 PREC
PREC
Cos'è la stampa flessografica e come funziona?
2026-05-29

Se vi è mai capitato di tenere in mano una scatola di cereali, di scartare una bustina di shampoo o di staccare un'etichetta con codice a barre da un flacone di medicinali, avete già toccato qualcosa stampato con la tecnica della flessografia. La maggior parte delle persone non se ne accorge nemmeno. Ed è proprio questo il punto.
La stampa flessografica, spesso abbreviata in flessografia, è la tecnica di stampa più utilizzata per quasi tutti gli imballaggi flessibili che si trovano in commercio. Raggiunge velocità che fanno sembrare lenti altri metodi di stampa, è in grado di lavorare su materiali che danneggerebbero altre macchine da stampa e offre un costo unitario che rende le grandi tirature davvero economiche.
Ma ecco cosa la maggior parte degli articoli su questo argomento non vi dice: le decisioni che prendete prima di ordinare imballaggi stampati in flessografia determineranno se il prodotto finale avrà l'aspetto di un'esperienza di marca di alta qualità o di un prototipo sbiadito. Capire come funziona la stampa flessografica non è solo una curiosità ingegneristica. È un vero e proprio superpotere negli acquisti.
Questa guida copre tutto ciò che devi sapere. Scoprirai cos'è la stampa flessografica, come funziona il processo a livello meccanico, quali materiali e inchiostri può utilizzare, come si confronta con altri metodi di stampa e cosa devi preparare prima ancora di realizzare la prima lastra.
La stampa flessografica è un processo di stampa rotativa ad alta velocità che utilizza lastre fotopolimeriche flessibili per trasferire l'inchiostro direttamente su diversi substrati, tra cui carta, pellicola, fogli e materiali ondulati. Le lastre flessografiche si avvolgono attorno a cilindri rotanti anziché essere pressate in piano, consentendo un'alimentazione continua del nastro a velocità fino a 2,000 piedi lineari al minuto.
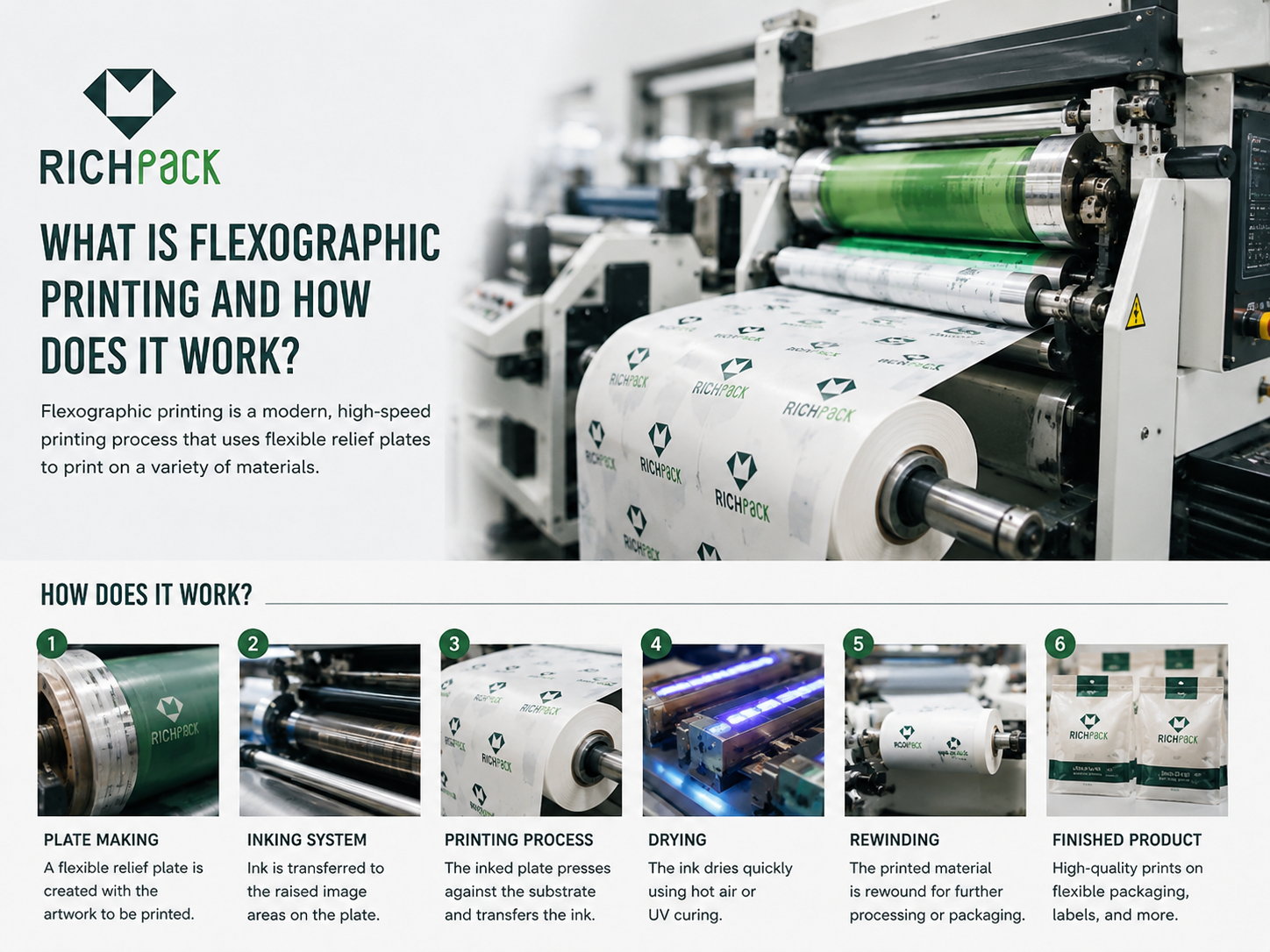
La stampa flessografica è un processo di stampa a rilievo rotativo ad alta velocità che trasferisce l'inchiostro da una lastra flessibile in rilievo direttamente su un supporto. La parola chiave è "flessibile". A differenza della tradizionale stampa tipografica, in cui le lastre sono rigide, le lastre flessografiche sono realizzate in materiali fotopolimerici che possono piegarsi attorno a dei cilindri. Questa flessibilità è ciò che rende possibile l'intero sistema rotativo ed è il motivo per cui la flessografia può stampare su superfici che altri metodi semplicemente non sono in grado di gestire.
Immaginate un timbro di gomma avvolto attorno a un cilindro rotante anziché essere premuto a mano. È esattamente ciò che accade all'interno di ogni macchina da stampa flessografica. L'immagine da stampare si trova sulle aree in rilievo di una lastra flessibile in fotopolimero. Queste aree in rilievo assorbono l'inchiostro, mentre le aree incavate rimangono pulite. Quando il cilindro porta-lastra ruota contro il supporto, l'inchiostro si trasferisce in modo pulito e uniforme, anche su materiali ruvidi o flessibili.
È questo che distingue la flessografia dai vecchi metodi di stampa a rilievo e dalle tecniche di stampa in superficie che faticano a gestire texture e assorbenza. Il contatto delicato, la pressione leggera e controllata tra lastra e supporto, impedisce alla lastra di schiacciare i materiali delicati e di deformarsi durante la rotazione ad alta velocità. Dopo aver eseguito migliaia di lavori su diversi tipi di supporto, il nostro responsabile di sala stampa lo spiega così: "La prima cosa che dico a ogni nuovo acquirente è questa: se capisci il contatto delicato, capisci l'80% di ciò che non funziona su una macchina da stampa flessografica. Tutto il resto è solo una conseguenza di questo principio."
Fate un giro in una qualsiasi grande fiera del packaging e osservate le macchine da stampa in funzione presenti nello stand. Quasi tutte utilizzano la stampa flessografica. E non è un caso.
Carta e cartone, pellicole di plastica, fogli metallici, supporti ondulati, laminati, maniglie flessografiche: tutto. Stampa su carta porosa e pellicola di plastica non porosa nella stessa tiratura. Nessun altro metodo di stampa offre una gamma di materiali simile senza lunghi tempi di inattività dovuti ai cambi di formato.
La velocità è un altro fattore determinante. Le moderne macchine da stampa flessografica a banda larga raggiungono velocità di stampa comprese tra 600 e 1,000 piedi lineari al minuto. Alcune macchine da stampa per etichette a banda stretta superano addirittura i 2,000 piedi al minuto. A queste velocità, una singola macchina può produrre decine di migliaia di unità all'ora. Per i marchi che gestiscono volumi elevati di SKU, questa produttività si traduce direttamente in un costo unitario inferiore. Il ragionamento economico è estremamente semplice: più veloce è la macchina da stampa, maggiore è il numero di unità su cui si ripartisce il costo di allestimento.
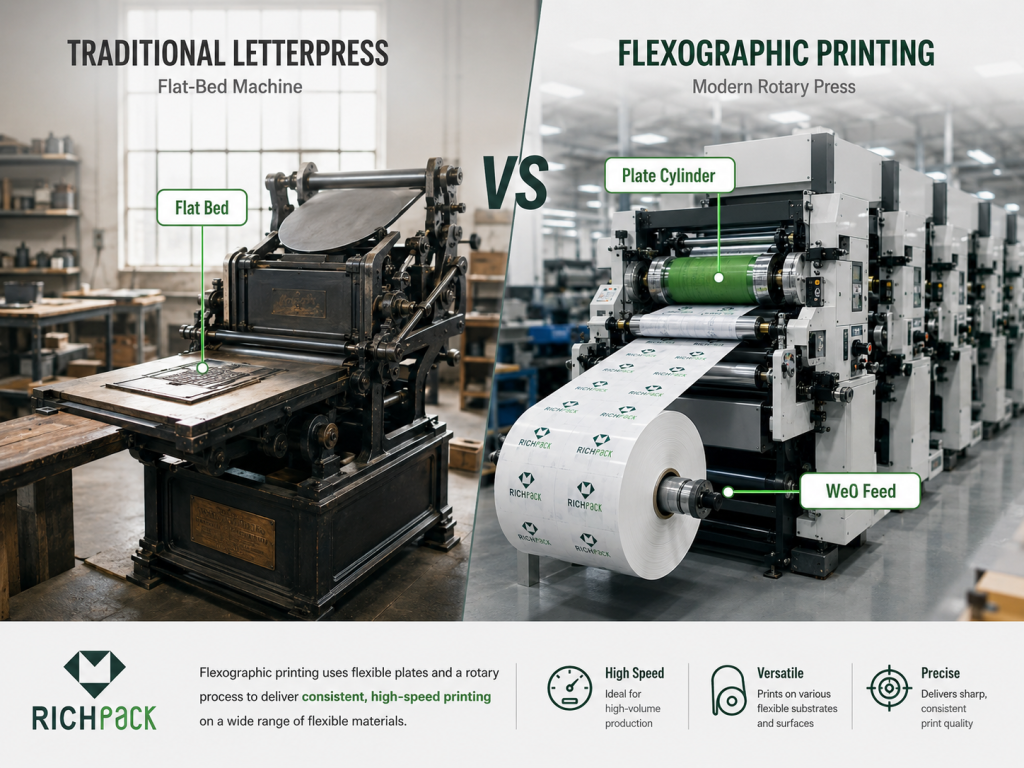
La stampa tipografica tradizionale utilizzava caratteri in metallo o legno massiccio fissati su piani di stampa. Ogni impressione corrispondeva a un'azione separata. La flessografia si è evoluta dallo stesso concetto di stampa a rilievo, ma ha aggiunto la funzionalità rotativa e materiali flessibili per le lastre. Questo cambiamento è stato epocale: i supporti a bobina continua hanno sostituito i fogli a foglio, i cilindri di stampa hanno sostituito i piani di stampa e le lastre fotopolimeriche hanno sostituito i caratteri in metallo fuso.
