 ANTERIOR
ANTERIOR

5 beneficios de elegir bolsas de joyería personalizadas para sus productos
2025-05-14


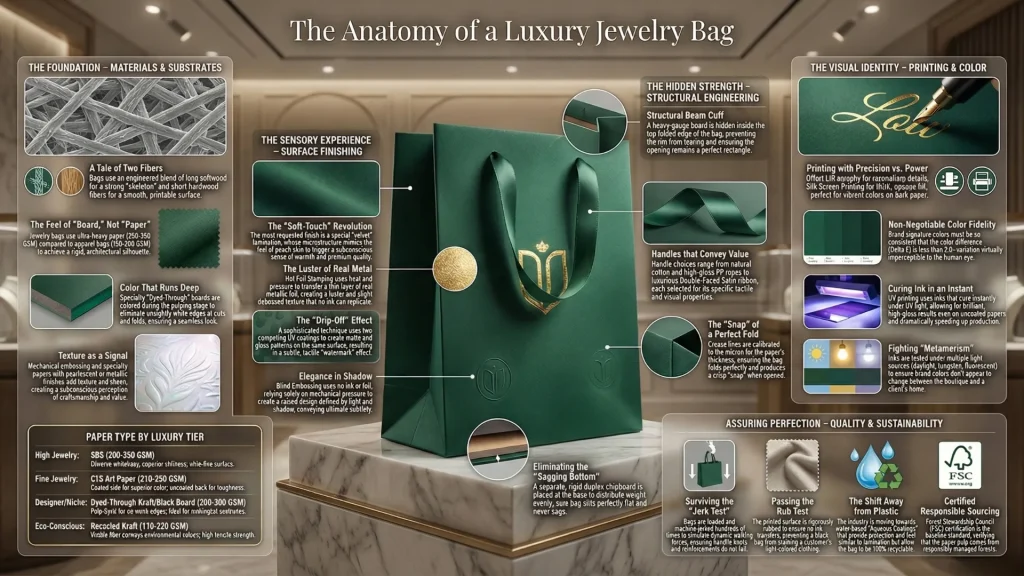
A bolsa de papel Es una extensión crucial del valor de marca: una interfaz física que conecta el espacio comercial con la intimidad del consumidor. La fabricación de bolsos modernos de joyería de lujo representa una profunda convergencia de la ciencia de los materiales, la ingeniería estructural, la física del color y la fabricación de precisión. Para satisfacer las exigencias contradictorias de ser "robusto como un escudo pero táctil como la seda", la cadena de suministro debe encontrar un delicado equilibrio entre la resistencia a la tracción y la suavidad táctil, la opulencia visual y la sostenibilidad ambiental, así como la flexibilidad del ensamblaje manual frente a la precisión de la automatización.
En este artículo, analizaremos la tecnología y la artesanía detrás de los envases específicos para joyería, abarcando todo, desde la selección de sustratos de celulosa hasta recubrimientos de superficies a escala nanométrica, optimización estructural y rigurosos sistemas de control de calidad.

