 ANTERIOR
ANTERIOR

Joyas laminadas en oro de 14 quilates: diseño de embalajes y estrategias de protección
2024-12-12


La industria del embalaje de joyería a medida se mueve en un delicado equilibrio entre el lujo estético, la ingeniería estructural y la conservación química. Los joyeros tienen la crucial responsabilidad de proteger metales y piedras preciosas valiosos de la erosión ambiental y el daño físico. Sin embargo, un análisis sistemático de los productos actuales en el mercado revela una industria plagada de defectos de diseño recurrentes. Estos defectos incluyen fallos estructurales catastróficos causados por materiales de cartón de baja calidad y corrosión química oculta de metales preciosos por adhesivos reactivos y madera ácida. En este artículo, Paquete rico Proporciona un análisis técnico detallado de estos defectos, integrando la ciencia de los materiales, la ingeniería de la madera y la química de conservación para ofrecer soluciones expertas para corregir estos defectos de diseño.

La base de cualquier joyero es su chasis. Ya sea construido con laminados de cartón o madera maciza, el chasis debe soportar cargas estáticas durante el apilamiento y cargas de impacto dinámicas durante el transporte. La prevalencia de fallas estructurales en este sector rara vez se debe a un ensamblaje deficiente, sino más bien a errores fundamentales en la especificación del material. Al comprender Problemas comunes con los joyeros y cómo solucionarlosLos fabricantes pueden prevenir estos fallos de base.
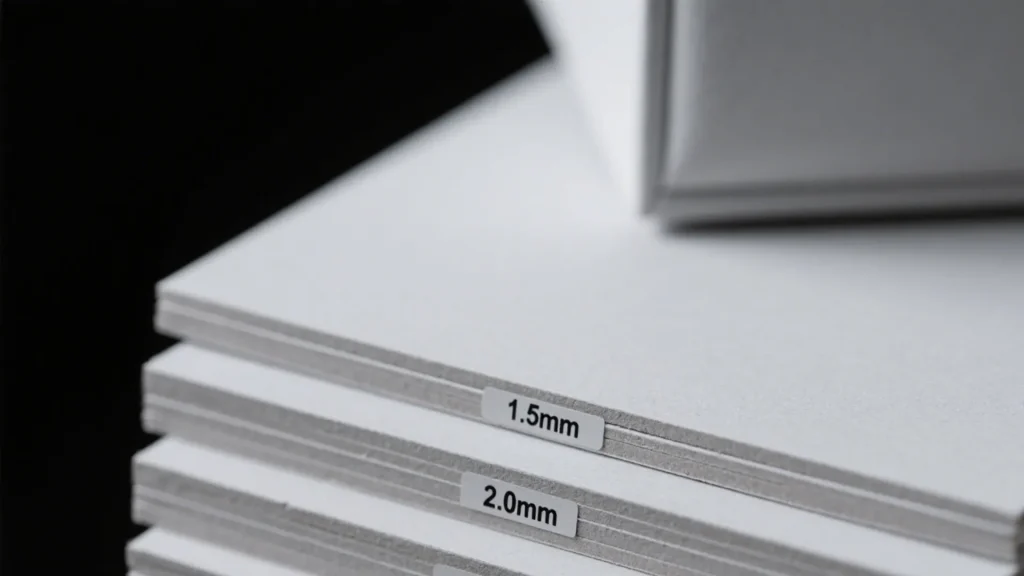
En la fabricación de cajas rígidas, el principal componente estructural es el cartón gris (aglomerado). Una falacia económica generalizada lleva a muchos fabricantes y startups a especificar cartón gris de 1.2 mm para reducir los costes unitarios en fracciones de céntimo. Si bien este grosor es adecuado para productos de confitería ligeros, resulta catastrófico para el embalaje de joyería.
El mecanismo de falla es doble. En primer lugar, la tapa experimenta una deflexión del diafragma. Cuando una tapa de 1.2 mm se extiende a una distancia superior a 10 cm, carece de la rigidez a la flexión necesaria para resistir la presión descendente del apilado o incluso la tensión del papel de regalo. Esto resulta en una deformación cóncava que implica una mala calidad para el consumidor. En segundo lugar, las paredes estructurales carecen de la resistencia a la compresión necesaria para soportar insertos pesados o mecanismos de cierre magnético. Cuando una solapa magnética pesada se fija a un cartón de 1.2 mm, el par de torsión repetido de apertura y cierre fatiga el punto de articulación, lo que provoca delaminación y desgarro. Este problema específico es un tema frecuente en Consultas para embalajes de joyería personalizados de Richpack, donde los clientes a menudo informan su insatisfacción con la durabilidad de las cajas genéricas estándar.
Protocolos de especificación óptima:
Para corregir estas deficiencias estructurales, las normas de ingeniería deben estar alineadas con la masa de la carga útil y las dimensiones de la caja. Los datos de la industria sugieren que es necesario un enfoque de especificaciones escalonadas para garantizar la longevidad:
| Espesor del tablero | Comportamiento estructural | Carga útil recomendada | Evaluación de Riesgos |
| 1.2 – 1.5 mm | Baja rigidez a la flexión; propenso a deformarse bajo tensión. | Consumibles ligeros (jabón, cera). | Alto riesgo: No apto para joyeros rígidos; transmite una sensación de “presupuesto”. |
| 2.0 – 2.5 mm | Rigidez moderada; soporta tensión de laminación estándar. | Tarros de joyería y cosméticos estándar. | Óptimo: Equilibra el costo con el lujo táctil y la durabilidad. |
| 3.0mm+ | Alta rigidez; sensación estructuralmente inerte (similar a la madera). | Conjuntos pesados, vino, electrónica. | Premium: Maximiza la protección pero impacta significativamente el peso del envío. |
Para inventarios existentes con paredes delgadas, una solución de modernización consiste en aplicar internamente un revestimiento secundario. Al pegar una lámina de cartulina de 1.0 mm al interior de la tapa y la base, se crea un efecto de "viga laminada" que aumenta significativamente la rigidez sin alterar las dimensiones externas.