Il nome "flessografico" fu adottato ufficialmente nel 1952 in seguito a un sondaggio tra i lettori organizzato da Franklin Moss, presidente della Mosstype Corporation. Prima di allora, il processo era chiamato stampa all'anilina, un nome che aveva assunto connotazioni negative dopo che la FDA statunitense aveva limitato l'uso dei coloranti all'anilina per gli imballaggi alimentari negli anni '1940. Il cambio di nome fu una mossa di sopravvivenza per un intero settore.
La stampa flessografica moderna non ha quasi più nulla in comune con le prime macchine da stampa. Il divario qualitativo tra flessografia e litografia offset si è in gran parte ridotto, soprattutto sui supporti per imballaggi, dove la consistenza della superficie è diversa da quella della carta da stampa. DuPont, Kodak e XSYS producono oggi lastre fotopolimeriche in grado di riprodurre retinature di qualità paragonabile a quella della litografia. Se pensate ancora che la flessografia significhi testo sfocato e colori non uniformi, vi basate su un modello mentale obsoleto.
I marchi con cui interagisci ogni giorno e i fornitori che stampano per loro utilizzano tutti la stampa flessografica su larga scala.
Il settore alimentare e delle bevande rappresenta il mercato di utilizzo finale più importante. Involucri di caramelle, scatole di cereali, sacchetti di patatine, cartoni per alimenti surgelati, etichette per bevande e pellicole termoretraibili sono quasi tutti stampati in flessografia. Gli inchiostri ad asciugatura rapida e i substrati resistenti al calore soddisfano i requisiti di sicurezza alimentare senza rallentare la produzione.
Il packaging farmaceutico, cosmetico, per prodotti per la cura della persona, il packaging per l'e-commerce e l'imballaggio industriale con film completano le principali aree di applicazione. Qualsiasi marchio che necessiti di una stampa ad alto volume e costante su diversi tipi di supporto utilizza già la flessografia o la sta valutando come alternativa a tecnologie più lente o più costose.

Comprendere il processo di stampa flessografica è importante non solo per gli ingegneri, ma anche per gli acquirenti. Sapere cosa succede tra il file grafico e il prodotto finito permette di prendere decisioni più consapevoli in merito a specifiche, tempistiche e aspetti da valutare prima dell'inizio della produzione.
Ogni lavoro di stampa flessografica inizia con il file grafico. La prestampa, la fase tra la progettazione e la produzione, è il momento in cui la maggior parte dei problemi di qualità di stampa vengono risolti o, al contrario, compromettono il prodotto finito.
Il vostro team di progettazione deve fornire i file grafici nello spazio colore corretto (CMYK per la quadricromia, file separati per i colori spot), alla risoluzione corretta (minimo 300 DPI per le immagini a mezzitoni) e con margini di abbondanza e di sicurezza adeguati. Un errore che riscontriamo di frequente tra i clienti alle prime armi è quello di inviare i file grafici senza tenere conto della distorsione dovuta all'avvolgimento della lastra. Quando una lastra fotopolimerica flessibile viene montata su un cilindro, l'immagine si allunga leggermente in direzione circonferenziale. I file grafici devono essere pre-distorti per compensare questa distorsione, altrimenti la stampa finale risulterà compressa orizzontalmente.
La nostra responsabile della prestampa ha una regola: ogni nuovo file di un cliente viene sottoposto a una verifica di compensazione della distorsione prima di qualsiasi altra cosa. "La maggior parte degli acquirenti non sa nemmeno di doverlo chiedere", afferma. "Quando arriva la bozza e vedono un logo schiacciato, la lastra è già stata realizzata. È una lezione da 300 dollari che nessuno vuole imparare due volte."
Un altro aspetto da considerare in prestampa è l'ingrossamento del punto. Gli inchiostri flessografici sono più fluidi di quelli offset e tendono a diffondersi a contatto con il supporto, soprattutto su materiali assorbenti come la carta kraft non patinata. Un punto di mezzatinta al 50% potrebbe risultare in stampa come un punto al 58%. Gli operatori di prestampa compensano questo effetto regolando le linee di retinatura e le curve tonali, ma è importante capire che la prova digitale e la tiratura di produzione non saranno identiche a meno che non si concordi preventivamente sul profilo di compensazione. Chiedete al vostro fornitore di mostrarvi la curva di compensazione prima di avviare qualsiasi operazione.
Una volta che la grafica è pronta per la stampa, viene suddivisa in file separati per ogni colore. Ogni colore richiede la propria lastra fotopolimerica.
In un flusso di lavoro convenzionale (analogico), un negativo fotografico viene posizionato a contatto con la lastra fotopolimerica e l'insieme viene esposto alla luce UV. Le aree esposte polimerizzano e si induriscono. Le aree non esposte vengono lavate via in un bagno di solvente o acqua, lasciando l'immagine in rilievo. La lastra si asciuga e viene quindi montata sul cilindro.
Il flusso di lavoro digitale computer-to-plate (CTP) è ormai lo standard nella maggior parte delle tipografie flessografiche commerciali. Un laser abla uno strato di mascheratura nera dalla superficie della lastra nelle aree dell'immagine, eliminando la fase di negativo su pellicola. La lastra viene quindi sottoposta all'esposizione UV e allo sviluppo. Il CTP riduce i tempi di preparazione, migliora la precisione di registro e produce lastre di qualità più ripetibile. Non è più un'opzione; le tipografie che utilizzano ancora la produzione analogica delle lastre si trovano a fronteggiare uno svantaggio competitivo.
Le lastre devono essere montate con precisione sul cilindro porta-lastre. La registrazione, ovvero l'allineamento esatto di ciascun colore con quello precedente, è fondamentale. Una lastra disallineata anche di una frazione di millimetro crea una visibile deriva cromatica nella stampa finale. La maggior parte delle macchine da stampa flessografica utilizza sistemi di registrazione automatizzati, ma il montaggio manuale introduce comunque un margine di errore umano, soprattutto nelle piccole aziende. Chiedete al vostro fornitore qual è la tolleranza di registrazione. Se non è in grado di fornirvi un valore in micron, continuate a cercare.
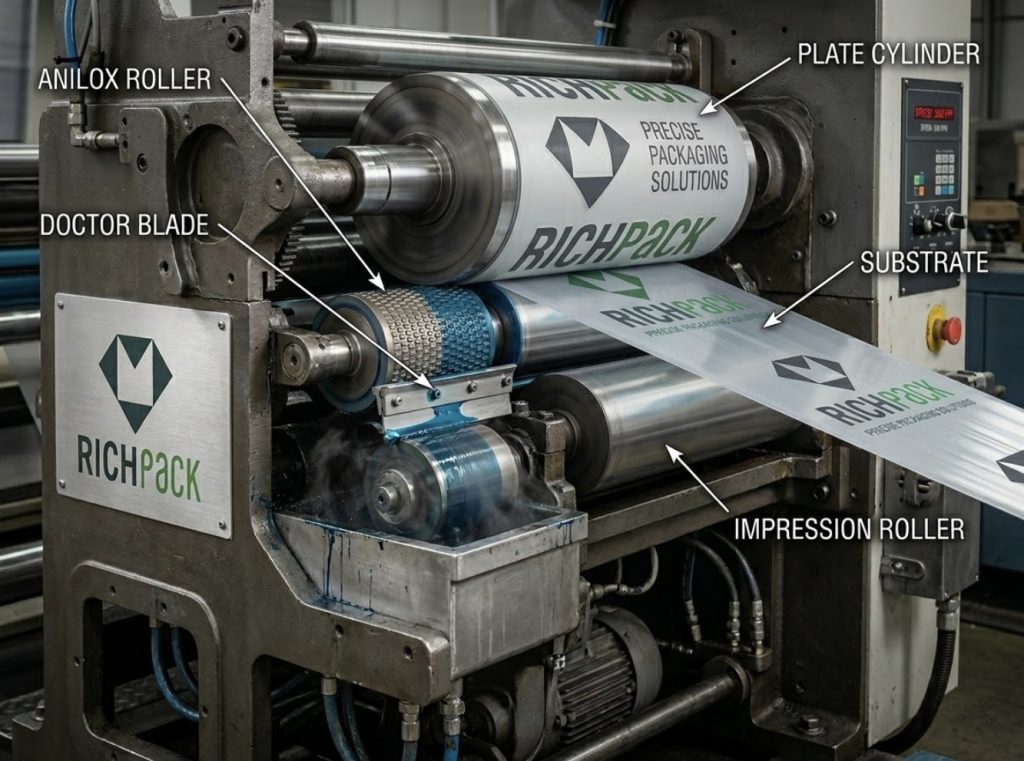
Il rullo anilox è il cuore del sistema di inchiostrazione flessografica. Ne sentirete parlare continuamente nelle discussioni sulla flessografia, e a ragione: è il componente che conferisce uniformità alla stampa flessografica.
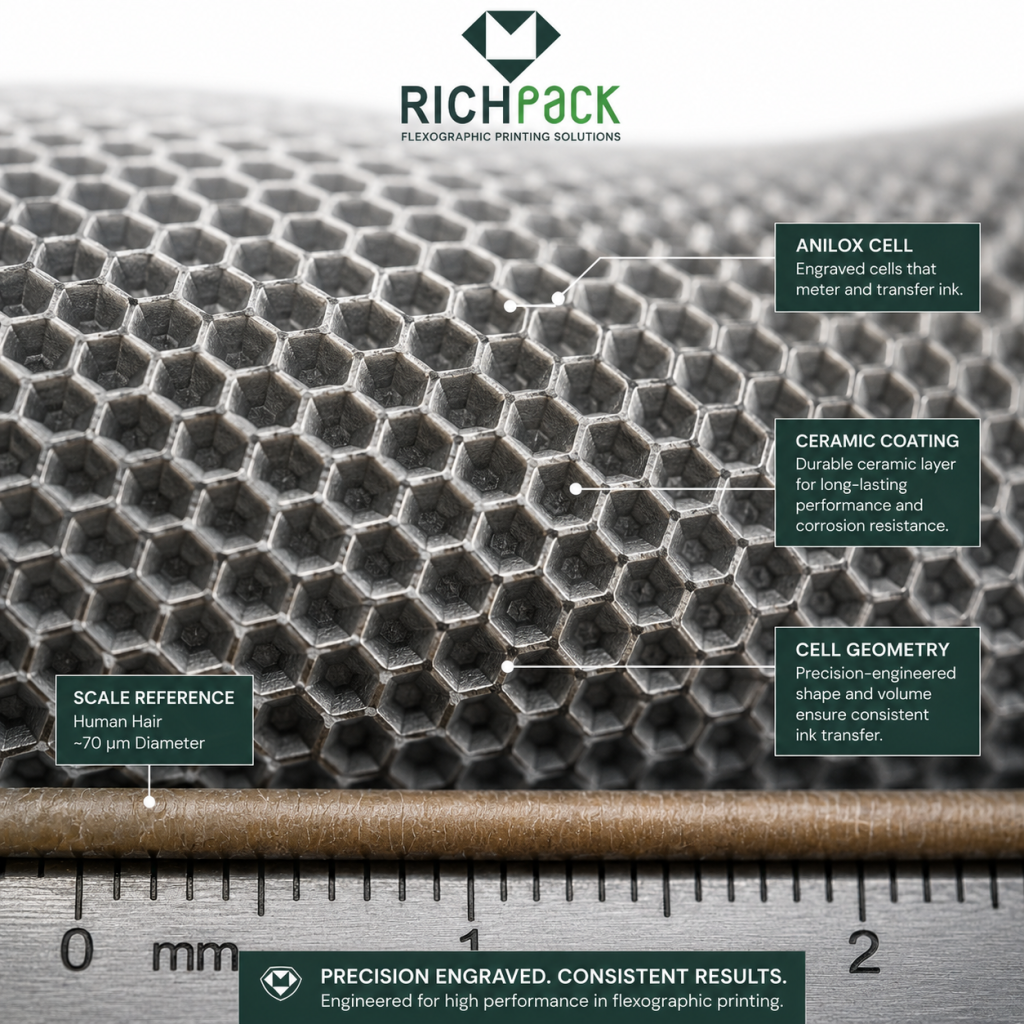
Il rullo anilox è un cilindro di acciaio o alluminio con un rivestimento ceramico inciso con milioni di celle microscopiche. Ogni cella contiene un volume preciso di inchiostro. Il rullo ruota parzialmente immerso nell'inchiostro o lo riceve tramite un sistema di pompaggio. Una lama raschiatrice pulisce la superficie del rullo, rimuovendo tutto ciò che si trova al di sopra delle aperture delle celle, in modo che solo l'inchiostro all'interno delle celle venga trasferito sulla lastra.
