 НАЗАД
НАЗАД
Какво е флексографски печат и как работи?
2026-05-29

Ако някога сте държали кутия със зърнени храни, разопаковали сте пакетче шампоан или сте отлепили етикет с баркод от бутилка с лекарство, вече сте докосвали нещо, отпечатано с флексографски печат. Повечето хора никога не го забелязват. Това е горе-долу смисълът.
Флексографският печат, често съкращаван като флексо, е работният кон зад почти всяка гъвкава опаковка, с която ще се сблъскате в магазин. Той работи със скорости, които правят други методи за печат да изглеждат бавни, работи върху материали, които биха унищожили други печатни машини, и го прави на цена за единица, която прави големите тиражи наистина икономични.
Но ето какво не ви казват повечето статии по тази тема: решенията, които вземате, преди да направите поръчка за флексопечат на опаковки, ще определят дали крайният продукт ще изглежда като първокласно брандово изживяване или като избледнял прототип. Разбирането как работи флексопечатът не е просто инженерно любопитство. Това е суперсила при покупката.
Това ръководство обхваща всичко, което трябва да знаете. Ще научите какво всъщност представлява флексопечатът, как механично работи процесът, с какви материали и мастила се работи, как се сравнява с други методи на печат и какво трябва да подготвите от ваша страна, преди да бъде изработена първата плоча.
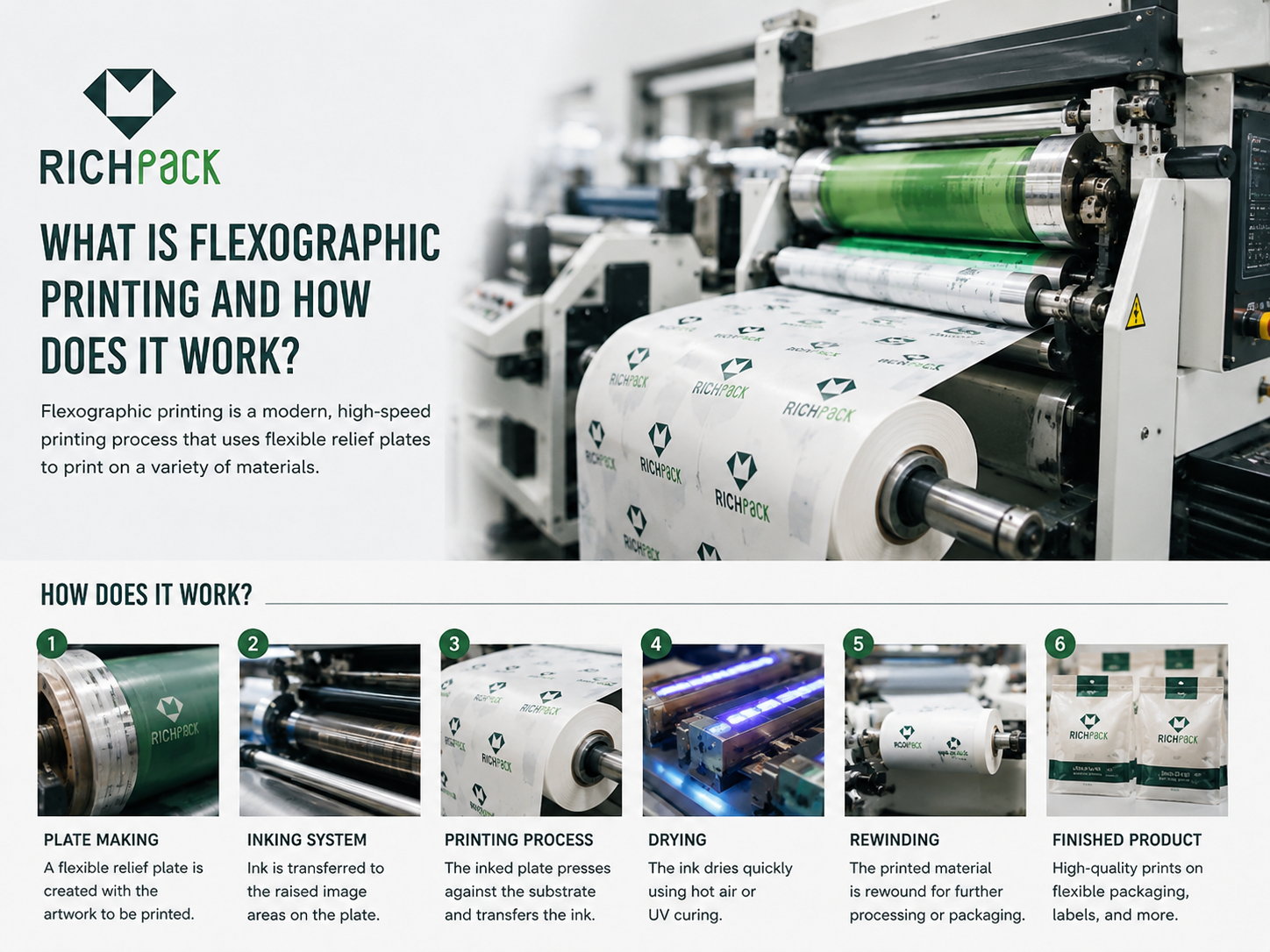
Флексографският печат е високоскоростен ротационен печат, който използва гъвкави фотополимерни плочи за директно пренасяне на мастило върху основи, включително хартия, филм, фолио и гофрирани материали. Флексо плочите се увиват около въртящи се цилиндри, вместо да се притискат плоско, което позволява непрекъснато подаване на хартия със скорости до 2,000 линейни фута в минута.
Флексографският печат е високоскоростен, ротационен, релефен печат, който пренася мастило от гъвкава релефна плоча директно върху субстрата. Ключовата дума е гъвкавост. За разлика от традиционния висок печат, където плочите са твърди, флексо плочите са изработени от фотополимерни материали, които могат да се огъват около цилиндри. Тази гъвкавост прави възможна цялата ротационна система и затова флексопечатът може да печата върху повърхности, с които други методи просто не могат да се справят.
Представете си гумен печат, увит около въртящ се цилиндър, вместо да бъде притискан на ръка. Точно това се случва във всяка флексографска машина. Изображението, което искате да отпечатате, се намира върху повдигнати зони на гъвкава фотополимерна плоча. Тези повдигнати зони поемат мастило. Вдлъбнатите зони остават чисти. Когато цилиндърът на плочата се завърти срещу основата, мастилото се пренася чисто и равномерно, дори върху груби или гъвкави материали.
Това е, което отличава флексо печата от по-старите методи за релефен печат и от техниките за повърхностен печат, които се борят с текстурата и абсорбцията. Контактът „целувка“ – лекото, контролирано налягане между плочата и субстрата – означава, че плочата не смачква деликатните материали и не се деформира при високоскоростно въртене. След като изпълни хиляди поръчки върху различни видове субстрати, нашият мениджър на печатницата го казва по следния начин: „Първото нещо, което казвам на всеки нов купувач, е следното: ако разбирате контакта „целувка“, разбирате 80% от това, което се обърква на флексо печатна машина. Всичко останало са просто последствия от този единствен принцип.“
Разходете се през което и да е голямо търговско изложение за опаковки и разгледайте работещите печатни машини. Почти всички те използват флексопечат. Това не е случайно.
Хартия и картон, пластмасови фолиа, метални фолиа, гофрирани основи, ламинати, флексо дръжки, всичко това. Печата върху пореста хартия и непоресто пластмасово фолио в един и същ производствен цикъл. Никой друг метод за печат не предлага такъв набор от материали без големи прекъсвания при смяна.
Скоростта е другата причина. Съвременните широколентови флексо машини рутинно работят със скорост от 600 до 1,000 линейни фута в минута. Някои теснолентови етикетни машини работят със скорост над 2,000 фута в минута. При тези скорости една машина може да произведе десетки хиляди бройки на час. За марките, които произвеждат голям обем артикули, тази производителност се превръща директно в по-ниска цена на бройка. Икономиката е брутално проста: колкото по-бързо работи машината, толкова повече бройки разпределяте разходите си за настройка.
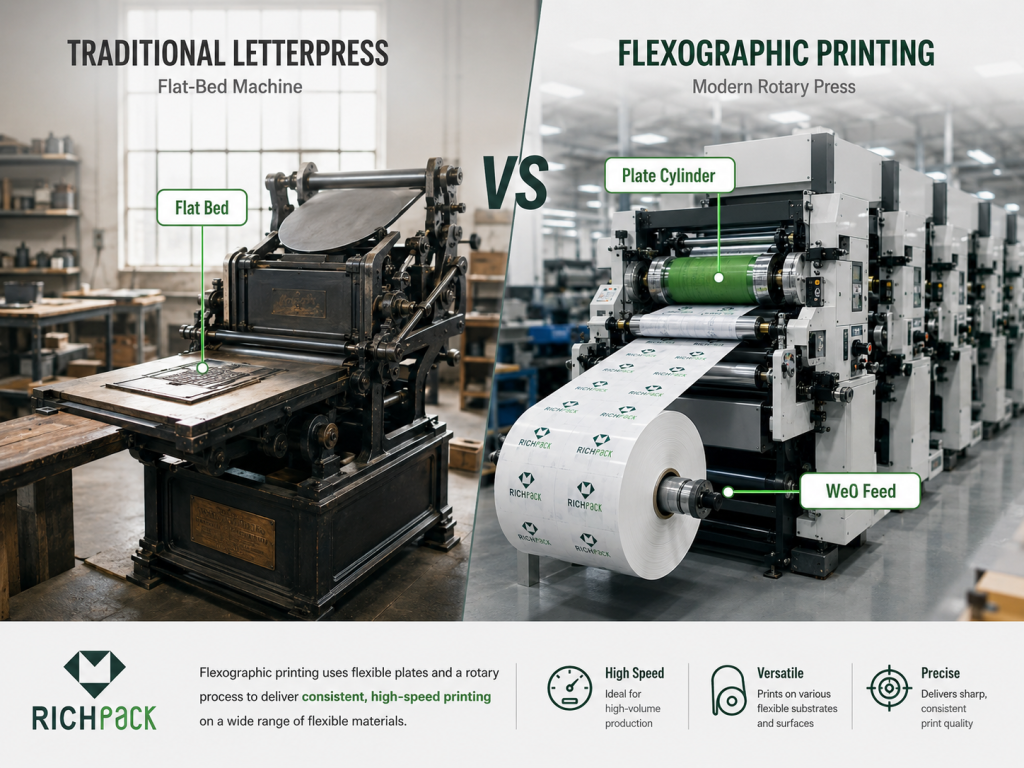
Традиционният висок печат използваше плътен метален или дървен шрифт, закрепен в плоски легла. Всеки отпечатък беше отделно действие. Флексопечатът се разви от същата концепция за релефен печат, но добави ротационна функционалност и гъвкави материали за пластини. Тази промяна беше огромна: непрекъснато подавани ролкови подложки замениха листовите, подавани от хартия, печатните цилиндри замениха плоските легла, а фотополимерните пластини замениха лятия метален шрифт.
