سستے دستک" کے درمیان حقیقی فرق کپڑے میں نہیں، بلکہ نیچے چھپی ہوئی انجینئرنگ کی درستگی میں ہے۔
یہ گائیڈ آپ کو مکمل مینوفیکچرنگ کے عمل کو ڈی کوڈ کرنے کے لیے ورکشاپ فلور پر لے جاتی ہے—HIPS 475 سلیکشن سے لے کر 0.1mm مولڈ ٹولرنسز تک — آپ کو سطح سے باہر دیکھنے اور حقیقی معیار کی شناخت کرنے کے لیے اندرونی معلومات سے لیس کرتی ہے۔
جب ہم اعلیٰ درجے کے زیورات کے ڈبوں کے بارے میں بات کرتے ہیں، تو شاید آپ کے ذہن میں "پلاسٹک" پہلی چیز نہ ہو۔ لیکن صنعت کا اندرونی راز یہ ہے کہ مستقل ساخت کے ساتھ بہت سے پائیدار لگژری پیکیجنگ کا بنیادی حصہ بالکل درست طریقے سے تیار کردہ پلاسٹک کی بنیاد، یا پلاسٹک خالی ہے۔
اس طرح کے باکس کا کنکال ایک انجیکشن مولڈ پلاسٹک بیس ہے۔ اس کی "جلد" اعلیٰ درجے کے PU چمڑے، خصوصی کاغذ یا فلالینیٹ ہے، جو درست ریپنگ ٹیکنالوجی کے ذریعے کنکال کے ساتھ بالکل فٹ بیٹھتی ہے۔ یہ ڈھانچہ لکڑی کے ڈبے کی مضبوطی فراہم کرتا ہے، جبکہ اس میں انتہائی اعلیٰ ڈیزائن لچک اور مستقل مزاجی بھی ہوتی ہے۔ اپنی مرضی کے مطابق زیورات کی پیکیجنگ.

اعلیٰ درجے کی مینوفیکچرنگ میں، پلاسٹک سستی کا مترادف نہیں ہے۔ اس کے برعکس، اگرچہ یہ زیورات کے خانوں جیسے کہ مخمل اور لکڑی کے لیے خام مال کی طرح عمدہ نہیں ہے، لیکن یہ زیورات کے خانوں کی نزاکت کو تشکیل دینے کی بنیاد ہے۔ پلاسٹک کے اڈوں کے ساتھ، ہم سیکڑوں ہزار یوآن کے درست سانچوں کا استعمال کرتے ہوئے ذیلی ملی میٹر کی سطح تک جہتی رواداری کو کنٹرول کر سکتے ہیں۔ یہ ایسی چیز ہے جو ہاتھ سے بنے ہوئے کاغذ کے ڈبوں یا قدرتی لکڑی سے کبھی میل نہیں کھا سکتے۔ یہ درستگی کامل خلا، ہموار کھلنے اور بند ہونے، اور مستقل ساخت کی بنیاد رکھتی ہے۔
اس مضمون میں ظاہر کردہ بنیادی ڈھانچہ ہینڈڈ قسم ہے۔ الگ الگ اوپر اور نیچے کے ڈھکنوں کے برعکس، قلابے والے ڈھانچے میں بیس کی جہتی درستگی کے لیے بہت زیادہ تقاضے ہوتے ہیں۔ اوپری اور نچلے ڈھکنوں کو بالکل سیدھ میں ہونا ضروری ہے تاکہ اس خاموش، ہموار کھلنے کے تجربے کو تھوڑا سا نم ہونے کے احساس کے ساتھ حاصل کیا جا سکے۔
ایک کامل خانہ دو اہم عناصر سے شروع ہوتا ہے: صحیح مواد اور بے عیب سانچوں سے۔ اس قدم پر ایک غلطی بعد کی تمام کوششوں کو برباد کر دے گی۔ صحیح معنوں میں تکنیکی ضروریات میں مہارت حاصل کرنے کے لیے، ہم تجویز کرتے ہیں۔ جیولری پیکجنگ میٹریلز میں مہارت حاصل کرنا: ایک جامع گائیڈ.
ہمارے 80% ریگولر پلاسٹک بکس HIPS، یا ہائی امپیکٹ پولیسٹیرین، خاص طور پر 475 گریڈ پر انحصار کرتے ہیں۔ کیوں؟ سب سے پہلے، اس میں متوازن سختی ہے۔ پلاسٹک کے خالی جگہوں کو توڑنا آسان نہیں ہے اور یہ نقل و حمل کے جھٹکے برداشت کر سکتے ہیں۔ HIPS 475 کی سختی بین الاقوامی شپنگ کے معیارات کو پورا کرنے کے لیے اہم ہے، یہ ایک عام مسئلہ ہے جس پر شپنگ کے لیے سرفہرست 10 انتہائی پائیدار زیورات کی پیکیجنگ مواد. دوسرا، یہ بہترین چپکنے والی پابندی ہے. اس کا مطلب ہے کہ گلو اپنی سطح پر مضبوطی سے چپک سکتا ہے، بعد میں PU چمڑے کو لپیٹتے وقت چھالوں یا چھیلنے سے روکتا ہے۔ ہم فرسٹ کلاس نئے مواد کے استعمال پر اصرار کرتے ہیں، کیونکہ ری سائیکل شدہ مواد میں موجود نجاست پلاسٹک کے خالی جگہوں پر سیاہ دھبوں کا باعث بنتی ہے۔ لپیٹنے کے بعد بھی ان دھبوں کو چھپایا نہیں جا سکتا۔