Questa funzione di dosaggio è il motivo per cui la flessografia produce una stesura dell'inchiostro così uniforme. A differenza di un rullo stilografico che può applicare strati non uniformi a seconda della viscosità e della temperatura, la struttura cellulare dell'anilox garantisce uno spessore del film controllato, indipendentemente dalle minime variazioni di inchiostro. Il numero di celle, misurato in linee per pollice (LPI), determina la quantità di inchiostro trasferita per ogni stampa. Un LPI più elevato significa celle più piccole, un film di inchiostro più sottile e una migliore riproduzione dei dettagli più fini delle mezzetinte.
Diversi volumi di anilox sono adatti a lavori diversi. Un anilox da 3.0 BCM (miliardi di micron cubi per pollice quadrato) è ideale per una copertura di inchiostro pieno e denso. Un anilox da 1.0 BCM produce una pellicola più leggera per lavori di mezzatinta dettagliati. Abbinare l'anilox alla grafica, e non solo al supporto di stampa, è una decisione che il team di prestampa della vostra tipografia dovrebbe prendere consapevolmente, non per impostazione predefinita.
In questo processo, tutto il lavoro è svolto da due cilindri. Il cilindro porta-lastra sostiene la lastra fotopolimerica. Il cilindro di impressione, posizionato di fronte, spinge il substrato contro di essa.
Ecco cosa fa ognuno di loro.
Il cilindro porta-lastra ruota alla velocità di stampa. Trasporta la lastra che preleva l'inchiostro dal rullo anilox e lo trasferisce sul supporto. Il montaggio avviene tramite nastro adesivo biadesivo. I porta-lastre a manicotto, in cui un sottile manicotto scorre su un mandrino a compressione d'aria, velocizzano i cambi di lavoro.
Il cilindro di pressione funge da superficie di contropressione. Spinge l'inchiostro dalla lastra al supporto di stampa. La pressione di stampa viene calibrata con cura. Una pressione eccessiva provoca la diffusione dell'inchiostro e lo schiacciamento del supporto. Una pressione insufficiente, invece, si traduce in un trasferimento incompleto e in una densità non uniforme. Trovare il giusto equilibrio è ciò che distingue un operatore di stampa esperto da un principiante.
Entrambi i cilindri devono ruotare perfettamente sui loro cuscinetti. Vibrazioni o eccentricità in uno dei due cilindri si manifestano come una variazione di densità lungo la tiratura. Gli operatori delle macchine da stampa chiamano questo fenomeno "barrature" quando si presenta come bande orizzontali. Le barrature sono quasi sempre riconducibili a un problema di manutenzione, non a un problema di processo.
Su una macchina da stampa a impressione centrale (CI), un grande cilindro di pressione si trova al centro, circondato dalle stazioni di stampa. Il substrato entra in contatto con lo stesso cilindro in ogni stazione di colore. Non si verifica alcun errore cumulativo tra le stazioni. Nelle macchine da stampa a più stadi e in linea, ogni stazione ha il proprio cilindro di pressione. L'errore di registro cumulativo può accumularsi lungo tutta la macchina. Le moderne macchine da stampa servoassistite gestiscono bene questo problema, ma è comunque utile esserne a conoscenza.

Il substrato entra nella macchina da stampa in bobina (alimentazione a nastro) o in fogli singoli, a seconda della configurazione della macchina. Le macchine da stampa con alimentazione a nastro dominano la produzione di imballaggi ad alto volume perché l'alimentazione a bobina consente un funzionamento continuo senza le interruzioni dovute alla movimentazione dei fogli, tipiche delle macchine da stampa offset.
Il substrato passa tra il cilindro porta-lastra e il cilindro di pressione in ogni stazione di colore. Nella prima stazione, viene stampato il primo colore. Il substrato si sposta quindi in una sezione di asciugatura, poi alla stazione di colore successiva e così via. Una macchina da stampa a sei colori stampa in quadricromia (CMYK) più due colori spot in sei passaggi sequenziali con asciugatura tra ciascuno.
Il controllo della tensione è fondamentale in questa fase. La sezione di svolgimento trascina il rotolo di supporto nella macchina da stampa con una tensione controllata. Una tensione eccessiva provoca rotture del nastro, mentre una tensione insufficiente crea allentamenti che generano pieghe, disallineamenti e difetti di stampa. Gli operatori di macchine da stampa esperti sviluppano una sensibilità particolare per la regolazione della tensione in base al tipo di supporto; un rotolo di pellicola in LDPE da 40 kg si comporta in modo molto diverso da un rotolo di carta kraft bianca da 20 kg.
Le unità di asciugatura si trovano tra le stazioni di stampa e dopo l'ultima stazione. Devono far evaporare una quantità sufficiente di solvente per l'inchiostro tra le applicazioni di colore per evitare interferenze tra gli strati, ovvero che il colore successivo si depositi su inchiostro ancora appiccicoso.
Gli essiccatori ad aria calda, gli essiccatori a infrarossi e le lampade UV sono adatti a diverse composizioni chimiche degli inchiostri e tipi di substrato. Gli inchiostri a base d'acqua si asciugano principalmente per evaporazione, quindi l'aria calda è ideale. Anche gli inchiostri a base di solvente si basano sull'evaporazione. Gli inchiostri UV ed EB richiedono la polimerizzazione tramite radiazioni anziché con il calore, il che li rende adatti a substrati termosensibili.
Dopo l'ultima stazione di colorazione e l'ultima passata di asciugatura, il substrato esce dalla macchina da stampa e passa alla fase di finitura. Il taglio a strisce separa i rotoli di grandi dimensioni in larghezze più strette. La fustellatura ricava i singoli elementi di imballaggio dal foglio continuo. La piegatura, l'incollaggio, la laminazione e la verniciatura avvengono in linea sulle moderne macchine da stampa o su attrezzature di finitura separate. Ogni fase di finitura aggiunge tempo e costi di lavorazione, che incidono sul prezzo unitario complessivo.

Non è necessario essere un operatore di macchine da stampa per acquistare imballaggi stampati in flessografia, ma è fondamentale comprendere i componenti meccanici di base. La configurazione specifica di queste parti, il numero di celle anilox, il materiale della lastra, il sistema di asciugatura e il tipo di macchina da stampa, determinano l'aspetto finale dell'imballaggio e il suo costo.
Il rullo anilox è un cilindro metallico con una superficie ceramica incisa con milioni di minuscole celle. Raccoglie l'inchiostro, ne misura un volume preciso tramite una lama raschiatrice e trasferisce l'inchiostro sulla lastra fotopolimerica. Ogni aspetto di questo rullo, dalla geometria delle celle all'angolo di incisione fino alla capacità di erogazione, influisce sulla uniformità del trasferimento dell'inchiostro e, in definitiva, sulla qualità di stampa.
I moderni rulli anilox utilizzano l'incisione laser per garantire la uniformità delle celle. I tre principali angoli di incisione sono 30, 45 e 60 gradi rispetto all'asse del rullo. L'angolo di 60 gradi è diventato lo standard del settore perché garantisce lo svuotamento più uniforme delle celle durante il trasferimento, riducendo l'effetto moiré nella stampa a mezzitoni.
Il volume della cella si misura in BCM (Break-to-Cell). Un rullo da 4.0 BCM offre una copertura di inchiostro elevata per le aree piene. Un rullo da 1.5 BCM offre una copertura più leggera per i dettagli più fini. La stampante deve scegliere un rullo anilox adatto alle specifiche del lavoro, non utilizzare quello attualmente montato sulla macchina da stampa.
La lastra fotopolimerica è il supporto flessibile che contiene l'immagine in rilievo. Il materiale e la qualità del processo di lavorazione determinano direttamente la nitidezza e l'uniformità della stampa finale.
DuPont Cyrel, Kodak Flexcel NX e XSYS Nyloflex sono i marchi di lastre dominanti nella flessografia commerciale. Ognuno utilizza una chimica dei fotopolimeri e metodi di lavorazione leggermente diversi. Tutti producono lastre in grado di contenere retini da 120 lpi per le tinte unite più spesse su carta kraft fino a oltre 200 lpi per lavori di mezzatinta di alta qualità su supporti patinati.
Lo spessore della lastra è importante per la configurazione della macchina da stampa. Gli spessori standard sono 0.067 pollici, 0.100 pollici e 0.125 pollici. Le lastre più sottili si flettono più facilmente attorno ai cilindri portalamiera di piccolo diametro, il che è importante per lavori con lunghezze di ripetizione ridotte. Le lastre più spesse offrono una maggiore durata per lunghe tirature di stampa.
Il metodo di lavorazione influisce sulla qualità delle lastre e sull'impatto ambientale. Il lavaggio con solventi rilascia rifiuti chimici. Il lavaggio con acqua è più pulito. Il trattamento termico a secco elimina l'uso di sostanze chimiche durante il lavaggio. Quando si valutano i fornitori, è importante informarsi sul metodo di lavorazione delle lastre utilizzato. Questo influisce sia sulla conformità ambientale che sulla uniformità delle lastre.

Il cilindro porta-lastre è un cilindro in acciaio lavorato con precisione, progettato per tenere saldamente la lastra fotopolimerica durante la rotazione ad alta velocità. Il montaggio prevede l'applicazione di nastro biadesivo sulla superficie del cilindro, dopodiché la lastra viene fatta scorrere e pressata. I porta-lastre a manicotto, in cui un sottile manicotto scorre su un mandrino a compressione d'aria, consentono cambi di lavoro più rapidi rispetto al montaggio su cilindro integrato.
Il cilindro di stampa è la superficie liscia di contropressione. Fornisce il supporto meccanico e la pressione di contatto che spinge l'inchiostro dalla lastra al substrato. La durezza e le condizioni della superficie del cilindro di stampa influiscono sulla qualità di stampa. Un cilindro di stampa usurato o danneggiato crea variazioni di pressione lungo la larghezza di stampa.
Entrambi i cilindri devono essere perfettamente cilindrici, bilanciati e ruotare in modo preciso sui loro cuscinetti. Vibrazioni o eccentricità in uno dei due cilindri si traducono in variazioni di densità dell'inchiostro lungo la tiratura, fenomeno chiamato "barring" quando si manifesta come bande orizzontali nella stampa. Il barring è uno dei difetti di stampa più comuni e più facilmente prevenibili; quasi sempre è riconducibile a un problema di manutenzione, non a un problema di processo.
La lama raschiatrice è una sottile lama di metallo o polimero che preme contro la superficie del rullo anilox per rimuovere l'inchiostro in eccesso. È uno dei componenti che richiede maggiore manutenzione nell'intera macchina da stampa.
Esistono due sistemi di racle. Il sistema tradizionale a lama singola utilizza una sola lama che dosa e sigilla l'inchiostro dal serbatoio. Il sistema a camera chiusa, ormai standard sulle macchine da stampa a banda larga di alta qualità, sigilla il rullo anilox in una camera pressurizzata con due lame: una lama di contenimento all'ingresso dell'inchiostro e una lama di dosaggio all'uscita. Il sistema a camera offre un controllo della viscosità superiore (l'inchiostro è meno esposto all'aria), una riduzione degli sprechi di inchiostro e velocità di stampa più elevate.
Le lame racla smussate o danneggiate creano striature, contaminazioni dell'inchiostro e graffi sulla superficie del rullo anilox. Negli ambienti di produzione ad alto volume, la lama viene controllata e sostituita a intervalli regolari, non solo quando si presenta un problema. La frequenza di sostituzione delle lame del fornitore è un indicatore discreto della sua cultura della manutenzione. Se non sono in grado di comunicarti il loro programma di sostituzione delle lame, questo è un campanello d'allarme.