Името „флексографски“ е официално прието през 1952 г. чрез анкета сред читателите, организирана от президента на Mosstyle Corporation Франклин Мос. Преди това процесът се е наричал анилинов печат, име, което е имало негативни асоциации, след като американската Агенция за контрол на храните и лекарствата (FDA) е ограничила анилиновите багрила за опаковане на храни през 1940-те години на миналия век. Ребрендирането е било ход за оцеляване на цяла индустрия.
Съвременният флексопечат почти няма прилика с тези ранни машини. Разликата в качеството между флексо и офсетовата литография до голяма степен е затворена, особено при опаковъчни материали, където консистенцията на повърхността се различава от тази на печатната хартия. DuPont, Kodak и XSYS сега произвеждат фотополимерни пластини, способни да поддържат растерни линии, които съперничат на литографския печат. Ако все още приемате, че флексопечатът означава размазан текст и непоследователни цветове, значи работите с петгодишен ментален модел.
Марките, с които взаимодействате всеки ден, и доставчиците, които печатат за тях, всички използват флексопечат в голям мащаб.
Хранително-вкусовата промишленост е най-големият пазар за крайни потребители. Опаковките за бонбони, кутиите за зърнени храни, торбичките за чипс, картонените кутии за замразени храни, етикетите за напитки и термосвиваемите ръкави са почти изцяло флексопечатани. Бързосъхнещите мастила и топлоустойчивите материали отговарят на изискванията за безопасност на храните, без да забавят производството.
Фармацевтични опаковки, козметика, продукти за лична хигиена, опаковки за електронна търговия и индустриално фолио за опаковане допълват основните области на приложение. Всяка марка, която се нуждае от постоянен печат с голям обем върху множество видове материали, или вече използва флексопечат, или го оценява като заместител на нещо по-бавно или по-скъпо.

Разбирането на процеса на флексопечат е важно за купувачите, не само за инженерите. Когато знаете какво се случва между вашия файл с графичния дизайн и готовата опаковка, можете да вземате по-интелигентни решения относно спецификациите, сроковете и какво да маркирате преди началото на производството.
Всяка задача за флексопечат започва с вашия файл с графичния дизайн. Предпечатната подготовка, етапът между дизайна и производството, е мястото, където повечето проблеми с качеството на печата или се решават, или се отразяват в крайния продукт.
Вашият дизайнерски екип трябва да достави произведенията на изкуството в правилното цветово пространство (CMYK за технологични процеси, отделни файлове за spot цветове), с правилната резолюция (минимум 300 DPI за полутонови изображения) и с вградени правилни полета за оформяне на повърхността и безопасни зони. Грешка, която постоянно виждаме от купувачи за първи път: подаване на произведения на изкуството, без да се отчита изкривяването при обвиване на пластината. Когато гъвкава фотополимерна пластина се монтира върху цилиндър, изображението се разтяга леко в периферна посока. Вашите файлове с произведения на изкуството трябва да бъдат предварително изкривени, за да компенсират това, в противен случай крайният отпечатък ще изглежда хоризонтално компресиран.
Нашият инженер по предпечат има правило: всеки нов клиентски файл преминава проверка за компенсация на изкривяването преди всичко друго. „Повечето купувачи дори не знаят, че трябва да питат за това“, казва тя. „Докато пристигне пробният отпечатък и видят смачкано лого, пластината вече е изработена. Това е урок за 300 долара, който никой не иска да научи два пъти.“
Друго съображение, което трябва да се вземе предвид при предпечатната подготовка, е нарастването на точката. Флексо мастилата са по-течни от офсетовите мастила и се разнасят, когато попаднат върху основата, особено върху абсорбиращи материали като непокрита крафт хартия. Точка с 50% полутонове може да се окаже точка с 58% върху отпечатъка. Операторите по предпечатна подготовка компенсират това, като коригират растерните линии и тоналните криви, но трябва да разберете, че вашата дигитална проба и вашата продукция няма да изглеждат еднакво, освен ако всички не се споразумеят предварително за профила на компенсация. Помолете вашия доставчик да ви покаже кривата на компенсация, преди да изпълни каквото и да било.
След като вашата творба е готова за печат, тя се разделя на отделни файлове за всеки цвят. Всеки цвят изисква собствена фотополимерна плака.
При конвенционален (аналогов) работен процес, филмов негатив се поставя върху фотополимерната плоча и сглобката се излага на UV светлина. Осветените области полимеризират и се втвърдяват. Неосветените области се отмиват в разтворител или водна баня, оставяйки релефното изображение. След това плочата изсъхва и се монтира върху цилиндъра.
Цифровият работен процес „от компютър към плоча“ (CTP) вече е стандарт в повечето търговски флексо цехове. Лазер аблира черен маскиращ слой от повърхността на плочата в зоните с изображението, елиминирайки стъпката с филмовия негатив. След това плочата се облъчва с основното UV лъчение и се проявява. CTP съкращава времето за подготовка, подобрява точността на регистрация и произвежда по-повторяемо качество на плочите. Това вече не е опция; цеховете, които все още произвеждат аналогови плочи, се борят с конкурентно неравенство.
Пластините трябва да бъдат монтирани прецизно върху цилиндъра на пластината. Регистрацията, точното подравняване на всеки цвят спрямо предишния, е от решаващо значение. Неправилно подравнена пластина дори с частица от милиметър създава видимо отклонение на цвета в крайния печат. Повечето флексо печатни машини използват автоматизирани системи за регистрация, но ръчният монтаж все още въвежда човешка грешка, особено в по-малките цехове. Попитайте вашия доставчик какъв е неговият толеранс на регистрация. Ако не могат да ви дадат число в микрони, продължете да търсите.
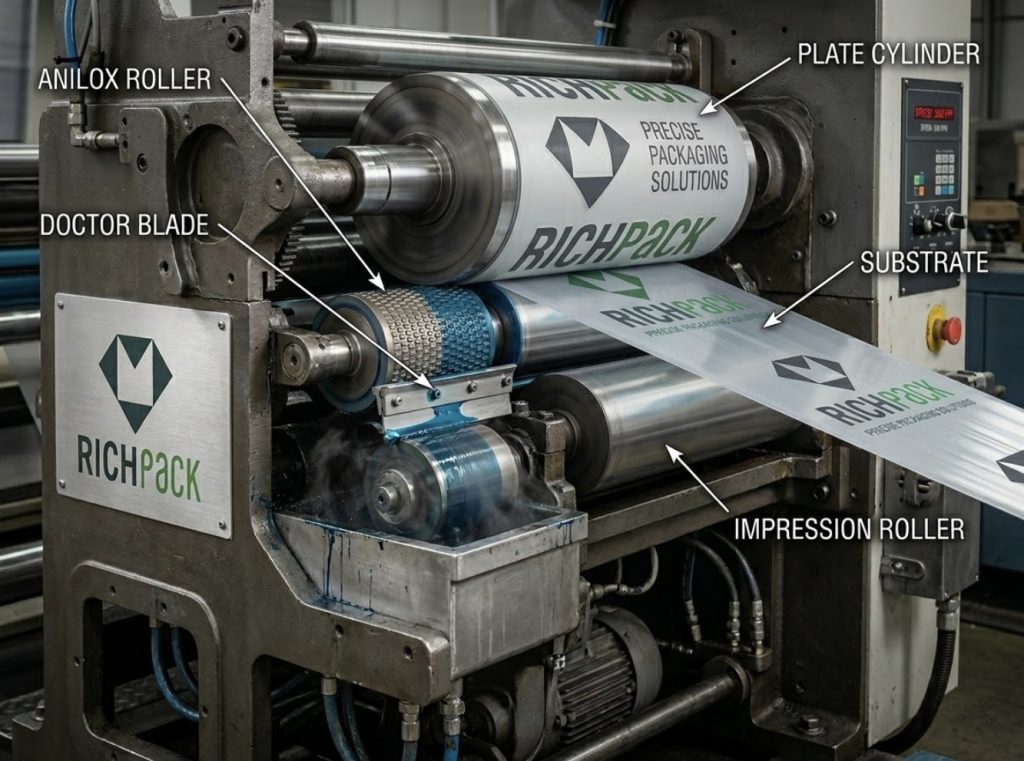
Анилоксовият вал е сърцето на флексо системата за мастило. Ще чувате за него постоянно в дискусии за флексопечат и с основание: той е компонентът, който придава на флексографския печат неговата консистентност.
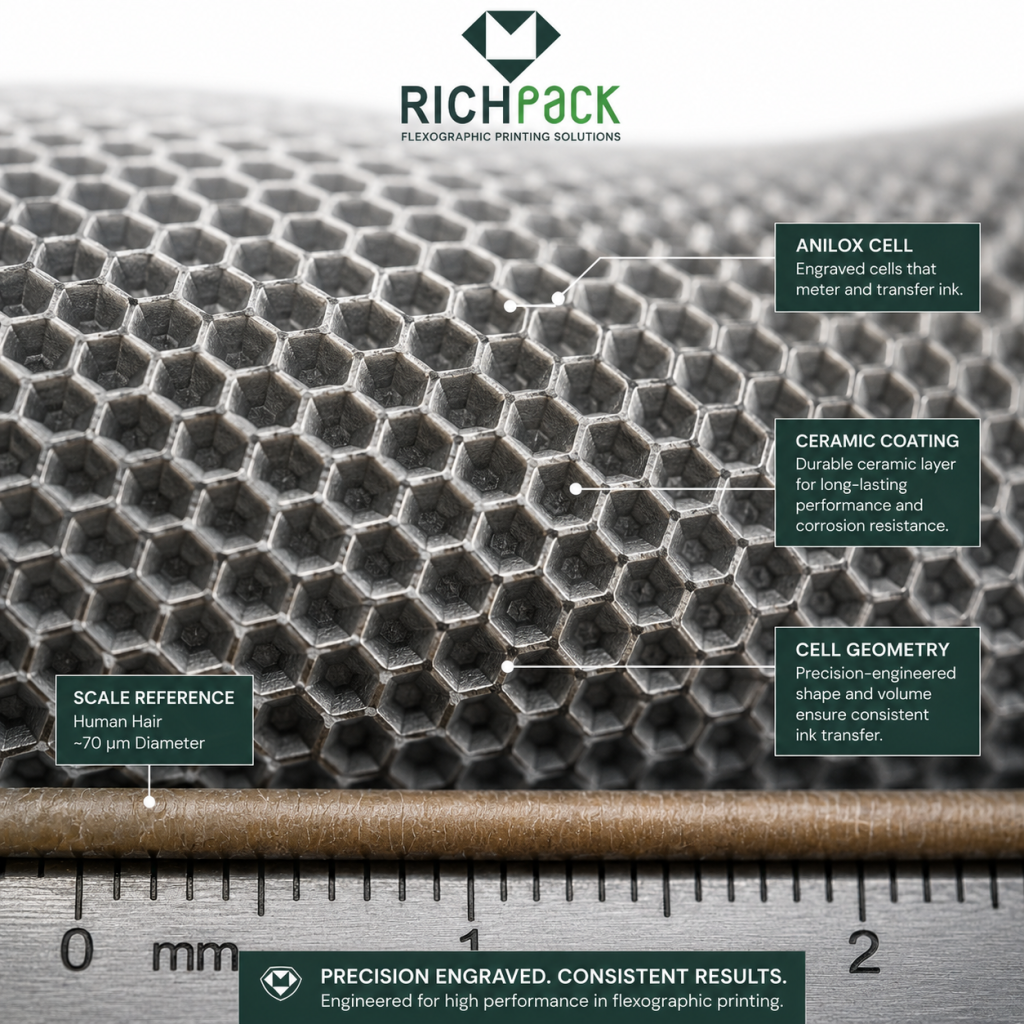
Анилоксовият вал е стоманен или алуминиев цилиндър с керамично покритие, гравирано с милиони микроскопични клетки. Всяка клетка съдържа точно определен обем мастило. Валят се върти, частично потопен в мастило, или го получава чрез помпена система. Ракелно острие почиства повърхността на вала, премахвайки всичко над отворите на клетките, така че само мастилото вътре в клетките се прехвърля върху пластината.
