 TRANG TRƯỚC
TRANG TRƯỚC

10 ý tưởng bao bì mỹ phẩm thân thiện với môi trường truyền cảm hứng cho các thương hiệu làm đẹp bền vững vào năm 2025
2025-07-13


Hộp đựng trang sức đế nhựa bọc ngoài kết hợp khung đúc phun cứng cáp với lớp vải bên ngoài liền mạch. Tuy nhiên, sự khác biệt thực sự giữa “cảm giác sang trọng” và “hàng nhái rẻ tiền” không nằm ở chất liệu vải, mà nằm ở độ chính xác kỹ thuật ẩn giấu bên dưới.
Hướng dẫn này đưa bạn đến xưởng để giải mã toàn bộ quy trình sản xuất—từ lựa chọn HIPS 475 đến dung sai khuôn 0.1 mm—trang bị cho bạn kiến thức chuyên sâu để nhìn thấu bề mặt và xác định chất lượng thực sự.
Khi nói đến hộp đựng trang sức cao cấp, "nhựa" có thể không phải là điều đầu tiên bạn nghĩ đến. Nhưng bí mật của ngành là cốt lõi của nhiều loại bao bì xa xỉ bền bỉ nhất với kết cấu đồng nhất chính là lớp đế nhựa được sản xuất chính xác, hay còn gọi là lớp nhựa trống.
Khung của hộp là đế nhựa đúc phun. "Lớp vỏ" của hộp là da PU cao cấp, giấy đặc biệt hoặc vải nỉ, vừa khít với khung nhờ công nghệ đóng gói chính xác. Cấu trúc này mang lại độ bền chắc của hộp gỗ, đồng thời sở hữu tính linh hoạt và độ đồng nhất thiết kế cực cao - những ưu điểm chính của hộp gỗ. bao bì đồ trang sức tùy chỉnh.

Trong sản xuất cao cấp, nhựa không đồng nghĩa với sự rẻ tiền. Ngược lại, mặc dù không sang trọng bằng các nguyên liệu thô như nhung và gỗ dùng làm hộp đựng trang sức, nhưng nhựa lại là nền tảng tạo nên vẻ đẹp tinh tế của hộp đựng trang sức. Với đế nhựa, chúng tôi có thể kiểm soát dung sai kích thước đến từng milimet bằng các khuôn đúc chính xác trị giá hàng trăm nghìn nhân dân tệ. Đây là điều mà hộp giấy thủ công hay hộp gỗ tự nhiên không thể nào sánh kịp. Độ chính xác này tạo nền tảng cho các khe hở hoàn hảo, đóng mở êm ái và kết cấu đồng nhất.
Cấu trúc cốt lõi được tiết lộ trong bài viết này là loại có bản lề. Không giống như nắp trên và nắp dưới riêng biệt, cấu trúc có bản lề có yêu cầu cực kỳ cao về độ chính xác kích thước của đế. Nắp trên và nắp dưới phải khớp hoàn hảo để đạt được trải nghiệm mở êm ái, nhẹ nhàng với cảm giác giảm chấn nhẹ.
Một chiếc hộp hoàn hảo bắt đầu từ hai yếu tố chính: vật liệu phù hợp và khuôn mẫu hoàn hảo. Một sai lầm ở bước này sẽ phá hỏng mọi nỗ lực tiếp theo. Để thực sự nắm vững các yêu cầu kỹ thuật, chúng tôi khuyên bạn nên: Nắm vững vật liệu đóng gói trang sức: Hướng dẫn toàn diện.
80% hộp nhựa thông thường của chúng tôi sử dụng vật liệu HIPS, hay còn gọi là Polystyrene chịu va đập cao, đặc biệt là loại 475. Tại sao? Thứ nhất, nó có độ bền cân bằng. Các phôi nhựa không dễ nứt và có thể chịu được va đập trong quá trình vận chuyển. Độ bền của HIPS 475 rất quan trọng để đáp ứng các tiêu chuẩn vận chuyển quốc tế, một vấn đề phổ biến được thảo luận trong Top 10 Vật liệu đóng gói trang sức bền nhất khi vận chuyển. Thứ hai, khả năng bám dính tuyệt vời. Điều này có nghĩa là keo có thể bám chắc vào bề mặt, ngăn ngừa phồng rộp hoặc bong tróc khi bọc da PU sau này. Chúng tôi luôn ưu tiên sử dụng vật liệu mới chất lượng cao, vì tạp chất trong vật liệu tái chế sẽ gây ra các đốm đen trên phôi nhựa. Ngay cả sau khi bọc, những đốm đen này vẫn không thể che giấu.