La base de cualquier embalaje de alta calidad reside en la integridad física de su sustrato. En el caso de los embalajes de joyería, dado que el contenido suele ser pequeño en volumen pero de alta densidad (como metales preciosos y piedras preciosas) y posee un alto valor unitario, el papel debe presentar propiedades mecánicas específicas. Estas incluyen rigidez superior, resistencia al desgarro y al plegado, además de servir como un soporte impecable para una impresión de alta fidelidad.
La textura y la resistencia mecánica de un bolso dependen principalmente de la composición de la fibra de la pulpa y su proceso de fabricación. La fabricación de bolsos de joyería de alta gama suele implicar la combinación de dos tipos principales de fibras:
La característica más distintiva de un bolso de joyería de lujo es su rigidez, a menudo descrita como una sensación de cartón en lugar de papel. Esta propiedad física está estrictamente controlada por el gramaje del papel, medido en gramos por metro cuadrado (GSM).
A diferencia del papel de 150 a 200 GSM que se usa normalmente en la industria de la confección, los estándares de la industria de la joyería favorecen materiales más pesados, que van desde De 250 GSM a 350 GSMEsta alta densidad no solo sirve para soportar cajas de joyería pesadas sino, lo que es más importante, para evitar que las paredes de la bolsa se doblen o deformen al descargarse, preservando así la silueta arquitectónica del embalaje.
| Nivel de aplicación | Tipo de papel recomendado | Rango GSM | Características físicas y estéticas |
| Alta joyería | SBS (sulfato sólido blanqueado) | 300 – 350 g/m² | Blancura extrema, rigidez superior, un fuerte “golpe” al cerrar y una superficie ultrafina. |
| Venta al por menor de joyería fina | Papel artístico C1S (estucado por una cara) | 210 – 250 g/m² | El lado recubierto ofrece una reproducción superior del color; el reverso sin recubrimiento conserva la tenacidad de la fibra. Ideal para tamaños pequeños y medianos. |
| Diseñador/Nicho | Cartón kraft/negro teñido | 200 – 300 g/m² | Teñido en pulpa para evitar bordes blancos en los cortes. Presenta una estética minimalista con una estructura de fibra compacta y alta resistencia al desgarro. |
| Ecoconsciente | Kraft reciclado | 170 – 230 g/m² | La textura visible de la fibra transmite valores ambientales. Alta resistencia a la tracción, aunque ligeramente menos rígida que las fibras recubiertas de igual peso. |
Más allá de los papeles estándar recubiertos y no recubiertos, la industria de la joyería emplea con frecuencia “papeles especiales” para transmitir exclusividad a través de la textura.

La identidad visual (IV) de una marca de joyería se basa en la deposición precisa de tinta sobre el sustrato. La elección de Tecnología de impresión para bolsas de papel Depende del volumen, la topología de la superficie y las demandas extremas de fidelidad del color.
La litografía offset sigue siendo el estándar de oro para los envases de lujo de gran volumen, gracias a su resolución superior y control del color.
Para una saturación de color extrema o para imprimir sobre sustratos oscuros y de textura rugosa, la serigrafía es el proceso preferido.
La tecnología de impresión ultravioleta (UV) se está imponiendo en el sector de los envases de lujo. Las tintas UV contienen fotoiniciadores que polimerizan instantáneamente al exponerse a longitudes de onda UV específicas, en lugar de secarse por evaporación o absorción de disolventes.
Si la impresión proporciona información visual, tecnología de acabado Proporciona un contexto emocional. Al regular la reflectancia de la luz y el coeficiente de fricción de la superficie del bolso, se crea una experiencia de lujo multisensorial.
La laminación consiste en adherir térmicamente una película microscópica de plástico (generalmente PP o PET) a la superficie del papel. Esta capa cumple dos funciones: aumenta significativamente la resistencia al desgarro (crucial para las esquinas dobladas) y establece la base estética.
El estampado en caliente es el proceso característico del embalaje de joyas y aporta un brillo metálico real que ninguna tinta metálica puede igualar.
Una técnica sofisticada que está creciendo en popularidad es el “Reverse UV” o “Drip-Off”, que crea un contraste mate/brillante en un solo plano sin laminación.
Un bolso de joyería de lujo es esencialmente un contenedor rígido fabricado con materiales flexibles. Para mantener una geometría perfecta bajo carga, se requiere una ingeniería estructural precisa.
Para evitar deformaciones durante el transporte, se implantan refuerzos en zonas críticas.
El mango es el primer punto de interacción. Su material, diámetro y método de conexión transmiten directamente el valor de la marca.


El troquelado preciso garantiza que la bolsa forme un cuadrado perfecto.
Matriz de pliegues: La profundidad y el ancho del canal de hendido deben calibrarse al micrón según el grosor del papel. Un hendido demasiado superficial provoca grietas (exponiendo las fibras blancas); un hendido demasiado profundo las corta. En papeles gruesos con impresiones oscuras, se suele aplicar humidificación o calentamiento localizado antes del hendido para aumentar la flexibilidad de las fibras.
Geometría del refuerzo: Las líneas de pliegue laterales deben alinearse con precisión con los pliegues de la solapa inferior para garantizar que la bolsa produzca un chasquido nítido al abrirse y se mantenga en pie sin tambalearse.
La química del adhesivo determina la vida útil y la adaptabilidad ambiental de la bolsa.
Para garantizar que la bolsa proteja de forma segura joyas de alto valor, es obligatoria la realización de rigurosas pruebas físicas y químicas.

