 Zurück
Zurück
Was ist Flexodruck und wie funktioniert er?
2026-05-29

Wer schon einmal eine Müslischachtel in der Hand hielt, ein Shampoo-Sachet auspackte oder den Barcode von einer Medikamentenflasche abzog, hat bereits etwas berührt, das im Flexodruckverfahren bedruckt wurde. Die meisten Menschen bemerken es gar nicht. Und genau das ist der Clou.
Der Flexodruck, oft kurz Flexo genannt, ist das Arbeitspferd hinter fast allen flexiblen Verpackungen, die man im Handel findet. Er arbeitet mit Geschwindigkeiten, die andere Druckverfahren langsam erscheinen lassen, er verarbeitet Materialien, die andere Druckmaschinen beschädigen würden, und das alles zu Stückkosten, die auch große Auflagen wirtschaftlich machen.
Doch was die meisten Artikel zu diesem Thema verschweigen: Ihre Entscheidungen vor der Bestellung von flexogedruckten Verpackungen entscheiden darüber, ob das Endprodukt ein hochwertiges Markenerlebnis oder ein verblasster Prototyp vermittelt. Die Funktionsweise des Flexodrucks zu verstehen, ist nicht nur eine Frage der Technik. Es ist ein entscheidender Vorteil im Einkauf.
Dieser Leitfaden enthält alles Wissenswerte. Sie erfahren, was Flexodruck genau ist, wie der Prozess mechanisch funktioniert, welche Materialien und Farben verarbeitet werden, wie er sich von anderen Druckverfahren unterscheidet und was Sie vorbereiten müssen, bevor die erste Druckplatte hergestellt wird.
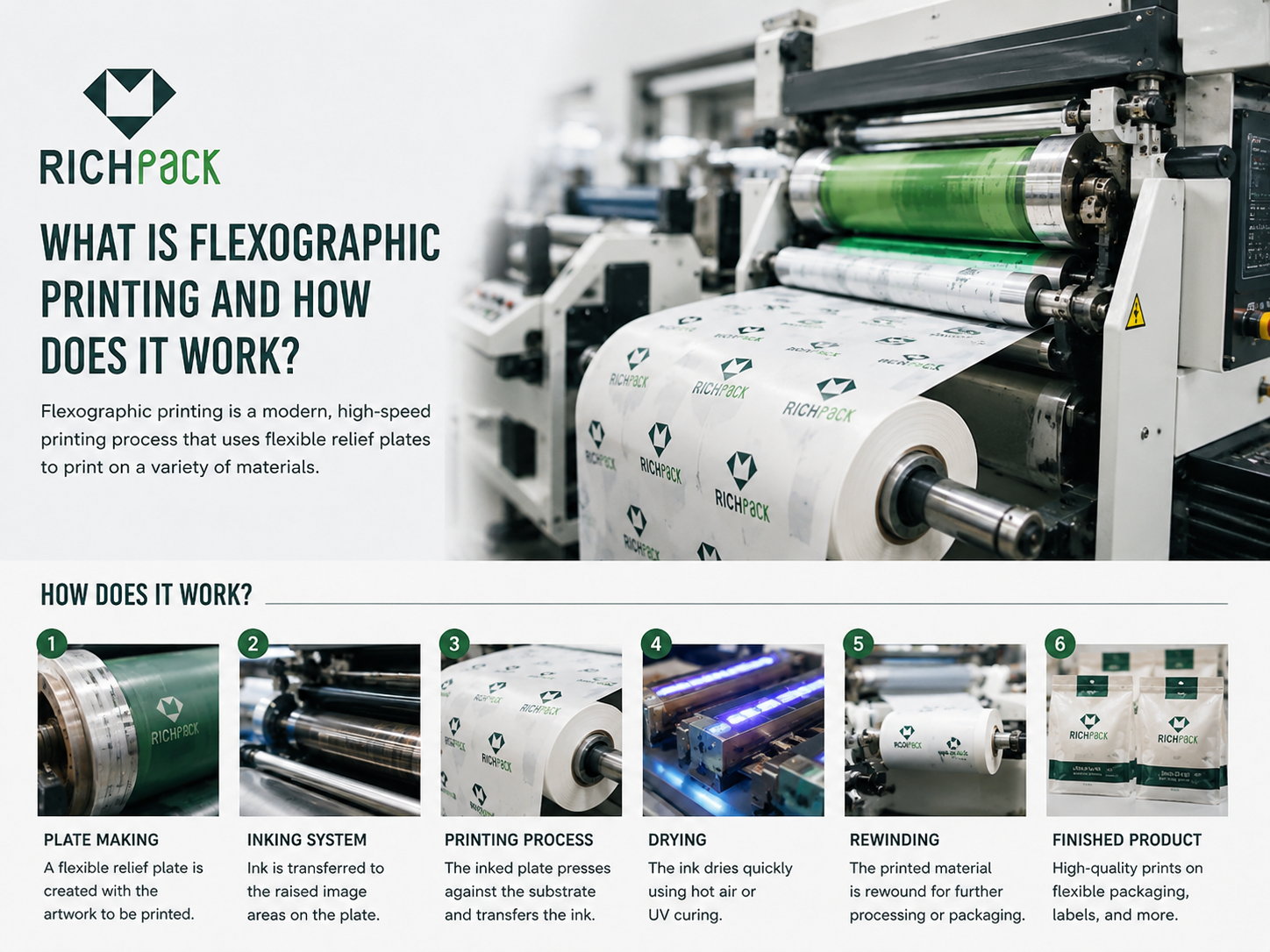
Der Flexodruck ist ein Hochgeschwindigkeits-Rotationsdruckverfahren, bei dem flexible Fotopolymerplatten die Farbe direkt auf verschiedene Bedruckstoffe wie Papier, Folie, Aluminiumfolie und Wellpappe übertragen. Die Flexoplatten werden um rotierende Zylinder gewickelt, anstatt flach gepresst zu werden. Dies ermöglicht einen kontinuierlichen Materialtransport mit Geschwindigkeiten von bis zu 2,000 Metern pro Minute.
Flexodruck ist ein Hochgeschwindigkeits-Rotationsdruckverfahren, bei dem die Farbe von einer flexiblen, erhabenen Druckplatte direkt auf den Bedruckstoff übertragen wird. Das Schlüsselwort ist Flexibilität. Anders als beim traditionellen Buchdruck, bei dem die Druckplatten starr sind, bestehen Flexodruckplatten aus Fotopolymeren, die sich um Zylinder biegen lassen. Diese Flexibilität ist die Grundlage des gesamten Rotationssystems und der Grund, warum Flexodruck auch auf Oberflächen drucken kann, die mit anderen Verfahren nicht bedruckbar sind.
Stellen Sie sich einen Gummistempel vor, der um eine rotierende Walze gewickelt ist, anstatt von Hand daraufgedrückt zu werden. Genau das passiert in jeder Flexodruckmaschine. Das zu druckende Bild befindet sich auf den erhabenen Bereichen einer flexiblen Fotopolymerplatte. Diese erhabenen Bereiche nehmen die Farbe auf. Die vertieften Bereiche bleiben sauber. Wenn sich der Plattenzylinder über das Substrat dreht, wird die Farbe sauber und gleichmäßig übertragen, selbst auf rauen oder flexiblen Materialien.
Das ist es, was den Flexodruck von älteren Hochdruckverfahren und Oberflächendrucktechniken unterscheidet, die Probleme mit Textur und Saugfähigkeit haben. Der sanfte, kontrollierte Druck zwischen Druckplatte und Bedruckstoff verhindert, dass die Druckplatte empfindliche Materialien beschädigt oder sich bei hohen Rotationsgeschwindigkeiten verformt. Unser Druckereileiter, der Tausende von Aufträgen auf unterschiedlichsten Bedruckstoffen realisiert hat, formuliert es so: „Das Erste, was ich jedem neuen Kunden sage, ist: Wer den sanften Kontakt versteht, versteht 80 % der Probleme, die beim Flexodruck auftreten können. Alles andere sind lediglich Folgen dieses einen Prinzips.“
Gehen Sie durch eine beliebige große Verpackungsmesse und schauen Sie sich die laufenden Druckmaschinen an. Fast alle arbeiten mit Flexodruck. Das ist kein Zufall.
Papier und Karton, Kunststofffolien, Metallfolien, Wellpappe, Laminate, Flexodruckgriffe – alles wird verarbeitet. Die Maschine bedruckt poröses Papier und nicht-poröse Kunststofffolien im selben Produktionslauf. Kein anderes Druckverfahren bietet eine solche Materialvielfalt ohne größere Umrüstzeiten.
Geschwindigkeit ist der zweite Grund. Moderne Breitbahn-Flexodruckmaschinen erreichen routinemäßig Geschwindigkeiten von 1,000 bis 2,000 Metern pro Minute. Einige Schmalbahn-Etikettendruckmaschinen schaffen sogar über 600 Meter pro Minute. Bei diesen Geschwindigkeiten kann eine einzelne Druckmaschine Zehntausende Einheiten pro Stunde produzieren. Für Marken mit vielen verschiedenen Artikeln (SKUs) bedeutet dieser hohe Durchsatz direkt niedrigere Stückkosten. Die Wirtschaftlichkeit ist denkbar einfach: Je schneller die Druckmaschine läuft, desto mehr Einheiten verteilen sich auf die Rüstkosten.
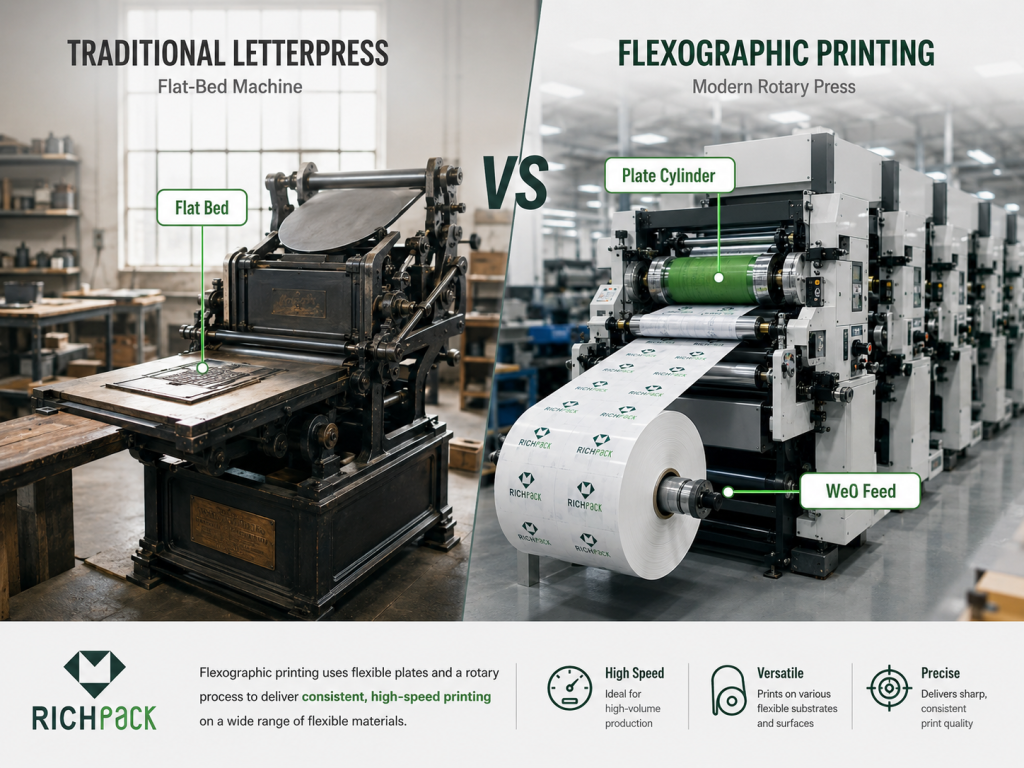
Der traditionelle Buchdruck verwendete massive Metall- oder Holzlettern, die in flache Druckbetten eingespannt waren. Jeder Druckvorgang war ein separater Vorgang. Der Flexodruck entwickelte sich aus demselben Reliefdruckprinzip, ergänzte es aber um eine Rotationsfunktion und flexible Plattenmaterialien. Diese Veränderung war enorm: Endlosrollen ersetzten Bogenware, Druckzylinder ersetzten die flachen Druckbetten und Fotopolymerplatten ersetzten gegossene Metalllettern.
Die Bezeichnung „Flexodruck“ wurde 1952 durch eine Leserumfrage unter der Leitung von Franklin Moss, dem Präsidenten der Mosstype Corporation, offiziell eingeführt. Zuvor hieß das Verfahren Anilindruck, ein Name, der negative Assoziationen hervorrief, nachdem die US-amerikanische Lebensmittelbehörde FDA in den 1940er-Jahren die Verwendung von Anilinfarbstoffen für Lebensmittelverpackungen eingeschränkt hatte. Die Umbenennung war ein Überlebensschritt für die gesamte Branche.
Der moderne Flexodruck hat mit den frühen Druckmaschinen kaum noch etwas gemein. Der Qualitätsunterschied zwischen Flexo- und Offsetdruck ist weitgehend verschwunden, insbesondere bei Verpackungsmaterialien, deren Oberflächenbeschaffenheit sich von der von Druckpapier unterscheidet. DuPont, Kodak und XSYS produzieren heute Fotopolymerplatten, die Rasterungen in einer Qualität wiedergeben können, die mit lithografischen Drucken mithalten kann. Wer immer noch annimmt, Flexodruck bedeute unscharfen Text und uneinheitliche Farben, hat ein veraltetes Bild vorzuweisen.