اگر گاہک حتمی ماحولیاتی تحفظ یا اعلی درجے کے احساس کی پیروی کرتے ہیں، تو ہم PET کی سفارش کریں گے۔ یہ مشکل اور بہت ماحول دوست ہے۔ لیکن یہ ایک نازک مواد ہے جو نمی کو آسانی سے جذب کر لیتا ہے۔ انجیکشن مولڈنگ سے پہلے، PET چھروں کو 80 - 95℃ پر پورے 4 گھنٹے تک خشک کرنا چاہیے۔ یہاں تک کہ ایک منٹ کم بھی پلاسٹک کے خالی جگہوں میں بلبلوں کو چھوڑ سکتا ہے اور پورے بیچ کو برباد کر سکتا ہے۔
سانچہ زیورات کے ڈبے کی لائف لائن ہے—خاص طور پر hinged باکس مینوفیکچرنگ. سانچوں کے ایک اچھے سیٹ پر بہت زیادہ لاگت آتی ہے، اور اس کی درستگی ہر چیز کا تعین کرتی ہے۔ ہمیں Ra 0.8μm تک پہنچنے کے لیے مولڈ گہا کی سطح کی کھردری کی ضرورت ہوتی ہے، جو تقریباً ایک آئینے کی طرح ہے۔ میں پیچیدگی کی سطح ایک صحت سے متعلق hinged باکس مینوفیکچرنگ ہماری گائیڈ میں تفصیلی ہے۔
مولڈ جیولری باکس کی لائف لائن ہے۔ سانچوں کا ایک اچھا سیٹ ہر چیز کا تعین کرتا ہے۔
ہم Ra 0.8μm (آئینہ ختم) کا مطالبہ کیوں کرتے ہیں؟ معیاری سانچوں میں اکثر Ra 3.2μm کا کھردرا پن ہوتا ہے، جو پلاسٹک پر خوردبینی لکیریں چھوڑ دیتا ہے۔ ہم اپنے مولڈ گہاوں کو Ra 0.8μm تک پالش کرتے ہیں۔
فائدہ: آئینے جیسی پلاسٹک کی سطح اس بات کو یقینی بناتی ہے کہ گوند یکساں طور پر پھیلے (0.1 ملی میٹر موٹائی)، چمڑے کی آخری ریپنگ پر "بلبلنگ" یا "سنتری کے چھلکے" کے اثرات کے خطرے کو مکمل طور پر ختم کرتی ہے۔
ہم 1.2mm اور 2mm کے درمیان دیوار کی موٹائی کو سختی سے کنٹرول کرتے ہیں۔ اگر یہ بہت پتلا ہے تو، باکس کمزور اور سستا نظر آئے گا. اگر یہ بہت موٹی ہے، تو سطح سکڑ جائے گی اور ٹھنڈا ہونے پر ڈوب جائے گی۔ ریپنگ کا مواد کتنا ہی موٹا کیوں نہ ہو، وہ اس خامی کو پورا نہیں کر سکتا۔ ڈیزائنرز اکثر چھوٹے R-corners کو ترجیح دیتے ہیں، لیکن یہ پلاسٹک کے بہاؤ کو روک کر اور ریپنگ میٹریل کو پھاڑ کر مینوفیکچرنگ کو پیچیدہ بنا دیتا ہے۔ ناکافی بھرنے اور مواد کی خرابی کو روکنے کے لیے، ہم ڈیزائنرز سے مشورہ کرتے ہیں تاکہ یہ یقینی بنایا جا سکے کہ R-corners کم از کم ہوں۔ R1.5. یہ اس کے ساتھ مطابقت رکھتا ہے۔ standard DFM رہنما خطوط جن میں radi کی ضرورت ہوتی ہے۔us کم سے کم 0.5 اوقات * دیوار کی موٹائی، جمالیات اور دستکاری کے درمیان کامل توازن قائم کرنا۔
بلیو پرنٹ کے ساتھ، ہم ورکشاپ میں داخل ہوتے ہیں۔ پلاسٹک کے چھروں کو پلاسٹک کے خالی خالی جگہوں میں تبدیل کرنا سب کچھ درست درجہ حرارت اور وقت کے کنٹرول پر منحصر ہے۔
انجیکشن مولڈنگ مشین کا بیرل تین مرحلے کی ہیٹنگ کا استعمال کرتا ہے۔ مثال کے طور پر HIPS 475 لیں۔ فیڈ انلیٹ کو 170℃، درمیانی حصے کو 190℃، اور نوزل کو 200℃ تک گرم کیا جاتا ہے۔ اگر درجہ حرارت بہت کم ہے تو، پلاسٹک مکمل طور پر نہیں پگھلے گا، خالی جگہوں پر ٹھنڈے مواد کے نشانات چھوڑ جائیں گے۔ اگر درجہ حرارت بہت زیادہ ہو تو، پلاسٹک کاربنائز ہو جائے گا، جس سے خالی جگہیں سیاہ ہو جائیں گی۔ ہمارے تکنیکی ماہرین انجیکشن مولڈنگ پراسیس شیٹ کے مطابق سختی سے کام کرتے ہیں اور تجربے کی بنیاد پر تصادفی طور پر ترتیبات کو کبھی بھی ایڈجسٹ نہیں کرتے ہیں۔

