 FORRIGE
FORRIGE

14K gullfylte smykker: Emballasjedesign og beskyttelsesstrategier
2024-12-12


Industrien for skreddersydd smykkeemballasje navigerer en delikat balansegang mellom estetisk luksus, strukturell konstruksjon og kjemisk konservering. Smykkeskrin har det avgjørende ansvaret for å beskytte verdifulle metaller og edelstener mot miljøerosjon og fysisk skade. En systematisk analyse av dagens markedsprodukter avslører imidlertid en bransje full av tilbakevendende designfeil. Disse feilene inkluderer katastrofale strukturelle feil forårsaket av substandard pappmaterialer og skjult kjemisk korrosjon av edle metaller fra reaktive lim og surt tre. I denne artikkelen, Richpack gir en detaljert teknisk analyse av disse feilene, og integrerer materialvitenskap, trebearbeidingsteknikk og konserveringskjemi for å tilby ekspertløsninger for å korrigere disse designfeilene.

Fundamentet i ethvert smykkeskrin er chassiset. Enten det er laget av papplaminat eller heltre, må chassiset tåle statiske belastninger under stabling og dynamiske støtbelastninger under transport. Forekomsten av strukturelle svikter i denne sektoren er sjelden et resultat av dårlig montering, men snarere av grunnleggende feil i materialspesifikasjonen. Ved å forstå. Vanlige problemer med smykkeskrin og hvordan du løser dem, kan produsenter forhindre disse grunnleggende feilene.
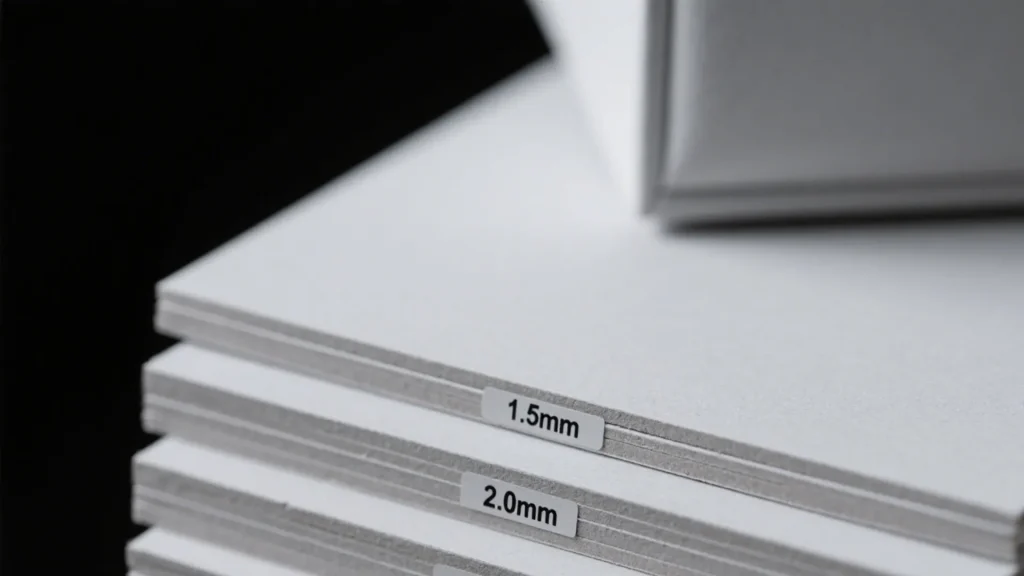
Innen produksjon av stive esker er den primære strukturelle komponenten gråplate (sponplate). En gjennomgripende økonomisk feilslutning driver mange produsenter og oppstartsbedrifter til å spesifisere 1.2 mm gråplate for å redusere enhetskostnadene med brøkdeler av en cent. Selv om denne tykkelsen er tilstrekkelig for lett konfekt, er den katastrofal for smykkeemballasje.
Feilmekanismen er todelt. For det første opplever lokket «membranavbøyning». Når et lokk på 1.2 mm strekker seg over en avstand på mer enn 10 cm, mangler det bøyestivheten til å motstå det nedadgående trykket fra stabling eller til og med spenningen fra innpakningspapiret. Dette resulterer i en konkav vridning som innebærer dårlig kvalitet for forbrukeren. For det andre mangler de strukturelle veggene trykkstyrken til å støtte tunge innlegg eller magnetiske lukkemekanismer. Når en tung magnetisk klaff er festet til en 1.2 mm plate, utmatter det gjentatte dreiemomentet ved åpning og lukking hengselpunktet, noe som fører til delaminering og riving. Dette spesifikke problemet er et hyppig tema i Konsultasjoner for tilpasset smykkeemballasje fra Richpack, hvor klienter ofte rapporterer misnøye med holdbarheten til standard generiske esker.
Optimale spesifikasjonsprotokoller:
For å rette opp i disse strukturelle manglene må ingeniørstandarder samsvare med nyttelastens masse og lasteboksdimensjoner. Bransjedata tyder på at en nivåbasert spesifikasjonstilnærming er nødvendig for å sikre lang levetid:
| Styretykkelse | Strukturell atferd | Anbefalt nyttelast | Risk Assessment |
| 1.2–1.5 mm | Lav bøyestivhet; utsatt for vridning under spenning. | Lette forbruksvarer (såpe, voks). | Høy risiko: Uegnet for stive smykkeskrin; formidler en «budsjettvennlig» følelse. |
| 2.0–2.5 mm | Moderat stivhet; tåler standard lamineringsspenning. | Standard smykker, kosmetikkkrukker. | Beste: Balanserer kostnad med taktil luksus og holdbarhet. |
| 3.0 mm+ | Høy stivhet; strukturelt inert følelse (trelignende). | Tunge sett, vin, elektronikk. | Premium: Maksimerer beskyttelsen, men påvirker fraktvekten betydelig. |
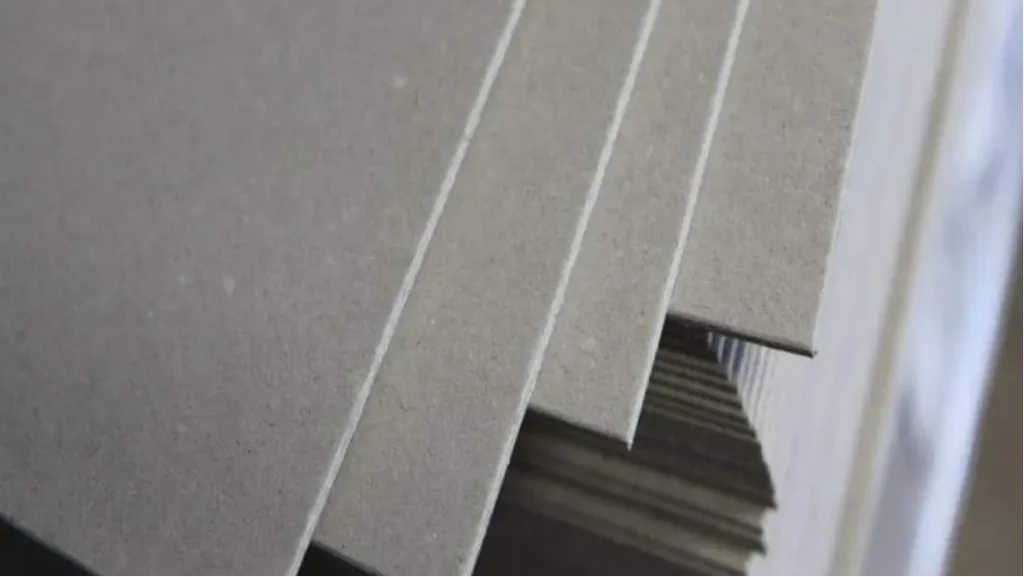
For eksisterende inventar som er plaget av tynne vegger, innebærer en ettermonteringsløsning intern påføring av en sekundær linerplate. Ved å lime et 1.0 mm kartongark til innsiden av lokket og bunnen, skaper man en "laminert bjelke"-effekt som øker stivheten betydelig uten å endre de ytre dimensjonene.