Тази функция за измерване е причината флексопечатът да осигурява толкова равномерно нанасяне на мастилото. За разлика от фонтанния валяк, който може да нанася неравномерни слоеве в зависимост от вискозитета и температурата, анилоксовата клетъчна структура осигурява контролирана дебелина на филма, независимо от малките вариации на мастилото. Броят на клетките, измерен в линии на инч (LPI), определя колко мастило се пренася на отпечатък. По-високият LPI означава по-малки клетки, по-тънък филм мастило и по-добро възпроизвеждане на фините полутонови детайли.
Различните обеми анилокса са подходящи за различни задачи. Анилоксов слой с плътност 3.0 BCM (милиард кубически микрона на квадратен инч) е подходящ за плътно покритие с твърдо мастило. Анилоксов слой с плътност 1.0 BCM осигурява по-лек филм за детайлна работа с полутонове. Съчетаването на анилоксовия слой с графичния дизайн, а не само с материала, е решение, което екипът за предпечат на вашата печатница трябва да вземе съзнателно, а не по подразбиране.
Два цилиндъра вършат цялата работа тук. Цилиндърът за пластина държи фотополимерната пластина. Цилиндърът за печат е разположен срещу нея, притискайки субстрата към нея.
Ето какво прави всеки един от тях.
Цилиндърът на плочата се върти със скоростта на печатната машина. Той носи плочата, която поема мастило от анилокса и го пренася върху основата. Монтажът използва двустранно залепваща лента. Държачите тип „ръкав“, при които тънка втулка се плъзга върху компресиран с въздух дорник, ускоряват смяната на задачите.
Печатният цилиндър е повърхността за противоналягане. Той избутва мастилото от плочата върху основата. Налягането при печат се калибрира внимателно. Твърде многото налягане води до разнасяне на мастилото и смачкване на основата. Твърде малкото налягания водят до непълен трансфер и неравномерна плътност. Правилното балансиране отличава опитния оператор на печатна машина от начинаещия.
И двата цилиндъра трябва да се движат правилно върху лагерите си. Вибрацията или ексцентричността в който и да е от цилиндрите се проявява като вариация в плътността по време на печата. Операторите на печатници наричат това „ивиации“, когато се появяват като хоризонтални ленти. Ивиците почти винаги са резултат от проблем с поддръжката, а не от проблем с процеса.
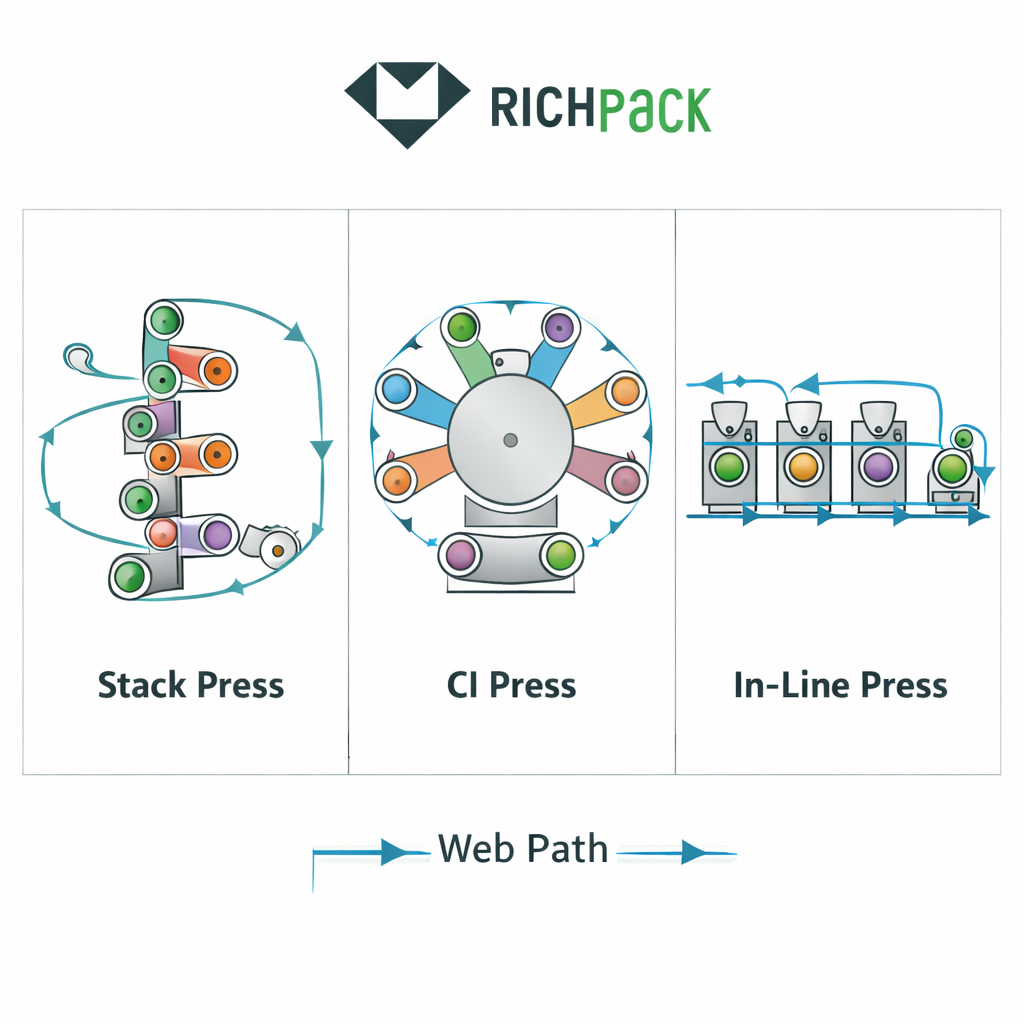
При централно-импресорна (CI) печатна машина, един голям импресорен цилиндър е разположен в центъра, а около него са разположени печатни станции. Субстратът е в контакт с един и същ цилиндър във всяка цветна станция. Няма кумулативна грешка между станциите. При подреждащите се и редови печатни машини всяка станция има свой собствен импресорен цилиндър. Кумулативната грешка при регистрация може да се натрупа в цялата машина. Съвременните серво-управляеми печатни машини се справят добре с това, но все пак си струва да се знае.

Субстратът постъпва в пресата под формата на ролка (ролно подаване) или като отделни листове, в зависимост от конфигурацията на пресата. Ролните преси доминират в производството на опаковки с голям обем, защото подаването от ролка позволява непрекъсната работа без прекъсванията при обработката на листовете, характерни за офсетовите преси.
Субстратът преминава между формовъчния цилиндър и печатния цилиндър във всяка цветна станция. На първата станция се отпечатва първият цвят. След това субстратът се премества в секция за сушене, след това в следващата цветна станция и така нататък. Шестцветна печатна машина отпечатва CMYK плюс два допълнителни цвята в шест последователни преминавания със сушене между всяко едно.
Контролът на опъването е от значение тук. Секцията за развиване издърпва ролката със субстрата в пресата под контролирано опъване. Твърде голямото опъване води до скъсване на лентата. Твърде малкото опъване позволява хлабина, която създава бръчки, неправилно съпоставяне и дефекти при печат. Опитните оператори на преси развиват усет за регулиране на опъването при различните видове субстрати; ролка LDPE фолио от 40 паунда се държи много различно от ролка бяла крафт хартия от 20 паунда.
Сушилните агрегати се намират между печатните станции и след последната станция. Те трябва да изпарят достатъчно количество разтворител за мастило между нанасянията на цветове, за да предотвратят интерференция между слоевете, при която следващият цвят се нанася върху мастило, което все още е лепкаво.
Сушилните с горещ въздух, инфрачервените сушилни и UV лампите за втвърдяване са подходящи за различни химични състави на мастилата и видове материали. Мастилата на водна основа съхнат предимно чрез изпаряване, така че горещият въздух работи добре. Мастилата на базата на разтворител също разчитат на изпаряване. UV и EB мастилата изискват радиационно втвърдяване, а не нагряване, което ги прави подходящи за термочувствителни материали.
След финалната станция за оцветяване и последния проход за сушене, субстратът излиза от пресата и се придвижва към довършителни работи. Разрязването реже широките ролки на по-тесни части. Щанцоването изрязва отделни заготовки за опаковки от непрекъснатия лист. Сгъването, лепенето, ламинирането и нанасянето на покритие се извършват на линия на съвременни преси или на отделно оборудване за довършителни работи. Всяка стъпка от довършителните работи добавя време за обработка и разходи, което влияе върху общата цена на единица продукт.

Не е нужно да сте оператор на печатна машина, за да закупите флексопечатни опаковки, но е необходимо да разбирате основните механични компоненти. Специфичната конфигурация на тези части, броят на анилоксовите клетки, материалът на пластините, системата за сушене и типът на пресата определят как ще изглежда готовата ви опаковка и колко ще струва.
Анилоксовият вал е метален цилиндър с керамична повърхност, гравирана с милиони малки клетки. Той поема мастило, измерва точен обем чрез ракел и пренася това мастило върху фотополимерната плоча. Всеки аспект на този вал, от геометрията на клетките до ъгъла на гравиране и обема, влияе върху консистентността на трансфера на мастилото и в крайна сметка върху качеството на печат.