Nếu khách hàng theo đuổi mục tiêu bảo vệ môi trường tối ưu hoặc cảm giác cao cấp, chúng tôi khuyên dùng PET. Vật liệu này cứng và rất thân thiện với môi trường. Tuy nhiên, đây là vật liệu mỏng manh, dễ thấm hút độ ẩm. Trước khi ép phun, hạt nhựa PET phải được sấy khô ở nhiệt độ 80 – 95°C trong vòng 4 giờ. Chỉ cần thiếu một phút cũng có thể để lại bọt khí trong phôi nhựa và làm hỏng toàn bộ lô sản phẩm.
Khuôn là đường sống của hộp đựng đồ trang sức —đặc biệt là đối với sản xuất hộp bản lề. Một bộ khuôn tốt rất tốn kém, và độ chính xác của nó quyết định tất cả. Chúng tôi yêu cầu độ nhám bề mặt của khoang khuôn phải đạt Ra 0.8μm, gần giống như một tấm gương. Mức độ phức tạp trong sản xuất hộp bản lề chính xác được trình bày chi tiết trong hướng dẫn của chúng tôi.
Khuôn là linh hồn của hộp đựng trang sức. Một bộ khuôn tốt sẽ quyết định tất cả.
Tại sao chúng tôi yêu cầu Ra 0.8μm (Hoàn thiện gương)? Khuôn tiêu chuẩn thường có độ nhám Ra 3.2μm, để lại các đường vân siêu nhỏ trên nhựa. Chúng tôi đánh bóng khoang khuôn đến Ra 0.8μm.
Lợi ích:Bề mặt nhựa giống như gương đảm bảo keo trải đều (độ dày 0.1mm), loại bỏ hoàn toàn nguy cơ xảy ra hiện tượng “sủi bọt” hoặc “vỏ cam” trên lớp da bọc cuối cùng.
Chúng tôi kiểm soát chặt chẽ độ dày thành hộp từ 1.2mm đến 2mm. Nếu quá mỏng, hộp sẽ mỏng manh và trông rẻ tiền. Nếu quá dày, bề mặt sẽ co lại và lún xuống khi nguội. Dù vật liệu bọc có dày đến đâu cũng không thể che phủ được khuyết điểm này. Các nhà thiết kế thường thích góc chữ R nhỏ, nhưng điều này làm phức tạp quá trình sản xuất do cản trở dòng chảy nhựa và làm rách vật liệu bọc. Để tránh tình trạng thiếu vật liệu và hư hỏng vật liệu, chúng tôi tham khảo ý kiến của các nhà thiết kế để đảm bảo góc chữ R ít nhất R1.5. Điều này phù hợp với shướng dẫn DFM tiêu chuẩn yêu cầu bán kínhus ít nhất 0.5 thời gian * độ dày của tường, tạo nên sự cân bằng hoàn hảo giữa tính thẩm mỹ và tay nghề thủ công.
Với bản thiết kế đã có, chúng tôi bước vào xưởng. Việc biến hạt nhựa thành phôi nhựa hoàn toàn phụ thuộc vào việc kiểm soát nhiệt độ và thời gian chính xác.
Thân máy ép phun sử dụng hệ thống gia nhiệt ba giai đoạn. Lấy HIPS 475 làm ví dụ. Đầu vào được gia nhiệt đến 170℃, phần giữa đến 190℃ và vòi phun đến 200℃. Nếu nhiệt độ quá thấp, nhựa sẽ không tan chảy hoàn toàn, để lại các vết vật liệu lạnh trên phôi. Nếu nhiệt độ quá cao, nhựa sẽ bị cacbon hóa, khiến phôi chuyển sang màu đen. Kỹ thuật viên của chúng tôi vận hành nghiêm ngặt theo Bảng Quy trình Ép phun và tuyệt đối không điều chỉnh cài đặt một cách tùy tiện dựa trên kinh nghiệm.