Mientras que el cartón presenta una densidad insuficiente, las cajas de madera maciza sufren las implacables consecuencias de la higroscopia. La madera es un material anisotrópico que se expande y contrae con los cambios de humedad relativa. Un fallo frecuente en el diseño de cajas de madera a medida es no tener en cuenta este movimiento, lo que provoca que las tapas se deformen (se deformen a lo largo de la veta) o se tuerzan.
El mecanismo de ahuecamiento suele surgir al reaserrar una tapa de un tablón más grueso. Si el contenido de humedad no está perfectamente equilibrado, o si un lado de la tapa se termina mientras el otro se deja crudo, el intercambio de humedad se vuelve asimétrico. El lado que absorbe la humedad se expande, mientras que el lado seco permanece estático, forzando la curvatura de la madera.
Técnicas de remediación para tapas deformadas:
Para corregir la tapa de un joyero deformado es necesario rediseñar las tensiones internas de la madera.
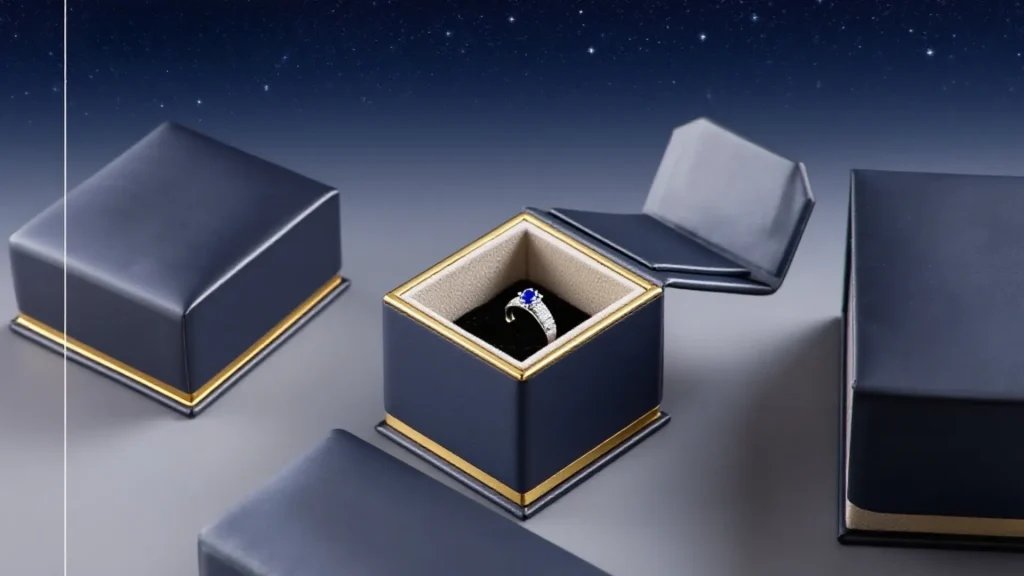
A un joyero le gusta caja de anillo personalizada, suele estar diseñado para el lineal de venta minorista, pero falla en la cadena de suministro. La "falacia de la pared simple" es un descuido generalizado, donde las cajas rígidas premium se envían en cajas de cartón corrugado de una sola pared (3 capas). Esto ofrece una resistencia insuficiente al aplastamiento ante las presiones de apilamiento de las redes logísticas modernas.