Le unità di asciugatura sono posizionate tra le stazioni di colore e dopo l'ultima stazione. Devono far evaporare una quantità sufficiente di solvente per l'inchiostro tra le applicazioni di colore per evitare interferenze tra gli strati, ovvero che il colore successivo si depositi su inchiostro ancora appiccicoso.
Gli essiccatori ad aria calda sono i più comuni. Utilizzano getti d'aria direzionali sulla superficie del substrato, aspirando il vapore del solvente lontano dal percorso di stampa. L'efficienza dell'essiccatore influisce direttamente sulla velocità di stampa. Se l'essiccazione non riesce a tenere il passo con la velocità di stampa, la macchina deve rallentare per mantenere la qualità. Questo è uno dei vincoli più spesso trascurati nella pianificazione della produzione: una macchina da stampa che raggiunge gli 800 piedi al minuto con inchiostro a base d'acqua potrebbe scendere a 400 piedi al minuto con un lavoro a maggiore copertura di inchiostro.
Le lampade a polimerizzazione UV sono sempre più diffuse, soprattutto con la transizione verso gli inchiostri UV ed EB. Le lampade UV polimerizzano istantaneamente l'inchiostro tramite la polimerizzazione dei fotoiniziatori presenti nell'inchiostro stesso, anziché per evaporazione del solvente. Ciò elimina i problemi legati alle emissioni di solventi e consente alle macchine da stampa di operare a velocità maggiori su substrati termosensibili. Il compromesso consiste in costi più elevati per i materiali di consumo e nella necessità di formulazioni di fotoiniziatori conformi alle normative per il contatto con gli alimenti, in particolare nel settore degli imballaggi alimentari.
Non tutte le macchine da stampa flessografica sono uguali. La configurazione della macchina influisce sulla larghezza di stampa, sulla velocità, sulla stabilità del registro, sulla compatibilità con i substrati e sulle capacità di finitura disponibili. La scelta della macchina più adatta alle vostre esigenze di lavoro è una decisione che il fornitore dovrebbe prendere insieme a voi, non al posto vostro.
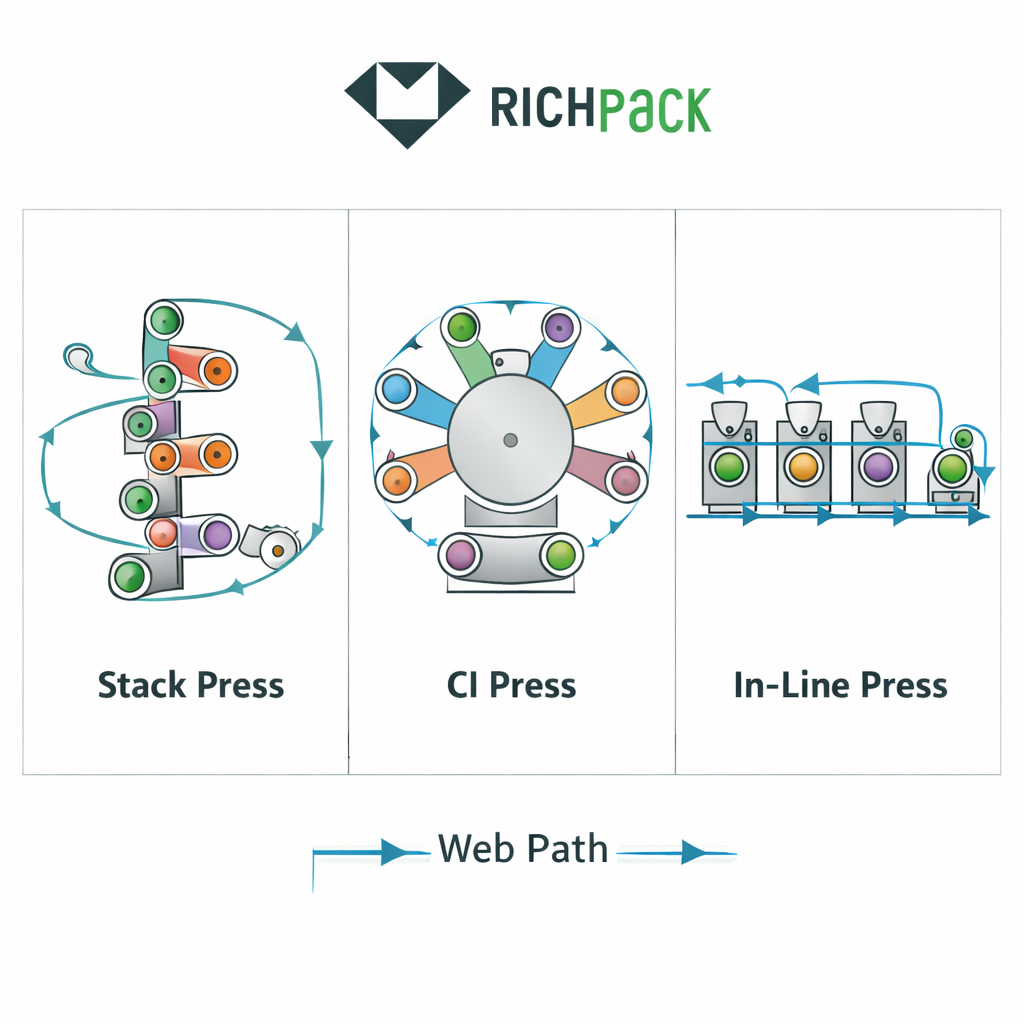
Le macchine da stampa a strati dispongono le unità di stampa in una pila verticale, con i piani di stampa impilati uno sopra l'altro su una base comune. Entrambi i lati del substrato possono essere stampati in un unico passaggio, il che è utile per prodotti come i sacchetti di carta multistrato che necessitano di stampare simultaneamente sulla superficie interna ed esterna.
Il compromesso consiste nel fatto che l'efficienza in termini di spazio va a scapito della stabilità di registro. Ogni piano di stampa ha il proprio cilindro di stampa e l'errore di registro cumulativo può accumularsi lungo tutta la macchina da stampa. Le macchine da stampa a più piani sono ancora ampiamente utilizzate, soprattutto per larghezze di bobina più strette e per applicazioni più semplici e meno critiche in termini di colore.
In una macchina da stampa a controllo numerico (CI), tutte le stazioni di stampa sono disposte attorno a un unico grande cilindro di pressione al centro della macchina. Il substrato entra in contatto con questo stesso cilindro di pressione per ogni stazione di colore, il che significa che non può introdurre variazioni di registro indipendenti tra le stazioni.
Questa è la configurazione di macchina da stampa flessografica con la maggiore stabilità di registro disponibile. Le macchine da stampa a registro continuo (CI) eccellono nella stampa a registro ravvicinato, nella stampa a mezzitoni, nella stampa di testi fini e in disegni complessi multicolore. Gestiscono inoltre meglio i supporti elastici o sensibili alla tensione rispetto alle macchine a strati. I marchi con design di packaging in cui la fedeltà dei colori è fondamentale spesso richiedono la produzione con macchine da stampa a registro continuo.
Lo svantaggio principale è che il grande cilindro di pressione centrale limita la larghezza di stampa della macchina, rendendo le macchine da stampa a cilindro centrale più comuni nelle larghezze di banda da strette a medie, fino a circa 26 pollici. Esistono macchine da stampa a cilindro centrale per banda larga, ma sono specializzate e costose.
Le macchine da stampa in linea dispongono i gruppi di stampa in una linea orizzontale, con ogni gruppo dotato di un proprio cilindro di pressione. La gestione del substrato è più semplice rispetto alle macchine da stampa a induzione continua (CI) e la configurazione in linea facilita l'accesso alle singole stazioni per la sostituzione delle lastre e la manutenzione.
Le macchine da stampa in linea gestiscono meglio i substrati più pesanti e rigidi rispetto alle macchine a cilindro continuo, il che le rende popolari per la stampa su cartone ondulato e altri substrati spessi. Il compromesso è rappresentato dall'errore di registro cumulativo su più cilindri di stampa, sebbene le moderne macchine da stampa in linea servoassistite gestiscano bene questo problema.
Le macchine da stampa a banda larga gestiscono substrati in bobina da circa 21 a 80 pollici di larghezza. Sono progettate per la produzione di imballaggi flessibili ad alto volume: rotoli di film per sacchetti per snack, buste stand-up, guaine termoretraibili e altri formati di imballaggio di grande formato.
Le macchine da stampa a banda larga possono raggiungere velocità estremamente elevate e spesso integrano processi di finitura in linea: verniciatura, laminazione, taglio e fustellatura in un unico passaggio. Il costo iniziale di una macchina da stampa flessografica a banda larga è considerevole, pertanto le aziende che utilizzano queste macchine sono ottimizzate per la produzione di grandi volumi. Il tempo di setup sulle macchine da stampa a banda larga è importante; non si tratta di stampare 500 unità su una macchina di questo tipo.
Le macchine da stampa a banda stretta gestiscono larghezze del nastro fino a circa 20 pollici e sono state originariamente sviluppate per la stampa di etichette. Oggi, il loro utilizzo si è esteso anche agli imballaggi flessibili a tiratura limitata: buste, sacchetti, involucri monodose e involucri per bottiglie.
Il formato più stretto riduce i costi di allestimento per lavoro e rende le macchine da stampa a banda stretta pratiche per migliaia di SKU anziché milioni.
È qui che la discussione sui materiali diventa concretamente utile. Quando si comprende la relazione tra il tipo di macchina da stampa e la capacità del substrato, si smette di fare supposizioni su ciò che è possibile e ciò che non lo è. Una macchina da stampa ibrida a banda stretta, utilizzata in uno stabilimento di etichette farmaceutiche, può stampare numeri di lotto a dati variabili in linea con un'immagine di base flessografica a sei colori. La stessa configurazione di macchina gestisce le etichette termoretraibili per le bottiglie di vino e i blister per i farmaci da banco. Questa gamma di applicazioni non esiste in nessun'altra tecnologia di stampa a questo livello di costo.
Le macchine da stampa ibride combinano l'efficienza in termini di costi e la versatilità dei supporti della flessografia con la flessibilità del getto d'inchiostro digitale. Una o più testine a getto d'inchiostro stampano dati variabili o aggiungono decorazioni digitali, mentre le unità flessografiche gestiscono l'immagine di base e i colori spot. Il risultato è il meglio di entrambi i mondi per i marchi che necessitano sia di economie di scala che di personalizzazione dei singoli articoli.
Le implicazioni per il modello di business sono significative. Una tipografia ibrida può competere sulla stampa flessografica multicolore standard, acquisendo al contempo lavori a tiratura limitata e ad alta varietà che le tipografie puramente flessografiche non possono gestire in modo redditizio. Se il vostro marchio ha diverse referenze che condividono lo stesso design di base ma richiedono codici a barre, numeri di lotto o varianti linguistiche regionali individuali, una tipografia ibrida merita di essere valutata attentamente.
Il settore della tracciabilità farmaceutica e alimentare è quello in cui le macchine da stampa ibride hanno registrato la crescita più rapida: le normative UE in materia di tracciabilità e i requisiti FDA negli Stati Uniti impongono la codifica individuale delle unità di imballaggio. La sola flessografia non è in grado di farlo in modo efficiente. La sola stampa digitale è troppo costosa per la stampa di base. La tecnologia ibrida risolve entrambi i problemi in un'unica passata.
È proprio in questo ambito che la stampa flessografica si distingue nettamente dagli altri metodi, ed è l'aspetto su cui riceviamo più domande in qualità di fornitori di imballaggi. Se vi siete mai chiesti se il vostro specifico substrato sia adatto alla flessografia, la risposta è quasi certamente sì, con alcune precisazioni.