Die Marken, mit denen Sie täglich in Kontakt kommen, und die Zulieferer, die für sie drucken, setzen alle auf Flexodruck in großem Umfang.
Die Lebensmittel- und Getränkeindustrie ist der größte Endabnehmermarkt. Süßwarenverpackungen, Müslischachteln, Chipstüten, Tiefkühlkartons, Getränkeetiketten und Schrumpfschlauchverpackungen werden fast ausschließlich im Flexodruckverfahren hergestellt. Die schnelltrocknenden Farben und hitzebeständigen Substrate erfüllen die Anforderungen an Lebensmittelsicherheit, ohne die Produktion zu beeinträchtigen.
Pharmaverpackungen, Kosmetikprodukte, Körperpflegeprodukte, E-Commerce-Verpackungen und industrielle Folienverpackungen runden die wichtigsten Anwendungsbereiche ab. Jede Marke, die auf gleichbleibende Druckqualität in hohen Auflagen auf verschiedenen Substratarten angewiesen ist, nutzt entweder bereits Flexodruck oder prüft ihn als Alternative zu langsameren oder teureren Verfahren.

Das Verständnis des Flexodruckverfahrens ist nicht nur für Ingenieure, sondern auch für Einkäufer wichtig. Wer weiß, was zwischen der Druckvorlage und der fertigen Verpackung passiert, kann fundiertere Entscheidungen hinsichtlich Spezifikationen, Zeitplänen und zu beachtenden Punkten vor Produktionsbeginn treffen.
Jeder Flexodruckauftrag beginnt mit Ihrer Druckvorlage. In der Druckvorstufe, der Phase zwischen Design und Produktion, werden die meisten Probleme mit der Druckqualität entweder behoben oder führen dazu, dass sie im fertigen Produkt landen.
Ihr Designteam muss die Druckvorlage im korrekten Farbraum (CMYK für Prozessfarben, separate Dateien für Sonderfarben), in der korrekten Auflösung (mindestens 300 dpi für Rasterbilder) und mit korrekten Beschnittzugaben und Sicherheitsabständen liefern. Ein häufiger Fehler von Erstkunden: Sie reichen Druckvorlagen ein, ohne die Verzerrung durch das Aufziehen der Druckplatte zu berücksichtigen. Beim Aufziehen einer flexiblen Fotopolymerplatte auf einen Zylinder dehnt sich das Bild in Umfangsrichtung leicht aus. Ihre Druckvorlagen müssen entsprechend vorverzerrt sein, da der fertige Druck sonst horizontal gestaucht wirkt.
Unsere Druckvorstufentechnikerin hat eine Regel: Jede neue Kundendatei wird als Erstes auf Verzerrungskorrektur geprüft. „Die meisten Einkäufer wissen gar nicht, dass sie danach fragen müssen“, sagt sie. „Wenn der Korrekturabzug eintrifft und sie ein verzerrtes Logo sehen, ist die Druckplatte bereits hergestellt. Das ist eine 300-Dollar-Lektion, die niemand zweimal lernen möchte.“
Ein weiterer wichtiger Aspekt der Druckvorstufe ist die Punktzunahme. Flexodruckfarben sind flüssiger als Offsetfarben und verlaufen beim Auftreffen auf das Bedruckstoffmaterial, insbesondere auf saugfähigen Materialien wie ungestrichenem Kraftpapier. Ein 50%-Rasterpunkt kann auf dem Druckbild beispielsweise als 58%-Punkt erscheinen. Die Druckvorstufenbediener kompensieren dies durch Anpassung der Rasterweiten und Tonwertkurven. Es ist jedoch wichtig zu verstehen, dass Ihr digitaler Proof und der fertige Druckauftrag nicht identisch aussehen werden, solange sich nicht alle Beteiligten im Vorfeld auf das Kompensationsprofil geeinigt haben. Bitten Sie Ihren Lieferanten daher, Ihnen die Kompensationskurve vor dem Druckvorgang zu zeigen.
Sobald Ihre Druckvorlage druckfertig ist, wird sie in separate Dateien für jede Farbe aufgeteilt. Jede Farbe benötigt eine eigene Fotopolymerplatte.
Bei einem herkömmlichen (analogen) Arbeitsablauf wird ein Filmnegativ auf das Fotopolymerplattenmaterial gelegt und die Anordnung mit UV-Licht belichtet. Die belichteten Bereiche polymerisieren und härten aus. Die unbelichteten Bereiche werden in einem Lösungsmittel- oder Wasserbad abgewaschen, wodurch das erhabene Reliefbild entsteht. Anschließend trocknet die Platte und wird auf den Zylinder montiert.
Der digitale Computer-to-Plate-Workflow (CTP) ist heute Standard in den meisten Flexodruckereien. Ein Laser trägt eine schwarze Maskierungsschicht in den Bildbereichen von der Plattenoberfläche ab und entfällt so den Filmnegativschritt. Anschließend erfolgt die Hauptbelichtung mit UV-Licht und die Entwicklung. CTP verkürzt die Vorbereitungszeit, verbessert die Passergenauigkeit und sorgt für eine gleichbleibend hohe Plattenqualität. Es ist nicht mehr optional; Betriebe, die noch analoge Plattenherstellung betreiben, haben einen Wettbewerbsnachteil.
Die Druckplatten müssen präzise auf dem Druckzylinder montiert werden. Die Passgenauigkeit, also die exakte Ausrichtung jeder Farbe zur vorherigen, ist entscheidend. Selbst eine geringfügige Fehlausrichtung um Bruchteile eines Millimeters führt zu sichtbaren Farbabweichungen im fertigen Druck. Die meisten Flexodruckmaschinen verwenden automatische Passersysteme, doch die manuelle Montage birgt nach wie vor das Risiko menschlicher Fehler, insbesondere in kleineren Betrieben. Fragen Sie Ihren Lieferanten nach seiner Passertoleranz. Kann er Ihnen keinen Wert in Mikrometern nennen, sollten Sie sich weiter umsehen.
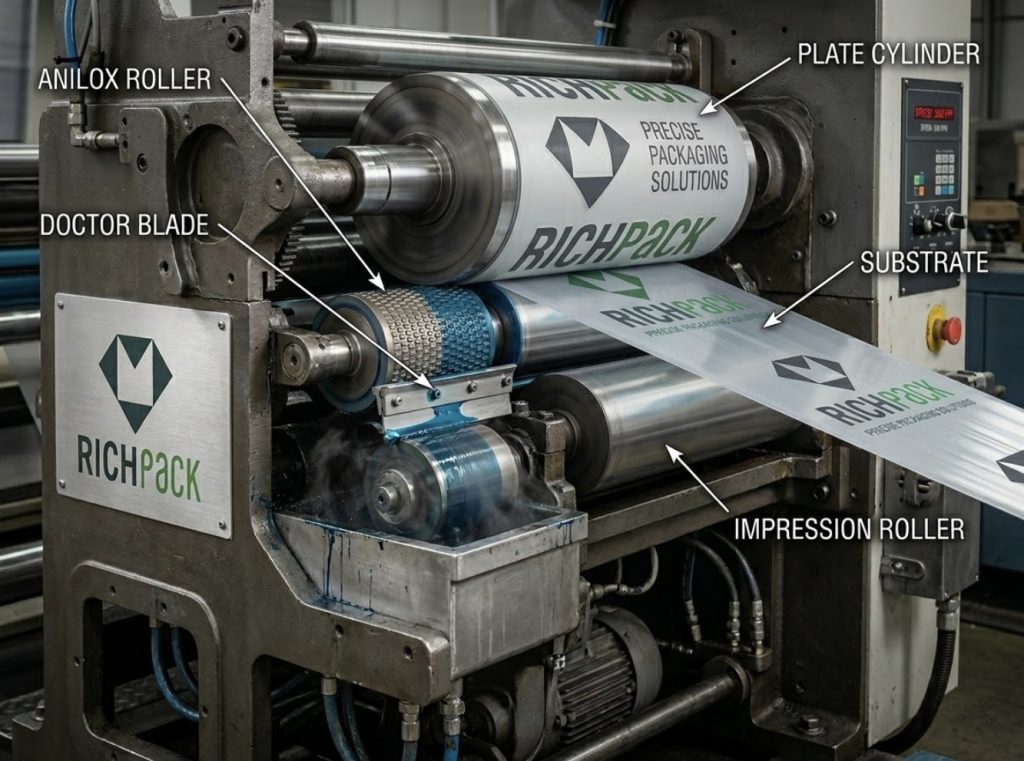
Die Aniloxwalze ist das Herzstück des Flexodrucksystems. Man hört in Flexodruckdiskussionen ständig davon, und das aus gutem Grund: Sie ist die Komponente, die dem Flexodruck seine Konsistenz verleiht.
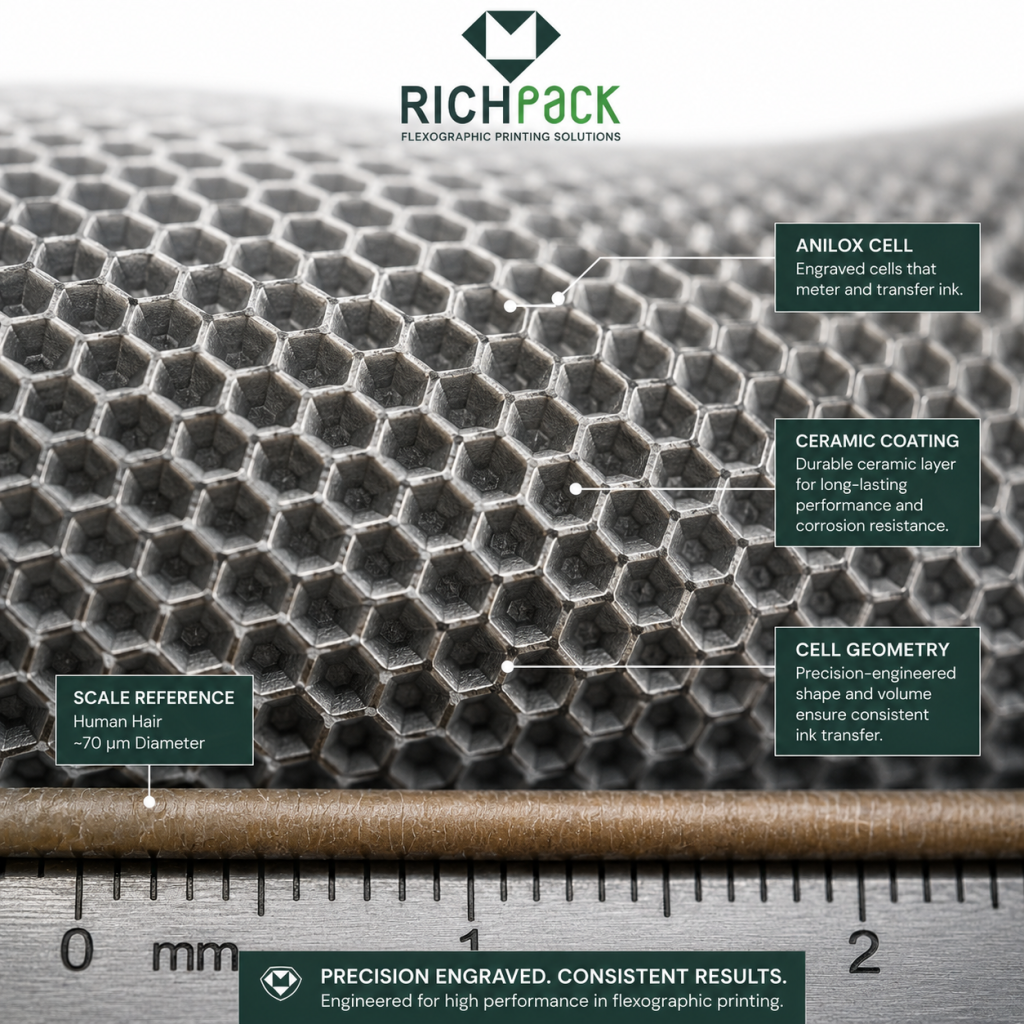
Eine Aniloxwalze ist ein Stahl- oder Aluminiumzylinder mit einer Keramikbeschichtung, in die Millionen mikroskopisch kleiner Zellen eingraviert sind. Jede Zelle enthält eine präzise Farbmenge. Die Walze dreht sich teilweise in Farbe eingetaucht oder wird über ein Pumpsystem damit versorgt. Eine Rakel reinigt die Walzenoberfläche und entfernt alles oberhalb der Zellöffnungen, sodass nur die Farbe aus den Zellen auf die Druckplatte übertragen wird.
Diese Dosierfunktion ist der Grund für den gleichmäßigen Farbauftrag im Flexodruck. Im Gegensatz zu einer Farbwalze, die je nach Viskosität und Temperatur ungleichmäßige Farbschichten auftragen kann, sorgt die Rasterzellenstruktur für eine kontrollierte Filmdicke, unabhängig von geringfügigen Farbschwankungen. Die Zellenzahl, gemessen in Linien pro Zoll (LPI), bestimmt die Farbmenge, die pro Druckvorgang übertragen wird. Eine höhere LPI-Zahl bedeutet kleinere Zellen, einen dünneren Farbfilm und eine bessere Wiedergabe feinster Rasterdetails.