Съвременните анилоксови ролки използват лазерно гравиране за постигане на консистенция на клетките. Трите основни ъгъла на гравиране са 30, 45 и 60 градуса спрямо оста на ролката. Ъгълът от 60 градуса се е превърнал в индустриален стандарт, защото осигурява най-равномерно изпразване на клетките по време на трансфер, намалявайки моаре при полутонов печат.
Обемът на клетката се измерва в BCM. Валяк с 4.0 BCM осигурява плътно покритие на мастилото за плътни зони. Валяк с 1.5 BCM осигурява по-леко покритие за работа с по-фини детайли. Вашият принтер трябва да съответства на спецификацията на анилокса на изискванията на вашата задача, а не да използва това, което е монтирано в момента на печатната машина.
Фотополимерната плоча е гъвкавият носител на изображението, който държи вашите произведения на изкуството в релеф. Материалът и качеството на обработката му директно определят колко рязък и последователен ще изглежда крайният ви отпечатък.
DuPont Cyrel, Kodak Flexcel NX и XSYS Nyloflex са доминиращите марки пластини в търговския флексопечат. Всяка от тях използва малко по-различна фотополимерна химия и методи за обработка. Всички произвеждат пластини, които могат да поддържат растерни линии от 120 lpi за тежки твърди материали върху крафт хартия до 200+ lpi за висококачествена полутонова работа върху покрити основи.
Дебелината на плочата е от значение за настройката на печатната машина. Стандартните дебелини са 0.067 инча, 0.100 инча и 0.125 инча. По-тънките плочи се огъват по-лесно около цилиндри с малък диаметър, което е важно за задачи с малка повторяемост. По-дебелите плочи осигуряват по-голяма издръжливост при дълги тиражи.
Методът на обработка влияе върху качеството на плочите и въздействието върху околната среда. Отмиването с разтворител отделя химически отпадъци. Отмиването с вода е по-чисто. Сухата термична обработка елиминира отмиващите химикали. Когато оценявате доставчиците, попитайте за техния метод за обработка на плочите. Това влияе както върху екологичното съответствие, така и върху консистенцията на плочите.

Цилиндърът за пластина е прецизно обработен стоманен цилиндър, проектиран да държи фотополимерната пластина здраво, докато се върти с висока скорост. Монтажът включва двустранно залепваща лента, поставена върху повърхността на цилиндъра, след което пластината се навива и притиска. Държачите за пластини тип „втулка“, при които тънка втулка се плъзга върху компресиран с въздух дорник, позволяват по-бърза смяна на работата, отколкото интегралният монтаж на цилиндъра.
Печатният цилиндър е гладката повърхност за противоналягане. Той осигурява механична опора и контактно налягане, които притиска мастилото от плочата върху основата. Твърдостта на печатния цилиндър и състоянието на повърхността му влияят върху качеството на печат. Износен или повреден печатен цилиндър създава вариации в налягането по цялата ширина на печата.
И двата цилиндъра трябва да са перфектно цилиндрични, балансирани и да се движат правилно по лагерите си. Вибрацията или ексцентричността в който и да е от цилиндрите се изразяват в вариация в плътността на мастилото по време на печата, наречена „ивици“, когато се появяват като хоризонтални ленти в отпечатъка. Ивиците са един от най-често срещаните и най-предотвратими дефекти при печат; почти винаги се дължат на проблем с поддръжката, а не на проблем с процеса.
Ракелът е тънко метално или полимерно острие, което притиска повърхността на анилоксовия вал, за да изстърже излишното мастило. Той е един от най-чувствителните към поддръжка компоненти в цялата печатна машина.
Съществуват две системи с ракел. Традиционната система с единичен ракел използва едно острие, което едновременно дозира и запечатва мастилото от тавата. Системата с ракел със затворена камера, която сега е стандарт за висококачествените широколентови преси, запечатва анилокса в камера под налягане с две остриета: ограничително острие на входа за мастило и дозиращо острие на изхода. Системата с камера предлага превъзходен контрол на вискозитета (мастилото е по-малко изложено на въздух), намалено разхищение на мастило и по-високи скорости на печат.
Тъпите или повредени ракелни ножове създават ивици, замърсяване с мастило и драскотини по анилоксовата повърхност. В производствени среди с голям обем, ракелът се проверява и подменя на редовни интервали, не само когато се появи проблем. Честотата на смяна на ракел от вашия доставчик е скрит индикатор за неговата култура на поддръжка. Ако не могат да ви кажат графика си за подмяна на ракел, това е червен флаг.
Сушилните агрегати се намират между станциите за оцветяване и след последната станция. Те трябва да изпарят достатъчно количество разтворител за мастило между нанасянията на цветовете, за да предотвратят интерференция между слоевете, при която следващият цвят се нанася върху мастило, което все още е лепкаво.
Сушилните с горещ въздух са най-разпространените. Те използват насочени въздушни ножове на повърхността на субстрата, като издърпват парите на разтворителя далеч от пътя на субстрата. Ефективността на сушилните влияе пряко върху скоростта на печатната машина. Ако сушенето не може да се справи със скоростта на печат, машината трябва да забави скоростта си, за да поддържа качеството. Това е едно от най-често пренебрегваните ограничения при планирането на производството: машина, която работи с 800 фута в минута с мастило на водна основа, може да падне до 400 фута в минута при работа с по-голямо покритие на мастилото.
UV лампите за втвърдяване са все по-разпространени, особено с преминаването към UV и EB мастила. UV лампите втвърдяват мастилото мигновено чрез полимеризиране на фотоинициатори в мастилото, вместо чрез изпаряване на разтворителя. Това елиминира опасенията за емисиите на разтворител и позволява на печатните машини да работят по-бързо върху чувствителни към топлина основи. Компромисът е по-високата цена на консумативите и необходимостта от фотоинициаторни формулировки, съвместими с храни, в приложенията за опаковане на храни.
Не всички флексопечатни машини са еднакви. Конфигурацията на машината влияе върху ширината на печат, скоростта, стабилността на регистрацията, съвместимостта с материалите и наличните възможности за довършителни работи. Съответствието на типа машина с изискванията на вашата задача е решение, което вашият доставчик трябва да вземе заедно с вас, а не вместо вас.
Стековите преси подреждат печатащите модули във вертикален стек, като палубите са подредени една върху друга върху обща основа. И двете страни на основата могат да бъдат отпечатани с едно преминаване, което е полезно за продукти като многослойни хартиени торби, които изискват едновременно печатане върху вътрешната и външната повърхност.
Компромисът е, че ефективността на пространството е за сметка на стабилността на регистрацията. Всяка платформа има свой собствен печатен цилиндър и кумулативната грешка при регистрацията може да се натрупа в пресата. Стековите преси все още се използват широко, особено при по-тесни ширини на рулото и за по-прости, по-малко критични към цвета приложения.
В CI печатна машина всички печатни станции са разположени около един голям печатен цилиндър в центъра на машината. Субстратът е в контакт с този един и същ печатен цилиндър за всяка цветна станция, което означава, че не може да се въведе независимо отклонение в регистрацията между станциите.
Това е най-стабилната по отношение на регистрация конфигурация на флексо печатна машина. CI печатните машини се отличават с работа с близка регистрация, полутонов печат, фин текст и сложни многоцветни дизайни. Те също така се справят с еластични или чувствителни към опън материали по-добре от стековите дизайни. Марките с дизайни на опаковки, критични към цвета, често избират производство с CI печатна машина.
Основният недостатък е, че големият централен печатен цилиндър ограничава ширината на печат на машината, което прави пресите с непрекъсваема ролка (CI) най-разпространени при тесни до средни ширини на руло до около 26 инча. Съществуват CI преси с широк рулон, но са специализирани и скъпи.
Редовите печатни машини подреждат печатните деки в хоризонтална линия, като всяка дека има собствен печатен цилиндър. Работата с подложката е по-лесна от тази при CI печатните машини, а редовата конфигурация улеснява достъпа до отделните станции за смяна на пластините и поддръжка.
Редовите преси се справят с по-тежки и по-твърди материали по-добре от пресите с конденз, което ги прави популярни за печат на велпапе и други дебели материали. Недостатъкът е кумулативната грешка в регистрацията между множество печатни цилиндри, въпреки че съвременните сервоуправляеми редови преси се справят добре с това.
Широколентовите преси обработват ролкови материали с ширина от около 21 инча до 80 инча. Те са създадени за производство на гъвкави опаковки в голям обем: фолио за торбички за закуски, стоящи пликове, термосвиваеми ръкави и други широкоформатни опаковъчни формати.
Широкоролковите флексо преси могат да работят с изключително високи скорости и често включват поточна обработка: покритие, ламиниране, нарязване и щанцоване с едно преминаване. Капиталовите разходи за широкоролкова флексо преса са значителни, така че цеховете, работещи с тези машини, са оптимизирани за обем на производство. Времето за настройка на широкоролковите преси е значимо; не работите с 500 единици на широкоролкова преса.
Тесноролковите преси обработват ширина на лентите до около 20 инча, първоначално разработени за печат на етикети. Днес те са се разширили до гъвкави опаковки за малки тиражи: пликове, сашета, еднократни опаковки и опаковки за бутилки.
По-тесният формат намалява разходите за настройка на задача и прави тесноролните печатни машини практични за хиляди, а не милиони тиражи.
Тук е мястото, където разговорът за материалите става практически полезен. Когато разберете връзката между типа на печатната машина и възможностите на материала, спирате да правите предположения за това какво е възможно и какво не. Хибридна печатна машина с тесен ролен печат, работеща в съоръжение за фармацевтични етикети, може да отпечатва номера на партиди с променливи данни директно с шестцветно флексо изображение. Същата конфигурация на печатната машина обработва термосвиваеми ръкави върху бутилки за вино и блистерно фолио за лекарства без рецепта. Този набор от приложения не съществува в никоя друга печатна технология на тази ценова категория.
Хибридните печатни машини съчетават рентабилността и гъвкавостта на флексо печата с гъвкавостта на дигиталния мастилено-струен печат. Една или повече мастилено-струйни глави отпечатват променливи данни или добавят дигитални декорации, докато флексо деките обработват основното изображение и допълнителните цветове. Резултатът е най-доброто от двата свята за марки, които се нуждаят както от икономия на обем, така и от персонализиране на SKU.
Последиците от бизнес модела са значителни. Хибридната печатница може да се конкурира с многоцветния флексопечат, като същевременно може да обхване малки тиражи и разнообразни задачи, които чистите флексо цехове не могат да реализират рентабилно. Ако сте марка с множество артикули (SKU), всички от които споделят един и същ основен дизайн, но изискват индивидуални баркодове, партидни номера или регионални езикови варианти, хибридната печатница си заслужава сериозна оценка.
Проследимостта във фармацевтичната и хранителната проследимост е сферата, където хибридните печатни машини се развиват най-бързо – разпоредбите за проследяване в ЕС и изискванията на FDA в САЩ налагат индивидуално кодиране на опаковките. Само флексопечатът не може да направи това ефективно. Само цифровият печат е твърде скъп за основния печат. Хибридният печат решава и двата проблема с един проход.