Datos de auditorías de fabricación y Consultas sobre el embalaje de joyería personalizado de Richpack Los estudios revelan que las cajas de exportación frágiles son una de las principales causas del colapso de las cajas. La solución especifica estrictamente el uso de cajas maestras de doble pared (5 capas) "K=K" (Kraft a Kraft). Además, el entorno de tránsito oceánico introduce una alta humedad, que puede aumentar las dimensiones del cartón hasta en un 5%, lo que perjudica el ajuste por fricción de las tapas telescópicas. La inclusión de paquetes de desecante dentro de una bolsa de polietileno sellada es una defensa química obligatoria contra esta incursión de humedad.
Quizás el desafío de diseño más sofisticado en el empaque de joyería es la interacción química entre el envase y el contenido. El deslustre no es solo una molestia estética; es una degradación química de la superficie metálica, principalmente sulfuro de plata ($Ag_2S$), resultante de la reacción con el azufre atmosférico. Un porcentaje significativo de los casos de deslustre son causados por materiales de embalaje ellos mismos, un fenómeno conocido como "desgasificación". Abordar estas interacciones químicas es fundamental al responder a Consultas de personalización de embalajes de joyería de Richpack respecto al almacenamiento de plata de alta gama.
Todas las especies de madera contienen ácidos orgánicos, pero su concentración varía considerablemente. Un importante fallo de diseño en los envases de lujo es el uso de maderas ricas en taninos en proximidad directa a la plata sin las capas de barrera adecuadas.

Evaluación de riesgo dendrológico:

Química del adhesivo:
El pegamento utilizado para ensamblar la caja es otro vector de azufre. Los cementos de contacto a base de solventes y los adhesivos a base de caucho suelen seguir liberando compuestos de azufre mucho después del curado. Para aplicaciones en joyería, los pegamentos de acetato de polivinilo (PVA) a base de agua o de resina alifática (cola amarilla para madera) son las únicas opciones químicamente seguras. Curan por evaporación, dejando una línea de unión inerte que no contribuye a la carga de sulfuro en la caja.
Los forros de terciopelo estándar son pasivos: ofrecen protección física contra rayones, pero no previenen la corrosión química. De hecho, algunos terciopelos y fieltros sintéticos están teñidos con compuestos a base de azufre que deslustran la plata.
Tecnología de barrido activo:
La remediación para entornos propensos al deslustre consiste en el uso de paños de limpieza activos, como Pacific Silvercloth®. Este material es una franela de algodón con miles de partículas microscópicas de plata incrustadas. Estas partículas actúan como "ánodos de sacrificio". Reaccionan con el sulfuro de hidrógeno en el aire y lo atrapan antes de que llegue a las joyas almacenadas. El paño, literalmente, "aguanta la bala" de las joyas, tornándose marrón con el paso de las décadas al saturarse de azufre.
Comparación de tecnologías de revestimiento:
| Material | Mecanismo de acción | Vida útil | Idoneidad |
| Terciopelo estándar | Cojín físico únicamente. | Indefinido (físico) | Bajo: Sin protección química; puede liberar colorantes gaseosos. |
| Pacific Silvercloth® | Barrido activo: Las partículas de plata atrapan los gases de azufre. | 20–40 años | Alta: El estándar de la industria para la conservación de la plata. |
| Tiras antideslustre | Absorción pasiva: La matriz de carbono/cobre absorbe los contaminantes. | 6 a 12 meses | Moderar: Requiere reemplazo frecuente; bueno para bolsas selladas. |
| Franela tratada (zinc) | Barrido activo: Las partículas de zinc atrapan el azufre. | 5–10 años | Bueno: Eficaz, aunque ligeramente menos reactivo que el paño de plata. |
Restaurar una caja antigua suele implicar retirar el forro de fieltro original, deteriorado. Este proceso puede ser peligroso si se desconoce el adhesivo. Sin embargo, las prácticas de fabricación históricas ofrecen una pista: la mayoría de las cajas anteriores a la década de 1960 utilizaban cola de piel de animal, soluble en agua.
La técnica de hidrosaturación:
Para quitar el fieltro viejo sin dañar la madera:
Para las cajas modernas que utilizan adhesivos sintéticos (que no se disuelven en agua), se requieren disolventes como el alcohol isopropílico o la nafta (líquido para encendedores). Estos deben probarse primero en el acabado de la caja, ya que pueden disolver la laca y la goma laca.
La vida útil de un joyero suele estar determinada por sus herrajes. Bisagras, cerraduras y pestillos son las partes móviles del sistema, sometiendo el chasis de madera estático a tensión dinámica. Una patología común en este ámbito es el "síndrome del tornillo pelado", en el que el par de torsión repetido al abrir la tapa desgarra las fibras de madera que sujetan los tornillos de las bisagras, provocando que la tapa se afloje o se desprenda.
Simplemente apretar un tornillo en un agujero desgastado es inútil; las fibras de madera se comprimen y cortan, sin ofrecer agarre mecánico. La única solución de ingeniería permanente es reemplazar el material del sustrato.
Reconstrucción paso a paso:
La geometría de la bisagra determina la mecánica de apertura de la caja. Un fallo de diseño común es el uso de bisagras que permiten que la tapa se abra 180 grados, lo que ejerce una enorme presión sobre la parte trasera de la caja.