Unterschiedliche Rasterwalzenvolumina eignen sich für unterschiedliche Druckaufträge. Eine 3.0 BCM (Milliarden Kubikmikrometer pro Quadratzoll) Rasterwalze ist ideal für deckende Volltonfarben. Eine 1.0 BCM Rasterwalze erzeugt einen dünneren Film für detailreiche Rasterdrucke. Die Wahl der Rasterwalze passend zum Druckmotiv, nicht nur zum Bedruckstoff, sollte von Ihrem Druckvorstufenteam bewusst getroffen werden, nicht nachträglich.
Zwei Zylinder erledigen hier die gesamte Arbeit. Der Plattenzylinder hält die Fotopolymerplatte. Der Abformzylinder befindet sich gegenüber und drückt das Substrat dagegen.
Hier ist die Funktion jedes einzelnen Elements.
Der Plattenzylinder rotiert mit der Geschwindigkeit der Druckmaschine. Er trägt die Druckplatte, die die Farbe von der Aniloxwalze aufnimmt und auf das Substrat überträgt. Die Montage erfolgt mit doppelseitigem Klebeband. Hülsenhalter, bei denen eine dünne Hülse auf einen luftkomprimierten Dorn geschoben wird, beschleunigen den Auftragswechsel.
Der Gegendruckzylinder bildet die Gegendruckfläche. Er presst die Farbe von der Druckplatte auf den Bedruckstoff. Der Gegendruck wird sorgfältig kalibriert. Zu hoher Druck führt zu Farbverlauf und Beschädigung des Bedruckstoffs. Zu niedriger Druck verursacht unvollständigen Farbauftrag und ungleichmäßige Farbdichte. Die richtige Balance zu finden, unterscheidet einen erfahrenen Drucker von einem Auszubildenden.
Beide Zylinder müssen in ihren Lagern rund laufen. Vibrationen oder Unwuchten in einem der Zylinder führen zu Dichteschwankungen im Druckvorgang. Maschinenbediener bezeichnen dies als „Streifenbildung“, wenn sie als horizontale Streifen sichtbar wird. Streifenbildung ist fast immer auf einen Wartungsfehler zurückzuführen, nicht auf einen Prozessfehler.
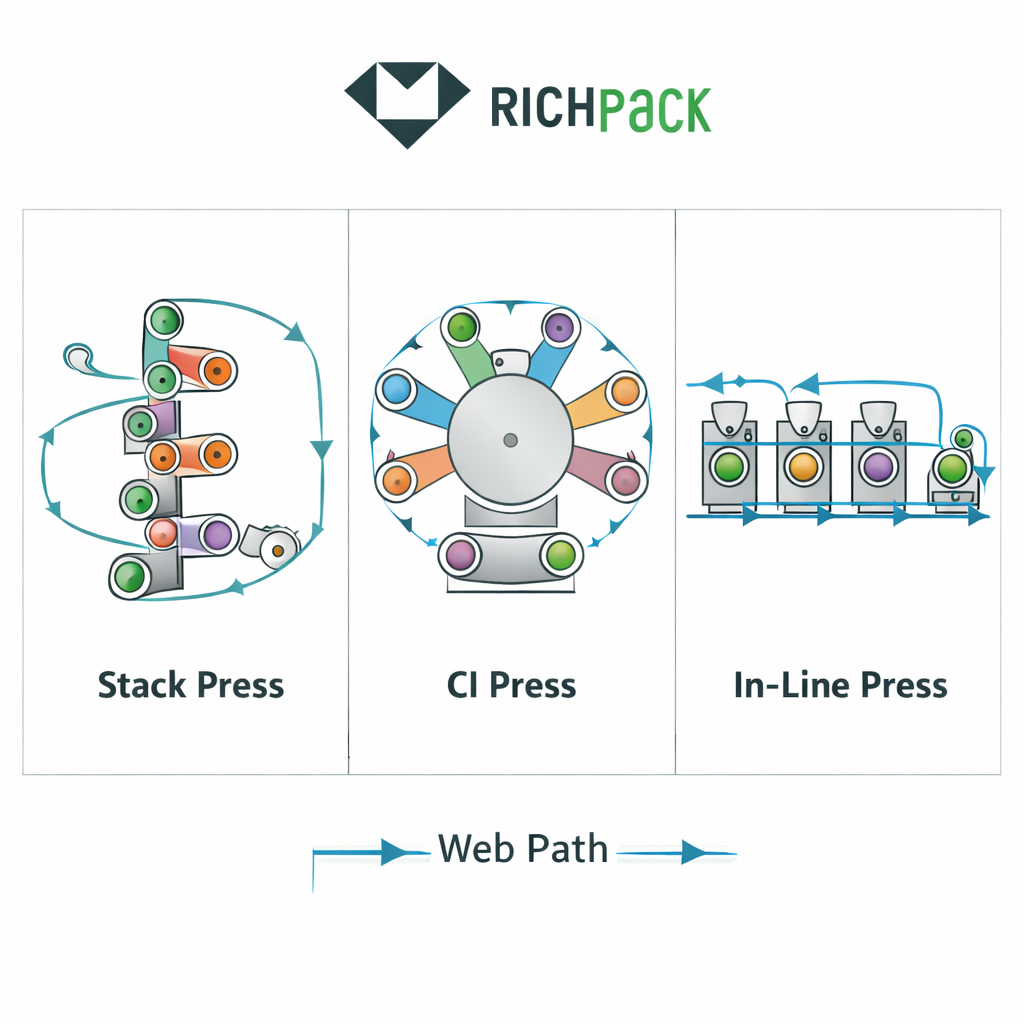
Bei einer Zentraldruckmaschine befindet sich ein großer Druckzylinder in der Mitte, um den herum die Druckstationen angeordnet sind. Das Bedruckstoffmaterial berührt an jeder Farbstation denselben Zylinder. Es gibt keine kumulativen Fehler zwischen den Stationen. Bei Stapel- und Inline-Druckmaschinen hat jede Station ihren eigenen Druckzylinder. Dadurch können sich im Druckprozess kumulative Passerfehler aufbauen. Moderne servogesteuerte Druckmaschinen kompensieren dies zwar gut, aber es ist dennoch wichtig, dies zu wissen.

Das Substrat wird je nach Maschinenkonfiguration als Rolle (Bahnzuführung) oder als Einzelbogen in die Druckmaschine eingeführt. Bahnzuführungsmaschinen dominieren die Verpackungsproduktion in großen Stückzahlen, da die Rollenzuführung einen kontinuierlichen Betrieb ohne die für Offsetdruckmaschinen typischen Bogenhandhabungsunterbrechungen ermöglicht.
Das Substrat durchläuft an jeder Farbstation den Plattenzylinder und den Gegendruckzylinder. An der ersten Station wird die erste Farbe gedruckt. Anschließend gelangt das Substrat in einen Trocknungsbereich, dann zur nächsten Farbstation usw. Eine Sechsfarben-Druckmaschine druckt CMYK plus zwei Sonderfarben in sechs aufeinanderfolgenden Durchgängen mit Trocknungsphasen dazwischen.
Die Spannungsregelung ist hier entscheidend. Die Abwickeleinheit zieht die Substratrolle unter kontrollierter Spannung in die Druckmaschine. Zu hohe Spannung führt zu Bahnrissen. Zu geringe Spannung lässt Spielraum entstehen, was Falten, Passerfehler und Druckfehler zur Folge hat. Erfahrene Maschinenführer entwickeln ein Gespür für die richtige Spannungseinstellung je nach Substratart; eine 40-Pfund-Rolle LDPE-Folie verhält sich ganz anders als eine 20-Pfund-Rolle weißes Kraftpapier.
Die Trocknungseinheiten befinden sich zwischen den Druckstationen und nach der letzten Station. Sie müssen zwischen den Farbaufträgen genügend Lösungsmittel verdunsten lassen, um Interferenzen zwischen den Farbschichten zu vermeiden, bei denen die nächste Farbe auf noch klebriger Tinte aufgetragen wird.
Heißlufttrockner, Infrarottrockner und UV-Härtungslampen eignen sich jeweils für unterschiedliche Tintenzusammensetzungen und Substratarten. Wasserbasierte Tinten trocknen hauptsächlich durch Verdunstung, daher ist Heißluft gut geeignet. Auch lösemittelbasierte Tinten basieren auf Verdunstung. UV- und EB-Tinten benötigen Strahlungshärtung anstelle von Hitze und eignen sich daher für wärmeempfindliche Substrate.
Nach dem letzten Farbdurchgang und dem letzten Trocknungsvorgang verlässt das Material die Druckmaschine und wird weiterverarbeitet. Beim Längsschneiden werden breite Rollen in schmalere Bahnen geschnitten. Beim Stanzen werden einzelne Verpackungszuschnitte aus dem Endlosbogen herausgeschnitten. Falten, Kleben, Laminieren und Beschichten erfolgen inline auf modernen Druckmaschinen oder auf separaten Weiterverarbeitungsanlagen. Jeder Weiterverarbeitungsschritt verlängert die Bearbeitungszeit und erhöht die Kosten, was sich auf den Gesamtpreis pro Einheit auswirkt.

Sie müssen kein Drucker sein, um flexogedruckte Verpackungen zu kaufen, sollten aber die grundlegenden mechanischen Komponenten verstehen. Die genaue Konfiguration dieser Teile – Anzahl der Rasterzellen, Plattenmaterial, Trocknungssystem und Druckmaschinentyp – bestimmt das Aussehen und den Preis Ihrer fertigen Verpackung.
Eine Aniloxwalze ist ein Metallzylinder mit einer Keramikoberfläche, die mit Millionen winziger Zellen graviert ist. Sie nimmt Farbe auf, dosiert mithilfe einer Rakel eine präzise Menge und überträgt diese auf die Fotopolymerplatte. Jedes Detail dieser Walze, von der Zellengeometrie über den Gravurwinkel bis hin zur Volumenmessung, beeinflusst die Gleichmäßigkeit des Farbauftrags und letztendlich die Druckqualität.
Moderne Rasterwalzen nutzen Lasergravur für eine gleichmäßige Zellstruktur. Die drei gängigsten Gravurwinkel betragen 30, 45 und 60 Grad zur Walzenachse. Der 60-Grad-Winkel hat sich als Industriestandard etabliert, da er eine gleichmäßige Zellentleerung beim Transfer gewährleistet und somit Moiré-Effekte im Rasterdruck reduziert.
Das Zellvolumen wird in BCM gemessen. Eine 4.0-BCM-Walze sorgt für einen hohen Farbauftrag bei vollflächigen Farbaufträgen. Eine 1.5-BCM-Walze ermöglicht einen geringeren Farbauftrag für feinere Details. Ihre Druckerei sollte die Spezifikationen der Aniloxwalze an Ihre Druckanforderungen anpassen und nicht einfach die aktuell installierte Walze verwenden.
Die Fotopolymerplatte ist der flexible Bildträger, der Ihr Motiv erhaben darstellt. Material und Verarbeitungsqualität bestimmen maßgeblich, wie scharf und gleichmäßig Ihr fertiger Druck aussieht.
DuPont Cyrel, Kodak Flexcel NX und XSYS Nyloflex sind die führenden Plattenhersteller im kommerziellen Flexodruck. Jede Marke verwendet leicht unterschiedliche Fotopolymerchemie und Verarbeitungsmethoden. Alle drei produzieren Platten, die Rasterweiten von 120 lpi für farbintensive Drucke auf Kraftpapier bis über 200 lpi für hochwertige Halbtondrucke auf gestrichenen Substraten ermöglichen.
Die Plattendicke ist für die Druckmaschineneinrichtung wichtig. Standarddicken sind 0.067 Zoll, 0.100 Zoll und 0.125 Zoll. Dünnere Platten biegen sich leichter um Plattenzylinder mit kleinem Durchmesser, was bei Aufträgen mit engen Rapportlängen von Bedeutung ist. Dickere Platten bieten eine höhere Haltbarkeit für lange Druckauflagen.
Das Verarbeitungsverfahren beeinflusst die Plattenqualität und die Umweltbelastung. Die Lösungsmittelwäsche erzeugt chemische Abfälle. Die Wasserwäsche ist umweltfreundlicher. Bei der Trockenthermoverarbeitung werden keine Waschchemikalien benötigt. Fragen Sie bei der Auswahl von Lieferanten nach deren Plattenverarbeitungsverfahren. Dieses beeinflusst sowohl die Einhaltung von Umweltauflagen als auch die Plattenkonsistenz.

Der Plattenzylinder ist ein präzisionsgefertigter Stahlzylinder, der die Fotopolymerplatte sicher hält und gleichzeitig hohe Rotationsgeschwindigkeiten ermöglicht. Die Montage erfolgt durch Aufbringen von doppelseitigem Klebeband auf die Zylinderoberfläche, anschließend wird die Platte aufgerollt und angedrückt. Hülsenplattenhalter, bei denen eine dünne Hülse auf einen luftkomprimierten Dorn geschoben wird, ermöglichen schnellere Materialwechsel als die Montage mit integriertem Zylinder.