Sự kiên nhẫn là một phần của việc đảm bảo chất lượng. Một phôi nhựa dày 2mm phải được làm nguội trong khuôn ít nhất 60 giây. Việc lấy phôi ra sớm để cải thiện hiệu suất sẽ gây biến dạng do phôi chưa đông cứng hoàn toàn. Chúng tôi thà hy sinh một chút hiệu suất để đảm bảo tỷ lệ đạt yêu cầu 100%.
Sau khi lấy ra khỏi khuôn, phôi nhựa không được phép ném trực tiếp vào giỏ. Công nhân phải kiểm tra trực quan từ khoảng cách 20 cm, tìm kiếm các vết lõm, đường hàn, vết xước hoặc vật liệu bị thiếu. Bất kỳ phôi nhựa lỗi nào cũng không được đưa vào quy trình tiếp theo.
Đối với phôi nhựa đạt tiêu chuẩn, kiểm định viên phải xác nhận rõ ràng kích thước của phôi so với mẫu chuẩn. Chỉ khi kích thước được xác nhận chính xác, chúng mới được chuyển sang dây chuyền sản xuất tiếp theo. Chúng tôi yêu cầu kiểm định viên phải đảm bảo phôi có bề mặt phẳng và nhẵn, không gồ ghề. Nếu không, kích thước không chính xác sẽ khiến việc đóng gói tiếp theo không thể thực hiện được. Bề mặt không bằng phẳng sẽ làm cho thành phẩm bị xỉn màu, ảnh hưởng trực tiếp đến ấn tượng của khách hàng về những chiếc hộp cao cấp.
Đối với các sản phẩm không đạt tiêu chuẩn, chúng tôi áp dụng quy trình tái chế nghiêm ngặt. Đầu tiên, thanh tra viên phải ghi chép và phân loại tất cả các sản phẩm lỗi, ghi rõ lý do. Sau đó, các sản phẩm lỗi này phải được đưa đến khu vực nghiền và nghiền riêng. Tuyệt đối không được trộn lẫn sản phẩm lỗi với sản phẩm đạt tiêu chuẩn. Một khi đã trộn lẫn, toàn bộ lô hàng sẽ bị nhiễm bẩn.
Phần nhựa trống là bộ khung, còn các vật liệu bọc như da PU và vải nỉ giống như quần áo. Việc cắt những “bộ quần áo” này đòi hỏi độ chính xác cực kỳ cao.
• Quy trình xử lý: Cuộn vật liệu, chẳng hạn như cuộn da PU lớn hoặc giấy → Kiểm tra → Cắt thành các tấm lớn → Cắt khuôn thành các hình dạng theo mẫu khi mở ra của hộp có bản lề.
• Nếp nhăn phôi nhựa: Sử dụng máy gấp và cắt phẳng. Độ sâu của nếp gấp nên từ 0.3 – 0.5mm. Nếp gấp quá sâu sẽ dễ làm rách phôi; quá nông sẽ gây ra nếp nhăn khi gấp.
• Cắt vật liệu đóng gói: Giấy chuyên dụng được cắt bằng dao cắt giấy, với dung sai không quá 0.2mm. Phải cắt theo chiều thớ giấy. Nếu không, giấy sẽ giãn nở và biến dạng sau khi hấp thụ keo, khiến thành phẩm bị cong vênh ở các cạnh. Da PU và vải nỉ được cắt bằng máy cắt laser, đảm bảo các cạnh gọn gàng, không bị xơ vải.
• Xử lý lót: Chúng tôi sử dụng bọt xốp mật độ cao với mật độ trên 30kg/m³. Khi đục rãnh trên bọt xốp bằng máy đục, các rãnh phải nhỏ hơn một chút so với trang sức. Điều này cho phép độ đàn hồi của bọt xốp giữ chặt trang sức.
Đây là công đoạn kết hợp hoàn hảo giữa “bộ xương” và “trang phục”, đồng thời cũng là công đoạn thử thách tay nghề thủ công nhiều nhất.
Đây là quá trình cải thiện vẻ ngoài của hộp.
• Dập nóng: Có hai loại: tự động và thủ công. Máy tự động được sử dụng cho logo thông thường, với hiệu suất 300-500 sản phẩm mỗi giờ. Nhiệt độ dao động từ 130℃ đến 150℃ và áp suất từ 5MPa đến 8MPa. Đối với da PU, nhiệt độ phải thấp hơn ở mức 130℃. Đối với giấy đặc biệt có kết cấu thô ráp, áp suất cần được điều chỉnh đến 8MPa.