Carta kraft non patinata, cartone patinato, cartoncino per rivestimenti e cartone ondulato sono tutti materiali comunemente utilizzati nelle macchine da stampa flessografiche. L'assorbenza dei supporti cartacei influisce sul tempo di asciugatura dell'inchiostro e sull'ingrossamento del punto, pertanto il team di prestampa della tipografia regola di conseguenza la formulazione dell'inchiostro e la selezione del rullo anilox.
Il cartone patinato, utilizzato per imballaggi al dettaglio, cosmetici e scatole alimentari, produce la qualità di stampa flessografica più nitida perché la superficie patinata controlla la diffusione dell'inchiostro. La carta kraft non patinata produce una stampa più rustica e materica, adatta a marchi di prodotti artigianali e naturali. I supporti in cartone ondulato richiedono impostazioni specifiche di lastre e pressione perché la superficie ondulata crea un'irregolarità intrinseca.
La flessografia è il metodo di stampa dominante per gli imballaggi flessibili, e la ragione principale risiede nelle pellicole di plastica. Pellicole in LDPE, HDPE, polipropilene (PP), BOPP, PET e nylon possono essere stampate con successo su macchine da stampa flessografiche con un'adeguata selezione degli inchiostri.
Il requisito fondamentale è che le pellicole di plastica siano non porose. L'adesione dell'inchiostro richiede un trattamento superficiale, in genere un trattamento corona o un trattamento a fiamma, applicato alla pellicola prima che entri nella macchina da stampa. Il trattamento innalza l'energia superficiale del substrato al di sopra di una soglia misurata in dine per centimetro, consentendo all'inchiostro di aderire correttamente. Se vi è mai capitato che l'inchiostro si staccasse da un sacchetto di plastica, la causa probabile era un trattamento superficiale inadeguato, non un problema di inchiostro, né un problema della lastra, ma un problema di energia superficiale.
I laminati, strutture multistrato che combinano pellicola, carta e/o foglio di alluminio, presentano delle peculiarità. La compatibilità adesiva tra l'inchiostro di stampa, l'adesivo di laminazione e il substrato multistrato deve essere verificata. I laminati per imballaggi alimentari sono soggetti a test di migrazione regolamentari, il che significa che il fornitore deve eseguire controlli di compatibilità dei materiali prima della produzione. Questo non è facoltativo per le applicazioni a contatto con gli alimenti, ma è un requisito normativo.
La lamina di alluminio e le pellicole metallizzate si prestano bene alla stampa flessografica quando la superficie del substrato è adeguatamente trattata. Questi materiali sono comunemente utilizzati negli imballaggi alimentari di alta qualità, nei blister farmaceutici e nelle applicazioni decorative.
La difficoltà con i substrati in lamina risiede nella sensibilità termica. Se la stampante utilizza l'asciugatura ad aria calda ad alte temperature, la lamina può deformarsi. I sistemi di polimerizzazione UV gestiscono bene i substrati in lamina perché polimerizzano senza calore. Prima di specificare la stampa su lamina, verifica la configurazione dell'essiccatore del tuo fornitore.
Gli inchiostri flessografici a base d'acqua sono l'opzione più ecologica. Essi evaporano tramite asciugatura a caldo, lasciando una pellicola di inchiostro solida sul supporto. Vengono comunemente utilizzati per imballaggi alimentari per prodotti secchi, scatole di cartone ondulato per spedizioni e sacchetti di carta.
Il limite prestazionale degli inchiostri a base d'acqua risiede nel fatto che asciugano più lentamente su substrati non porosi e possono essere più sensibili alla riattivazione dell'umidità in ambienti umidi. Se il vostro imballaggio verrà conservato in condizioni di freddo o umidità, testate le prestazioni dell'inchiostro in tali condizioni prima della produzione.
Gli inchiostri flessografici a base di solvente utilizzano solventi organici come veicolo. Polimerizzano per evaporazione e aderiscono bene a pellicole plastiche non trattate senza necessità di ulteriori trattamenti superficiali. Il solvente stesso, evaporando, modifica la superficie del substrato.
Questi inchiostri offrono un'elevata resistenza chimica, il che li rende adatti per imballaggi industriali e applicazioni in cui la superficie stampata verrà a contatto con solventi, oli o agenti atmosferici esterni. Il rovescio della medaglia è rappresentato dalle problematiche ambientali e normative. Le emissioni di solventi provenienti dalle sale di stampa richiedono sistemi di recupero o abbattimento dei vapori e le formulazioni sono soggette a crescenti pressioni normative. Molte regioni hanno imposto limiti alle emissioni di COV (composti organici volatili) che stanno spingendo le aziende verso alternative a base d'acqua e UV.
Gli inchiostri flessografici UV polimerizzano tramite reazione fotochimica anziché per evaporazione. Una lampada UV in ogni stazione di stampa polimerizza istantaneamente l'inchiostro nel momento stesso in cui viene applicato. L'assenza di solventi da far evaporare significa assenza di emissioni e nessun tempo di asciugatura. I supporti escono dalla macchina da stampa completamente polimerizzati, pronti per la finitura immediata.
Gli inchiostri UV funzionano praticamente su qualsiasi substrato: carta, pellicola, lamina e laminato, senza necessità di modifiche di formulazione specifiche per il substrato. Questa versatilità è uno dei motivi per cui la flessografia UV si è diffusa rapidamente, soprattutto nelle applicazioni per etichette a banda stretta e imballaggi flessibili.
La condizione necessaria è che gli inchiostri UV richiedano fotoiniziatori per innescare la reazione di polimerizzazione. Alcuni fotoiniziatori sono soggetti alle normative sulla migrazione degli inchiostri negli imballaggi alimentari. Per gli imballaggi a contatto con gli alimenti, il fornitore deve utilizzare un sistema di inchiostri UV conforme ed essere in grado di fornire la documentazione normativa.
Ecco un quadro di riferimento pratico che utilizziamo con i clienti nella scelta dei supporti per la stampa flessografica.
Innanzitutto, definisci le condizioni di utilizzo finale. L'imballaggio verrà conservato a temperatura ambiente, in frigorifero o congelato? Verrà a contatto con umidità, oli o raggi UV durante l'uso? Queste condizioni restringono rapidamente la scelta del substrato e dell'inchiostro più adatti.
In secondo luogo, verificate la capacità del vostro fornitore di effettuare trattamenti superficiali. Se specificate l'utilizzo di pellicola plastica, l'azienda deve disporre di un trattamento corona o a fiamma direttamente sulla macchina da stampa o come operazione di prestampa. Richiedete la procedura di verifica del trattamento. Un'azienda seria misura e registra l'energia superficiale per ogni lavoro. Se non sono in grado di mostrarvi un registro delle misurazioni, ciò rappresenta una lacuna nel controllo qualità.
In terzo luogo, richiedete dei campioni di materiale prima della produzione. Una piccola tiratura sul vostro substrato effettivo, con la vostra palette di colori reale, vi dirà molto di più di qualsiasi scheda tecnica. Abbiamo avuto clienti che hanno scoperto problemi di ingrossamento del punto, difetti di adesione e variazioni di colore solo dopo aver visto un campione fisico. Individuare questi problemi in una tiratura di 500 unità costa molto meno che scoprirli dopo una produzione di 50,000 unità.
Il motivo per cui la flessografia ha mantenuto e consolidato la sua posizione dominante nella stampa di imballaggi, nonostante la concorrenza del digitale e di altri metodi, risiede in una serie di vantaggi specifici che assumono particolare importanza quando si stampa in grandi volumi.
Una macchina da stampa flessografica con una velocità di 800 piedi al minuto produce circa 8,000 piedi lineari per ciclo di 10 minuti. Per un marchio che ordina 100,000 unità di una busta da 6×8 pollici, la tiratura richiede meno di due ore di tempo di stampa. Nessun altro metodo di stampa commerciale si avvicina a questa produttività per i supporti di imballaggio.
Questa velocità si traduce direttamente in costi. Il costo della manodopera per unità è ridotto al minimo quando un operatore di stampa supervisiona una macchina che funziona a piena velocità, producendo decine di migliaia di unità all'ora. Il costo fisso di montaggio delle lastre, impostazione della macchina e preparazione viene ripartito su un volume di produzione maggiore.
Come spiegato dettagliatamente nella sezione sui materiali, la flessografia funziona su carta, film, fogli di alluminio, laminati, cartone ondulato e substrati compositi senza necessità di cambi di formato fondamentali. Un'azienda dotata della giusta configurazione di macchine da stampa può stampare sacchetti di carta, buste stand-up in BOPP e involucri in laminato di alluminio nello stesso stabilimento, utilizzando lo stesso processo flessografico.
Questa flessibilità è vantaggiosa per i marchi che necessitano di imballaggi multi-materiale. È possibile consolidare la base di fornitori, ridurre la complessità logistica e contare su una qualità di stampa uniforme su diversi formati di imballaggio.
Per i marchi che collaborano con RichPack per programmi di packaging personalizzato, questa versatilità significa che possiamo consigliare il metodo di stampa più adatto per ogni prodotto della vostra linea, senza costringervi a gestire rapporti con molteplici fornitori. Un marchio di gioielli che spedisce i propri prodotti in scatole rigide, sacchetti di velluto e carta velina stampata può centralizzare tutti e tre i programmi di stampa con un unico partner in grado di gestire la flessografia.
Il costo di una lastra per colore nella stampa flessografica si aggira in genere tra i 200 e i 600 euro, a seconda delle dimensioni della lastra e del metodo di lavorazione. Il costo delle lastre per la litografia offset è paragonabile, ma la stampa offset richiede materiali di consumo molto più costosi e una maggiore manodopera da parte degli operatori.
Le lastre flessografiche fotopolimeriche sono resistenti. Una lastra ben tenuta, in una lunga tiratura, può produrre oltre 500,000 copie prima di dover essere sostituita. Ammortizzando il costo della lastra su 500,000 unità, il costo unitario della lastra risulta trascurabile.
La stampa digitale non richiede lastre, ma il costo unitario dell'inchiostro o del toner è significativamente più elevato rispetto a quello della flessografia per le grandi tirature. Il punto di svolta in cui la flessografia diventa più economica del digitale varia in base alla complessità del lavoro e al supporto, ma nella nostra esperienza si colloca in genere tra le 5,000 e le 20,000 unità, a seconda della configurazione.
La moderna flessografia, con specifiche anilox correttamente abbinate e una corretta compensazione dell'aumento del punto in prestampa, produce una qualità del colore paragonabile alla litografia offset sulla maggior parte dei substrati di imballaggio. Il sistema di dosaggio dell'inchiostro anilox a tutta larghezza garantisce una densità uniforme su tutta la larghezza di stampa, eliminando le variazioni di densità che possono comparire ai bordi delle stampe offset a foglio.
Le serie di inchiostri a gamma cromatica estesa e la stampa a gamma cromatica estesa hanno spinto la flessografia a colori ancora oltre. I marchi che utilizzano imballaggi in cui la fedeltà cromatica è fondamentale sono passati dalla corrispondenza dei colori spot alla stampa a colori ECG, riducendo il numero di lastre necessarie e semplificando la configurazione della macchina da stampa.
Gli inchiostri flessografici a base d'acqua e UV soddisfano i requisiti FDA per il contatto con gli alimenti se formulati e lavorati correttamente. L'asciugatura rapida dell'inchiostro consente al supporto di uscire dalla macchina da stampa pronto per l'avvolgimento o l'impilamento immediato, senza necessità di pre-stampa, in quanto l'inchiostro di una superficie stampata si trasferisce sul retro del rotolo sovrastante.
Per i marchi del settore alimentare, questo rappresenta un fattore di affidabilità della catena di fornitura. Un fornitore dotato di sistemi di asciugatura ben mantenuti, di una documentazione adeguata per il contatto degli inchiostri con gli alimenti e di pratiche igieniche in sala stampa riduce il rischio di non conformità normativa.