صبر معیار کو یقینی بنانے کا حصہ ہے۔ 2 ملی میٹر موٹی پلاسٹک خالی کو مولڈ میں کم از کم 60 سیکنڈ تک ٹھنڈا ہونا چاہیے۔ کارکردگی کو بہتر بنانے کے لیے اسے جلد نکالنا خرابی کا باعث بنے گا کیونکہ خالی جگہ مکمل طور پر سیٹ نہیں ہوئی ہے۔ ہم 100% کوالیفائیڈ ریٹ کی ضمانت دینے کے لیے تھوڑی سی کارکردگی کو قربان کرنے کو ترجیح دیں گے۔
سانچے سے نکالے جانے کے بعد، پلاسٹک کے خالی ٹکڑے براہ راست ٹوکریوں میں نہیں پھینکے جا سکتے۔ کارکنوں کو 20 سینٹی میٹر کے فاصلے سے بصری معائنہ کرنا چاہیے، سنک، ویلڈ لائنز، خروںچ یا گمشدہ مواد کی تلاش میں۔ کسی بھی عیب دار خالی کو اگلے عمل میں داخل نہیں ہونا چاہیے۔
کوالیفائیڈ پلاسٹک خالی جگہوں کے لیے، انسپکٹرز کو معیاری نمونے کے خلاف اپنے طول و عرض کی واضح طور پر تصدیق کرنی چاہیے۔ صرف اس صورت میں جب طول و عرض کے درست ہونے کی تصدیق ہو جائے تو انہیں اگلی پروڈکشن لائن پر بھیجا جا سکتا ہے۔ ہمیں انسپکٹرز کی ضرورت ہوتی ہے تاکہ یہ یقینی بنایا جا سکے کہ خالی جگہوں میں بغیر کسی ناہمواری کے فلیٹ اور ہموار سطحیں ہوں۔ دوسری صورت میں، غلط طول و عرض بعد میں لپیٹنا ناممکن بنا دے گا۔ ناہموار سطحیں تیار شدہ مصنوعات کو پھیکا بنا دیں گی، جس سے صارفین کے اعلیٰ درجے کے خانوں کے تاثر کو براہ راست نقصان پہنچتا ہے۔
جہاں تک نااہل مصنوعات کا تعلق ہے، ہمارے پاس ری سائیکلنگ کا سخت عمل ہے۔ سب سے پہلے، انسپکٹرز کو واضح وجوہات کے ساتھ تمام ناقص اشیاء کو رجسٹر اور ترتیب دینا چاہیے۔ پھر ان ناقص اشیاء کو کرشنگ ایریا میں لے جا کر الگ سے کچلنا چاہیے۔ ناقص مصنوعات کو کبھی بھی اہل مصنوعات کے ساتھ نہیں ملایا جانا چاہیے۔ ایک بار ملانے کے بعد، پورا بیچ آلودہ ہو جائے گا۔
پلاسٹک خالی کنکال ہے، اور ریپنگ مواد جیسے PU چمڑے اور فلالینیٹ کپڑے کی طرح ہیں. ان "کپڑوں" کو کاٹنے کے لیے انتہائی درستگی کی ضرورت ہوتی ہے۔
• عمل کا بہاؤ: رول میٹریل، جیسے PU چمڑے یا کاغذ کے بڑے رول → معائنہ → بڑی چادروں میں کاٹنا → ڈبوں والے باکس کے کھولے ہوئے پیٹرن کے مطابق شکلوں میں ڈائی کٹنگ۔
• پلاسٹک خالی کریزنگ: فلیٹ کریزنگ اور کٹنگ مشین استعمال کریں۔ کریز کی گہرائی 0.3 - 0.5 ملی میٹر ہونی چاہیے۔ بہت گہرا کریز آسانی سے خالی کو توڑ دے گا۔ تہ کرنے پر بہت اتلی جھریوں کا سبب بنے گی۔
• ریپنگ میٹریل کاٹنا: خصوصی کاغذ کو کاغذی کٹر کے ساتھ کاٹا جاتا ہے، جس کی برداشت 0.2 ملی میٹر سے زیادہ نہیں ہوتی ہے۔ اسے کاغذ کے اناج کی سمت کے ساتھ کاٹا جانا چاہئے۔ بصورت دیگر، گوند کو جذب کرنے کے بعد کاغذ پھیلے گا اور بگڑ جائے گا، جس کی وجہ سے تیار شدہ پروڈکٹ کناروں پر گھوم جائے گی۔ PU چمڑے اور فلالینیٹ کو لیزر کٹر کے ساتھ کاٹا جاتا ہے، بغیر لنٹ کے نقصان کے صاف کناروں کو یقینی بناتا ہے۔
• لائنر پروسیسنگ: ہم 30kg/m³ سے زیادہ کثافت کے ساتھ اعلی کثافت والے جھاگ کا استعمال کرتے ہیں۔ پنچ پریس کے ساتھ جھاگ میں نالیوں کو چھوتے وقت، نالیوں کو زیورات سے تھوڑا چھوٹا ہونا چاہیے۔ یہ جھاگ کی لچک کو زیورات کو محفوظ طریقے سے رکھنے کی اجازت دیتا ہے۔
یہ "کنکال" اور "کپڑوں" کو مکمل طور پر یکجا کرنے کا مرحلہ ہے، اور یہ دستکاری کو بھی سب سے زیادہ جانچتا ہے۔
یہ باکس کی ظاہری شکل کو بڑھانے کا عمل ہے۔
ہاٹ سٹیمپنگ: دو قسمیں ہیں، خودکار اور دستی۔ خودکار مشینیں باقاعدہ لوگو کے لیے استعمال کی جاتی ہیں، جن کی کارکردگی 300 - 500 ٹکڑے فی گھنٹہ ہے۔ درجہ حرارت 130 ℃ سے 150 ℃ تک اور دباؤ 5MPa سے 8MPa تک ہے۔ PU چمڑے کے لیے، درجہ حرارت 130℃ پر کم ہونا چاہیے۔ کھردری ساخت کے ساتھ خصوصی کاغذ کے لیے، دباؤ کو 8MPa پر ایڈجسٹ کرنے کی ضرورت ہے۔