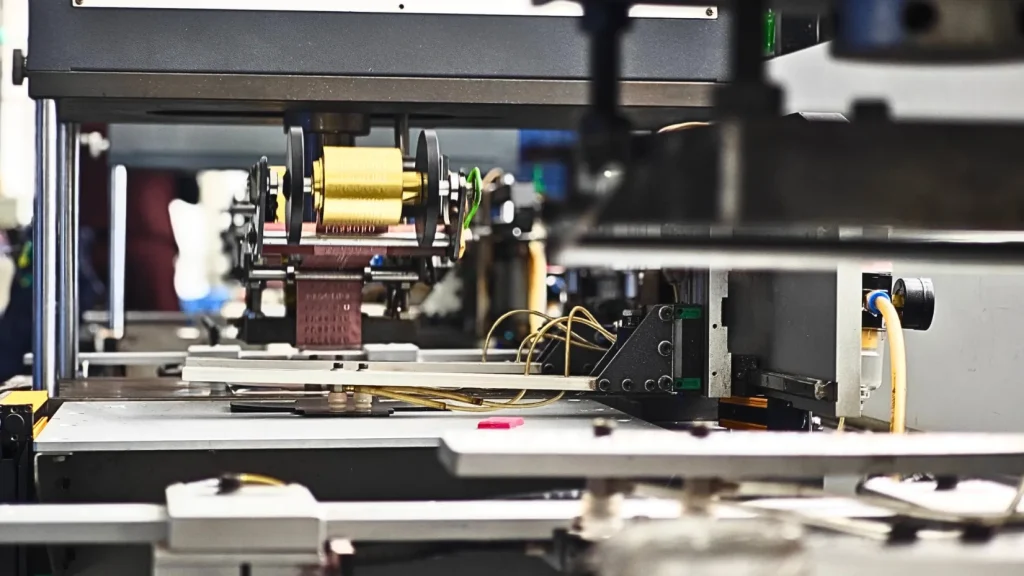
• Bí quyết của phương pháp dập nóng thủ công: Đối với các vật liệu dày hơn như vải cotton, lụa hoặc satin, có tính đàn hồi và độ dày không đồng đều, chúng tôi phải sử dụng thiết bị dập nóng thủ công. Thợ thủ công lành nghề có thể điều chỉnh áp lực theo thời gian thực tùy theo độ lún của vật liệu, đảm bảo độ sâu và độ cứng của khuôn dập đáp ứng yêu cầu của khách hàng. Loại kiểm soát chính xác này là một kỹ thuật mà máy móc tự động không thể đạt được. Sai số định vị của dập nóng thủ công không được vượt quá 0.1mm.
• Dập chìm: Sử dụng máy dập nổi thủy lực, nhiệt độ 80 – 100℃, áp suất 10 – 15MPa, độ sâu hoa văn 0.2 – 0.3mm.
• Cán màng: Màng phim phải được dán chặt, không có bọt khí. Chúng tôi sẽ ép lại màng phim sau khi cán màng để tránh cong mép.
Xưởng lắp ráp là bước cuối cùng và đòi hỏi tay nghề cao nhất. Tại đây, chúng tôi tích hợp khung nhựa vào vỏ ngoài đã hoàn thiện và sau đó ghép nó với lớp lót. Xưởng có hai bộ phận chính: tạo hình hộp ngoài và dây chuyền lắp ráp, mỗi bộ phận đều có những tiêu chuẩn nghiêm ngặt riêng.
| Tính năng | Đóng gói thủ công (Thủ công) | Sản xuất tự động (Hiệu quả) |
| tốt nhất cho | Hình dạng không đều (Trái tim, Lục giác), Thiết kế phức tạp | Hình dạng thông thường (Hình vuông, Hình chữ nhật), Kích thước tiêu chuẩn |
| Đầu ra | Có giới hạn (Chú ý cao đến từng chi tiết) | 800 – 1,000 chiếc/giờ |
| Độ dày keo | Kiểm soát của con người (Dựa trên vật liệu) | Điều khiển tự động chính xác 0.1 – 0.2mm |
| Lợi thế | Xử lý hoàn hảo các loại vải co giãn (Lụa, Cotton) | đảm bảo độ phẳng và độ đồng nhất 100% |
Đóng gói thủ công các loại hộp không đều là công việc đặc trưng của xưởng chúng tôi. Xưởng đặc biệt xử lý các loại hộp có hình dạng không đều như hộp hình trái tim và hình lục giác, hoàn toàn dựa vào tay nghề và sự kiên nhẫn của đội ngũ công nhân lành nghề.