Der Gegendruckzylinder bildet die glatte Gegendruckfläche. Er sorgt für die mechanische Unterstützung und den Anpressdruck, der die Farbe von der Druckplatte auf den Bedruckstoff presst. Härte und Oberflächenbeschaffenheit des Gegendruckzylinders beeinflussen die Druckqualität. Ein abgenutzter oder beschädigter Gegendruckzylinder führt zu Druckschwankungen über die gesamte Druckbreite.
Beide Zylinder müssen perfekt zylindrisch, ausgewuchtet und rundlaufgenau sein. Vibrationen oder Unwuchten in einem der Zylinder führen zu Schwankungen der Farbdichte im Druckvorgang, die als „Streifenbildung“ bezeichnet werden, wenn sie sich als horizontale Streifen im Druckbild zeigen. Streifenbildung ist einer der häufigsten und am besten vermeidbaren Druckfehler; sie ist fast immer auf einen Wartungsfehler und nicht auf einen Prozessfehler zurückzuführen.
Die Rakel ist eine dünne Metall- oder Polymerklinge, die gegen die Oberfläche der Aniloxwalze drückt, um überschüssige Farbe abzustreifen. Sie ist eines der wartungsintensivsten Bauteile der gesamten Druckmaschine.
Es gibt zwei Rakelsysteme. Das traditionelle Ein-Rakel-System verwendet eine Rakel, die sowohl die Farbe dosiert als auch aus dem Farbbehälter abdichtet. Das geschlossene Kammerrakelsystem, heute Standard bei hochwertigen Breitbahn-Druckmaschinen, dichtet die Aniloxwalze in einer Druckkammer mit zwei Rakeln ab: einer Begrenzungsrakel am Farbeinlass und einer Dosierrakel am Farbauslass. Das Kammersystem bietet eine bessere Viskositätskontrolle (die Farbe kommt weniger mit Luft in Kontakt), reduzierten Farbverlust und höhere Druckgeschwindigkeiten.
Stumpfe oder beschädigte Rakelklingen verursachen Streifenbildung, Tintenverunreinigungen und Kratzer auf der Anilox-Oberfläche. In der Serienfertigung werden die Rakelklingen regelmäßig überprüft und ausgetauscht, nicht erst bei Problemen. Die Wechselhäufigkeit der Rakelklingen Ihres Lieferanten gibt Aufschluss über dessen Wartungskultur. Kann er Ihnen seinen Wechselplan nicht nennen, ist das ein Warnsignal.
Die Trocknungseinheiten befinden sich zwischen den Farbstationen und nach der letzten Station. Sie müssen zwischen den Farbaufträgen genügend Lösungsmittel verdunsten lassen, um Interferenzen zwischen den Farbschichten zu vermeiden, bei denen die nächste Farbe auf noch klebriger Tinte aufgetragen wird.
Heißlufttrockner sind am weitesten verbreitet. Sie nutzen gerichtete Luftdüsen an der Substratoberfläche, die den Lösungsmitteldampf vom Substratweg absaugen. Die Trocknereffizienz beeinflusst direkt die Druckgeschwindigkeit. Kann die Trocknung nicht mit der Druckgeschwindigkeit mithalten, muss die Druckmaschine langsamer laufen, um die Qualität zu erhalten. Dies ist einer der am häufigsten übersehenen Faktoren bei der Produktionsplanung: Eine Druckmaschine, die mit wasserbasierter Farbe 800 Fuß pro Minute (ca. 244 m/min) läuft, kann bei einem stärker deckenden Farbauftrag auf 400 Fuß pro Minute (ca. 122 m/min) absinken.
UV-Härtungslampen werden immer häufiger eingesetzt, insbesondere durch den Trend zu UV- und EB-Farben. UV-Lampen härten Farben sofort aus, indem sie Fotoinitiatoren in der Farbe polymerisieren, anstatt Lösungsmittel verdampfen zu lassen. Dadurch werden Bedenken hinsichtlich der Lösungsmittelemissionen vermieden und ein schnellerer Druck auf wärmeempfindlichen Substraten ermöglicht. Der Nachteil sind höhere Verbrauchskosten und die Notwendigkeit lebensmittelkonformer Fotoinitiatorformulierungen für Lebensmittelverpackungen.
Nicht alle Flexodruckmaschinen sind gleich. Die Maschinenkonfiguration beeinflusst Druckbreite, Geschwindigkeit, Passergenauigkeit, Substratverträglichkeit und verfügbare Weiterverarbeitungsmöglichkeiten. Die Auswahl der passenden Druckmaschine für Ihre Anforderungen sollte Ihr Lieferant gemeinsam mit Ihnen treffen, nicht für Sie.
Stapeldruckmaschinen ordnen die Druckwerke vertikal übereinander auf einer gemeinsamen Basis an. Beide Seiten des Bedruckstoffs können in einem einzigen Durchgang bedruckt werden, was für Produkte wie mehrlagige Papiertüten von Vorteil ist, die gleichzeitig innen und außen bedruckt werden müssen.
Der Nachteil besteht darin, dass die Platzeffizienz auf Kosten der Passergenauigkeit geht. Jedes Druckdeck verfügt über einen eigenen Gegendruckzylinder, wodurch sich Passerfehler im Laufe der Druckmaschine summieren können. Stapeldruckmaschinen sind nach wie vor weit verbreitet, insbesondere bei schmaleren Bahnbreiten und für einfachere, weniger farbkritische Anwendungen.
Bei einer CI-Druckmaschine sind alle Druckstationen um einen einzigen großen Gegendruckzylinder in der Mitte der Maschine angeordnet. Das Substrat berührt diesen Gegendruckzylinder für jede Farbstation, wodurch unabhängige Passerabweichungen zwischen den Stationen ausgeschlossen sind.
Dies ist die Flexodruckmaschinenkonfiguration mit der höchsten Registerstabilität. CI-Druckmaschinen zeichnen sich durch ihre hohe Passgenauigkeit, den präzisen Rasterdruck, feine Texte und komplexe Mehrfarbendesigns aus. Auch dehnbare oder spannungsempfindliche Substrate lassen sich damit besser verarbeiten als mit Stapeldruck. Marken mit farbkritischen Verpackungsdesigns setzen daher häufig auf CI-Druckmaschinen.
Der größte Nachteil besteht darin, dass der große zentrale Druckzylinder die Druckbreite der Druckmaschine begrenzt, weshalb CI-Druckmaschinen am häufigsten für schmale bis mittlere Bahnbreiten bis etwa 66 cm (26 Zoll) eingesetzt werden. CI-Druckmaschinen für breite Bahnen existieren zwar, sind aber Spezialmaschinen und teuer.
Inline-Druckmaschinen ordnen die Druckwerke horizontal an, wobei jedes Werk über einen eigenen Gegendruckzylinder verfügt. Die Substrathandhabung ist einfacher als bei CI-Druckmaschinen, und die Inline-Konfiguration erleichtert den Zugang zu den einzelnen Stationen für Plattenwechsel und Wartungsarbeiten.
Inline-Druckmaschinen verarbeiten schwerere und steifere Substrate besser als CI-Druckmaschinen und sind daher beliebt für den Druck von Wellpappe und anderen dicken Substraten. Der Nachteil besteht in einem kumulativen Registerfehler über mehrere Druckzylinder hinweg, der jedoch von modernen servogesteuerten Inline-Druckmaschinen gut kompensiert wird.
Breitbahn-Druckmaschinen verarbeiten Rollenmaterialien mit einer Breite von etwa 21 bis 80 Zoll. Sie sind für die Massenproduktion flexibler Verpackungen ausgelegt: Folienrollen für Snacktüten, Standbodenbeutel, Schrumpfschläuche und andere großformatige Verpackungsarten.
Breitbahn-Flexodruckmaschinen erreichen extrem hohe Geschwindigkeiten und bieten oft integrierte Weiterverarbeitungsprozesse wie Beschichten, Laminieren, Schneiden und Stanzen in einem Arbeitsgang. Die Anschaffungskosten einer Breitbahn-Flexodruckmaschine sind beträchtlich, daher sind Betriebe, die diese Maschinen einsetzen, auf hohe Produktionsmengen optimiert. Die Rüstzeiten sind bei Breitbahn-Flexodruckmaschinen relevant; schließlich werden mit einer solchen Maschine keine 500 Einheiten produziert.
Schmalbahn-Druckmaschinen verarbeiten Bahnbreiten bis zu etwa 20 Zoll und wurden ursprünglich für den Etikettendruck entwickelt. Heute werden sie auch für Kleinserien flexibler Verpackungen eingesetzt: Beutel, Sachets, Einzelportionsverpackungen und Flaschenhüllen.
Das schmalere Format reduziert die Rüstkosten pro Auftrag und macht Schmalbahn-Druckmaschinen für Artikelnummern im Tausenderbereich statt im Millionenbereich wirtschaftlich.
Hier wird die Materialdiskussion praktisch relevant. Sobald man den Zusammenhang zwischen Druckmaschinentyp und Substrateigenschaften versteht, hört man auf, Annahmen über das Machbare und Unmögliche zu treffen. Eine Hybrid-Schmalbahndruckmaschine in einer pharmazeutischen Etikettenfabrik kann variable Chargennummern direkt in ein Sechsfarben-Flexodruckbild drucken. Dieselbe Maschinenkonfiguration verarbeitet Schrumpfschläuche für Weinflaschen und Blisterfolien für rezeptfreie Medikamente. Diese Anwendungsvielfalt ist in dieser Preisklasse mit keiner anderen Drucktechnologie realisierbar.
Hybriddruckmaschinen vereinen die Kosteneffizienz und Substratvielfalt des Flexodrucks mit der Flexibilität des digitalen Tintenstrahldrucks. Ein oder mehrere Tintenstrahlköpfe drucken variable Daten oder fügen digitale Veredelungen hinzu, während Flexodruckwerke das Grundbild und die Sonderfarben verarbeiten. Das Ergebnis ist die optimale Lösung für Marken, die sowohl auf hohe Produktionsmengen als auch auf individuelle Artikelnummern Wert legen.
Die Auswirkungen auf das Geschäftsmodell sind erheblich. Eine Hybriddruckerei kann im Bereich des mehrfarbigen Flexodrucks konkurrieren und gleichzeitig Kleinauflagen mit hoher Variantenvielfalt realisieren, die für reine Flexodruckereien nicht rentabel sind. Wenn Sie eine Marke mit mehreren Artikeln (SKUs) sind, die alle das gleiche Basisdesign verwenden, aber individuelle Barcodes, Chargennummern oder regionale Sprachvarianten benötigen, sollten Sie eine Hybriddruckerei ernsthaft in Betracht ziehen.
Der Bereich der Rückverfolgbarkeit in der Pharma- und Lebensmittelindustrie ist der Bereich, in dem Hybriddruckmaschinen am schnellsten an Bedeutung gewonnen haben – die Track-and-Trace-Vorschriften in der EU und die FDA-Anforderungen in den USA schreiben die Kennzeichnung einzelner Verpackungseinheiten vor. Flexodruck allein ist dafür nicht effizient genug. Digitaldruck allein ist für den Basisdruck zu teuer. Hybriddruck löst beide Probleme in einem Durchgang.
Hier hebt sich der Flexodruck deutlich von anderen Verfahren ab, und genau zu diesem Thema werden wir als Verpackungslieferant am häufigsten befragt. Falls Sie sich jemals gefragt haben, ob Ihr spezielles Substrat für den Flexodruck geeignet ist, lautet die Antwort mit ziemlicher Sicherheit ja – allerdings mit einigen Einschränkungen.
Ungestrichenes Kraftpapier, gestrichener Karton, Linerboard und Wellpappe werden routinemäßig im Flexodruck verarbeitet. Die Saugfähigkeit der Papiersubstrate beeinflusst die Trocknungszeit der Tinte und die Punktzunahme. Daher passt das Vorstufenteam Ihrer Druckerei die Tintenrezeptur und die Auswahl der Aniloxwalze entsprechend an.
Beschichteter Karton, der für Einzelhandelsverpackungen, Kosmetik- und Lebensmittelverpackungen verwendet wird, erzielt die schärfste Flexodruckqualität, da die Beschichtung den Farbverlauf kontrolliert. Unbeschichtetes Kraftpapier ermöglicht rustikalere, strukturierte Drucke, die sich gut für Marken mit handwerklichen und natürlichen Produkten eignen. Wellpappe erfordert spezielle Platten- und Druckeinstellungen, da die geriffelte Oberfläche Unregelmäßigkeiten verursacht.
Der Flexodruck ist das dominierende Druckverfahren für flexible Verpackungen, und das liegt an den Kunststofffolien. LDPE-, HDPE-, Polypropylen- (PP-), BOPP-, PET- und Nylonfolien lassen sich bei geeigneter Farbauswahl problemlos auf Flexodruckmaschinen verarbeiten.
Die entscheidende Voraussetzung ist, dass Kunststofffolien nicht porös sind. Für die Haftung der Druckfarbe ist eine Oberflächenbehandlung erforderlich, typischerweise eine Corona- oder Flammbehandlung, die vor dem Druckvorgang durchgeführt wird. Durch diese Behandlung wird die Oberflächenenergie des Substrats über einen Schwellenwert in Dyn pro Zentimeter erhöht, wodurch die Druckfarbe optimal haftet. Wenn bei Ihnen jemals Druckfarbe von einer Plastiktüte abgerieben ist, lag die Ursache höchstwahrscheinlich in einer unzureichenden Oberflächenbehandlung – nicht in einem Problem mit der Druckfarbe oder der Druckplatte, sondern in einem Problem mit der Oberflächenenergie.