Il percorso di sostenibilità della stampa flessografica è in costante miglioramento. Gli inchiostri flessografici a base d'acqua dominano ormai le applicazioni per imballaggi in carta. Gli inchiostri UV eliminano le emissioni di solventi. Nuovi substrati in film biodegradabili, PLA e film a base di cellulosa, sono in fase di validazione per la compatibilità con le macchine da stampa flessografiche. Diversi importanti produttori di macchine da stampa flessografiche offrono ora macchine con sistemi di essiccazione a recupero di energia che riducono significativamente il consumo energetico per unità di prodotto.
Per i marchi con comprovati impegni in materia di sostenibilità, la capacità della flessografia di utilizzare cartone riciclato, pellicole a base biologica e inchiostri a basso contenuto di VOC (composti organici volatili) offre credenziali ambientali verificabili per i vostri imballaggi.
Certificazioni specifiche da richiedere al fornitore:
Chiedete al vostro fornitore il numero del certificato e la data di scadenza, non solo una dichiarazione generica. Un fornitore con una certificazione di terze parti autentica avrà questa documentazione immediatamente disponibile. Un fornitore che esita o offre solo una brochure di marketing sta facendo affermazioni ecologiche senza verificarle.
Se stai valutando opzioni di imballaggio ecocompatibili, il nostro soluzioni di imballaggio ecologiche La pagina illustra le combinazioni di supporti e inchiostri conformi a diversi standard di sostenibilità.
Ecco un aspetto che spesso sorprende i responsabili del marchio: la flessografia non è più riservata solo agli imballaggi di prodotti di largo consumo. Scatole per orologi di lusso, astucci per cosmetici di alta gamma e confezioni regalo per gioielli di lusso utilizzano sempre più spesso la stampa flessografica per le sovrapposizioni grafiche, le stampe interne e gli elementi di branding.
Le ragioni sono pratiche. La gamma di substrati si adatta alla palette di materiali per imballaggi di alta qualità. L'efficienza in termini di costi per grandi volumi rende la stampa di alta qualità accessibile su larga scala. Inoltre, le configurazioni di stampa che includono verniciatura, goffratura e stampa a caldo in linea consentono di ottenere finiture che in precedenza richiedevano operazioni separate con un unico passaggio di stampa.
Quando RichPack collabora con marchi di gioielleria per la realizzazione di packaging personalizzati, la flessografia è quasi sempre parte integrante della soluzione di stampa, sia come metodo di stampa principale, sia come strato di base per successive finiture speciali.

Scegliere un metodo di stampa significa capire a cosa si rinuncia. Ecco il confronto di cui la maggior parte degli acquirenti ha bisogno.
Di seguito è riportata una tabella comparativa completa che illustra in dettaglio la stampa flessografica, offset litografica, digitale e rotocalco in sei parametri: gamma di supporti, velocità, qualità del colore, costo unitario per tiratura, complessità di impostazione e applicazioni tipiche.
| Dimensioni | Flessografica | Offset Litho | Digitale | Rotocalco |
| Gamma di substrati | Carta, pellicola, foglio, laminato, cartone ondulato | Carta patinata, principalmente cartone | Carta, alcune pellicole (varia a seconda della tipografia) | principalmente pellicole, fogli e laminati |
| Velocità | 600–2,000 piedi/minuto | 300–1,500 piedi/minuto | 100–600 piedi/minuto | 300–2,500 piedi/minuto |
| Qualità del colore | Alto; i concorrenti compensano sui substrati di imballaggio | Molto alta su carta patinata | Buono; in rapido miglioramento | Molto elevata per i dettagli più fini |
| Costo unitario, grande tiratura | Basso | Basso | Alto | Molto basso a volume molto alto |
| Costo unitario, piccola tiratura | Medio | Alto | Basso | Molto alto |
| Complessità di installazione | Mezzo (targhe, immatricolazione) | Medio (piastre, coperte, umidificazione) | Basso (senza piastre) | Alto (incisione del cilindro) |
| Dati variabili | Limitato (con costi aggiuntivi) | Nona | Capacità nativa | Nona |
| Ideale per | Imballaggi flessibili ad alto volume | Lavori di carta patinata ad alto volume | Piccole tirature, personalizzazione | Pellicola/foglio di alta qualità per lunghe tirature |
La litografia offset rappresenta da decenni il punto di riferimento qualitativo per la stampa su carta piana. La sua qualità d'immagine su carta patinata è eccezionale e gli operatori di macchine da stampa offset esperti possono produrre colori straordinariamente uniformi.
Per gli acquirenti di imballaggi, i compromessi da considerare sono che la stampa offset è principalmente limitata a carta patinata e cartone. Non può stampare su pellicole di plastica, fogli di alluminio o sulla maggior parte dei laminati senza adattamenti specifici e costosi. La stampa offset richiede inoltre sistemi di inumidimento, rulli inchiostratori e caucciù, che introducono costi di consumo e complessità di manutenzione.
Per i marchi il cui mix di imballaggi è costituito prevalentemente da scatole di cartone patinato, la stampa offset potrebbe essere la scelta giusta. Per i marchi che utilizzano imballaggi flessibili di qualsiasi tipo: sacchetti, buste, fascette, prodotti avvolti in pellicola, la flessografia è la scelta più pratica.
La stampa digitale elimina la necessità di preparare le lastre. I file passano direttamente dal front-end digitale alla macchina da stampa senza pellicola, senza lastre e senza tempi di preparazione. Questo rende la stampa digitale imbattibile per tirature molto ridotte e lavori con dati variabili.
Il punto di incontro tra i costi della flessografia e della stampa digitale varia a seconda del lavoro. In generale, la stampa digitale risulta più economica per tirature inferiori a 5,000 unità, a seconda delle dimensioni e della complessità del lavoro. Oltre le 20,000 unità, la flessografia solitamente risulta più conveniente in termini di costi unitari. Tra le 5,000 e le 20,000 unità, il confronto dipende dalla disponibilità delle macchine da stampa, dai requisiti del supporto di stampa e dalla complessità dei colori.
La qualità della stampa digitale è migliorata drasticamente. Per la maggior parte delle applicazioni di packaging, la differenza di qualità tra digitale e flessografia non è più visivamente significativa. I vantaggi rimanenti della flessografia sono il costo per grandi volumi, la versatilità dei supporti e la possibilità di stampare su lamina e materiali metallizzati.
La rotocalcografia utilizza un cilindro calcografico con celle incise sulla superficie del cilindro anziché in rilievo. Produce la massima qualità d'immagine tra tutti i metodi di stampa commerciali, in particolare per i dettagli fotografici fini e le sfumature uniformi.
Il compromesso è che l'incisione rotocalco su cilindro è costosa, migliaia di dollari per cilindro, e richiede tempo. I costi di avviamento sono elevati, il che rende la rotocalco economicamente vantaggiosa solo per volumi molto alti, in genere oltre 500,000 unità per design. La tiratura minima fattibile rende la rotocalco impraticabile per la maggior parte delle esigenze di packaging dei marchi.
La flessografia rappresenta un compromesso ideale: costi di avviamento inferiori rispetto alla rotocalco, maggiore versatilità dei supporti e qualità sufficiente per praticamente tutte le applicazioni di packaging per beni di consumo. I marchi che hanno volumi tali da giustificare la rotocalco in genere la conoscono già, perché i vantaggi economici sono evidenti a quelle dimensioni.
Scegli la stampa flessografica quando la tua tiratura supera le 5,000 unità, il tuo packaging include materiali flessibili, hai bisogno di una qualità di stampa uniforme su diversi tipi di supporto, hai tempi di consegna rapidi oppure stai stampando imballaggi alimentari e hai bisogno della documentazione di conformità degli inchiostri per uso alimentare.
Valuta la stampa digitale quando la tua tiratura è inferiore a 5,000 unità, hai bisogno di dati variabili, ti serve una prova rapida senza costi di impostazione o stai realizzando un prototipo prima di decidere se produrlo in serie.
Valutate la litografia offset quando il vostro imballaggio è realizzato al 100% in cartone o carta patinata, quando i requisiti di qualità esigono la migliore riproduzione di mezzitoni su supporti patinati, oppure quando avete già un fornitore offset con un chiaro vantaggio in termini di costi.
In questa sezione, gli interessi di acquirente e fornitore convergono più direttamente. Le decisioni prese durante la fase di progettazione e ordinazione determinano se il vostro lavoro di stampa flessografica si svolgerà senza intoppi o si trasformerà in un incubo produttivo che comporterà spreco di tempo, budget e credibilità del marchio.
Il file grafico deve tenere conto della distorsione dovuta all'avvolgimento della lastra. Quando una lastra flessibile viene montata su un cilindro, la circonferenza dell'immagine supera le dimensioni della lastra piana. La tipografia dovrebbe fornire un fattore di distorsione, in genere compreso tra lo 0.25% e lo 0.50%, che il team di progettazione applicherà alla grafica lungo la direzione di stampa.
La mancata compensazione della distorsione produce testo e immagini compressi nella stampa finale. Abbiamo visto design di marchi che apparivano perfetti nelle bozze PDF, ma che una volta stampati presentavano loghi visibilmente schiacciati. Prevenire è gratis. Correggere costa la ristampa della lastra.
Inoltre, assicurati che il tuo file includa un margine di abbondanza adeguato. La maggior parte dei supporti flessografici richiede un margine di abbondanza da 3 mm a 5 mm su tutti i lati. Un disegno che arriva fino al bordo del piano di lavoro ma non lo oltre lascerà un bordo bianco sul prodotto finito dopo il taglio.
Definisci uno standard cromatico prima della produzione. Se hai bisogno di colori specifici di un marchio, verifica se questi verranno riprodotti utilizzando la quadricromia (CMYK), inchiostri spot o una combinazione di entrambi. Gli inchiostri spot offrono una corrispondenza più precisa con gli standard specifici del marchio. La corrispondenza con la quadricromia (CMYK) dipende dal supporto e dal set di inchiostri.
Prima di iniziare la produzione, richiedete una prova di stampa sul supporto di stampa effettivo. Le prove digitali sono utili per la verifica del layout, ma non rappresentano accuratamente l'ingrandimento del punto, la densità dell'inchiostro o l'interazione con il supporto. La prova a umido, realizzata con la macchina da stampa effettiva e sul supporto di stampa effettivo, rappresenta il metodo di riferimento.
Nel processo di prova, tenete conto dell'aumento di intensità del punto. Un'immagine CMYK che appare perfetta su una prova digitale potrebbe risultare più scura sul supporto di produzione a causa della caratteristica diffusione dell'inchiostro tipica degli inchiostri fluidi flessografici. Discutetene con il vostro fornitore e, se si tratta del vostro primo lavoro con un nuovo fornitore, richiedete un confronto tra la prova e la produzione.
Il testo che verrà letto sulla confezione finale richiede una dimensione minima del carattere. La dimensione minima pratica per la stampa flessografica dipende dal supporto, dalla copertura dell'inchiostro e dalla qualità della macchina da stampa, ma ecco cosa consigliamo in genere:
Per i testi normativi critici, verifica autonomamente i requisiti minimi di dimensione del carattere previsti dalla tua giurisdizione. I requisiti FDA per l'etichettatura degli alimenti sono specificati nei regolamenti, non nelle migliori pratiche di stampa.
Chiedete al vostro fornitore di quotare separatamente i costi delle lastre dai costi di stampa. Un lavoro a sei colori richiede sei lastre. Un lavoro che necessita di lastre diverse per i diversi codici prodotto, anche con piccole variazioni di testo, moltiplica rapidamente i costi delle lastre.
Inoltre, informatevi sui tempi di preparazione. Una macchina da stampa ben tenuta, con un operatore esperto, potrebbe completare la preparazione in 30-45 minuti. Un operatore meno esperto, con attrezzature più vecchie, potrebbe impiegarne due o tre. Questa differenza di tempo impiegato dall'operatore incide sul costo per lavoro.
Nel tuo programma di produzione, prevedi un margine di tempo realistico. Tra l'approvazione della grafica, la preparazione delle lastre, l'allestimento e la produzione vera e propria, un lavoro flessografico standard richiede in genere dalle due alle quattro settimane, dall'approvazione del file al prodotto finito. Sono possibili lavori urgenti con preparazione accelerata delle lastre e programmazione della stampa, ma comportano un costo aggiuntivo.