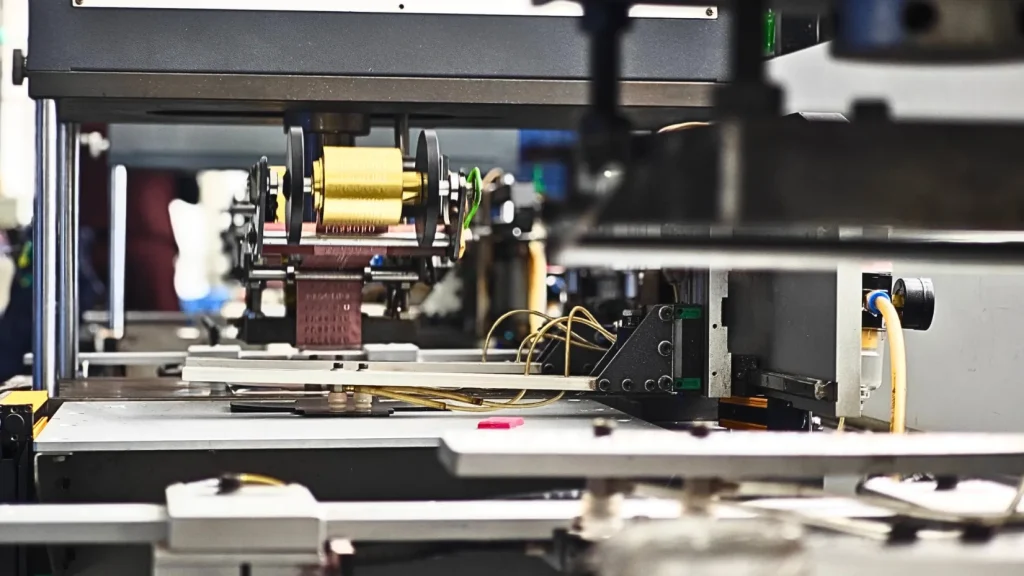
• دستی ہاٹ اسٹیمپنگ کا راز: سوتی کپڑے، ریشم یا ساٹن جیسے موٹے مواد پر مہر لگانے کے لیے، جو لچکدار اور موٹائی میں ناہموار ہیں، ہمیں دستی گرم مہر لگانے کا سامان استعمال کرنا چاہیے۔ ہنر مند کاریگر ریئل ٹائم میں دباؤ کو ایڈجسٹ کرسکتے ہیں کہ مواد کتنا ڈوبتا ہے، اس بات کو یقینی بناتے ہوئے کہ اسٹیمپنگ کی گہرائی اور مضبوطی کسٹمر کی ضروریات کو پورا کرتی ہے۔ اس قسم کا قطعی کنٹرول ایک ایسا ہنر ہے جسے خودکار مشینیں حاصل نہیں کر سکتیں۔ دستی ہاٹ اسٹیمپنگ کی پوزیشننگ کی خرابی 0.1 ملی میٹر سے زیادہ نہیں ہونی چاہیے۔
ڈیبوسنگ: ہائیڈرولک ایمبوسنگ مشین کا استعمال کریں، جس کا درجہ حرارت 80 - 100 ℃، 10 - 15MPa کا دباؤ، اور پیٹرن کی گہرائی 0.2 - 0.3 ملی میٹر ہو۔
• فلم لیمینیشن: فلم کو بلبلوں کے بغیر مضبوطی سے منسلک کیا جانا چاہئے. ہمارے پاس کارکنوں نے کنارے کرلنگ کو روکنے کے لیے لیمینیشن کے بعد فلم کو دوبارہ دبایا ہے۔
اسمبلی ورکشاپ آخری اور سب سے زیادہ دستکاری کی جانچ کا مرحلہ ہے۔ یہاں ہم پلاسٹک کے خالی فریم کو تیار شدہ بیرونی شیل میں ضم کرتے ہیں اور پھر اسے لائنر کے ساتھ جوڑ دیتے ہیں۔ ورکشاپ کے دو بنیادی حصے ہیں: بیرونی باکس کی تشکیل اور اسمبلی لائن، ہر ایک کے اپنے سخت معیارات ہیں۔
| نمایاں کریں | دستی ریپنگ ( کاریگری) | خودکار پیداوار (کارکردگی) |
| بہترین | فاسد شکلیں (دل، مسدس)، پیچیدہ ڈیزائن | باقاعدہ شکلیں (مربع، مستطیل)، معیاری سائز |
| آؤٹ پٹ | محدود (تفصیل پر زیادہ توجہ) | 800 - 1,000 ٹکڑے فی گھنٹہ |
| گوند کی موٹائی | انسانی کنٹرول (مواد پر مبنی) | عین مطابق 0.1 - 0.2 ملی میٹر آٹو کنٹرول |
| فائدہ | لچکدار کپڑے (ریشم، سوتی) کو بالکل ہینڈل کرتا ہے۔ | 100% ہموار اور مستقل مزاجی کی ضمانت دیتا ہے۔ |
فاسد خانوں کے لیے دستی ریپنگ ہماری ورکشاپ کا دستخطی کام ہے۔ یہ خاص طور پر بے قاعدہ شکل والے خانوں کو ہینڈل کرتا ہے جیسے دل کے سائز کے اور ہیکساگونل، مکمل طور پر ہنر مند کارکنوں کی کاریگری اور صبر پر انحصار کرتا ہے۔