Това е мястото, където флексографският печат наистина се отличава от другите методи и това е областта, за която ни питат най-често като доставчик на опаковки. Ако някога сте се чудили дали вашият специфичен субстрат ще работи във флексопечат, отговорът почти сигурно е „да“, с някои уговорки.
Непокрита крафт хартия, покрит картон, лайнер картон и гофриран носител рутинно се печатат във флексо преси. Абсорбцията на хартиените основи влияе върху времето за съхнене на мастилото и увеличаването на точката, така че екипът за предпечат на вашата печатница съответно коригира формулата на мастилото и избора на анилоксов носител.
Покритият картон, използван в търговски опаковки, козметика и кутии за хранителни продукти, осигурява най-високо качество на флексопечат, тъй като покритата повърхност контролира разпространението на мастилото. Непокритата крафт хартия осигурява по-рустикален, текстуриран печат, който е подходящ за марки занаятчийски и натурални продукти. Гофрираните материали изискват специфични настройки на пластината и налягането, тъй като нагънатата повърхност създава присъщи неравности.
Флексопечатът е доминиращият метод за печат на гъвкави опаковки, а причината за това са пластмасовите фолиа. LDPE, HDPE, полипропиленови (PP), BOPP, PET и найлонови фолиа се печатат успешно на флексо машини с подходящ избор на мастило.
Ключовото условие е, че пластмасовите фолиа са непорести. Адхезията на мастилото изисква повърхностна обработка, обикновено коронарна обработка или пламъчна обработка, нанесена върху фолиото, преди да влезе в печатната машина. Обработката повишава повърхностната енергия на субстрата над праг, измерен в дина на сантиметър, което позволява на мастилото да се свърже правилно. Ако някога сте имали мастило, което се е изтрило от пластмасова торбичка, вероятната причина е била неадекватна повърхностна обработка, а не проблем с мастилото, не проблем с пластината, а проблем с повърхностната енергия.
Ламинатите, многослойните структури, комбиниращи филм, хартия и/или алуминиево фолио, имат свои собствени характеристики. Адхезивната съвместимост между печатарското мастило, лепилото за ламиниране и многослойния субстрат трябва да бъде валидирана. Ламинатите за опаковки на храни подлежат на регулаторни тестове за миграция, което означава, че вашият доставчик трябва да извърши проверки за съвместимост на материалите преди производството. Това не е по избор за приложения, предназначени за контакт с храни; това е регулаторно изискване.
Алуминиевото фолио и метализираните филми се печатат добре при флексопечат, когато повърхността на субстрата е правилно обработена. Тези материали са често срещани в първокласните опаковки за храни, блистерното фолио за фармацевтични продукти и декоративните приложения.
Проблемът с фолиевите подложки е термичната чувствителност. Ако вашият принтер използва сушене с горещ въздух при високи температури, фолиото може да се деформира. UV системите за втвърдяване се справят добре с фолиевите подложки, защото те се втвърдяват без топлина. Проверете конфигурацията на сушилнята на вашия доставчик, преди да поръчате печат с фолио.
Флексо мастилата на водна основа са най-екологичният вариант. Те изпаряват водното съдържание чрез сушене с топлина, оставяйки плътен мастилен филм върху основата. Опаковките за хранителни продукти за сухи стоки, гофрираните картонени кутии и хартиените торбички обикновено използват мастила на водна основа.
Ограничението в производителността е, че мастилата на водна основа съхнат по-бавно върху непорести основи и могат да бъдат по-чувствителни към повторно активиране на влага във влажна среда. Ако опаковката ви ще бъде съхранявана в студени или влажни условия, тествайте производителността на мастилото в тези условия преди производство.
Флексо мастилата на основата на разтворители използват органични разтворители като носител. Те се втвърдяват чрез изпаряване и прилепват добре към необработени пластмасови филми без допълнителна обработка на повърхността. Самият разтворител модифицира повърхността на субстрата, докато се изпарява.
Тези мастила предлагат силна химическа устойчивост, което ги прави подходящи за промишлени опаковки и приложения, където отпечатаната повърхност ще се сблъска с разтворители, масла или външни атмосферни влияния. Компромисът е свързан с екологични и регулаторни съображения. Емисиите на разтворители от печатните зали изискват системи за регенериране или намаляване на парите, а формулировките са под нарастващ регулаторен натиск. Много региони са наложили ограничения за емисиите на летливи органични съединения (ЛОС), което тласка цеховете към мастила на водна основа и UV алтернативи.
UV флексо мастилата се втвърдяват чрез фотохимична реакция, а не чрез изпаряване. UV лампа във всяка печатна станция полимеризира мастилото мигновено в момента на нанасянето му. Липсата на разтворител, който да се изпарява, означава липса на емисии и време за съхнене. Материалите излизат от печатната машина напълно втвърдени, готови за незабавно покритие.
UV мастилата работят върху почти всякакъв вид субстрат: хартия, филм, фолио и ламинат, без специфични за субстрата корекции на формулата. Тази гъвкавост е една от причините UV флексопечатът да се разрасне бързо, особено в приложенията за етикети с тесен слой и гъвкави опаковки.
Квалификацията е, че UV мастилата изискват фотоинициатори, за да задействат реакцията на втвърдяване. Някои фотоинициатори са предмет на разпоредбите за миграция на опаковки за храни. За опаковки, предназначени за контакт с храни, вашият доставчик трябва да използва съвместима система за UV мастила и да може да предостави регулаторната документация.
Ето практическа рамка, която използваме с клиентите си при избора на материали за флексопечат.
Първо, определете условията на крайна употреба. Ще се съхранява ли опаковката на стайна температура, в хладилник или замразена? Ще бъде ли изложена на влага, масла или UV светлина по време на употреба? Тези условия бързо стесняват избора на комбинация от субстрат и мастило.
Второ, потвърдете възможностите на вашия доставчик за обработка на повърхности. Ако посочвате пластмасово фолио, цехът трябва да има обработка с корона или пламък на пресата или като предпечатна операция. Попитайте за техния процес на проверка на обработката. Един добър цех измерва и регистрира повърхностната енергия при всяка поръчка. Ако не могат да ви покажат дневник с измервания, това е пропуск в контрола на качеството.
Трето, поискайте мостри от материала преди производството. Кратък тираж върху вашия действителен субстрат в реалната ви цветова палитра ви казва повече от всеки спецификационен лист. Имали сме клиенти, които са откривали проблеми с увеличаването на точката, проблеми с адхезията и проблеми с промяната на цвета само след като са видели физическа мостра. Откриването им в тираж от 500 броя струва много по-малко от откриването им след производствен тираж от 50 000 броя.
Причината флексопечатът да е запазил и разширил доминиращата си позиция в печата на опаковки, въпреки конкуренцията от дигиталния и други методи, се свежда до специфичен набор от предимства, които са най-важни, когато печатате в голям обем.
Флексопечатна машина, работеща със скорост от 800 фута в минута, произвежда приблизително 8,000 линейни фута за 10-минутен цикъл. За марка, поръчваща 100 000 бройки от торба с размери 6×8 инча, този тираж отнема по-малко от два часа време за печат. Никой друг метод за търговски печат не се доближава до този капацитет за опаковъчни материали.
Тази скорост се превръща директно в цена. Разходите за труд на единица се минимизират, когато оператор на преса контролира машина, работеща на пълна скорост, произвеждаща десетки хиляди единици на час. Фиксираните разходи за монтаж на пластини, настройка на пресата и подготовка се разпределят върху по-голямо количество единици.
Както е обяснено подробно в раздела за материалите, флексопечатът работи върху хартия, филм, фолио, ламинат, гофрирани и композитни материали без фундаментална смяна. Цех с правилната конфигурация на пресата може да отпечата вашата хартиена торбичка, вашия BOPP плик за изправяне и вашата фолиева ламинирана опаковка в едно и също съоръжение, използвайки един и същ флексо процес.
Тази гъвкавост е от полза за марки, които имат нужди от опаковки с множество субстрати. Можете да консолидирате базата си от доставчици, да намалите сложността на логистиката и да разчитате на постоянно качество на печат в различните формати на опаковки.
За марките, работещи с RichPack по програми за персонализирани опаковки, тази гъвкавост означава, че можем да препоръчаме правилния метод за печат за всеки продукт от вашата линия, без да ви принуждаваме да управлявате взаимоотношения с множество доставчици. Марка бижута, която доставя продукти в твърди кутии, кадифени торбички и печатни хартиени опаковки, може да централизира и трите програми за печат с един партньор, съвместим с флексопечат.
Цената на плочата за цвят за флексопечат обикновено е от 200 до 600, в зависимост от размера на плочата и метода на обработка. Цената на офсетовата литографска плоча е сравнима, но офсетът изисква много по-скъпи консумативи и повече труд на оператора на печатната машина.
Фотополимерните флексо пластини са издръжливи. Добре поддържана пластина при дълъг печат може да произведе над 500 000 отпечатъка преди подмяна. Когато амортизирате цената на пластината за 500 000 броя, цената на единица пластина е незначителна.
Дигиталният печат изобщо не изисква пластини, но цената на единица мастило или тонер при дигиталния печат е значително по-висока от цената на единица мастило при флексопечата при големи тиражи. Точката на пресичане, в която флексопечатът става по-евтин от дигиталния, варира в зависимост от сложността на работата и материала, но според нашия опит, обикновено е между 5,000 и 20 000 единици, в зависимост от конфигурацията.
Съвременният флексопечат с правилно съчетани анилоксови спецификации и правилна компенсация на усилването на точката преди печат произвежда качество на цветовете, което съперничи на офсетовата литография върху повечето опаковъчни материали. Системата за дозиране на анилоксовото мастило по цялата ширина на печата осигурява постоянна плътност по цялата ширина на печата, елиминирайки вариациите в плътността, които могат да се появят по краищата на листовите офсетови отпечатъци.
Широкоспектърните мастила и разширената цветова гама издигнаха флексоцветния печат още повече. Марките, използващи опаковки с критично значение за цвета на марката, преминаха от съвпадение на самостоятелни цветове към ECG процесен печат, намалявайки необходимия брой пластини и опростявайки настройката на печатната машина.
Флексо мастилата на водна основа и UV мастилата отговарят на изискванията на FDA за контакт с храни, когато са формулирани и обработени правилно. Бързото съхнене на мастилото означава, че субстратът излиза от печатната машина готов за незабавно навиване или подреждане без отлепване, като мастилото от едната отпечатана повърхност се прехвърля върху задната част на ролката над нея.
За хранителните марки това е фактор за надеждност на веригата за доставки. Доставчик с добре поддържани системи за сушене, правилна документация за контакт с мастилото и хранителни продукти и чисти практики в печатницата намалява риска от неспазване на регулаторните изисквания.