Las cerraduras de los joyeros suelen ser simples cerraduras con cerrojo o pestillos a presión. Un fallo frecuente es la desalineación del pestillo (el gancho de la tapa) con el cuerpo de la cerradura. Si una cerradura gira pero no cierra bien la tapa, el pestillo suele estar doblado y fuera de su rango de enganche.
Diagnóstico y Reparación:
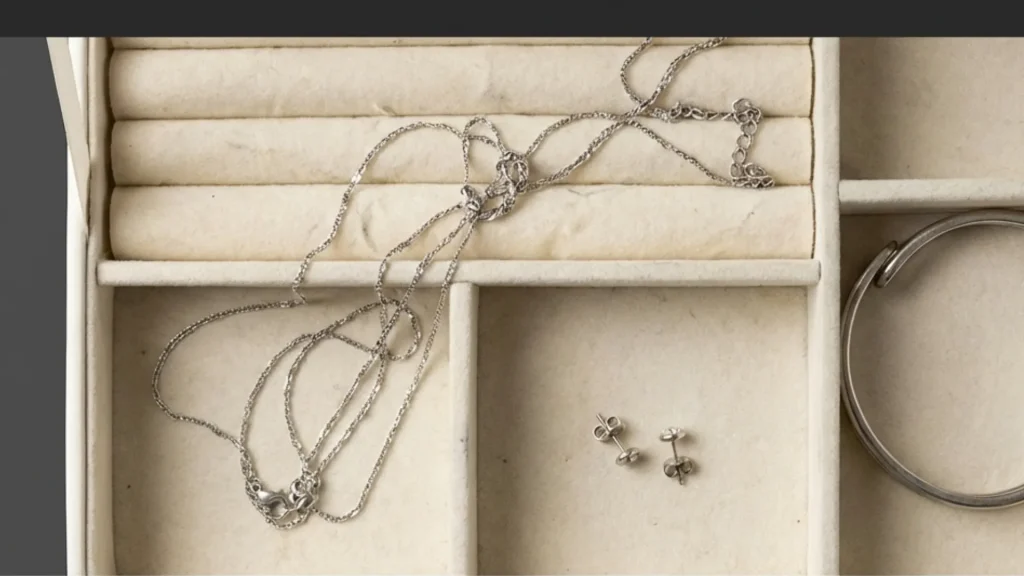
Un joyero puede ser estructuralmente sólido y químicamente inerte, pero fallar funcionalmente si la arquitectura interior no se ajusta a la colección del usuario. El enfoque de "talla única" de la fabricación histórica ha quedado obsoleto ante la diversidad de la joyería moderna, desde anillos llamativos y voluminosos hasta delicados collares en capas. Analizando Solicitudes de personalización de embalajes de joyería personalizados de Richpack muestra una fuerte tendencia hacia diseños de interiores modulares y adaptables. Conociendo Cómo elegir el joyero adecuado para diferentes tipos de joyas Ayuda a definir estas especificaciones interiores con precisión.
El soporte para anillos es la característica distintiva de un joyero. Debe mantener los anillos en posición vertical para su exhibición, a la vez que ejerce suficiente fricción para evitar que se desprendan durante el transporte.
Método A: Matriz de espuma de alta densidad (DIY/Modernización)
Para modernizar cajas existentes, la espuma de alta densidad (como el polietileno de celda cerrada o el material de las colchonetas de yoga) es superior a la esponja de celda abierta, que carece de la resistencia a la compresión para sostener anillos pesados.
Método B: Enrutamiento de madera maciza (reliquia/personalizada)
Para una solución más permanente y lujosa, se pueden mecanizar anillos de madera maciza.
Los divisores fijos limitan su utilidad. El sello distintivo de una caja personalizada bien diseñada es su modularidad. La unión de media madera (o de cajón de huevos) permite la creación de rejillas divisorias rígidas pero extraíbles.
Protocolo de fabricación:
La estandarización del tamaño de los compartimentos en función de los datos antropométricos y las dimensiones de las joyas evita el efecto “desorden”.
Dimensiones óptimas de la cuadrícula:
| Uso del compartimento | Dimensiones (pulgadas) | Requisito de profundidad | Notas |
| Aretes | 1.5 "x 1.5" | 1.0 " | La poca profundidad es fundamental para recuperar lomos pequeños. |
| Anillos | 2.0 "x 2.0" | 1.75 ″ –2.5 ″ | Se necesita un espacio libre más profundo para anillos de compromiso de engaste alto. |
| Pulseras | 3.5 "x 3.5" | 2.0 " | El ancho debe ser mayor que el diámetro de la pulsera para evitar que se doble. |
| Canales de collar | 2.0 "x 8.0" | 1.0 " | Los canales largos y estrechos evitan que la cadena se enrede. |
Incluso la caja más sólida estructuralmente sufrirá daños estéticos tras décadas de uso. Restaurar el acabado de una caja de laca brillante o poliuretano requiere técnicas específicas que difieren de la reparación general de muebles.
Para rayones profundos, abolladuras o raspaduras en una superficie terminada, las barras de “quemado” (barras de resina de laca o goma laca) ofrecen una reparación que se integra químicamente con el acabado, a diferencia de los rellenos de cera blanda que simplemente se quedan encima.
El procedimiento de quemado:
Si una reparación cruza una línea de veta prominente, el quemado se verá como un parche sólido. Para solucionarlo, utilice un rotulador de veta de punta fina o un pincel de artista con pigmento para dibujar las líneas de veta faltantes sobre el relleno nivelado. antes Se aplica la última capa de sellador. Esta técnica de "trampantojo" engaña al ojo, haciéndole ver una figura de madera continua.
Para las marcas que encargan joyeros, evitar estos defectos requiere un riguroso control de calidad previo. Los defectos mencionados (tabla delgada, madera ácida, bisagras débiles) suelen ser de ingeniería. cobren El producto para ahorrar costes. Perspectivas de Solicitudes de consulta sobre embalajes de joyería personalizados de Richpack sugieren que la especificación proactiva es la única defensa contra estas pérdidas de calidad.
Los gerentes de adquisiciones deben establecer un “cortafuegos de especificaciones” que prohíba explícitamente las medidas comunes de reducción de costos.
Especificaciones críticas de fabricación:
Se requiere un cambio estratégico en la forma en que las marcas asignan su presupuesto. Actualmente, se invierte un costo significativo en capas exteriores desechables (cintas, pañuelos de papel y papeles texturizados) que se desechan en segundos. Un enfoque más sostenible y que fomente el desarrollo de la marca, a menudo recomendado en respuesta a... Las investigaciones de Richpack sobre la personalización de envases de joyería consisten en invertir ese capital en La arquitectura permanente de la caja.