• خودکار gluing مشینوں کے ساتھ gluing: گلو پرت کو 0.1 ملی میٹر اور 0.2 ملی میٹر کے درمیان کنٹرول کیا جانا چاہیے۔ بہت موٹا گوند بہہ جائے گا اور فلالینیٹ سے چپک جائے گا۔ بہت پتلی کمزور آسنجن کا نتیجہ ہو گا.
• پوزیشننگ: ورکرز ریپنگ میٹریل کو پلاسٹک کے خالی جگہ پر درست طریقے سے جوڑتے ہیں، پوزیشننگ کی غلطی 0.2 ملی میٹر سے زیادہ نہیں ہوتی۔

• تہہ کرنے والے کنارے: ورکرز کو کریزنگ مشین کی طرف سے بنائی گئی کریزوں کے ساتھ جوڑنا چاہیے، خاص طور پر کونوں میں، تاکہ ریپنگ مواد کو جھریاں پڑنے سے بچیں۔
• بلبلا دبانا: بلبلوں کو ہٹانے کے لیے کھرچنی کا استعمال کریں، اور اس کے بعد دوسرا بلبلا دبانے کا عمل کریں۔
• اوپری اور نچلے باکس پینلز کی تنصیب: جامنگ یا غیر معمولی شور کے بغیر ہموار کھلنے اور بند ہونے کو یقینی بنائیں۔
• کنارے سیلنگ: سخت سگ ماہی کو یقینی بنانے کے لیے باکس کے کناروں کو خصوصی کنارے کی پٹیوں سے لپیٹیں۔
• صفائی اور عارضی ذخیرہ: گلو کے داغ اور دھول کو دور کرنے کے لیے باکس کی سطح کو لنٹ سے پاک کپڑے سے صاف کریں۔
خودکار مربوط پیداوار باقاعدہ سائز کے خانوں کے لیے ہے۔ مکمل طور پر خودکار مشینیں مؤثر طریقے سے کام کرتی ہیں، فی گھنٹہ 800 - 1000 ٹکڑے پیدا کرتی ہیں۔ یہ مشینیں گلونگ، پوزیشننگ، ایج فولڈنگ، ببل پریسنگ اور ایج سیلنگ کے عمل کو مربوط کرتی ہیں۔ مزید اہم بات یہ ہے کہ وہ خود بخود چپٹی پن کا پتہ لگاتے ہیں اور 0.3 ملی میٹر سے زیادہ چپٹی پن کی غلطی کے ساتھ کسی بھی مصنوعات کو مسترد کرتے ہیں۔