Траекторията на устойчивост на флексографския печат непрекъснато се подобрява. Флексо мастилата на водна основа вече доминират в приложенията за хартиени опаковки. UV мастилата елиминират емисиите на разтворители. Нови биоразградими филмови субстрати, PLA и филми на целулозна основа, се валидират за съвместимост с флексо печатни машини. Няколко големи производители на флексо печатни машини вече предлагат машини със системи за сушене с рекуперация на енергия, които значително намаляват консумацията на енергия на единица продукция.
За марки с документирани ангажименти за устойчивост, способността на флексотехнологиите да използват рециклиран картон, био-фолиа и мастилени системи с ниско съдържание на летливи органични съединения (ЛОС) осигурява проверими екологични характеристики за вашите опаковки.
Специфични сертификати, за които да попитате вашия доставчик:
Попитайте вашия доставчик за номера на сертификата и датата на валидност, а не просто за общо твърдение. Доставчик с истинска сертификация от трета страна ще разполага с тази документация незабавно. Доставчик, който се колебае или предлага само маркетингова брошура, прави екологични твърдения без проверка.
Ако оценявате екологични опции за опаковане, нашите екологични опаковъчни решения Страницата обхваща комбинациите от субстрати и мастила, които отговарят на различните стандарти за устойчивост.
Ето един момент, който често изненадва бранд мениджърите: флексопечатът вече не е само за опаковане на стоки. Луксозните кутии за часовници, първокласните козметични кутии и кутиите за бижута от висок клас все по-често използват флексографски печат за своите графични покрития, вътрешен печат и елементи за брандиране.
Причините са практични. Гамата от материали за печат съответства на палитрата от първокласни опаковъчни материали. Ефективността на разходите при обем прави първокласното качество на печат достъпно в голям мащаб. А конфигурациите на печатните машини, които включват поточно покритие, щамповане и щамповане с фолио, означават, че един проход на печатната машина може да произведе покрития, които преди изискваха отделни операции.
Когато RichPack работи с марки бижута по персонализирани опаковки, флексопечатът почти винаги е част от решението за печат, независимо дали като основен метод за печат или като основен слой изображение за последваща специална обработка.

Изборът на метод на печат означава да разберете с какво правите компромис. Ето сравнението, от което се нуждаят повечето купувачи.
По-долу е дадена подробна сравнителна таблица, която подробно описва флексографския, офсетовия литографски, цифровия и ротогравюрния печат в шест измерения: диапазон на материалите, скорост, качество на цветовете, цена на единица по размер на тиража, сложност на настройката и типични приложения.
| Измерение | Флексографски | Офсетов литопечат | Цифров | Дълбок |
| Диапазон на субстратите | Хартия, филм, фолио, ламинат, гофрирана хартия | Хартия с покритие, предимно картон | Хартия, малко филм (варира в зависимост от печатницата) | Филм, фолио и ламинат предимно |
| Скорост | 600–2,000 фута/мин | 300–1,500 фута/мин | 100–600 фута/мин | 300–2,500 фута/мин |
| Качество на цветовете | Високо; конкурентите компенсират върху опаковъчните субстрати | Много високо върху хартия с покритие | Добро; бързо се подобрява | Много високо за фини детайли |
| Единична цена, голям тираж | ниско | ниско | Високо | Много ниско при много висок обем |
| Единична цена, малък тираж | Среден | Високо | ниско | Много високо |
| Сложност на настройката | Среден (табели, регистрация) | Среден (чинии, одеяла, овлажняване) | Ниско (без регистрационни номера) | Високо (гравиране на цилиндър) |
| Променливи данни | Ограничено (добавя разходи) | None | Вградени възможности | None |
| Най - доброто за | Гъвкави опаковки с голям обем | Големи обеми поръчки за хартия с покритие | Кратки тиражи, персонализиране | Дълготрайно първокласно фолио/филмо |
Офсетовата литография е стандарт за качество при печат върху плоска хартия от десетилетия. Качеството на изображението върху покрита хартия е изключително, а опитните оператори на офсетови печатници могат да постигнат изключително постоянни цветове.
Компромисите за купувачите на опаковки са, че офсетовият печат е ограничен предимно до хартия и картон с покритие. Не може да се печата върху пластмасово фолио, фолио или повечето ламинати без специализирани и скъпи адаптации. Офсетовият печат изисква също системи за овлажняване, мастилени валяци и одеяла, което води до разходи за консумативи и сложност на поддръжката.
За марки, чиито опаковъчни продукти са предимно покрити картонени кутии, офсетовият печат може да е правилният избор. За марки с всякакви гъвкави опаковки: торби, пликове, ръкави, продукти, опаковани във фолио, флексопечатът е практичният избор.
Дигиталният печат елиминира изработката на клишета. Файловете се изпращат директно от дигиталния фронтенд към печатната машина, без филм, без клише и без подготовка. Това прави дигиталния печат непобедим за много кратки тиражи и задачи с променливи данни.
Разликата в цените между флексо и дигитален печат варира в зависимост от поръчката. Като цяло, дигиталният печат става по-икономичен под 5,000 бройки, в зависимост от размера и сложността. Над 20 000 бройки, флексопечатът обикновено печели. Между 5,000 и 20 000 бройки, сравнението зависи от наличността на конкретна печатна машина, изискванията за материала и сложността на цветовете.
Качеството на дигиталния печат се е подобрило драстично. За повечето приложения за опаковане разликата в качеството между дигиталния и флексопечата вече не е визуално значителна. Останалите предимства на флексопечата са цена спрямо обема, гъвкавост на материалите и възможност за печат върху фолио и метализирани материали.
Ротогравирането използва цилиндър за дълбок печат с гравирани в повърхността на цилиндъра клетки, а не релеф. То произвежда най-високото качество на изображението от всички търговски методи за печат, особено за фини фотографски детайли и плавни градиенти.
Компромисът е, че гравирането върху цилиндри с ротопечат е скъпо, хиляди долари на цилиндър, и отнема време. Разходите за подготовка са високи, което прави ротопечата икономичен само при много големи обеми, обикновено над 500 000 единици на дизайн. Минималната жизнеспособна дължина на тиража прави ротопечата непрактичен за повечето нужди на опаковките на марките.
Флексопечатът заема практичната средна позиция: по-ниски разходи за подготовка в сравнение с ротопечата, по-голяма гъвкавост на материала и качество, достатъчно за почти всички приложения за потребителски опаковки. Марките, които имат обема, за да оправдаят ротопечата, обикновено го знаят, защото икономическите аспекти са ясни в техния мащаб.
Изберете флексопечат, когато тиражът ви надвишава 5,000 бройки, опаковката ви включва гъвкав материал, нуждаете се от постоянно качество на печат върху различни видове материали, сроковете ви изискват бърза обработка или печатате опаковки за храни и се нуждаете от документация за съответствие с изискванията за безопасни за храни мастила.
Помислете за дигитален печат, когато тиражът ви е под 5,000 бройки, имате нужда от променливи данни, имате нужда от бърза корекция без разходи за подготовка или създавате прототип преди вземане на решение за производство.
Помислете за офсетова литография, когато опаковката ви е 100% от картон или хартия с покритие, изискванията за качество изискват най-добро полутоново възпроизвеждане върху покрития материал или имате съществуващи взаимоотношения с доставчик на офсетов печат с ясно ценово предимство.
Този раздел е мястото, където интересите на купувача и доставчика се сливат най-пряко. Решенията, които вземате по време на фазата на проектиране и поръчка, определят дали вашата флексопечатна задача ще протече гладко или ще се превърне в производствен кошмар, който губи време, бюджет и доверие в марката.
Вашият файл с графичния дизайн трябва да отчита изкривяването при обгръщане на пластината. Когато гъвкава пластина се монтира върху цилиндър, обиколката на изображението надвишава размера на плоската пластина. Вашият принтер трябва да осигури коефициент на изкривяване, обикновено от 0.25% до 0.50%, който вашият дизайнерски екип прилага към графичния дизайн по посока на печат.
Некомпенсирането на изкривяването води до компресиран текст и изображения върху крайния печат. Виждали сме дизайни на марки, които изглеждаха добре в плоските PDF пробни отпечатъци, но излизаха от печатницата с видимо смачкани лога. Превенцията е безплатна. Корекцията струва преработка на пластината.
Също така се уверете, че файлът ви включва правилно разстояние между ръбовете. Повечето флексо материали изискват разстояние между ръбовете от 3 мм до 5 мм по всички ръбове. Дизайн, който стига до ръба на работната повърхност, но не и извън нея, ще остави бяла рамка върху готовия продукт след изрязване.
Установете цветен стандарт преди производството. Ако се нуждаете от специфични маркови цветове, потвърдете дали тези цветове ще бъдат съчетани с помощта на CMYK процес, мастила с единични цветове или комбинация от тях. Единичните цветове предлагат по-тясно съвпадение със стандартите на конкретни марки. Съвпадението на CMYK процеса зависи от материала и набора от мастила.
Заявете пробно изображение от печатна машина върху действителния ви субстрат, преди да започнат производствените цикли. Цифровите пробни изображения са полезни за проверка на оформлението, но не представят точно точковото увеличение, плътността на мастилото или взаимодействието със субстрата. Мокрото пробно изображение от действителната печатна машина върху действителния ви субстрат е златният стандарт.
Вградете очакванията за увеличаване на точката в процеса на вашия пробен отпечатък. CMYK изображение, което изглежда добре на дигитален пробен отпечатък, може да изглежда по-тъмно върху производствения субстрат поради характеристиката на разпръскване на мастилото при флексо мастилата. Обсъдете това с вашия доставчик и поискайте сравнение между пробния отпечатък и производствения отпечатък, ако това е първата ви работа с нов доставчик.
Текстът, който ще се чете на крайната опаковка, изисква минимален размер на шрифта. Практическият минимум за флексопечат зависи от материала, покритието с мастило и качеството на печата, но ето какво обикновено препоръчваме:
За критичен регулаторен текст проверете самостоятелно минималните изисквания за шрифтове във вашата регулаторна юрисдикция. Изискванията на FDA за етикетиране на храни са посочени в наредбите, а не в най-добрите практики за печат.
Помолете вашия доставчик да ви посочи разходите за пластини отделно от разходите за печат. Шестцветна поръчка има шест пластини. Работа, която изисква различни пластини за различните артикули, дори с незначителни вариации в копията, бързо умножава разходите за пластини.
Също така, попитайте за времето за подготовка. Добре поддържана преса с опитен оператор може да завърши подготовката за 30 до 45 минути. По-малко опитен оператор на по-старо оборудване може да отнеме два до три часа. Тази разлика във времето на оператора влияе върху цената на задача.
Вградете реалистичен времеви буфер в производствения си график. Между одобрението на графичния дизайн, изработката на плочите, подготовката за работа и самото производство, стандартната флексопечатна задача обикновено изисква от две до четири седмици от одобрението на файла до готовата продукция. Бързи поръчки с ускорено изработване на плочи и планиране на печатната машина са възможни, но имат предимство.