Laminate, also mehrschichtige Strukturen aus Folie, Papier und/oder Aluminiumfolie, erfordern besondere Überlegungen. Die Verträglichkeit von Druckfarbe, Laminierklebstoff und dem mehrschichtigen Substrat muss geprüft werden. Laminate für Lebensmittelverpackungen unterliegen behördlichen Migrationsprüfungen. Ihr Lieferant muss daher vor Produktionsbeginn Materialverträglichkeitsprüfungen durchführen. Dies ist bei Anwendungen mit Lebensmittelkontakt zwingend erforderlich.
Aluminiumfolie und metallisierte Folien lassen sich im Flexodruck gut bedrucken, sofern die Substratoberfläche entsprechend vorbehandelt ist. Diese Materialien werden häufig für hochwertige Lebensmittelverpackungen, Blisterfolien für pharmazeutische Produkte und dekorative Anwendungen verwendet.
Die Herausforderung bei Foliensubstraten liegt in ihrer Temperaturempfindlichkeit. Wird beim Drucken Heißluft bei hohen Temperaturen verwendet, kann sich die Folie verziehen. UV-Härtungssysteme eignen sich gut für Foliensubstrate, da sie ohne Hitze aushärten. Klären Sie die Trocknerkonfiguration Ihres Lieferanten ab, bevor Sie den Foliendruck spezifizieren.
Wasserbasierte Flexodruckfarben sind die umweltfreundlichste Option. Sie verdunsten den Wassergehalt durch Hitzetrocknung und hinterlassen einen festen Farbfilm auf dem Bedruckstoff. Lebensmittelverpackungen für Trockenwaren, Wellpappkartons und Papiertüten werden häufig mit wasserbasierten Farben bedruckt.
Die Leistungseinschränkung besteht darin, dass wasserbasierte Tinten auf nicht porösen Untergründen langsamer trocknen und in feuchter Umgebung empfindlicher auf Feuchtigkeitsreaktivierung reagieren können. Wenn Ihre Verpackungen kalten oder feuchten Lagerbedingungen ausgesetzt sein werden, testen Sie die Tintenleistung unter diesen Bedingungen vor der Produktion.
Lösemittelbasierte Flexodruckfarben verwenden organische Lösemittel als Trägerstoff. Sie härten durch Verdunstung aus und haften ohne zusätzliche Oberflächenbehandlung gut auf unbehandelten Kunststofffolien. Das Lösemittel selbst verändert die Substratoberfläche beim Verdunsten.
Diese Druckfarben bieten eine hohe Chemikalienbeständigkeit und eignen sich daher für industrielle Verpackungen und Anwendungen, bei denen die bedruckte Oberfläche Lösungsmitteln, Ölen oder Witterungseinflüssen ausgesetzt ist. Demgegenüber stehen Umwelt- und Regulierungsauflagen. Lösungsmittelemissionen aus Druckereien erfordern Dampfrückgewinnungs- oder -absaugsysteme, und die Formulierungen unterliegen einem zunehmenden Regulierungsdruck. Viele Regionen haben VOC-Emissionsgrenzwerte eingeführt, die Druckereien dazu bewegen, auf wasserbasierte und UV-beständige Alternativen zurückzugreifen.
UV-Flexodruckfarben härten durch eine photochemische Reaktion und nicht durch Verdunstung aus. Eine UV-Lampe an jeder Druckstation polymerisiert die Farbe sofort nach dem Auftragen. Da kein Lösungsmittel verdunsten kann, entstehen weder Emissionen noch Trocknungszeiten. Die Substrate verlassen die Druckmaschine vollständig ausgehärtet und sind sofort bereit zur Weiterverarbeitung.
UV-Farben eignen sich für nahezu alle Substrate: Papier, Folien, Aluminiumfolien und Laminate – ohne substratspezifische Anpassungen der Farbrezeptur. Diese Vielseitigkeit ist einer der Gründe für das rasante Wachstum des UV-Flexodrucks, insbesondere bei Etiketten und flexiblen Verpackungen mit schmaler Bahn.
Die Voraussetzung ist, dass UV-Farben Fotoinitiatoren benötigen, um die Aushärtungsreaktion auszulösen. Einige Fotoinitiatoren unterliegen den Migrationsvorschriften für Lebensmittelverpackungen. Für Verpackungen mit Lebensmittelkontakt muss Ihr Lieferant ein konformes UV-Farbsystem verwenden und die entsprechenden regulatorischen Dokumente vorlegen können.
Hier ist ein praktischer Rahmen, den wir mit Kunden bei der Auswahl von Substraten für den Flexodruck verwenden.
Definieren Sie zunächst die Endverwendungsbedingungen. Wird die Verpackung bei Raumtemperatur, gekühlt oder gefroren gelagert? Wird sie während der Verwendung Feuchtigkeit, Ölen oder UV-Licht ausgesetzt sein? Diese Bedingungen schränken die Auswahl an geeignetem Substrat und Druckfarben schnell ein.
Zweitens sollten Sie die Oberflächenbehandlungsmöglichkeiten Ihres Lieferanten überprüfen. Bei Kunststofffolien muss der Betrieb eine Corona- oder Flammbehandlung direkt an der Druckmaschine oder als Vorbehandlung durchführen. Fragen Sie nach dem Nachweis des Behandlungsprozesses. Ein guter Betrieb misst und protokolliert die Oberflächenenergie bei jedem Auftrag. Kann er Ihnen kein Messprotokoll vorlegen, deutet dies auf eine Lücke in der Qualitätskontrolle hin.
Drittens: Fordern Sie vor Produktionsbeginn Materialmuster an. Ein kleiner Drucklauf auf Ihrem tatsächlichen Substrat und in Ihrer tatsächlichen Farbpalette liefert Ihnen mehr Informationen als jedes Datenblatt. Wir haben erlebt, dass Kunden Probleme mit Punktzuwachs, Haftungsmängel und Farbverschiebungen erst nach der Begutachtung eines physischen Musters entdeckten. Die Erkennung dieser Probleme in einem Musterlauf von 500 Einheiten kostet nur einen Bruchteil dessen, was die Entdeckung nach einer Produktionsserie von 50,000 Einheiten kostet.
Der Grund, warum der Flexodruck trotz der Konkurrenz durch Digitaldruck und andere Verfahren seine dominante Stellung im Verpackungsdruck behaupten und ausbauen konnte, liegt in einer Reihe spezifischer Vorteile, die vor allem beim Drucken großer Mengen von Bedeutung sind.
Eine Flexodruckmaschine mit einer Geschwindigkeit von 800 Fuß pro Minute produziert in einem 10-Minuten-Zyklus etwa 8,000 laufende Fuß. Für eine Marke, die 100,000 Stück einer 6×8-Zoll-Tüte bestellt, dauert dieser Druckvorgang weniger als zwei Stunden. Kein anderes kommerzielles Druckverfahren erreicht einen vergleichbaren Durchsatz bei Verpackungsmaterialien.
Diese Geschwindigkeit wirkt sich direkt auf die Kosten aus. Die Lohnkosten pro Einheit werden minimiert, wenn ein Maschinenbediener eine Maschine überwacht, die mit voller Geschwindigkeit läuft und Zehntausende Einheiten pro Stunde produziert. Die Fixkosten für Plattenmontage, Maschineneinrichtung und Rüstvorgänge verteilen sich auf eine größere Stückzahl.
Wie im Abschnitt „Materialien“ ausführlich beschrieben, lassen sich im Flexodruck Papier, Folien, Laminate, Wellpappe und Verbundmaterialien ohne grundlegende Umrüstung bedrucken. Ein Betrieb mit der passenden Maschinenkonfiguration kann Ihre Papiertüte, Ihren BOPP-Standbodenbeutel und Ihre Folienlaminatverpackung in derselben Anlage und mit demselben Flexodruckverfahren bedrucken.
Diese Flexibilität ist von Vorteil für Marken, die Verpackungen mit unterschiedlichen Substraten benötigen. Sie können Ihre Lieferantenbasis konsolidieren, die Logistikkomplexität reduzieren und sich auf eine gleichbleibende Druckqualität über verschiedene Verpackungsformate hinweg verlassen.
Für Marken, die mit RichPack an individuellen Verpackungsprogrammen arbeiten, bedeutet diese Vielseitigkeit, dass wir für jedes Produkt Ihrer Linie das passende Druckverfahren empfehlen können, ohne dass Sie mehrere Lieferantenbeziehungen pflegen müssen. Eine Schmuckmarke, die ihre Produkte in stabilen Kartons, Samtbeuteln und bedruckten Seidenpapierverpackungen versendet, kann alle drei Druckverfahren bei einem einzigen Partner mit Flexodruckkapazität zentralisieren.
Die Plattenkosten pro Farbe im Flexodruck liegen typischerweise zwischen 200 und 600 Euro, abhängig von Plattengröße und Verarbeitungsverfahren. Die Plattenkosten im Offsetdruck sind vergleichbar, jedoch werden für den Offsetdruck deutlich teurere Verbrauchsmaterialien und ein höherer Arbeitsaufwand für die Druckmaschinenbediener benötigt.
Fotopolymer-Flexodruckplatten sind langlebig. Eine gut gepflegte Platte kann bei einer langen Auflage über 500,000 Druckvorgänge ermöglichen, bevor sie ausgetauscht werden muss. Verteilt man die Plattenkosten auf 500,000 Einheiten, sind die Kosten pro Platte vernachlässigbar.
Der Digitaldruck benötigt keine Druckplatten, allerdings sind die Tinten- bzw. Tonerkosten pro Einheit bei großen Auflagen deutlich höher als beim Flexodruck. Ab welcher Auflage Flexodruck günstiger ist als Digitaldruck, hängt von der Komplexität des Auftrags und dem verwendeten Bedruckstoff ab. Erfahrungsgemäß liegt dieser Punkt jedoch je nach Konfiguration zwischen 5,000 und 20,000 Einheiten.
Moderne Flexodruckmaschinen mit präzise abgestimmten Anilox-Spezifikationen und korrekter Punktzuwachskompensation in der Druckvorstufe erzielen eine Farbqualität, die auf den meisten Verpackungsmaterialien mit der des Offsetdrucks vergleichbar ist. Das Anilox-Farbdosiersystem über die gesamte Druckbreite gewährleistet eine gleichmäßige Farbdichte über die gesamte Druckbreite und eliminiert so die Dichteschwankungen, die an den Rändern von Bogenoffsetdrucken auftreten können.
Erweiterte Farbraumdarstellung und Farbraumerweiterungen haben die Flexodrucktechnik nochmals revolutioniert. Marken, die farbkritische Verpackungen verwenden, sind von der Einzelfarbabstimmung auf den ECG-Prozessdruck umgestiegen. Dadurch reduziert sich die Anzahl der benötigten Druckplatten, und die Einrichtung der Druckmaschine wird vereinfacht.
Wasserbasierte und UV-Flexodruckfarben erfüllen bei korrekter Formulierung und Verarbeitung die FDA-Anforderungen für den Lebensmittelkontakt. Dank der schnellen Trocknungszeit kann das Substrat nach dem Druckvorgang sofort aufgewickelt oder gestapelt werden, ohne dass Farbe von einer bedruckten Seite auf die Rückseite der darüberliegenden Rolle abfärbt.
Für Lebensmittelmarken ist dies ein wichtiger Faktor für die Zuverlässigkeit der Lieferkette. Ein Lieferant mit gut gewarteten Trocknungsanlagen, ordnungsgemäßer Dokumentation des Lebensmittelkontakts der Druckfarben und hygienischen Arbeitsbedingungen im Drucksaal reduziert Ihr Risiko hinsichtlich der Einhaltung gesetzlicher Vorschriften.
Die Nachhaltigkeit des Flexodrucks hat sich kontinuierlich verbessert. Wasserbasierte Flexodruckfarben dominieren heute Anwendungen im Bereich Papierverpackungen. UV-Farben eliminieren Lösemittelemissionen. Neue biologisch abbaubare Foliensubstrate, PLA- und Zellulosefolien, werden derzeit auf ihre Eignung für Flexodruckmaschinen geprüft. Mehrere führende Hersteller von Flexodruckmaschinen bieten mittlerweile Maschinen mit energierückgewinnenden Trocknersystemen an, die den Energieverbrauch pro Ausgabeeinheit deutlich reduzieren.
Für Marken mit nachweislichen Nachhaltigkeitsverpflichtungen bietet die Möglichkeit des Flexodrucks, recycelten Karton, biobasierte Folien und VOC-arme Farbsysteme zu verwenden, nachweisbare Umweltzertifikate für Ihre Verpackungen.
Konkrete Zertifizierungen, nach denen Sie Ihren Lieferanten fragen sollten:
Fragen Sie Ihren Lieferanten nach der Zertifikatsnummer und dem Ablaufdatum, nicht nur nach allgemeinen Behauptungen. Ein Lieferant mit einer gültigen Zertifizierung durch Dritte kann diese Dokumente sofort vorlegen. Wer zögert oder lediglich eine Marketingbroschüre anbietet, macht unbewiesene Umweltversprechen.