صرف اہل بیرونی خانے ہی اس اسمبلی لائن میں داخل ہو سکتے ہیں۔ اس عمل میں ہاٹ اسٹیمپڈ یا ابھرے ہوئے لائنرز کو تیار شدہ بیرونی خانوں کے ساتھ دستی طور پر جوڑنا شامل ہے۔ اسے بیرونی باکس بنانے سے زیادہ درستگی کی ضرورت ہوتی ہے، کیونکہ لائنر وہ پہلا معیار کی تفصیل ہے جو صارفین کو باکس کھولتے وقت نظر آتی ہے۔ اسمبلی لائن میں چھ اسٹیشن ہیں، ہر ایک کو ایک سرشار کارکن چلاتا ہے۔
6-اسٹیشن کا عمل
اندرونی گلونگ: 0.1 ملی میٹر کی گلو پرت کی موٹائی کے ساتھ، بیرونی باکس کی اندرونی دیوار پر یکساں طور پر گلو لگانے کے لیے ایک چھوٹا سا گلو ڈسپنسر استعمال کریں۔ پانچ گلو نقطے لگائیں، چاروں کونوں میں سے ایک اور درمیان میں ایک۔ زیادہ بہاؤ کو روکنے کے لئے گلو کی مقدار کو سختی سے کنٹرول کریں۔
لائنر کی پوزیشننگ کی خرابی 0.2 ملی میٹر سے زیادہ نہیں ہونی چاہیے۔ اگر یہ غلط جگہ پر ہے تو اسے تبدیل کریں۔
اس بات کو یقینی بنانے کے لیے دستی ببل پریس کا استعمال کریں کہ لائنر بیرونی خانے کے ساتھ مضبوطی سے فٹ ہو جائے، بغیر کسی ڈھیلے یا بلبلے کے۔
یہ پہلا معیار معائنہ چوکی ہے۔ لائنر کے فٹ، بیرونی باکس کی سطح کی حالت، اور یہ چیک کریں کہ آیا باکس آسانی سے کھلتا اور بند ہوتا ہے۔
ایئر گن کی صفائی:
سب سے پہلے، دھول اور ریشوں کو اڑانے کے لیے ہائی پریشر ایئر گن کا استعمال کریں جس کے دباؤ کو 0.3MPa میں ایڈجسٹ کیا گیا ہو۔
پھر بیرونی باکس کی سطح کو ایک ہی سمت میں لنٹ فری کپڑے سے صاف کریں۔
0.03 ملی میٹر موٹائی والے شفاف ڈسٹ پروف پی ای بیگز میں اہل مصنوعات ڈالیں۔ بیگ کے منہ کو سیل کرنے والی مشین سے 180℃ پر 1 سیکنڈ کے لیے مضبوطی سے بند کریں۔
کارٹنوں میں پیک کرتے وقت، ہر باکس کو EPE فوم سے الگ کریں۔ محفوظ نقل و حمل کو یقینی بنانے کے لیے کارٹن کے چاروں کونوں پر کارنر پروٹیکٹر یا فوم لگائیں۔
آؤٹ باؤنڈ مینجمنٹ: ڈیلیوری سے پہلے، ہمیں ضرورت ہے کہ کارٹن فلیٹ ہوں اور بغیر کسی نقصان کے برقرار ہوں۔ نقل و حمل کے دوران مصنوعات کو نقصان نہ پہنچانے کو یقینی بنانے کے لیے سیلنگ ٹیپ کو چھیلنا نہیں چاہیے۔
چاہے آپ زیورات کے خانوں میں استعمال ہونے والے خام مال کے بارے میں متجسس ہوں یا زیورات کی پیکیجنگ کی تیاری کے پورے عمل کے بارے میں جاننے کے خواہشمند ہوں، یہ دیکھنے کے لیے ابھی پلے دبائیں کہ آپ کا اگلا جیولری باکس کیسے کھلے گا۔
معیار کا معائنہ خامیوں کو تلاش کرنے کے بارے میں نہیں ہے۔ یہ مصنوعات کے معیار کو یقینی بنانے کے بارے میں ہے۔ ہمارے پاس چار سخت معیار کے معائنہ کی چوکیاں ہیں۔