• Dán bằng máy dán tự động: Lớp keo phải được kiểm soát trong khoảng từ 0.1mm đến 0.2mm. Keo quá dày sẽ tràn ra ngoài và dính vào vải nỉ; keo quá mỏng sẽ làm giảm độ bám dính.
• Định vị: Công nhân dán vật liệu bọc vào phôi nhựa một cách chính xác, với sai số định vị không quá 0.2mm.

• Các cạnh gấp: Người công nhân phải gấp theo các nếp gấp do máy gấp tạo ra, đặc biệt là ở các góc, để tránh làm nhăn vật liệu đóng gói.
• Ép bọt: Sử dụng dụng cụ cạo để loại bỏ bọt khí và thực hiện quá trình ép bọt khí lần thứ hai sau đó.
• Lắp đặt tấm hộp trên và dưới: Đảm bảo đóng mở êm ái, không bị kẹt hay phát ra tiếng động bất thường.
• Niêm phong cạnh: Quấn các cạnh hộp bằng dải viền chuyên dụng để đảm bảo kín khít.
• Vệ sinh và lưu trữ tạm thời: Lau bề mặt hộp bằng vải không xơ để loại bỏ vết keo và bụi.
Sản xuất tích hợp tự động dành cho hộp có hình dạng thông thường. Máy hoàn toàn tự động hoạt động hiệu quả, sản xuất 800 - 1000 sản phẩm mỗi giờ. Các máy này tích hợp các quy trình dán, định vị, gấp mép, ép bọt khí và dán mép. Quan trọng hơn, chúng tự động phát hiện độ phẳng và loại bỏ bất kỳ sản phẩm nào có sai số độ phẳng vượt quá 0.3mm.