Wenn Sie umweltfreundliche Verpackungsoptionen prüfen, unsere umweltfreundliche Verpackungslösungen Auf dieser Seite werden die Substrat- und Tintenkombinationen vorgestellt, die verschiedenen Nachhaltigkeitsstandards entsprechen.
Hier ist ein Punkt, der Markenmanager oft überrascht: Flexodruck wird nicht mehr nur für Standardverpackungen verwendet. Luxusuhrenboxen, hochwertige Kosmetikdosen und edle Schmuckverpackungen nutzen zunehmend Flexodruck für ihre grafischen Aufdrucke, den Innendruck und die Branding-Elemente.
Die Gründe sind praktischer Natur. Die Substratpalette entspricht der hochwertigen Verpackungsmaterialpalette. Die Kosteneffizienz bei hohen Produktionsmengen ermöglicht es, Premium-Druckqualität auch in großem Umfang zu realisieren. Und die Druckmaschinenkonfigurationen, die Inline-Lackierung, Prägung und Heißfolienprägung umfassen, erlauben es, in einem einzigen Druckdurchgang Veredelungen zu erzeugen, für die zuvor separate Arbeitsgänge erforderlich waren.
Wenn RichPack mit Schmuckmarken an kundenspezifischen Verpackungen arbeitet, ist Flexodruck fast immer Teil der Drucklösung, sei es als primäres Druckverfahren oder als Basisbildschicht für die nachfolgende Spezialveredelung.

Die Wahl des richtigen Druckverfahrens erfordert ein Verständnis der jeweiligen Vor- und Nachteile. Hier finden Sie den Vergleich, den die meisten Käufer benötigen.
Nachfolgend finden Sie eine umfassende Vergleichstabelle, die Flexodruck, Offsetdruck, Digitaldruck und Tiefdruck anhand von sechs Dimensionen detailliert darstellt: Substratbereich, Geschwindigkeit, Farbqualität, Kosten pro Einheit nach Auflagengröße, Einrichtungsaufwand und typische Anwendungen.
| Abmessungen | Flexodruck | Offsetdruck | Digital | Tiefdruck |
| Substratbereich | Papier, Folie, Laminat, Wellpappe | Beschichtetes Papier, hauptsächlich Karton | Papier, teilweise Film (variiert je nach Druckerei) | Film, Folie und Laminat hauptsächlich |
| Schnelligkeit | 600–2,000 Fuß/min | 300–1,500 Fuß/min | 100–600 Fuß/min | 300–2,500 Fuß/min |
| Farbqualität | Hoch; Wettbewerber gleichen dies durch höhere Verpackungsmaterialien aus | Sehr hoch auf gestrichenem Papier | Gut; verbessert sich rasch | Sehr hohe Auflösung für feine Details |
| Stückkosten, Großserie | Niedrig | Niedrig | Hoch | Sehr niedrig bei sehr hoher Lautstärke |
| Stückkosten, Kleinserie | Medium | Hoch | Niedrig | Sehr hohe |
| Komplexität der Einrichtung | Medium (Platten, Registrierung) | Medium (Teller, Decken, Befeuchtung) | Niedrig (keine Platten) | Hoch (Zylindergravur) |
| Variable Daten | Begrenzt (zusätzliche Kosten) | Keine Präsentation | Native Fähigkeit | Keine Präsentation |
| Am besten geeignet, | Flexible Verpackungen für große Mengen | Aufträge für gestrichenes Papier in großen Mengen | Kleine Auflagen, Individualisierung | Hochwertiger Langzeitfilm/Folie |
Der Offsetdruck setzt seit Jahrzehnten den Qualitätsmaßstab für den Flachpapierdruck. Seine Bildqualität auf gestrichenem Papier ist außergewöhnlich, und erfahrene Offsetdrucker erzielen eine außerordentlich gleichmäßige Farbwiedergabe.
Für Verpackungskäufer ergeben sich beim Offsetdruck folgende Nachteile: Er ist hauptsächlich auf gestrichenes Papier und Karton beschränkt. Der Druck auf Kunststofffolien, Aluminiumfolien oder den meisten Laminaten ist ohne spezielle und kostspielige Anpassungen nicht möglich. Zudem benötigt der Offsetdruck Feuchtwerke, Farbwalzen und Gummitücher, was Verbrauchskosten und einen höheren Wartungsaufwand mit sich bringt.
Für Marken, deren Verpackungsmix überwiegend aus beschichteten Kartons besteht, ist Offsetdruck möglicherweise die richtige Wahl. Für Marken mit flexiblen Verpackungen wie Beuteln, Tüten, Hüllen und folienverpackten Produkten ist Flexodruck die praktische Lösung.
Der Digitaldruck macht die Plattenherstellung überflüssig. Die Dateien gelangen direkt vom digitalen Frontend zur Druckmaschine – ohne Film, ohne Druckplatte und ohne Rüstzeiten. Dadurch ist der Digitaldruck unschlagbar für Kleinstauflagen und variable Daten.
Der Kostenunterschied zwischen Flexo- und Digitaldruck variiert je nach Auftrag. Im Allgemeinen ist Digitaldruck bei Auflagen unter 5,000 Stück wirtschaftlicher, abhängig von Größe und Komplexität. Ab 20,000 Stück ist Flexodruck pro Stück meist günstiger. Zwischen 5,000 und 20,000 Stück hängt der Vergleich von der Verfügbarkeit der Druckmaschinen, den Substratanforderungen und der Farbkomplexität ab.
Die Qualität des Digitaldrucks hat sich deutlich verbessert. Für die meisten Verpackungsanwendungen ist der Qualitätsunterschied zwischen Digital- und Flexodruck optisch nicht mehr wahrnehmbar. Zu den verbleibenden Vorteilen des Flexodrucks zählen die geringeren Kosten bei hohen Druckvolumen, die Vielseitigkeit der Bedruckstoffe und die Möglichkeit, auf Folien und metallisierten Materialien zu drucken.
Der Tiefdruck verwendet einen Zylinder, in dessen Oberfläche die Zellen eingraviert sind, anstatt ein Relief zu erzeugen. Er liefert die höchste Bildqualität aller kommerziellen Druckverfahren, insbesondere bei feinen fotografischen Details und sanften Farbverläufen.
Der Nachteil der Tiefdruck-Zylindergravur liegt in den hohen Kosten (mehrere Tausend Dollar pro Zylinder) und dem Zeitaufwand. Die hohen Einrichtungskosten machen den Tiefdruck erst bei sehr hohen Auflagen wirtschaftlich, typischerweise ab 500,000 Einheiten pro Design. Aufgrund dieser geringen Mindestauflage ist der Tiefdruck für die meisten Verpackungsanforderungen unpraktisch.
Flexodruck bietet die ideale Lösung: geringere Einrichtungskosten als Tiefdruck, höhere Substratvielfalt und eine Qualität, die für nahezu alle Konsumverpackungen ausreicht. Marken mit ausreichendem Produktionsvolumen für Tiefdruck nutzen diesen in der Regel, da die Wirtschaftlichkeit in ihrer Größenordnung klar ersichtlich ist.
Wählen Sie den Flexodruck, wenn Ihre Auflage 5,000 Einheiten übersteigt, Ihre Verpackung flexibles Material enthält, Sie eine gleichbleibende Druckqualität über verschiedene Substratarten hinweg benötigen, Ihr Zeitplan eine schnelle Bearbeitung erfordert oder Sie Lebensmittelverpackungen bedrucken und eine Dokumentation zur Einhaltung der lebensmittelrechtlichen Bestimmungen für Druckfarben benötigen.
Ziehen Sie den Digitaldruck in Betracht, wenn Ihre Auflage unter 5,000 Einheiten liegt, Sie variable Daten benötigen, Sie einen schnellen Korrekturabzug ohne Einrichtungskosten benötigen oder Sie vor einer Produktionsentscheidung einen Prototyp erstellen.
Ziehen Sie den Offsetdruck in Betracht, wenn Ihre Verpackung zu 100 % aus gestrichenem Karton oder Papier besteht, die Qualitätsanforderungen eine optimale Halbtonwiedergabe auf gestrichenem Material erfordern oder Sie bereits eine Geschäftsbeziehung zu einem Offsetdrucklieferanten mit einem klaren Kostenvorteil haben.
In diesem Abschnitt treffen die Interessen von Käufer und Lieferant am direktesten aufeinander. Die Entscheidungen, die Sie in der Design- und Bestellphase treffen, entscheiden darüber, ob Ihr Flexodruckauftrag reibungslos verläuft oder sich zu einem Produktionsalbtraum entwickelt, der Zeit, Budget und Markenreputation kostet.
Ihre Druckdatei muss die Verzerrung durch das Aufbringen der Druckplatte berücksichtigen. Beim Aufbringen einer flexiblen Druckplatte auf einen Zylinder ist der Umfang des Bildes größer als die Abmessungen der flachen Druckplatte. Ihr Drucker sollte einen Verzerrungsfaktor angeben, üblicherweise 0.25 % bis 0.50 %, den Ihr Designteam in Druckrichtung auf die Druckdatei anwendet.
Wird die Verzerrung nicht kompensiert, entstehen im Enddruck komprimierte Texte und Bilder. Wir haben Markendesigns gesehen, die in flachen PDF-Proofs einwandfrei aussahen, aber nach dem Druck deutlich verzerrte Logos aufwiesen. Vorbeugen ist kostenlos. Korrigieren erfordert eine neue Druckplatte.
Achten Sie außerdem darauf, dass Ihre Datei den korrekten Beschnittzugabe enthält. Die meisten Flexodruckmaterialien benötigen einen Beschnittzugabe von 3 bis 5 mm an allen Kanten. Ein Design, das bis zum Rand der Druckplatte reicht, aber nicht darüber hinaus, hinterlässt nach dem Zuschneiden einen weißen Rand auf dem fertigen Produkt.
Legen Sie vor Produktionsbeginn einen Farbstandard fest. Falls Sie bestimmte Markenfarben benötigen, klären Sie, ob diese mit CMYK-Prozessfarben, Sonderfarben oder einer Kombination aus beidem erzielt werden. Sonderfarben ermöglichen eine präzisere Übereinstimmung mit den Markenstandards. Die Farbwiedergabe im CMYK-Prozess hängt vom Bedruckstoff und dem verwendeten Farbsatz ab.
Fordern Sie vor Produktionsbeginn einen Andruck auf Ihrem tatsächlichen Bedruckstoff an. Digitale Andrucke eignen sich zwar zur Layoutprüfung, geben aber Punktzunahme, Farbdichte und Substratinteraktion nicht präzise wieder. Ein Nassandruck direkt von der Druckmaschine auf Ihrem tatsächlichen Bedruckstoff ist der Goldstandard.
Berücksichtigen Sie die Punktzunahme bei der Erstellung Ihres Proofs. Ein CMYK-Bild, das auf einem digitalen Proof gut aussieht, kann auf dem Produktionssubstrat aufgrund der für Flexodruckfarben typischen Farbverteilung dunkler erscheinen. Besprechen Sie dies mit Ihrem Lieferanten und bitten Sie um einen Vergleich zwischen Proof und Produktion, falls dies Ihr erster Auftrag mit einem neuen Lieferanten ist.
Der auf der Endverpackung lesbare Text erfordert eine Mindestschriftgröße. Die praktische Mindestgröße für den Flexodruck hängt vom Bedruckstoff, der Farbdeckung und der Druckqualität ab, aber hier sind unsere üblichen Empfehlungen:
Prüfen Sie bei wichtigen regulatorischen Texten die Mindestanforderungen an die Schriftart in Ihrer zuständigen Behörde. Die FDA-Anforderungen an die Lebensmittelkennzeichnung sind in den Vorschriften und nicht in den Empfehlungen für Druckverfahren festgelegt.
Bitten Sie Ihren Lieferanten, die Plattenkosten separat von den Druckkosten anzugeben. Ein Sechsfarbendruck erfordert sechs Platten. Bei Aufträgen, die für verschiedene Artikelnummern unterschiedliche Platten benötigen, vervielfachen sich die Plattenkosten schnell, selbst bei geringfügigen Textabweichungen.
Erkundigen Sie sich auch nach der Rüstzeit. Eine gut gewartete Druckmaschine mit einem erfahrenen Bediener kann die Rüstvorgänge in 30 bis 45 Minuten abschließen. Ein weniger erfahrener Bediener benötigt an älteren Maschinen unter Umständen zwei bis drei Stunden. Dieser Unterschied in der Bedienerzeit wirkt sich auf Ihre Kosten pro Auftrag aus.
Planen Sie in Ihrem Produktionsablauf einen realistischen Zeitpuffer ein. Von der Freigabe der Druckvorlage über die Plattenherstellung und die Einrichtung bis hin zum eigentlichen Produktionslauf benötigt ein Standard-Flexodruckauftrag in der Regel zwei bis vier Wochen bis zum fertigen Produkt. Eilaufträge mit beschleunigter Plattenherstellung und Druckmaschinenplanung sind möglich, jedoch mit einem Aufpreis verbunden.
Hierin liegt das, was einen guten Flexodrucklieferanten von einem lediglich verfügbaren unterscheidet.
Erkundigen Sie sich zunächst nach der Maschinenkonfiguration. Verfügen sie über den passenden Maschinentyp (CI, Stack, Inline) und die passende Bahnbreite für Ihre Produktabmessungen? Eine Druckerei, die Schmalbahnetiketten auf einer 10-Zoll-Maschine produziert, kann keine breitformatigen, flexiblen Verpackungen effizient herstellen.