انسپکٹر ہر باکس کو 10 بار بار بار کھولتے اور بند کرتے ہیں۔ وہ غیر معمولی شور کو سنتے ہیں اور چیک کرتے ہیں کہ آیا حرکت ہموار ہے۔ کلپ فورس کو 500 گرام اور 800 گرام کے درمیان کنٹرول کیا جانا چاہیے۔ اگر یہ بہت ڈھیلا ہے، تو باکس نقل و حمل کے دوران کھل سکتا ہے۔ اگر یہ بہت تنگ ہے تو، صارفین اسے کھولنے کے لیے جدوجہد کریں گے۔
کے تحت کم زاویہ چرنے والی لائٹس- جو الگ تھلگ ہے۔ سطح ٹپوگرافی اونچائی کی مختلف حالتوں کو ظاہر کرنے کے لیے - یہاں تک کہ چھوٹے بلبلے، جھریاں، یا غلط طریقے سے لپیٹنے والے مواد کو چھپایا نہیں جا سکتا۔ یہ تمام عملوں کا حتمی معائنہ ہے، بشمول مولڈنگ، گلونگ، اور ببل پریسنگ۔
گلو اور پنجاب یونیورسٹی چمڑے دونوں میں بدبو آتی ہے۔ ہماری تمام تیار شدہ مصنوعات کو کم از کم 24 گھنٹے ہوادار ہونا چاہیے۔ بصورت دیگر، جب گاہک باکس کھولیں گے تو تیز بو ہماری تمام سابقہ کوششوں کو فوری طور پر برباد کر دے گی۔
آخر میں، دھول کو ہٹانے کے لیے ایک ایئر گن اور گلو کے نشانوں کو مٹانے کے لیے لنٹ سے پاک کپڑے کا استعمال کریں۔ کوالیفائیڈ مصنوعات پیئ ڈسٹ پروف بیگز میں ڈالی جاتی ہیں۔ کارٹنوں میں پیک کرتے وقت، ہر تہہ کو گتے سے الگ کریں اور کارٹن کے اندر کارنر پروٹیکٹر لگائیں۔ یہ یقینی بناتا ہے کہ مصنوعات آپ تک محفوظ طریقے سے پہنچتی ہیں۔
اب جب کہ آپ مینوفیکچرنگ کے عمل کو سمجھتے ہیں، آپ پہلے سے ہی ایک اندرونی ہیں۔ B2B کا انتخاب کرتے وقت زیورات پیکیجنگ مینوفیکچرنگ پارٹنر، آپ یہ تین اہم سوالات پوچھ سکتے ہیں:
صرف یہ مت پوچھیں کہ "آپ کون سا پلاسٹک استعمال کرتے ہیں؟" اس کے بجائے، پوچھیں "آپ کس گریڈ کا HIPS استعمال کرتے ہیں؟ کیا یہ نیا مواد ہے یا ری سائیکل مواد؟" ہماری طرح ایک پیشہ ور فیکٹری آپ کو نئے HIPS 475 میٹریل کے فوائد بتائے گی اور وضاحت کرے گی کہ ہم ری سائیکل شدہ مواد کیوں استعمال نہیں کرتے۔
ان کے مولڈ کی درستگی کے بارے میں پوچھیں۔ ہمارا معیار 0.1 ملی میٹر ہے۔ مولڈ گہا کی سطح کی کھردری کے بارے میں بھی پوچھیں، جو ہمارے لیے Ra 0.8μm ہے۔ یہ سوال ان دلالوں کو جلدی سے ختم کر سکتا ہے جو صرف سیلز جانتے ہیں اور مینوفیکچرنگ کے بارے میں کچھ نہیں جانتے۔
صرف یہ مت پوچھیں کہ "کیا آپ کے پاس معیار کا معائنہ ہے؟" پوچھیں "آپ کے معیار کے معائنہ کے معیارات کیا ہیں؟" کیا وہ افتتاحی اور اختتامی ٹیسٹ کراتے ہیں؟ کیا وہ بدبو کی جانچ کرتے ہیں؟ کیا وہ معائنہ کے لیے سائیڈ لائٹس استعمال کرتے ہیں؟ ہماری طرح ایک پختہ کوالٹی کنٹرول کا عمل فعال اور کثیر جہتی ہونا چاہیے۔