Ecco cosa distingue un buon fornitore di servizi flessografici da uno semplicemente disponibile.
Innanzitutto, informatevi sulla configurazione della loro macchina da stampa. Dispongono del tipo di macchina (CI, a pila, in linea) e della larghezza del nastro adatti alle dimensioni del vostro prodotto? Un'azienda che stampa etichette a banda stretta su una macchina da 10 pollici non può produrre in modo efficiente imballaggi flessibili di grande formato.
In secondo luogo, richiedete dei campioni di stampa. Un fornitore affidabile dovrebbe essere in grado di fornire campioni stampati di lavori simili al vostro tipo di prodotto. Esaminate i campioni con una lente d'ingrandimento. Verificate la densità uniforme dell'inchiostro, la nitidezza dei punti di mezzitoni, la pulizia dei bordi del testo e la regolarità della registrazione dei colori.
In terzo luogo, informatevi sulla loro procedura di documentazione relativa al contatto con gli alimenti. Se stampate imballaggi alimentari, il fornitore deve fornire informazioni sulla formulazione dell'inchiostro, documentazione sui test di migrazione e supporto per la conformità normativa. Un'azienda che non può o non vuole fornire questa documentazione non è qualificata per lavori a contatto con gli alimenti.
In quarto luogo, valutate le loro capacità di prestampa. La qualità del vostro output dipende tanto dal lavoro del team di prestampa quanto dalla macchina da stampa stessa. Informatevi sul loro processo di prova, sulla metodologia di compensazione dell'ingrossamento del punto e sulle attrezzature CTP. Un'azienda dotata di moderni sistemi CTP, dispositivi di prova calibrati e flussi di lavoro di gestione del colore documentati produrrà risultati più uniformi.
Quinto, valutate le loro capacità di finitura. Sono in grado di tagliare, fustellare, piegare e incollare internamente, oppure esternalizzano le operazioni di finitura? La finitura interna riduce i tempi di consegna e il rischio di controllo qualità. L'esternalizzazione della finitura comporta tempi di consegna più lunghi, costi logistici maggiori e un punto di passaggio intermedio in cui possono verificarsi errori.
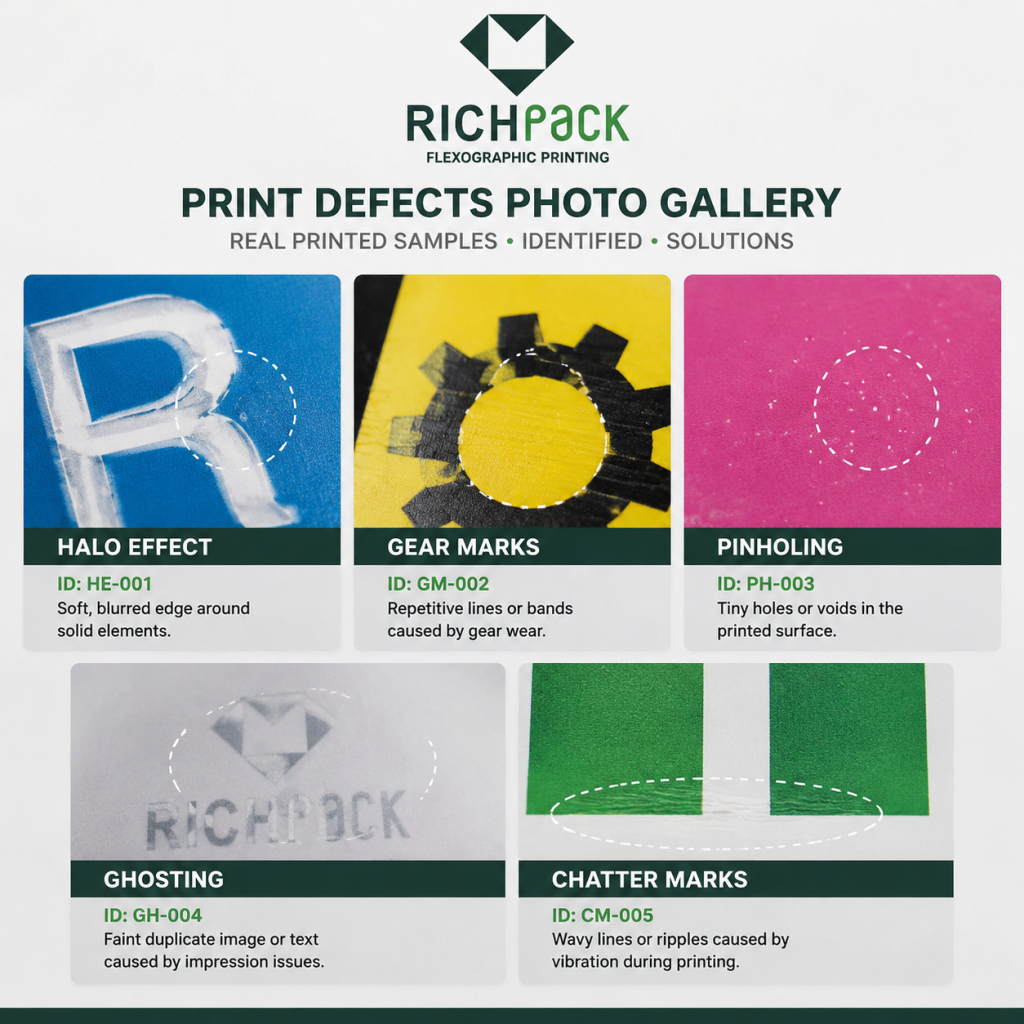
Sapere cosa cercare in una tiratura di stampa finita è tanto importante quanto sapere come impostarla. Ecco i difetti che il nostro team di controllo qualità verifica su ogni lavoro di produzione e cosa ognuno di essi rivela sulla causa sottostante.
effetto alone (chiamato anche alone di guadagno o bordo di rinforzo) appare come un contorno o un'ombra scura attorno ai punti mezzitoni e al testo fine. L'inchiostro si diffonde lateralmente dal punto stampato, creando un'area di stampa più ampia del previsto. Si tratta di un problema di guadagno del punto; lo stesso comportamento fluido dell'inchiostro che conferisce ricchezza alle stampe flessografiche può anche causare una diffusione eccessiva se il volume dell'anilox è troppo elevato per il supporto o se la pressione di stampa è eccessiva. Verificare prima le specifiche dell'anilox e la pressione di stampa. Su supporti non patinati, la riduzione del volume dell'anilox del 10-15% spesso risolve l'alone senza altre modifiche.
Indicatori di ingranaggi (chiamati anche banding o segni di ripetizione ritmica) appaiono come linee orizzontali equidistanti lungo la larghezza di stampa. Il motivo si ripete a intervalli fissi che corrispondono alla circonferenza del cilindro della lastra o di un componente meccanico nel sistema di azionamento della macchina da stampa. I segni di ingranaggi indicano una parte meccanica usurata, in genere nel treno di ingranaggi di azionamento o un cilindro di stampa montato in modo non uniforme. A differenza dei difetti di stampa casuali, i segni di ingranaggi sono costanti e ripetibili sull'intera tiratura. Non possono essere corretti in prestampa; la soluzione è la manutenzione.
Pinholeing Si manifesta come piccole macchie non stampate, in genere nelle aree con copertura di inchiostro uniforme. La superficie del substrato presenta micro-variazioni che impediscono all'inchiostro di riempire completamente lo strato, oppure le bolle d'aria nel film di inchiostro si rompono durante l'asciugatura, lasciando minuscoli fori. Su substrati assorbenti come la carta kraft non patinata, la formazione di fori è spesso dovuta alla rugosità della superficie. Su pellicole di plastica, può indicare un trattamento superficiale insufficiente o un problema di adesione dell'inchiostro. Un semplice test: se i fori sono visibili sul substrato prima della stampa, il problema è il substrato stesso. Se compaiono solo dopo la stampa, il problema è l'interazione tra inchiostro e substrato.
Ghosting (chiamata anche ripetizione dell'immagine) appare come una copia più chiara dell'immagine stampata, spostata dalla sua posizione corretta, in genere nella direzione di avanzamento del supporto. Ciò si verifica quando il sistema di inchiostro non si ripristina completamente tra una stampa e l'altra: la lastra preleva una quantità minore di inchiostro perché alcune celle sono ancora parzialmente esaurite dalla stampa precedente. L'effetto fantasma è più comune nelle stampe ad alta velocità con elevata copertura di inchiostro. Regolare la velocità di alimentazione dell'inchiostro e garantire un'adeguata fornitura di inchiostro al rullo anilox di solito risolve il problema.
Segni di chiacchiere Si presentano come sottili striature o ondulazioni verticali nell'immagine stampata, causate da momentanee variazioni di velocità del nastro di supporto durante il suo passaggio attraverso la macchina da stampa. A differenza dei segni di ingranaggi, che hanno un intervallo di ripetizione fisso, i segni di vibrazione sono irregolari. Solitamente indicano un problema con il sistema di svolgimento o di controllo della tensione, oppure un rullo danneggiato nel percorso del supporto.
La nostra ingegnera di prestampa tiene un registro dei difetti per ogni lavoro, non solo per individuare i problemi prima della spedizione, ma anche per creare nel tempo una libreria di modelli. "Ogni difetto ti dice qualcosa sullo stato della macchina o sull'interazione del materiale", spiega. "Se ti limiti a guardare il risultato e lo scarti, perdi informazioni importanti. Ma se colleghi il difetto alle impostazioni della macchina da stampa e al lotto di substrato, inizi a prevedere i problemi prima che si verifichino."
Se avete letto attentamente fin qui, i campi di applicazione non dovrebbero sorprendervi. La flessografia è il metodo di stampa dominante nel packaging proprio perché i suoi vantaggi, velocità, gamma di supporti, efficienza in termini di costi e qualità, si allineano alle esigenze della produzione di beni di consumo ad alto volume.
Questo è il settore di maggiore applicazione della flessografia. Buste stand-up, sacchetti per patatine, involucri per caramelle, guaine termoretraibili, film flow-wrap e imballaggi per snack rappresentano la categoria con il volume di produzione più elevato nella flessografia. La combinazione di substrati in film plastico, elevati requisiti di qualità di stampa ed enormi volumi di produzione crea una sinergia ideale.
I responsabili di marchio che lavorano su imballaggi flessibili dovrebbero valutare tre aspetti specifici della flessografia: se la pellicola richiede un trattamento superficiale prestampa e come questo viene verificato, se la struttura del laminato è compatibile con l'inchiostro di stampa e l'adesivo di laminazione e se i requisiti di integrità della saldatura interagiscono con la copertura dell'inchiostro nell'area di saldatura.
Se stai esplorando per la prima volta gli imballaggi flessibili personalizzati, la nostra guida a Creazione di packaging cosmetico personalizzato che stupisce i clienti Il testo tratta in dettaglio la selezione del substrato, i compromessi tra i metodi di stampa e le opzioni di finitura.
Le etichette autoadesive, le etichette termoretraibili, le etichette in-mold e le etichette termosaldabili sono prodotte prevalentemente con la flessografia. Le macchine da stampa a banda stretta progettate per la produzione di etichette lavorano a velocità molto elevate e i substrati si adattano perfettamente ai sistemi di inchiostro flessografico.
Le esigenze relative ai dati variabili sono sempre più comuni nelle applicazioni di etichettatura: numeri di lotto, date di scadenza, codici a barre e codici QR. Le macchine da stampa ibride flessografiche/digitali gestiscono bene queste esigenze, stampando la grafica statica in flessografia e aggiungendo i dati variabili con la stampa digitale a getto d'inchiostro. Questo approccio sta diventando lo standard per le applicazioni di etichettatura farmaceutica e di tracciabilità alimentare.