Zweitens: Fordern Sie Druckmuster an. Ein seriöser Lieferant sollte Ihnen gedruckte Muster von Aufträgen ähnlich Ihrem Produkttyp zur Verfügung stellen können. Betrachten Sie die Muster mit einer Lupe. Achten Sie auf gleichmäßige Farbdichte, scharfe Rasterpunkte, saubere Textkanten und präzise Farbpassung.
Drittens sollten Sie sich nach dem Dokumentationsprozess für Lebensmittelkontakt erkundigen. Wenn Sie Lebensmittelverpackungen bedrucken, muss der Lieferant Informationen zur Tintenrezeptur, Dokumentationen zu Migrationstests und Unterstützung bei der Einhaltung gesetzlicher Vorschriften bereitstellen. Ein Unternehmen, das diese Dokumentation nicht bereitstellen kann oder will, ist für Arbeiten mit Lebensmittelkontakt nicht qualifiziert.
Viertens sollten Sie die Druckvorstufenkapazitäten prüfen. Die Qualität Ihrer Druckergebnisse hängt ebenso stark von der Arbeit des Vorstufenteams ab wie von der Druckmaschine selbst. Fragen Sie nach dem Proofing-Prozess, der Methode zur Punktzuwachskorrektur und der CTP-Ausrüstung. Eine Druckerei mit modernen CTP-Systemen, kalibrierten Proofing-Geräten und dokumentierten Farbmanagement-Workflows liefert konsistentere Ergebnisse.
Fünftens sollten Sie deren Weiterverarbeitungsmöglichkeiten prüfen. Können sie Schneiden, Stanzen, Falten und Kleben im eigenen Haus durchführen oder lagern sie die Weiterverarbeitung aus? Die Weiterverarbeitung im eigenen Haus verkürzt die Lieferzeiten und reduziert das Qualitätsrisiko. Die Auslagerung der Weiterverarbeitung verlängert die Lieferzeiten, erhöht die Logistikkosten und schafft eine zusätzliche Schnittstelle, an der Fehler auftreten können.
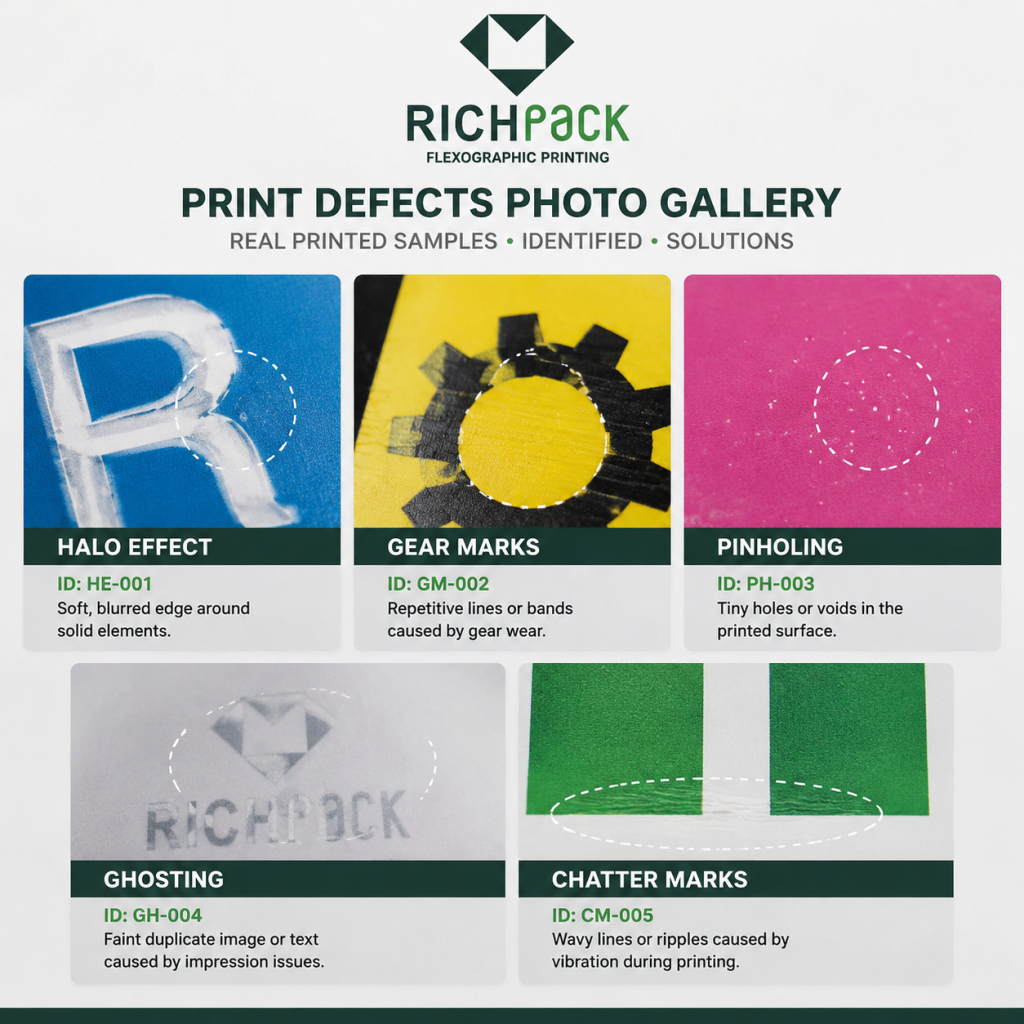
Zu wissen, worauf man bei einem fertigen Druckauftrag achten muss, ist genauso wichtig wie zu wissen, wie man ihn einrichtet. Hier sind die Fehler, die unser Qualitätsteam bei jedem Produktionsauftrag prüft, und was jeder einzelne Fehler über die zugrunde liegende Ursache aussagt.
Halo-Effekt (Auch als Farbschatten oder Kantenüberbrückung bezeichnet) zeigt sich als dunkler Rand oder Schatten um Rasterpunkte und feine Schrift. Die Farbe breitet sich seitlich vom Druckpunkt aus und erzeugt so eine größere Fläche als beabsichtigt. Dies ist ein Problem der Farbzunahme. Das gleiche flüssige Farbverhalten, das Flexodrucken ein sattes Aussehen verleiht, kann auch zu einem Überlaufen führen, wenn das Aniloxvolumen für das Substrat zu hoch oder der Andruck zu stark ist. Überprüfen Sie daher zunächst die Spezifikationen der Aniloxwalze und den Andruck. Auf unbeschichteten Substraten lässt sich der Halo oft durch eine Reduzierung des Aniloxvolumens um 10–15 % beheben, ohne dass weitere Änderungen erforderlich sind.
Zahnradmarkierungen (Auch als Streifenmuster oder rhythmische Wiederholungsmarken bezeichnet) erscheinen als gleichmäßig verteilte horizontale Linien über die gesamte Druckbreite. Das Muster wiederholt sich in einem festen Intervall, das dem Umfang des Plattenzylinders oder eines mechanischen Bauteils im Druckmaschinenantrieb entspricht. Zahnradmarken deuten auf ein verschlissenes mechanisches Teil hin, typischerweise im Antriebsgetriebe oder auf einen nicht gleichmäßig montierten Druckzylinder. Im Gegensatz zu zufälligen Druckfehlern sind Zahnradmarken über den gesamten Druckvorgang hinweg gleichmäßig und wiederholbar. Sie lassen sich nicht in der Druckvorstufe korrigieren; die einzige Lösung ist die Wartung.
Nadelstich Sie zeigen sich als kleine, unbedruckte Stellen, typischerweise in Bereichen mit vollständiger Farbdeckung. Die Substratoberfläche weist Mikrounebenheiten auf, die ein vollständiges Eindringen der Farbe verhindern, oder Luftblasen im Farbfilm platzen beim Trocknen und hinterlassen winzige Löcher. Auf saugfähigen Substraten wie unbeschichtetem Kraftpapier ist die Lochbildung oft auf eine zu raue Substratoberfläche zurückzuführen. Auf Kunststofffolien kann sie auf eine unzureichende Oberflächenbehandlung oder Haftungsprobleme der Farbe hinweisen. Ein einfacher Test: Sind die Löcher vor dem Bedrucken auf dem Substrat sichtbar, liegt das Problem am Substrat. Treten sie erst nach dem Bedrucken auf, ist die Wechselwirkung zwischen Farbe und Substrat die Ursache.
Geisterbilder Das sogenannte Ghosting (auch Bildwiederholung genannt) erscheint als hellere Kopie des gedruckten Bildes, die von ihrer korrekten Position, typischerweise in Richtung des Substrattransports, verschoben ist. Dies geschieht, wenn sich das Farbsystem zwischen den Druckvorgängen nicht vollständig regeneriert und die Druckplatte weniger Farbe aufnimmt, da einige Zellen noch teilweise vom vorherigen Druckvorgang verbraucht sind. Ghosting tritt am häufigsten bei hohen Druckgeschwindigkeiten mit starkem Farbauftrag auf. Durch Anpassen der Farbzufuhr und Sicherstellen einer ausreichenden Farbversorgung der Aniloxwalze lässt sich das Problem in der Regel beheben.
Rattermarken Rattermarken erscheinen im Druckbild als feine, vertikale Streifen oder Wellen, verursacht durch kurzzeitige Geschwindigkeitsschwankungen der Materialbahn beim Durchlauf durch die Druckmaschine. Im Gegensatz zu Zahnradspuren, die ein festes Wiederholungsintervall aufweisen, sind Rattermarken unregelmäßig. Sie deuten in der Regel auf ein Problem mit der Abwickel- oder Spannungsregelung oder auf eine beschädigte Walze im Materialweg hin.
Unsere Druckvorstufentechnikerin führt für jeden Auftrag ein Fehlerprotokoll, nicht nur um Probleme vor der Auslieferung zu erkennen, sondern auch um im Laufe der Zeit eine Musterbibliothek aufzubauen. „Jeder Fehler gibt Aufschluss über den Zustand der Maschine oder die Wechselwirkung mit dem Material“, erklärt sie. „Wenn man nur das Ergebnis betrachtet und es dann verwirft, gehen einem wichtige Informationen verloren. Setzt man den Fehler aber in Zusammenhang mit den Druckeinstellungen und der Substratcharge, lassen sich Probleme vorhersagen, bevor sie auftreten.“
Wer bis hierhin aufmerksam gelesen hat, dürfte von den Anwendungsbereichen nicht überrascht sein. Flexodruck ist das dominierende Druckverfahren im Verpackungsbereich, gerade weil seine Vorteile – Geschwindigkeit, Substratvielfalt, Kosteneffizienz und Qualität – den Anforderungen der Massenproduktion von Konsumgütern entsprechen.
Dies ist das größte Anwendungsgebiet des Flexodrucks. Standbodenbeutel, Chipstüten, Bonbonpapier, Schrumpfschläuche, Flowpack-Folien und Snackverpackungen bilden das mengenmäßig größte Segment in der Flexodruckproduktion. Die Kombination aus Kunststofffolien, hohen Anforderungen an die Druckqualität und enormen Produktionsmengen schafft ideale Voraussetzungen für den Flexodruck.
Markenmanager, die an flexiblen Verpackungen arbeiten, sollten drei flexospezifische Aspekte berücksichtigen: ob ihre Folie eine Vorbehandlung der Oberfläche erfordert und wie diese überprüft wird, ob ihre Laminatstruktur mit der Druckfarbe und dem Laminierklebstoff kompatibel ist und ob ihre Anforderungen an die Siegelintegrität mit der Farbdeckung im Siegelbereich interagieren.
Wenn Sie sich zum ersten Mal mit kundenspezifischen flexiblen Verpackungen beschäftigen, hilft Ihnen unser Leitfaden dabei. Entwicklung individueller Kosmetikverpackungen, die Kunden begeistern Behandelt die Substratauswahl, die Vor- und Nachteile der Druckverfahren und die Optionen für die Weiterverarbeitung in praktischen Details.
Haftetiketten, Schrumpfschlauch-Etiketten, In-Mold-Etiketten und Heißsiegeletiketten werden überwiegend im Flexodruckverfahren hergestellt. Die für die Etikettenproduktion konzipierten Schmalbahn-Druckmaschinen arbeiten mit sehr hohen Geschwindigkeiten, und die Substrate sind optimal auf Flexodruckfarben abgestimmt.
Variable Datenanforderungen werden in Etikettenanwendungen immer häufiger benötigt: Chargennummern, Mindesthaltbarkeitsdaten, Barcodes und QR-Codes. Hybrid-Flexo-/Digitaldruckmaschinen bewältigen dies optimal, indem sie das statische Design im Flexodruckverfahren drucken und variable Daten im digitalen Tintenstrahldruck hinzufügen. Dieses Verfahren etabliert sich als Standard für die Etikettierung von Arzneimitteln und die Rückverfolgbarkeit von Lebensmitteln.
Der Flexodruck auf Wellpappe, vorwiegend für Versandkartons, E-Commerce-Boxen und Displayverpackungen, nutzt im Prinzip dasselbe Verfahren, jedoch mit spezifischen Anpassungen. Wellpappe ist dicker, komprimierbarer und weist im Vergleich zu Karton unebene Oberflächen auf.