Los consumidores de lujo modernos exigen que las experiencias exquisitas no se produzcan a expensas del planeta.
Las bolsas laminadas tradicionales son difíciles de reciclar.
La producción de una bolsa de papel para joyería es un juego de detalles extremos. Bajo su minimalista exterior se esconde una compleja matriz de decisiones: ¿Resistencia de las fibras largas vs. suavidad de las fibras cortas? ¿Estabilidad química de la tinta UV vs. brillo físico del estampado en caliente? ¿Consistencia absoluta del plegado a máquina vs. la calidez del ensamblaje manual?
Para las marcas de joyería, la bolsa de papel es el último apretón de manos de la transacción. Las tecnologías que se detallan aquí —desde el cartón sólido blanqueado de 350 g/m² hasta el laminado nanométrico suave al tacto, desde las tintas puntuales con coincidencia espectral hasta las asas de algodón con pruebas de tirones— colaboran para garantizar que este "apretón de manos" transmita peso, durabilidad y cuidado.
Tabla 1: Matriz de aplicabilidad del proceso de impresión
| Elemento | Litografía offset | Serigrafía | Impresión UV |
| Mejor caso de uso | Imágenes de alto detalle, fotografía, degradados. | Grandes bloques de colores sólidos, efectos táctiles, metálicos. | Sustratos no absorbentes de rápida entrega |
| Espesor de tinta | Delgado (1-2 micras) | Muy grueso (10-100 micras) | Medio (depende de la configuración) |
| Compatibilidad de sustrato | Papeles lisos (estucados) | Casi todos (Texturizados, Oscuros, Tela) | Casi todos (plástico, papel metalizado) |
| Color de papel oscuro | Pobre (las tintas son translúcidas) | Excelente (alta opacidad) | Excelente (la tinta se adhiere a la superficie) |
Tabla 2: Rendimiento del material del mango
| Tipo de manija | Material | Solidez | Estético | Costo | Respeto al medio ambiente |
| Cuerda retorcida | Algodón | Media | Natural, Mate, Orgánico | Media | Alto (Biodegradable) |
| Cuerda retorcida | PP (polipropileno) | Alto | Brillante, sintético, uniforme | Bajo | Bajo (plástico tradicional) |
| cinta | Poliéster satinado | Media | Lujoso, sedoso, alto brillo | Alto | Bajo (a menos que sea PET reciclado) |
| cinta | Grosgrain | Alto | Texturizado, estructural | Alto | Varía según el material |
At Paquete rico EmbalajeDiseñamos experiencias de marca. Desde la selección de la mezcla precisa de fibras para una integridad estructural hasta la ejecución de complejos acabados UV de secado rápido que deleitan la piel, nuestra experiencia garantiza que el empaque de sus joyas sea tan exquisito como las piezas que contiene.
Ya sea que necesite una solución de recubrimiento acuoso totalmente sustentable o una obra maestra en relieve de varios niveles ensamblada a mano, Richpack es su socio en lujo de precisión.
R: A diferencia de las bolsas minoristas estándar, las bolsas de joyería de lujo a menudo utilizan tableros pesados (más de 300 GSM) y laminaciones complejas que son sensibles a los cambios ambientales.
Control de humedad: El papel es higroscópico. Guarde las bolsas en un ambiente con clima controlado, con una humedad relativa entre el 40 y el 60 %. El exceso de humedad puede deformar la base, mientras que la sequedad extrema puede provocar que el laminado se despegue o que el papel se agriete en los pliegues.
Apilado: No apile más de 5 cajas. El peso puede aplastar la geometría del fuelle o dejar marcas de presión permanentes en el laminado suave al tacto de la base de las bolsas.
R: Si bien una prueba digital revisa la ortografía y el diseño, no puede simular la interacción física de la luz con la estampación en caliente ni la altura táctil del relieve. Crear una muestra física requiere fabricar los moldes metálicos y configurar la maquinaria solo para una unidad.
Recomendación: Para pedidos que involucran relieve complejo de varios niveles o colores de lámina específicos, recomendamos enfáticamente una prueba húmeda para evaluar la "sensación al tacto", aunque esto implique un cargo por configuración de herramientas.
R: Los olores desagradables pueden arruinar la experiencia de desempaquetado, especialmente en el caso de las joyas. Esto suele deberse a pegamentos con base de solventes o a un tiempo de curado UV insuficiente.
Nuestro protocolo: En Richpack, priorizamos los adhesivos con bajo contenido de COV (compuestos orgánicos volátiles) y garantizamos un periodo específico de ventilación en un área de preparación ventilada después de la producción, antes de empaquetarlos en cajas de envío. Si su marca es muy sensible a los olores, solicite nuestras opciones de adhesivos "neutrales al olor" durante la consulta.
R: Si bien la automatización garantiza la consistencia, requiere un tiempo de configuración significativo.
El umbral: generalmente, para pedidos de menos de 3,000 a 5,000 unidades, el ensamblaje semiautomático o manual es más rentable debido a los altos costos de instalación de las máquinas formadoras de tubos automáticas.
La excepción: si su bolso requiere tamaños complejos, no estándar o accesorios de cinta únicos, el ensamblaje manual sigue siendo la única opción independientemente del volumen, ya que las máquinas están limitadas a relaciones de aspecto estándar "horizontal" o "vertical".
2025-05-14
2025-09-29