Ето какво отличава добрия доставчик на флексопечат от просто наличен такъв.
Първо, попитайте за конфигурацията на пресата им. Разполагат ли с типа преса (CI, стекова, редова) и ширината на рулото, които отговарят на размерите на вашия продукт? Цех, който печата етикети с тесен рулон на 10-инчова преса, не може ефективно да произвежда широкоформатни гъвкави опаковки.
Второ, поискайте мостри на печат. Реномиран доставчик би трябвало да може да предостави отпечатани мостри на задания, подобни на вашия тип продукт. Разгледайте мострите под лупа. Проверете за постоянна плътност на мастилото, ясни полутонови точки, чисти ръбове на текста и постоянна регистрация между цветовете.
Трето, попитайте за процеса им за документиране на контакт с храни. Ако печатате опаковки за храни, доставчикът трябва да предостави информация за формулата на мастилото, документация за тестове за миграция и подкрепа за съответствие с регулаторните изисквания. Цех, който не може или не желае да предостави тази документация, не е квалифициран за работа, свързана с контакт с храни.
Четвърто, оценете възможностите им за предпечатна подготовка. Качеството на вашата продукция зависи както от работата на екипа за предпечатна подготовка, така и от самата печатна машина. Попитайте за техния процес на коректура, методологията за компенсация на точковото увеличение и CTP оборудването. Цех с модерни CTP системи, калибрирани устройства за коректура и документирани работни процеси за управление на цветовете ще осигури по-последователна продукция.
Пето, оценете възможностите им за довършителни работи. Могат ли да режат, щанцоват, сгъват и лепят вътрешно, или да възлагат довършителните работи на външни изпълнители? Довършителните работи вътрешно на изпълнителя намаляват времето за изпълнение и риска от контрол на качеството. Възлагането на довършителни работи на външни изпълнители добавя време за изпълнение, логистични разходи и точка на предаване, където могат да възникнат грешки.
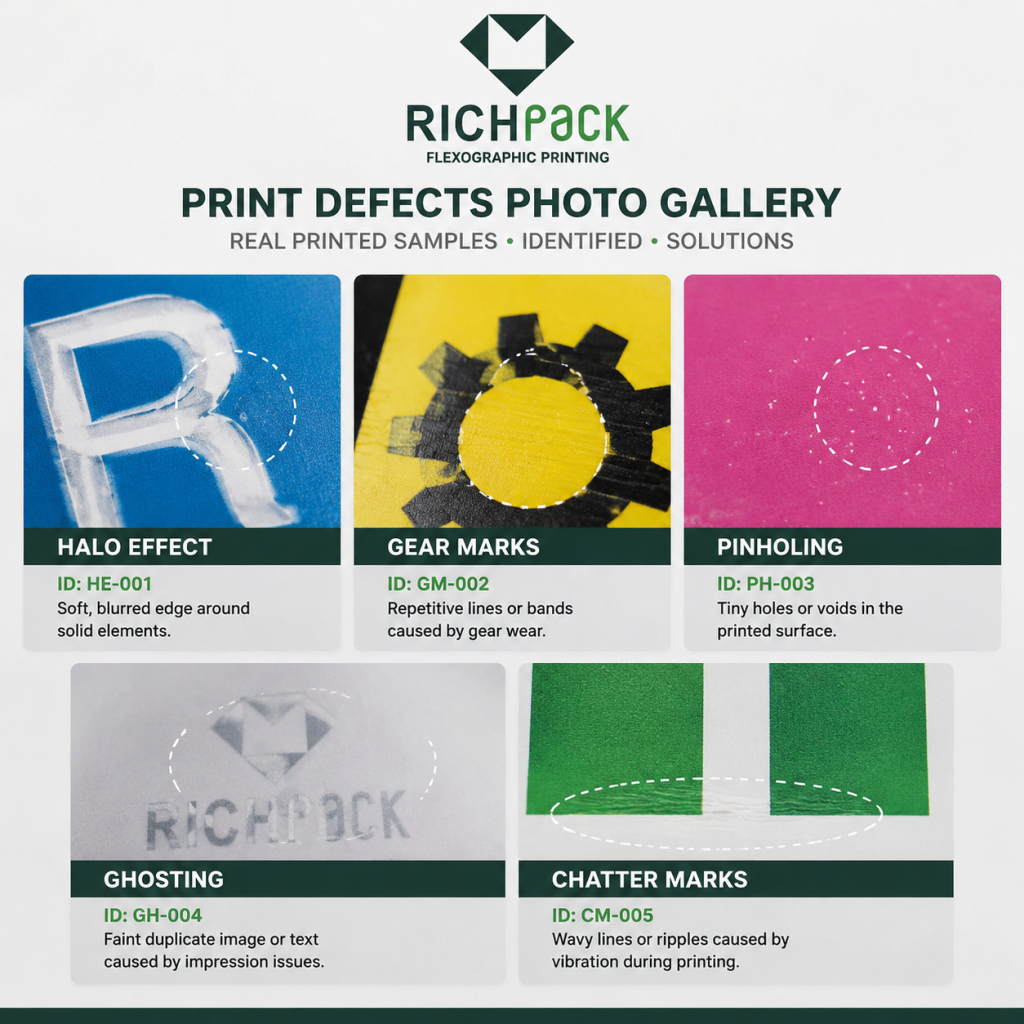
Да знаете какво да търсите в завършен тираж е също толкова важно, колкото и да знаете как да го настроите. Ето дефектите, които нашият екип по качеството проверява при всяка производствена задача, и какво ви казва всеки един от тях за основната причина.
хало ефект (наричано още „gain shadow“ или „edge bridging“) се появява като тъмен контур или сянка около полутонови точки и фин текст. Мастилото се разпространява странично от отпечатаната точка, създавайки по-широк отпечатък от предвиденото. Това е проблем с „dot gain“-а. Същото поведение на течното мастило, което прави флексопечата да изглежда наситен, може да причини и прекомерно разпръскване, ако обемът на анилокса е твърде висок за основата или ако налягането при отпечатване е прекомерно. Първо проверете спецификацията на анилокса и налягането при отпечатване. При непокрити основи, намаляването на обема на анилокса с 10-15% често разрешава ореола без други промени.
Следи от съоръжения (наричани още лентови или ритмични повтарящи се следи) се появяват като равномерно разположени хоризонтални линии по ширината на печата. Моделът се повтаря на фиксиран интервал, който съответства на обиколката на цилиндъра на плочата или механичен компонент в системата за задвижване на пресата. Следите от зъбни колела показват износена механична част, обикновено в зъбното колело на задвижването или неправилно монтиран печатен цилиндър. За разлика от случайните дефекти на печата, следите от зъбни колела са постоянни и повтаряеми в целия тираж. Те не могат да бъдат коригирани в предпечатната подготовка; решението е поддръжка.
Пробиване на дупки Проявява се като малки неотпечатани петна, обикновено в зони, покрити с твърдо мастило. Повърхността на субстрата има микровариации, които пречат на мастилото да се запълни напълно, или въздушните мехурчета в мастиления филм се разкъсват по време на съхнене, оставяйки малки дупки. Върху абсорбиращи субстрати като непокрито крафт фолио, дупките често са проблем с грапавостта на повърхността на субстрата. Върху пластмасови фолиа това може да показва недостатъчна обработка на повърхността или лошо сцепление на мастилото. Един прост тест: ако дупките са видими на субстрата преди печат, проблемът е в субстрата. Ако се появят едва след печат, проблемът е във взаимодействието мастило-субстрат.
размиването на цветовете (наричано още повторение на изображението) се появява като по-светло копие на отпечатаното изображение, изместено от правилната му позиция, обикновено по посока на движението на субстрата. Това се случва, когато системата за мастило не се възстанови напълно между отпечатъците, а плочата поема по-малко количество мастило, защото някои клетки са все още частично изчерпани от предишния отпечатък. „ghosting“-ът е най-често срещан при високоскоростни тиражи с обилно покритие с мастило. Регулирането на скоростта на подаване на мастило и осигуряването на адекватно подаване на мастило към анилоксовия вал обикновено решава този проблем.
Следи от тракане се появяват като фини вертикални ивици или вълни в отпечатаното изображение, причинени от моментни промени в скоростта на лентата на субстрата, докато тя преминава през печатната машина. За разлика от следите от зъбни колела, които имат фиксиран интервал на повторение, следите от вибрации са неправилни. Те обикновено показват проблем със системата за развиване или контрол на опъването, или повредена ролка в пътя на субстрата.
Нашият инженер по предпечатна подготовка води регистър на дефектите за всяка задача, не само за да открие проблемите преди изпращането им, но и за да изгради библиотека с шаблони с течение на времето. „Всеки дефект ви казва нещо за състоянието на машината или взаимодействието на материала“, обяснява тя. „Ако погледнете само резултата и го изхвърлите, пропускате информацията. Но ако свържете дефекта обратно с настройките на печатната машина и партидата на материала, започвате да предвиждате проблеми, преди да се случат.“
Ако сте чели внимателно досега, областите на приложение не би трябвало да ви изненадат. Флексопечатът е доминиращият метод за печат в опаковките именно защото неговите предимства, скорост, разнообразие от материали, икономическа ефективност и качество съответстват на изискванията за производство на потребителски стоки в големи обеми.
Това е най-голямата област на флексо печат. Пликове за изправяне, торбички за чипс, опаковки за бонбони, термосвиваеми ръкави, фолио за флоу-увиване и опаковки за закуски представляват най-голямата категория по обем във флексо производството. Комбинацията от пластмасови фолиа, високи изисквания за качество на печат и огромни производствени обеми създава естествено съответствие.
Бранд мениджърите, работещи с гъвкави опаковки, трябва да оценят три специфични за флексопечата съображения: дали фолиото изисква предпечатна обработка на повърхността и как това се проверява, дали ламинатната структура е съвместима с печатарското мастило и лепилото за ламиниране и дали изискванията за цялост на запечатването взаимодействат с покритието на мастилото в зоната на запечатване.
Ако за първи път проучвате гъвкавите опаковки по поръчка, нашето ръководство за създаване на персонализирани козметични опаковки, които впечатляват клиентите обхваща избора на субстрат, компромисите между методите на печат и опциите за довършителни работи с практически подробности.
Етикетите, чувствителни на натиск, етикетите за свиване, етикетите във формата и етикетите за термозалепване се произвеждат предимно чрез флексопечат. Тесноролковите преси, предназначени за производство на етикети, работят с много високи скорости, а материалите се съчетават добре с флексо мастилените системи.
Изискванията за променливи данни са все по-често срещани в етикетните приложения: партидни номера, срокове на годност, баркодове и QR кодове. Хибридните флексо/дигитални печатни машини се справят добре с това, като отпечатват статично изображение във флексопечат и добавят променливи данни в дигитален мастилено-струен печат. Този подход се превръща в стандарт за етикетиране на фармацевтични продукти и приложения за проследяване на храни.