Post-Print-Flexodruck (Bedrucken von Karton vor der Weiterverarbeitung) und Inline-Flexodruck (Bedrucken direkt auf der Wellpappenanlage) sind die beiden gängigen Produktionsmethoden. Post-Print-Flexodruck wird häufiger für grafisch aufwendige E-Commerce- und Einzelhandelsverpackungen eingesetzt. Inline-Flexodruck direkt auf der Wellpappenanlage eignet sich für die Massenproduktion von Standardkartonagen.
Die Farbqualität von Wellpappe ist naturgemäß geringer als die von glattem Karton, da die Wellenstruktur des Materials Oberflächenunebenheiten verursacht. Für hochwertige Markenverpackungen auf Wellpappe erzielt man durch Laminierung oder Beschichtung, bei der eine glatte Papierseite vor dem Bedrucken auf die Wellpappe aufgebracht wird, deutlich höhere Ergebnisse.
Mehrlagige Papiertüten, SOS-Beutel, Tragetaschen und Geschenkpapier sind wichtige Anwendungsbereiche des Flexodrucks. Diese Produkte werden in der Lebensmittel-, Agrar-, Industrie- und Einzelhandelsbranche eingesetzt. Die verwendeten Materialien reichen von leichtem Naturkraftpapier bis hin zu mehrlagigen Papiersäcken.
Die Erwartungen an die Druckqualität variieren je nach Markt. Industrieverpackungen legen Wert auf gut lesbaren Text, gut erkennbare Barcodes und Produktidentifizierung. Einzelhandelsverpackungen hingegen erfordern eine ansprechende Grafikqualität. Beide Anwendungsfälle lassen sich mit demselben Flexodruckverfahren realisieren, wobei die Druckqualität über Plattenauflösung, Rasterwalzenspezifikation und Druckmaschineneinstellungen angepasst wird.
Über die gängigen Anwendungsbereiche hinaus erfüllt der Flexodruck eine Vielzahl von Spezialaufgaben, bei denen seine einzigartigen Fähigkeiten einen Mehrwert schaffen.
Tabakverpackungen, Blisterfolien für Arzneimittel, Kosmetikproben, Getränketräger und Pflanzenfolien sind allesamt Anwendungsgebiete des Flexodrucks. In jedem Fall schafft die spezifische Kombination aus Substrat, Farbzusammensetzung und regulatorischen Anforderungen eine Nische, die andere Druckverfahren nicht so effektiv bedienen können.
Als Anbieter von Luxusverpackungen sehen wir die besonderen Stärken des Flexodrucks bei hochwertigen Produkten, bei denen Markenqualität ebenso wichtig ist wie die Funktionalität der Verpackung. Die Möglichkeit, Flexodruckqualität mit Inline-Lackierung, UV-Glanzlackierung und Prägeeffekten in einem einzigen Druckvorgang zu kombinieren, ist besonders wertvoll für Premium-Markenverpackungsprogramme.
Wenn Ihre Marke im Bereich Schmuck, Kosmetik oder Premium-Konsumgüter tätig ist, unser Individuelle Schmuckverpackungen vs. Standardlösungen Der Vergleich zeigt auf, wie individuelle Druckprogramme eine Differenzierung ermöglichen, die Standardverpackungen nicht erreichen können.
Beim Flexodruck werden hauptsächlich drei Tintenarten verwendet: wasserbasierte, lösemittelbasierte und UV-härtende. Wasserbasierte Tinten sind am weitesten verbreitet für Papierverpackungen und Anwendungen mit Lebensmittelkontakt, wo die gesetzlichen Bestimmungen einen minimalen Chemikaliengehalt vorschreiben. Lösemittelbasierte Tinten bieten eine starke Haftung auf Kunststofffolien ohne Oberflächenbehandlung und sind chemikalienbeständig. UV- und EB-Tinten härten durch Strahlung anstatt durch Verdunstung sofort aus. Dadurch eignen sie sich für wärmeempfindliche Substrate und ermöglichen höchste Druckgeschwindigkeiten. Die Wahl des geeigneten Tintensystems hängt von der Art des Substrats, der Einsatzumgebung und den Anforderungen an den Lebensmittelkontakt ab.
Moderne Breitbahn-Flexodruckmaschinen erreichen typischerweise Geschwindigkeiten von 1,000 bis 1,500 Metern pro Minute. Schmalbahn-Etikettendruckmaschinen liegen üblicherweise zwischen 2,000 und 600 Metern pro Minute. Einige Spezialmaschinen übertreffen diese Werte. Die tatsächliche Produktionsgeschwindigkeit hängt vom Bedruckstoff, der Trocknungskapazität der Tinte, der Anzahl der Farben und der Komplexität der in den Druckvorgang integrierten Weiterverarbeitungsprozesse ab.
Beim Offsetdruck wird ein Gummituch verwendet, um ein Bild von einer Druckplatte auf ein Substrat zu übertragen, während beim Flexodruck eine direkt erhabene Druckplatte zum Einsatz kommt. Offsetdruck eignet sich hervorragend für glattes, gestrichenes Papier, kann aber ohne Spezialausrüstung nicht auf Kunststofffolien oder -folien drucken. Flexodruck verarbeitet ein deutlich breiteres Substratspektrum und ist für die meisten Verpackungsanwendungen schneller. Offsetdruck liefert typischerweise schärfere Details auf gestrichenem Papier, die Qualität des Flexodrucks auf Verpackungssubstraten ist jedoch mittlerweile vergleichbar, und die Substratvielfalt und Kosteneffizienz des Flexodrucks für flexible Verpackungen sind unübertroffen.
Moderne Flexodruckverfahren mit hochauflösenden Fotopolymerplatten, sorgfältig kalibrierter Druckvorstufe und passender Rasterwalzenspezifikation ermöglichen die Herstellung von Ausdrucken in Fotoqualität. Der historische Qualitätsunterschied zwischen Flexo- und Offsetdruck bei der fotografischen Reproduktion hat sich für Verpackungsmaterialien weitgehend geschlossen. Der Tiefdruck bietet zwar weiterhin einen Qualitätsvorteil bei feinsten Details auf hochwertigen Folienverpackungen, der Unterschied ist jedoch für die meisten verbraucherorientierten Verpackungsanwendungen nicht wahrnehmbar.
Eine gut gepflegte Fotopolymer-Flexoplatte kann bei einem hohen Druckvolumen 500,000 bis über 1,000,000 Drucke erzeugen, bevor sie ausgetauscht werden muss. Die Lebensdauer der Platte hängt von der Farbzusammensetzung, der Substratbeschaffenheit, der Druckgeschwindigkeit und den Lagerbedingungen ab. Lösemittelhaltige Farben und raue Substrate wie ungestrichenes Kraftpapier verkürzen die Lebensdauer. Sachgemäße Lagerung, Reinigung, Abdecken und eine temperaturkontrollierte Umgebung verlängern die Lebensdauer der Platte zwischen den Produktionsläufen.
Punktzuwachs beschreibt das Phänomen, dass Rasterpunkte auf dem Bedruckstoff größer gedruckt werden als ihre programmierte Größe. Flexodruckfarben sind flüssiger als Offsetfarben und verlaufen beim Kontakt mit dem Bedruckstoff. Dadurch wird ein 50%-Rasterpunkt je nach Bedruckstoff, Farbe und Druckeinstellungen als 55%- bis 62%-Punkt gedruckt. Die Druckvorstufenkompensation passt die programmierte Punktgröße an, um die gewünschte endgültige Punktgröße zu erzielen. Ohne korrekte Punktzuwachskompensation werden Farben dunkler gedruckt als beabsichtigt, und Rasterverläufe verlieren an Detailgenauigkeit.
Der Flexodruck hat bedeutende Fortschritte im Umweltschutz erzielt. Wasserbasierte Flexofarben eliminieren VOC-Emissionen von Lösemitteln bei Papieranwendungen. UV- und EB-härtende Farben kommen ohne Lösemittel aus. Moderne Trockneranlagen verfügen über Energierückgewinnungssysteme, die den Energieverbrauch pro Ausgabeeinheit reduzieren. Recycelter Karton und biobasierte Foliensubstrate werden zunehmend auf ihre Eignung für den Flexodruck geprüft. Für Marken mit Nachhaltigkeitsverpflichtungen bietet die Anforderung von Umweltzertifizierungen eines Flexodrucklieferanten dokumentierte Transparenz.
Die Aniloxwalze ist das Präzisionsbauteil für die Farbdosierung in Flexodruckmaschinen. Sie besteht aus einem Metallzylinder mit einer Keramikoberfläche, die mit Millionen mikroskopisch kleiner Zellen graviert ist. Die Zellen enthalten eine kontrollierte Farbmenge, die mit einer Rakel von allen Oberflächen außer den Zellen entfernt wird, bevor die Walze die Farbe auf die Druckplatte überträgt. Anzahl und Volumen der Aniloxzellen bestimmen die Dicke des Farbfilms, was wiederum Farbdichte, Farbverlauf und Detailwiedergabe direkt beeinflusst. Die Wahl der Aniloxwalze für Ihren spezifischen Druckauftrag ist eine der wichtigsten technischen Entscheidungen in der Flexodruckproduktion.
Flexodruck ist zwar nicht die glamouröseste Drucktechnologie, aber sie ermöglicht die moderne Verpackungsindustrie in großem Maßstab. Von der morgendlichen Müslischachtel bis zur Schrumpffolie um Ihren Proteinshake am Nachmittag – Flexodruck verbindet Marken mit Konsumenten am Point of Sale.
Wer Flexodruck versteht, hat als Einkäufer einen klaren Vorteil. Wenn Sie wissen, wie die Druckmaschine funktioniert, was die Aniloxwalze bewirkt, warum die Punktzunahme wichtig ist und welche Fragen Sie Ihrem Lieferanten stellen sollten, werden Sie vom passiven Käufer zum informierten Partner in Ihrem eigenen Verpackungsprogramm.
Wählen Sie Ihr Substrat passend zu den Behandlungsmöglichkeiten Ihres Lieferanten. Für den Druck von Kunststofffolien ist eine Oberflächenbehandlung erforderlich. Vergewissern Sie sich, dass der Lieferant diese anbietet und überprüft.
Investieren Sie in hochwertige Druckvorstufe. Der Zeit- und Kostenaufwand für die Druckvorbereitung, die Korrektur von Verzerrungen und die Anfertigung von Probedrucken zahlt sich mit jedem einzelnen, fehlerfreien Exemplar aus, das die Druckmaschine verlässt.
Fordern Sie physische Muster auf Ihrem tatsächlichen Untergrund an. Digitale Proofs geben Ihnen Auskunft über das Layout. Pressproofs auf Ihrem tatsächlichen Material geben Ihnen Aufschluss über die Druckqualität.
Flexodruck ist aufgrund seiner Stärken die beste Wahl: Wirtschaftlichkeit bei großen Auflagen, vielseitige Substratauswahl und die Verwendung lebensmittelechter Tinten zeichnen den Digitaldruck aus. Für Kleinauflagen oder umfangreiche variable Datenanforderungen ist er die richtige Wahl.
Ob Sie als Verpackungsdesigner an Ihrer ersten Flexodruckspezifikation arbeiten, als Markenmanager Druckverfahren für eine neue Produktlinie evaluieren oder als Einkäufer die Leistungsfähigkeit von Lieferanten vergleichen – die Dominanz des Flexodrucks im Verpackungsdruck ist kein Zufall. Sie beruht auf seiner Leistungsfähigkeit. Ihn zu verstehen, ist der erste Schritt zu seiner erfolgreichen Anwendung.
Benötigt Ihr nächstes Projekt individuelle Verpackungen – ob stabile Kartons, flexible Beutel, Faltschachteln oder spezielle Konstruktionen? Das RichPack-Team berät Sie gerne, welches Druckverfahren Ihren Anforderungen, Materialeigenschaften und Produktionsmengen am besten entspricht. Kontaktieren Sie uns für ein unverbindliches Gespräch.
2026-05-29
2025-02-10
2025-06-19

2025-11-08
2026-03-05

2026-04-20
Nachhaltige und erschwingliche umweltfreundliche Kosmetikverpackung mit Mengenpreisen | Ideal für Großhandelskäufer, die nach umweltfreundlicher und kostengünstiger Verpackung suchen
Mehr anzeigen
Maßgeschneiderte kompakte Reise-Schmucktabletts mit sicherem Verschluss | Maßgeschneiderte, langlebige Verpackungen für Einzelhandelsunternehmen und Großhandelslieferanten von Schmuck bei Großbestellungen
Mehr anzeigen
Maßgeschneiderte Kosmetikboxen für kleine Beauty-Marken mit geringer Mindestbestellmenge | Perfekt für Nischenunternehmen im Beauty-Bereich, die maßgeschneiderte Verpackungslösungen benötigen
Mehr anzeigen
Biologisch abbaubare Schmuckschatullen für umweltbewusste Marken | Umweltfreundliche Verpackungslösungen für Schmuckunternehmen mit Fokus auf grünen Initiativen
Mehr anzeigen
Marken- und kundenspezifische Halskettenhalter aus Acryl mit Logo | Maßgeschneiderte Displaylösungen für Schmuckhändler, die eine personalisierte, wirkungsvolle Präsentation suchen
Mehr anzeigen
Schmuckschatulle aus Karton – 7.5 × 7.5 × 3.5 cm | Weiße und schwarze Schmuckschatulle mit Schublade
Mehr anzeigen