Recomendación:
Reduzca su presupuesto de adornos exteriores desechables a una modularidad interior reutilizable. Una caja con cierre magnético y un inserto de terciopelo extraíble de alta calidad (con sistema de divisor de media vuelta) transforma el embalaje de basura en una solución de almacenamiento permanente. Esto garantiza que el logotipo de la marca permanezca en el tocador del cliente durante años, en lugar de terminar en el contenedor de reciclaje.
La corrección de defectos de diseño en joyeros personalizados es una disciplina que fusiona la precisión de la ingeniería con la sensibilidad de la conservación. Al comprender la física estructural del cartón rígido, las interacciones químicas del deslustre y la ergonomía de la interacción con el usuario, fabricantes y restauradores pueden convertir el joyero de un simple contenedor en un guardián de valor.
Las soluciones que se detallan aquí, desde la reparación de tornillos desgastados con tacos hasta el uso de depuradores activos Pacific Silvercloth, no son teóricas. Son metodologías prácticas y probadas para corregir los errores sistémicos que plagan la industria. Ya sea que se especifique una producción de 10,000 unidades según Preguntas sobre las soluciones de embalaje de joyería a medida de Richpack Ya sea para restaurar una sola reliquia victoriana, los principios son los mismos: estabilidad, neutralidad y funcionalidad. El cumplimiento de estos estándares garantiza que la caja perdure tanto como los tesoros que alberga.
2024-12-12

2025-04-04

2025-04-23

La litografía puede ayudar a diseñar e imprimir joyeros únicos. Esto le da un toque personal a sus joyas. Elegir los materiales adecuados y prepararlos bien es clave para crear joyeros ecológicos y atractivos.
Estas cajas mejoran la experiencia de desempaquetado, fomentan la fidelización del cliente y son ecológicas. Con grabado láser de precisión y descuentos por pedidos al por mayor, son una excelente solución de embalaje.

Los clientes de hoy no solo se fijan en el producto en sí; buscan una experiencia de compra memorable. ¿Cómo puede una marca de joyería de comercio electrónico destacar? La respuesta es que crear una impresión duradera comienza con un empaque personalizado. Para el comercio electrónico, el empaque no solo protege el producto, sino que también es una herramienta para promocionar la marca y… Continuar leyendo: Corregir defectos de diseño en cajas de joyería personalizadas: Soluciones prácticas.

Encantadoras cajas de joyería inspiradas en personajes de Disney | Bonita caja de regalo de Hello Kitty, perfecta para colecciones de princesas y regalos temáticos

Joyero elegante con espejo para un almacenamiento elegante: joyeros con espejo personalizables y tocador con soluciones de almacenamiento de joyas con espejo

Marionetas creativas hechas con bolsas de papel marrón para divertidas actividades de manualidades: aprenda a hacer una marioneta hecha con bolsas de papel con las bolsas de papel de Pascua personalizables para niños de Richpack

Embalaje sostenible y asequible para pedidos de joyería de gran volumen | Perfecto para mayoristas que buscan soluciones escalables y ecológicas a precios competitivos
Ver más
Envases biodegradables para galletas para pequeñas panaderías | Soluciones ecológicas y sostenibles | Diseños personalizados disponibles
Ver más
Cajas de cuero azul para anillos de compromiso | Embalaje de joyería al por mayor – Richpack
Ver más