Флексопечатът върху велпапе, предимно за транспортни картонени опаковки, кутии за електронна търговия и дисплейни опаковки, използва същия основен процес, но със специфични адаптации. Гофрираните материали са по-дебели, по-свиваеми и имат неравни повърхности в сравнение с картона.
Флексопечатът след печат (печат върху плосък картон преди конвертиране) и флексопечатът на линия (печат върху гофриращ апарат) са двата производствени модела. Постпечатът е по-често срещан за висококачествени графични опаковки за електронна търговия и опаковки, готови за търговия на дребно. Флексопечатът на линия върху гофриращ апарат се използва за печат на големи обеми картонени опаковки.
Качеството на цветовете върху гофрирания картон е по своята същност по-ниско, отколкото върху гладък картон, защото нагънатият материал създава неравности на повърхността. За първокласни опаковки върху гофриран картон, стратегията за ламиниране или покритие, при която гладка хартиена повърхност се ламинира върху гофрирания материал преди печат, води до много по-високо качество на продукцията.
Многослойните хартиени торби, SOS торбичките, торбичките за пазаруване и опаковъчната хартия са основни приложения на флексопечата. Тези продукти обслужват хранителни, селскостопански, промишлени и търговски крайни пазари. Субстратите варират от лек естествен крафт до многослойни хартиени торби.
Очакванията за качество на печат варират в зависимост от пазара. Индустриалните опаковки се фокусират върху четлив текст, четливост на баркодовете и идентификация на продукта. Опаковките за търговия на дребно изискват графично качество, ориентирано към потребителя. Един и същ флексо процес обработва и двете, като качеството на печат се регулира чрез разделителна способност на пластината, спецификация на анилокса и настройки на печатната машина.
Отвъд основните приложения, флексопечатът изпълнява редица специализирани роли, където уникалните му възможности създават стойност.
Тютюневи опаковки, блистерно фолио за фармацевтични продукти, козметични мостри, носители на напитки и градинарско фолио са все флексо приложения. Във всеки случай специфичната комбинация от субстрат, химичен състав на мастилото и регулаторни изисквания създава ниша, която другите методи на печат не могат да обслужват толкова ефективно.
Като доставчик на луксозни опаковки, ние виждаме, че специализираните възможности на флексопечата се проявяват при висококачествени продукти, където качеството на брандирането е толкова важно, колкото и функционалната опаковка. Възможността за комбиниране на качеството на флексопечата с поточно покритие, UV гланц и релефни ефекти в един печатен проход е особено ценна за програмите за опаковане на премиум марки.
Ако вашата марка оперира в сферата на бижутата, козметиката или първокласните потребителски стоки, нашите персонализирани опаковки за бижута спрямо готови решения Сравнението обхваща как програмите за персонализиран печат създават диференциация, с която стандартните опаковки не могат да се сравнят.
Флексографският печат използва три основни вида мастила: на водна основа, на основата на разтворител и UV-втвърдяващи се. Мастилата на водна основа са най-разпространени за хартиени опаковки и приложения, свързани с храни, където съответствието с регулаторните изисквания изисква минимално химическо съдържание. Мастилата на основата на разтворител предлагат силна адхезия към пластмасови фолиа без повърхностна обработка и осигуряват химическа устойчивост. UV и EB мастилата се втвърдяват мигновено чрез радиация, а не чрез изпаряване, което ги прави подходящи за термочувствителни основи и позволяват най-високи скорости на печат. Видът на вашия субстрат, крайната среда за употреба и изискванията за контакт с храни определят коя система мастила е подходяща.
Съвременните широколентови флексо преси обикновено работят със скорост от 600 до 1,000 линейни фута в минута. Теснолентовите етикетни преси обикновено достигат от 1,500 до 2,000 фута в минута. Някои специализирани преси надвишават тези диапазони. Действителната скорост на производство зависи от вида на субстрата, капацитета за съхнене на мастилото, броя на цветовете и сложността на довършителните операции, интегрирани в печатната машина.
Офсетовата литография използва гумено одеяло за прехвърляне на изображение от плоча върху субстрат, докато флексопечатът използва директно релефна плоча. Офсетовият печат се отличава с гладка хартия с покритие, но не може да печата върху пластмасово фолио или фолио без специализирано оборудване. Флексопечатът обработва много по-широк диапазон от субстрати и работи по-бързо за повечето приложения за опаковане. Офсетовият печат обикновено произвежда по-резки фини детайли върху покрит материал, но качеството на флексопечата върху опаковъчните субстрати вече е сравнимо, а гъвкавостта на флексопечата и икономическата ефективност на субстрата за гъвкави опаковки са несравними.
Съвременният флексопечат с фотополимерни плочи с висока резолюция, внимателно калибриран предпечат и подходящи анилоксови спецификации може да осигури фотографско качество на продукцията. Историческата разлика в качеството между флексопечата и офсетовия печат за фотографско възпроизвеждане до голяма степен е затворена за опаковъчните материали. Дълбокият печат все още има предимство в качеството за ултрафини детайли върху първокласни фолиеви опаковки, но разликата е незабележима за повечето приложения за опаковане, насочени към потребителя.
Добре поддържаната фотополимерна флексо плоча може да произведе от 500 000 до 1 000 000+ отпечатъка при дълъг печат, преди да бъде сменена. Животът на плочата зависи от химичния състав на мастилото, текстурата на основата, скоростта на печат и условията на съхранение между употребите. Мастилата на базата на разтворители и грубите основи, като непокрита крафт хартия, намаляват живота на плочата. Правилното съхранение, почистване, затваряне и контролирана температура удължават живота на плочата между производствените серии.
Усилването на точката описва явлението, при което полутоновите точки се отпечатват върху основата с размер, по-голям от програмирания им размер. Флексо мастилата са по-течни от офсетовите мастила и се разпространяват при контакт със основата. Това кара 50% полутонова точка да се отпечата като точка с размер от 55% до 62% в зависимост от основата, мастилото и настройките на печатната машина. Компенсацията на предпечата регулира програмирания размер на точката, за да се получи желаният краен размер на точката. Без правилна компенсация на усилването на точката, цветовете се отпечатват по-тъмни от проектираните, а полутоновите градиенти губят детайли.
Флексографският печат постигна значителен напредък в областта на опазването на околната среда. Флексо мастилата на водна основа елиминират емисиите на летливи органични съединения (ЛОС) от разтворители при хартиените приложения. UV и EB-втвърдяващите се мастила елиминират разтворителя. Съвременните сушилни за печат включват системи за рекуперация на енергия, които намаляват потреблението на единица продукция. Рециклираният картон и био-базираните филмови субстрати се валидират все по-често за съвместимост с флексо печатните машини. За марки с ангажименти за устойчивост, изискването на екологични сертификати от доставчика на флексопечат осигурява документирана отчетност.
Анилоксовият вал е прецизният компонент за дозиране на мастилото във флексопечатната машина. Той представлява метален цилиндър с керамична повърхност, гравирана с милиони микроскопични клетки. Клетките задържат контролиран обем мастило, което ракел отстранява отвсякъде, освен от клетките, преди валът да пренесе мастилото върху пластината. Броят и обемът на анилоксовите клетки определят дебелината на мастиления филм, което пряко влияе върху плътността на цвета, разпределението на мастилото и възпроизвеждането на детайлите. Изборът на анилоксов вал на вашия принтер за вашата конкретна задача е едно от най-важните технически решения във флексопроизводството.
Флексографският печат не е най-бляскавата технология за печат, но е тази, която прави възможна съвременната опаковъчна индустрия в голям мащаб. От сутрешната ви кутия за зърнени храни до свиваемия ръкав на следобедния ви протеинов шейк, флексопечатът е това, което свързва марките с потребителите в момента на покупка.
Разбирането на флексографския печат ви дава, като купувач, конкретно предимство. Когато знаете как работи печатната машина, какво прави анилоксовият печат, защо е важно увеличението на точката и какви въпроси да зададете на вашия доставчик, вие спирате да бъдете пасивен купувач и започвате да бъдете информиран партньор в собствената си програма за опаковане.
Съобразете вашия субстрат с възможностите за обработка на вашия доставчик. Печатането върху пластмасово фолио изисква повърхностна обработка. Уверете се, че доставчикът разполага с такава и я проверява.
Инвестирайте в качеството на предпечатната подготовка. Времето и разходите, които харчите за подготовка на графичните елементи, компенсация на изкривяванията и коректура, се изплащат във всяка единица, която излиза от печатната машина без дефекти.
Поискайте физически мостри от действителния ви субстрат. Цифровите пробни отпечатъци ви разказват за оформлението. Направете пробни отпечатъци върху действителния материал, за да получите информация за качеството на печат.
Изберете флексопечат заради неговите предимства: икономичност на обема, гъвкавост на материалите и съответствие с изискванията за безопасност на храните с мастилото. За малки тиражи или големи изисквания за променливи данни, цифровият печат е правилният избор.
Независимо дали сте дизайнер на опаковки, работещ по първата си флексо спецификация, бранд мениджър, оценяващ методи за печат за нова продуктова линия, или специалист по снабдяване, сравняващ възможностите на доставчиците, доминирането на флексопечата в печата на опаковки не е случайно. То се постига чрез производителност. Разбирането му е първата стъпка към доброто му използване.
Ако следващият ви проект включва персонализирани опаковки: твърди кутии, гъвкави пликове, сгъваеми картонени кутии или специални структурни дизайни, екипът на RichPack може да ви помогне да изберете метода на печат, който отговаря на вашите изисквания, ограничения за материала и параметри на обема. Свържете се с нас, за да започнете разговор.
2026-05-29
2025-02-10
2025-06-19

2025-11-08
2026-03-05

2026-04-20
Устойчиви и достъпни екологично чисти козметични опаковки с групови цени | Идеален за купувачи на едро, които търсят зелена и рентабилна опаковка
Вижте още
Поръчкови компактни табла за бижута за пътуване със сигурни затваряния | Персонализирана, издръжлива опаковка за предприятия за търговия на дребно и доставчици на едро на бижута в групови поръчки
Вижте още
Козметични кутии по поръчка за малки козметични марки с ниска MOQ | Идеален за специализирани козметични фирми, нуждаещи се от персонализирани решения за опаковане
Вижте още
Биоразградими кутии за бижута за екологични марки | Екологични опаковъчни решения за бизнеси с бижута, фокусирани върху зелени инициативи
Вижте още
Маркови и персонализирани акрилни държачи за колиета с лого | Персонализирани решения за показване за търговци на дребно на бижута, търсещи персонализирана, въздействаща презентация
Вижте още
Картонена кутия за бижута с чекмедже за подаръци – 7.5×7.5×3.5 см | Бяла и черна кутия за пръстени с чекмедже
Вижте още