Chỉ những hộp ngoài đạt tiêu chuẩn mới được đưa vào dây chuyền lắp ráp này. Quy trình này bao gồm việc ghép thủ công lớp lót dập nóng hoặc dập nổi với hộp ngoài đã hoàn thiện. Quy trình này đòi hỏi độ chính xác cao hơn so với tạo hình hộp ngoài, vì lớp lót là chi tiết chất lượng đầu tiên mà khách hàng nhìn thấy khi mở hộp. Dây chuyền lắp ráp có sáu trạm, mỗi trạm được vận hành bởi một công nhân chuyên trách.
Quy trình 6 trạm
Dán keo bên trong: Dùng dụng cụ bơm keo nhỏ để bơm keo đều lên thành trong của hộp ngoài, với độ dày lớp keo là 0.1mm. Bôi năm chấm keo, mỗi chấm ở bốn góc và một chấm ở giữa. Kiểm soát lượng keo chặt chẽ để tránh tràn.
Sai số vị trí của lớp lót không được quá 0.2mm. Nếu lớp lót bị đặt sai vị trí, hãy đặt lại vị trí.
Sử dụng máy ép bong bóng thủ công để đảm bảo lớp lót vừa khít với hộp bên ngoài, không bị lỏng hoặc có bong bóng.
Đây là điểm kiểm tra chất lượng đầu tiên. Kiểm tra độ khít của lớp lót, tình trạng bề mặt hộp bên ngoài và xem hộp có mở và đóng trơn tru không.
Vệ sinh súng hơi:
Đầu tiên, sử dụng súng khí nén áp suất cao với áp suất được điều chỉnh ở mức 0.3MPa để thổi bay bụi và sợi vải.
Sau đó lau bề mặt bên ngoài hộp bằng vải không xơ theo một hướng duy nhất.
Cho sản phẩm đạt tiêu chuẩn vào túi PE chống bụi trong suốt dày 0.03mm. Hàn kín miệng túi bằng máy hàn ở nhiệt độ 180℃ trong 1 giây.
Khi đóng gói vào thùng carton, hãy tách riêng từng hộp bằng xốp EPE. Lắp miếng bảo vệ góc hoặc xốp ở bốn góc thùng carton để đảm bảo vận chuyển an toàn.
Quản lý đầu ra: Trước khi giao hàng, chúng tôi yêu cầu thùng carton phải phẳng và nguyên vẹn, không bị hư hại. Băng keo niêm phong không được bong ra để đảm bảo sản phẩm không bị hư hại trong quá trình vận chuyển.
Cho dù bạn tò mò về nguyên liệu thô được sử dụng trong hộp đựng trang sức hay muốn tìm hiểu về toàn bộ quy trình sản xuất bao bì trang sức, hãy nhấn nút phát ngay để xem hộp đựng trang sức tiếp theo của bạn sẽ được mở như thế nào.
Kiểm tra chất lượng không phải là tìm ra lỗi mà là đảm bảo chất lượng sản phẩm. Chúng tôi có bốn trạm kiểm tra chất lượng nghiêm ngặt.