A: MOQ ڈیزائن کی پیچیدگی پر منحصر ہے۔ موجودہ سانچوں کا استعمال کرتے ہوئے باقاعدہ خانوں کے لیے، MOQ کم ہے۔ اپنی مرضی کے مطابق ڈیزائن کے لیے نئے سانچوں کی ضرورت ہوتی ہے، MOQ عام طور پر زیادہ ہوتا ہے۔ ہم یہ دیکھنے کے لیے ہم سے رابطہ کرنے کی تجویز کرتے ہیں کہ آیا ہمارے پاس آپ کے مطلوبہ سائز میں موجودہ سانچے موجود ہیں اور درست اقتباس کے لیے اپنے مخصوص ڈیزائن پر بات کریں۔
A: ایک درست انجیکشن مولڈ کو 0.1 ملی میٹر کی درستگی کی ضرورت کو پورا کرنے کے لیے ڈیزائن، تیاری اور جانچ میں عموماً 4-6 ہفتے لگتے ہیں۔
A: ہاں ضرور. ہم صنعت اور پیشکش کی پائیدار تبدیلی کی حمایت کرتے ہیں۔ GRS سے تصدیق شدہ ری سائیکل شدہ HIPS اس کے ساتھ ساتھ ماحول دوست PET۔
ماہرانہ بصیرت: اگرچہ ری سائیکل شدہ مواد ماحول کے لیے بہترین ہیں، لیکن ان میں بعض اوقات معمولی نجاستیں بھی ہوسکتی ہیں جو سطح کی ہمواری کو متاثر کرتی ہیں۔
: سفارش اگر آپ ری سائیکل پلاسٹک کی بنیاد کا انتخاب کرتے ہیں، تو ہم ریپنگ کے لیے انتہائی پتلی، ہلکے رنگ کا ریشم استعمال کرنے کے خلاف مشورہ دیتے ہیں۔ اس کے بجائے، ہم استعمال کرنے کی تجویز کرتے ہیں۔ بناوٹ والا کاغذ، مخمل، یا موٹا ویگن چمڑا. یہ مواد کسی بھی خوردبینی خامیوں کو چھپانے کے لیے ری سائیکل شدہ اڈوں کے ساتھ بالکل کام کرتا ہے، جس سے آپ دونوں کو حاصل کر سکتے ہیں۔ ماحولیاتی سرٹیفیکیشن اور ایک پریمیم جمالیاتی.
ایک اعلیٰ قسم کا لپٹا ہوا پلاسٹک بیس جیولری باکس پلاسٹک اور فیبرک کے سادہ امتزاج سے کہیں زیادہ ہے۔ یہ درست مواد کے انتخاب (جیسے HIPS 475)، مہنگے سانچوں (0.1mm درستگی)، سخت عمل پر قابو (درجہ حرارت کا انتظام) اور پیچیدہ کاریگری (0.2mm رواداری) کا کرسٹلائزیشن ہے۔
پائیدار کنکال سے لے کر بے عیب ظاہری شکل تک، ہر قدم آپ کے برانڈ کی حتمی پیشکش کا تعین کرتا ہے۔
کیا آپ ایک ایسے پیکیجنگ پارٹنر کی تلاش میں ہیں جو نہ صرف سیلز کو سمجھتا ہو بلکہ آپ کے برانڈ کے لیے مینوفیکچرنگ میں بھی مہارت رکھتا ہو؟ ہم 0.1 ملی میٹر کے فرق کی تعریف کرتے ہیں۔
ہمارے پیکیجنگ ماہرین سے رابطہ کریں۔ اپنے اگلے حسب ضرورت پروجیکٹ پر بات کرنے کے لیے، یا ہمارے عمل کے نمونے کے خانے سے درخواست کریں کہ وہ اس "موروثی" معیار کو خود تجربہ کریں۔

2025-07-13

2025-05-14

2025-07-24
ری سائیکلیبل پیکیجنگ جو لگژری کو پائیداری کے ساتھ ضم کرتی ہے۔ ہمارا موثر، کم توانائی کا عمل پریمیم کوالٹی فراہم کرتا ہے جو آپ کے برانڈ اور آپ کی نچلی لائن کی حفاظت کرتا ہے۔ روایتی پروڈکشن ماڈلز کے مقابلے میں مادی فضلے کو 15% تک کم کرنے اور لیڈ ٹائم کو اوسطاً 10% تک کم کرنے کے لیے ایک منظم نظام ثابت ہوا ہے۔ ہم ایسے حل تیار کرتے ہیں جو…

Richpack · Richpack میں اپنی مخصوص عمودی لیبریٹ جیولری پیکیجنگ تلاش کریں عمودی لیبرٹ پیئرسنگ، ایک حیرت انگیز زیور جو کہ نچلے ہونٹ سے گزرتا ہے، ان افراد کے لیے ایک مقبول انتخاب کے طور پر ابھرا ہے جو ایک جرات مندانہ اور مخصوص جمالیات کے خواہاں ہیں۔ Glimpse کے مطابق، عمودی لیبرٹ چھیدنے کے لیے تلاش کی دلچسپی میں اضافہ ہوا ہے – پچھلے سال کے دوران 1%…

زیورات کے برانڈز کے لیے ایک بڑا چیلنج اپنی مرضی کے زیورات کے خانے بنانا ہے جو موتیوں اور ہاتھ سے بنے عمدہ زیورات جیسے نازک ٹکڑوں کی حفاظت کرتے ہیں۔ یہاں تک کہ چھوٹا نقصان بھی بڑے نقصانات اور ناخوش صارفین کا باعث بن سکتا ہے۔ لہذا، اپنے ٹکڑوں کے معیار اور سالمیت کو برقرار رکھنے اور گاہک کے تجربے کو بڑھانے کے لیے حفاظتی زیورات کا باکس بنانا بہت ضروری ہے۔ اس بلاگ میں، ہم… پڑھنا جاری رکھیں لپیٹے ہوئے پلاسٹک بیس جیولری باکس مینوفیکچرنگ: 2026 انڈسٹری پروڈکشن کی نقاب کشائی

پائیدار پیکیجنگ کے لیے پائیدار اور بایوڈیگریڈیبل کمپوسٹ ایبل کاغذی تھیلے | زیورات کے خوردہ فروشوں اور بوتیک اسٹورز کے لیے ماحول سے متعلق حل
مزید دیکھیں
بلک خریداریوں کے لیے ماحول دوست سستی بایوڈیگریڈیبل جیولری باکسز | سستی اور پائیدار پیکیجنگ حل تلاش کرنے والے تھوک خریداروں کے لیے مثالی۔
مزید دیکھیں
پائیدار تحفے کے لیے ماحول دوست چوڑی گفٹ بکس | گرین برانڈز اور ماحول دوست برانڈز کے لیے حسب ضرورت پیکیجنگ
مزید دیکھیں