2025-07-18

Aprenda a elegir materiales ecológicos para cajas de regalo con tapa, explorando cartón reciclado, papel certificado FSC, bioplásticos y más.

Richpack · Cómo contar la historia de la marca de joyería Monet a través del arte del packaging. Según un estudio de Smithers Pira, se espera que el mercado mundial del packaging alcance los 1.42 billones de dólares para 2028, lo que pone de relieve la creciente importancia del packaging. El packaging de la joyería Monet también refleja esta brillantez. Pero la experiencia de desempaquetado, a menudo pasada por alto, representa una gran oportunidad para… Continuar leyendo La tecnología y la artesanía detrás de nuestras bolsas de papel para joyería.

Richpack · Cajas para joyería Richpack: heredan y mejoran la estética y la ecointeligencia de los envases de joyería Napier. Napier conecta con los amantes de la joyería, evocando imágenes de artesanía de alta calidad y diseños innovadores. Richpack, proveedor líder de soluciones de embalaje para joyería, se dedica a crear cajas que representan la sostenibilidad y la responsabilidad ambiental, a la vez que muestran la elegancia inherente a la joyería. En este blog, descubriremos cómo… Continuar leyendo La tecnología y la artesanía detrás de nuestras bolsas de papel para joyería.

Conjuntos de empaques de lujo para joyería de alta gama | Soluciones personalizadas premium con diseños a juego de Richpack para marcas de joyería exclusivas que buscan empaques elegantes a granel.

Richpack: contenedores pequeños versátiles y buscados con tapa: soluciones de exhibición de joyas seguras y duraderas para un almacenamiento organizado y una mayor belleza

Bolsas de regalo de papel versátiles y resistentes para cada ocasión: Richpack, pequeñas y coloridas bolsas de regalo elegantes, perfectas para cualquier presentación de obsequio

Bolsas de papel personalizadas, duraderas y personalizadas con logotipos para tiendas minoristas | Soluciones de marca perfectas para joyeros que necesitan un embalaje llamativo para tiendas minoristas
Ver más
Tarjetas de regalo personalizadas con logotipos y mensajes de marca | Soluciones a medida de Richpack para joyerías que requieren opciones de empaquetado de marca
Ver más
Bolsas de papel reciclado para joyería con conciencia ecológica y marca | Ideales para mayoristas de joyería que buscan opciones de embalaje sostenibles y personalizadas
Ver más