Kiểm tra viên mở và đóng mỗi hộp 10 lần liên tục. Họ lắng nghe tiếng động bất thường và kiểm tra xem chuyển động có trơn tru không. Lực đóng hộp phải được kiểm soát trong khoảng từ 500 gram đến 800 gram. Nếu quá lỏng, hộp có thể bị bung ra trong quá trình vận chuyển. Nếu quá chặt, khách hàng sẽ khó mở hộp.
Theo đèn chiếu sáng góc thấp—mà cô lập địa hình bề mặt để phát hiện các biến thể về chiều cao—ngay cả những bong bóng nhỏ, nếp nhăn, hay vật liệu đóng gói không thẳng hàng cũng không thể che giấu được. Đây là khâu kiểm tra cuối cùng của tất cả các quy trình, bao gồm đúc khuôn, dán keo và ép bọt khí.
Cả keo và da PU đều có mùi. Tất cả sản phẩm hoàn thiện của chúng tôi phải được thông gió ít nhất 24 giờ. Nếu không, mùi nồng nặc khi khách hàng mở hộp sẽ ngay lập tức phá hỏng mọi nỗ lực trước đó của chúng tôi.
Cuối cùng, dùng súng hơi thổi bụi và khăn không xơ để lau sạch vết keo. Sản phẩm đạt yêu cầu sẽ được đóng gói trong túi PE chống bụi. Khi đóng gói vào thùng carton, hãy tách riêng từng lớp bằng bìa cứng và lắp miếng bảo vệ góc bên trong thùng carton. Việc này giúp đảm bảo sản phẩm đến tay bạn an toàn.
Bây giờ bạn đã hiểu rõ quy trình sản xuất, bạn đã là người trong cuộc. Khi lựa chọn B2B nữ trang bao bì đối tác sản xuất, bạn có thể hỏi ba câu hỏi chính sau:
Đừng chỉ hỏi "Bạn sử dụng loại nhựa nào?". Thay vào đó, hãy hỏi "Bạn sử dụng loại HIPS nào? Là vật liệu mới hay vật liệu tái chế?". Một nhà máy chuyên nghiệp như chúng tôi sẽ cho bạn biết những ưu điểm của vật liệu HIPS 475 mới và giải thích lý do tại sao chúng tôi không sử dụng vật liệu tái chế.
Hãy hỏi về độ chính xác khuôn của họ. Tiêu chuẩn của chúng tôi là 0.1mm. Ngoài ra, hãy hỏi về độ nhám bề mặt khoang khuôn, Ra của chúng tôi là 0.8μm. Câu hỏi này có thể nhanh chóng loại bỏ những người trung gian chỉ biết bán hàng mà không biết gì về sản xuất.
Đừng chỉ hỏi "Bạn có kiểm tra chất lượng không?", hãy hỏi "Tiêu chuẩn kiểm tra chất lượng của bạn là gì?". Họ có thực hiện kiểm tra đóng mở không? Họ có kiểm tra mùi không? Họ có sử dụng đèn chiếu sáng bên hông để kiểm tra không? Một quy trình kiểm soát chất lượng hoàn thiện như của chúng tôi cần phải chủ động và đa chiều.

A: MOQ phụ thuộc vào độ phức tạp của thiết kế. Đối với hộp thông thường sử dụng khuôn có sẵn, MOQ thấp hơn. Đối với thiết kế tùy chỉnh yêu cầu khuôn mới, MOQ thường cao hơn. Chúng tôi khuyên bạn nên liên hệ với chúng tôi để xem chúng tôi có khuôn có sẵn với kích thước bạn yêu cầu hay không và thảo luận về thiết kế cụ thể của bạn để có báo giá chính xác.
A: Khuôn ép phun chính xác thường mất 4-6 tuần để thiết kế, sản xuất và thử nghiệm để đáp ứng yêu cầu độ chính xác 0.1mm.
A: Phải, chắc chắn rồi. Chúng tôi hỗ trợ quá trình chuyển đổi bền vững của ngành và cung cấp HIPS tái chế được chứng nhận GRS cũng như PET thân thiện với môi trường.
Ý kiến chuyên gia: Mặc dù vật liệu tái chế rất tốt cho môi trường, nhưng đôi khi chúng có thể chứa tạp chất nhỏ ảnh hưởng đến độ mịn bề mặt.
Khuyến nghị: Nếu bạn chọn đế nhựa tái chế, chúng tôi khuyên bạn không nên sử dụng lụa siêu mỏng, màu sáng để gói. Thay vào đó, chúng tôi khuyên bạn nên sử dụng giấy có kết cấu, nhung hoặc da thuần chay dày hơn. Những vật liệu này hoạt động hoàn hảo với các đế tái chế để che giấu mọi khuyết điểm nhỏ, cho phép bạn đạt được cả hai chứng nhận môi trường và tính thẩm mỹ cao cấp.
Hộp đựng trang sức đế nhựa bọc cao cấp không chỉ đơn thuần là sự kết hợp giữa nhựa và vải. Nó là sự kết tinh của việc lựa chọn vật liệu chính xác (như HIPS 475), khuôn đúc đắt tiền (độ chính xác 0.1mm), quy trình kiểm soát nghiêm ngặt (quản lý nhiệt độ) và tay nghề thủ công tỉ mỉ (sai số 0.2mm).
Từ bộ khung bền chắc đến vẻ ngoài hoàn hảo, mỗi bước đều quyết định cách thể hiện cuối cùng cho thương hiệu của bạn.
Bạn đang tìm kiếm một đối tác đóng gói không chỉ am hiểu về bán hàng mà còn thành thạo sản xuất cho thương hiệu của bạn? Chúng tôi trân trọng sự khác biệt dù chỉ 0.1mm.
Liên hệ với các chuyên gia đóng gói của chúng tôi để thảo luận về dự án tùy chỉnh tiếp theo của bạn hoặc yêu cầu hộp mẫu quy trình của chúng tôi để trải nghiệm trực tiếp chất lượng "vốn có" này.