La stampa flessografica su cartone ondulato, utilizzata principalmente per scatole di spedizione, imballaggi per l'e-commerce e confezioni per esposizione, si basa sullo stesso processo fondamentale, ma con adattamenti specifici. I supporti in cartone ondulato sono più spessi, più comprimibili e presentano superfici irregolari rispetto al cartoncino.
I due modelli di produzione principali sono la flessografia post-stampa (stampa su cartone piano prima della trasformazione) e la flessografia in linea (stampa direttamente sulla macchina ondulatrice). La post-stampa è più comune per gli imballaggi per l'e-commerce e la vendita al dettaglio con grafica complessa. La flessografia in linea sulla macchina ondulatrice è invece adatta alla stampa di grandi volumi di cartoni standard.
La qualità del colore sul cartone ondulato è intrinsecamente inferiore rispetto al cartone liscio, poiché la superficie ondulata crea irregolarità. Per gli imballaggi di marchi di alta gamma su cartone ondulato, una strategia di laminazione o rivestimento, in cui una superficie di carta liscia viene laminata al cartone ondulato prima della stampa, produce risultati di qualità nettamente superiore.
I sacchetti di carta multistrato, i sacchetti SOS, le borse per la spesa e le carte da imballaggio rappresentano importanti applicazioni della flessografia. Questi prodotti sono destinati ai mercati alimentari, agricoli, industriali e della vendita al dettaglio. I substrati variano dalla carta kraft naturale leggera ai sacchi di carta multistrato.
Le aspettative in termini di qualità di stampa variano a seconda del mercato. Il packaging industriale si concentra sulla leggibilità del testo, sulla leggibilità dei codici a barre e sull'identificazione del prodotto. Il packaging per la vendita al dettaglio richiede una qualità grafica orientata al consumatore. Lo stesso processo flessografico gestisce entrambi, con la qualità di stampa regolata tramite la risoluzione della lastra, le specifiche dell'anilox e le impostazioni della macchina da stampa.
Oltre alle applicazioni più comuni, la flessografia trova impiego in una varietà di ruoli specialistici in cui le sue capacità uniche creano valore aggiunto.
Gli imballaggi per tabacco, i blister farmaceutici, i campioni di cosmetici, i contenitori per bevande e le pellicole per l'orticoltura sono tutti esempi di applicazioni della flessografia. In ogni caso, la specifica combinazione di substrato, composizione chimica dell'inchiostro e requisiti normativi crea una nicchia che altri metodi di stampa non possono coprire con la stessa efficacia.
In qualità di fornitore di imballaggi di lusso, vediamo come le capacità specifiche della flessografia entrino in gioco per i prodotti di alta gamma, dove la qualità del marchio è importante quanto la funzionalità dell'imballaggio. La possibilità di combinare la qualità di stampa flessografica con la verniciatura in linea, la lucentezza UV e gli effetti di goffratura in un unico passaggio di macchina è particolarmente preziosa per i programmi di packaging dei marchi premium.
Se il tuo marchio opera nel settore della gioielleria, dei cosmetici o dei beni di consumo di alta gamma, il nostro Confezioni personalizzate per gioielli vs. soluzioni standard Il confronto illustra come i programmi di stampa personalizzata creino una differenziazione che gli imballaggi standard non possono eguagliare.
La stampa flessografica utilizza tre tipi principali di inchiostro: a base d'acqua, a base di solvente e a polimerizzazione UV. Gli inchiostri a base d'acqua sono i più comuni per gli imballaggi di carta e le applicazioni a contatto con gli alimenti, dove la conformità normativa richiede un contenuto chimico minimo. Gli inchiostri a base di solvente offrono una forte adesione alle pellicole plastiche senza necessità di trattamento superficiale e garantiscono resistenza chimica. Gli inchiostri UV ed EB polimerizzano istantaneamente tramite radiazione anziché per evaporazione, il che li rende adatti a substrati termosensibili e consente le velocità di stampa più elevate. Il tipo di substrato, l'ambiente di utilizzo finale e i requisiti di contatto con gli alimenti determinano quale sistema di inchiostro è più appropriato.
Le moderne macchine da stampa flessografica a banda larga raggiungono in genere velocità comprese tra 600 e 1,000 piedi lineari al minuto. Le macchine da stampa per etichette a banda stretta raggiungono comunemente velocità comprese tra 1,500 e 2,000 piedi al minuto. Alcune macchine specializzate superano questi valori. La velocità di produzione effettiva dipende dal tipo di supporto, dalla capacità di asciugatura dell'inchiostro, dal numero di colori e dalla complessità delle operazioni di finitura integrate nel ciclo di stampa.
La litografia offset utilizza un cilindro di gomma per trasferire un'immagine da una lastra a un supporto, mentre la flessografia utilizza una lastra a rilievo diretta. L'offset eccelle sulla carta patinata liscia, ma non può stampare su pellicole o fogli di plastica senza attrezzature specializzate. La flessografia gestisce una gamma di supporti molto più ampia ed è più veloce per la maggior parte delle applicazioni di packaging. L'offset in genere produce dettagli più nitidi su supporti patinati, ma la qualità della flessografia sui supporti per packaging è ora paragonabile e la versatilità dei supporti e l'efficienza in termini di costi della flessografia per il packaging flessibile sono ineguagliabili.
La moderna flessografia con lastre fotopolimeriche ad alta risoluzione, prestampa accuratamente calibrata e specifiche anilox appropriate può produrre risultati di qualità fotografica. Il divario qualitativo storico tra flessografia e offset per la riproduzione fotografica si è in gran parte colmato per i substrati di imballaggio. La rotocalco conserva ancora un vantaggio qualitativo per i dettagli ultrafini su imballaggi in film di alta qualità, ma la differenza è impercettibile per la maggior parte delle applicazioni di imballaggio destinate al consumatore.
Una lastra flessografica fotopolimerica ben tenuta può produrre da 500,000 a oltre 1,000,000 di copie in una lunga tiratura prima di dover essere sostituita. La durata della lastra dipende dalla composizione chimica dell'inchiostro, dalla texture del supporto, dalla velocità di stampa e dalle condizioni di conservazione tra un utilizzo e l'altro. Gli inchiostri a base solvente e i supporti ruvidi come la carta kraft non patinata riducono la durata della lastra. Una corretta conservazione, pulizia, protezione e un ambiente a temperatura controllata prolungano la durata della lastra tra le tirature di produzione.
L'aumento di dimensione del punto descrive il fenomeno per cui i punti di mezzatinta vengono stampati sul supporto con dimensioni maggiori rispetto a quelle programmate. Gli inchiostri flessografici sono più fluidi degli inchiostri offset e si espandono a contatto con il supporto. Questo fa sì che un punto di mezzatinta al 50% venga stampato con una dimensione compresa tra il 55% e il 62%, a seconda del supporto, dell'inchiostro e delle impostazioni della macchina da stampa. La compensazione in prestampa regola la dimensione del punto programmata per produrre la dimensione finale desiderata. Senza un'adeguata compensazione dell'aumento di dimensione del punto, i colori vengono stampati più scuri del previsto e le sfumature di mezzatinta perdono dettaglio.
La stampa flessografica ha compiuto progressi significativi in termini ambientali. Gli inchiostri flessografici a base d'acqua eliminano le emissioni di VOC (composti organici volatili) derivanti dai solventi nelle applicazioni su carta. Gli inchiostri a polimerizzazione UV ed EB (elettroforesi) eliminano i solventi. I moderni essiccatori per macchine da stampa includono sistemi di recupero energetico che riducono il consumo per unità di prodotto. Il cartone riciclato e i substrati in film a base biologica sono sempre più spesso validati per la compatibilità con le macchine da stampa flessografiche. Per i marchi con impegni di sostenibilità, richiedere le certificazioni ambientali di un fornitore di flessografia fornisce una documentazione comprovante la responsabilità.
Il rullo anilox è il componente di precisione per la dosatura dell'inchiostro in una macchina da stampa flessografica. Si tratta di un cilindro metallico con una superficie ceramica incisa con milioni di celle microscopiche. Le celle contengono un volume controllato di inchiostro, che una lama raschiatrice rimuove da tutte le superfici tranne che dalle celle prima che il rullo trasferisca l'inchiostro sulla lastra. Il numero e il volume delle celle dell'anilox determinano lo spessore del film di inchiostro, che influisce direttamente sulla densità del colore, sulla diffusione dell'inchiostro e sulla riproduzione dei dettagli. La scelta del rullo anilox più adatto al vostro specifico lavoro è una delle decisioni tecniche più importanti nella produzione flessografica.
La stampa flessografica non è la tecnologia di stampa più affascinante, ma è quella che rende possibile l'industria moderna del packaging su larga scala. Dalla scatola dei cereali della colazione alla pellicola termoretraibile del frullato proteico del pomeriggio, la flessografia è ciò che collega i marchi ai consumatori nel punto vendita.
Comprendere la stampa flessografica offre, in qualità di acquirente, un vantaggio concreto. Quando si sa come funziona la macchina da stampa, cosa fa il rullo anilox, perché l'ingrossamento del punto è importante e quali domande porre al fornitore, si smette di essere un acquirente passivo e si diventa un partner informato nel proprio programma di packaging.
Scegli un substrato compatibile con le capacità di trattamento del tuo fornitore. La stampa su pellicola plastica richiede un trattamento superficiale. Assicuratevi che il fornitore disponga di tale trattamento e che ne verifichi la disponibilità.
Investi nella qualità della prestampa. Il tempo e i costi investiti nella preparazione della grafica, nella compensazione della distorsione e nelle prove di stampa vengono ripagati da ogni singola copia che esce dalla macchina da stampa senza difetti.
Richiedete campioni fisici del vostro substrato effettivo. Le prove digitali ti mostrano il layout. Le prove di stampa sul materiale definitivo ti forniscono informazioni sulla resa di stampa.
Scegli la flessografia per i suoi punti di forza: Convenienza economica in termini di volume, versatilità dei supporti e conformità degli inchiostri per uso alimentare. Per tirature limitate o esigenze di dati variabili elevati, la stampa digitale è la scelta giusta.
Che siate designer di packaging alle prese con le vostre prime specifiche flessografiche, brand manager che valutano i metodi di stampa per una nuova linea di prodotti o professionisti degli acquisti che confrontano le capacità dei fornitori, il predominio della flessografia nella stampa di packaging non è casuale. È il risultato delle sue prestazioni. Comprenderla è il primo passo per utilizzarla al meglio.
Se il tuo prossimo progetto prevede imballaggi personalizzati: scatole rigide, buste flessibili, astucci pieghevoli o design strutturali speciali, il team di RichPack può aiutarti a scegliere il metodo di stampa più adatto alle tue esigenze, ai vincoli del materiale e ai parametri di volume. Contattaci per iniziare una conversazione.
2026-05-29
2025-02-10
2025-06-19

2025-11-08
2026-03-05

2026-04-20
Imballaggi cosmetici ecologici, sostenibili e convenienti con prezzi all'ingrosso | Ideali per acquirenti all'ingrosso alla ricerca di imballaggi ecologici e convenienti
Vedi Altro
Vassoi portagioielli da viaggio compatti su misura con chiusure di sicurezza | Imballaggi personalizzati e durevoli per attività di vendita al dettaglio e fornitori di gioielli all'ingrosso in ordini all'ingrosso
Vedi Altro
Scatole cosmetiche personalizzate per piccoli marchi di bellezza con MOQ basso | Perfette per aziende di bellezza di nicchia che necessitano di soluzioni di imballaggio personalizzate
Vedi Altro
Scatole per gioielli biodegradabili per marchi eco-consapevoli | Soluzioni di imballaggio ecocompatibili per aziende di gioielli focalizzate su iniziative verdi
Vedi Altro
Porta collane in acrilico personalizzati e con marchio con logo | Soluzioni espositive su misura per rivenditori di gioielli che cercano una presentazione personalizzata e di grande impatto
Vedi Altro
Scatola portagioie con cassetto in cartone per confezione regalo – 7.5×7.5×3.5 cm | Scatola portagioie con cassetto bianca e nera
Vedi Altro