2025-07-13

2025-05-14

2025-07-24
Bao bì có thể tái chế, kết hợp giữa sự sang trọng và tính bền vững. Quy trình hiệu quả, tiết kiệm năng lượng của chúng tôi mang đến chất lượng cao cấp, bảo vệ thương hiệu và lợi nhuận của bạn. Một hệ thống tinh gọn đã được chứng minh là giảm thiểu lãng phí vật liệu lên đến 15% và rút ngắn thời gian giao hàng trung bình 10% so với các mô hình sản xuất truyền thống. Chúng tôi thiết kế các giải pháp giải quyết mâu thuẫn cốt lõi giữa… Đọc tiếp Sản xuất Hộp Trang Sức Đế Nhựa Bọc: Công bố Sản xuất Ngành năm 2026

Richpack · Tìm kiếm sản phẩm trang sức Labret dọc theo sở thích của bạn tại Richpack Xỏ khuyên Labret dọc, một chi tiết trang trí nổi bật chạy ngang môi dưới, đã trở thành lựa chọn phổ biến cho những người tìm kiếm vẻ đẹp táo bạo và khác biệt. Theo Glimpse, lượng tìm kiếm về xỏ khuyên Labret dọc đã tăng 1% trong năm qua, lên đến… Đọc tiếp Sản xuất hộp đựng trang sức đế nhựa bọc: Công bố sản lượng ngành năm 2026

Một thách thức lớn đối với các thương hiệu trang sức là tạo ra những hộp đựng trang sức tùy chỉnh để bảo vệ những món đồ dễ vỡ như ngọc trai và trang sức thủ công tinh xảo. Ngay cả một hư hỏng nhỏ cũng có thể dẫn đến tổn thất lớn và khiến khách hàng không hài lòng. Do đó, việc tạo ra một hộp đựng trang sức bảo vệ là rất quan trọng để duy trì chất lượng và tính toàn vẹn của sản phẩm, đồng thời nâng cao trải nghiệm của khách hàng. Trong bài viết này, chúng tôi sẽ… Đọc tiếp Sản xuất hộp đựng trang sức đế nhựa bọc: Công bố sản xuất năm 2026

Bao bì bánh quy bán buôn cho doanh nghiệp nhỏ tại nhà | Giải pháp giá cả phải chăng và có thể tùy chỉnh | Đơn hàng số lượng lớn có sẵn tại Richpack

Transparent Delight – Hộp quà hình chữ nhật có nắp trong suốt để trưng bày hấp dẫn

Giải pháp đóng gói quà tặng không rác thải cho cửa hàng trực tuyến | Bao bì thân thiện với môi trường và có thể tùy chỉnh | Giải pháp thương mại điện tử bền vững

Túi giấy phân hủy sinh học bền và có thể phân hủy sinh học cho bao bì bền vững | Giải pháp thân thiện với môi trường cho các nhà bán lẻ trang sức và cửa hàng boutique
XEM THÊM
Hộp đựng trang sức phân hủy sinh học thân thiện với môi trường, giá cả phải chăng cho đơn hàng số lượng lớn | Lý tưởng cho người mua sỉ đang tìm kiếm giải pháp đóng gói bền vững và giá cả phải chăng
XEM THÊM
Hộp quà tặng vòng tay thân thiện với môi trường cho quà tặng bền vững | Bao bì tùy chỉnh cho các thương hiệu xanh và thân thiện với môi trường
XEM THÊM