Mens papp lider av utilstrekkelig tetthet, lider heltrekasser av den nådeløse fysikken til hygroskopi. Tre er et anisotropisk materiale som utvider seg og trekker seg sammen med endringer i relativ fuktighet. En vanlig designfeil i spesialtilpassede trekasser er manglende hensyntagen til denne bevegelsen, noe som fører til lokk som bøyer seg (vrir seg på tvers av årene) eller vrir seg.
Mekanismen bak kopping oppstår vanligvis når et lokk sages om fra en tykkere planke. Hvis fuktighetsinnholdet ikke er perfekt utjevnet, eller hvis den ene siden av lokket er ferdigbehandlet mens den andre forblir rå, blir fuktighetsutvekslingen asymmetrisk. Siden som absorberer fuktighet utvider seg, mens den tørre siden forblir statisk, noe som tvinger treverket til å kurve.
Utbedringsteknikker for skjeve lokk:
Å korrigere et skjevt smykkeskrinlokk krever omstrukturering av de indre spenningene i treverket.
Et smykkeskrin liker tilpasset ringboks, er ofte designet for butikkhyllene, men feiler i forsyningskjeden. «Enveggsfeilslutningen» er en gjennomgripende feil der premium stive esker sendes i enkeltveggede (3-lags) bølgepappkartonger. Dette gir utilstrekkelig klemmotstand mot stablingspresset i moderne logistikknettverk.
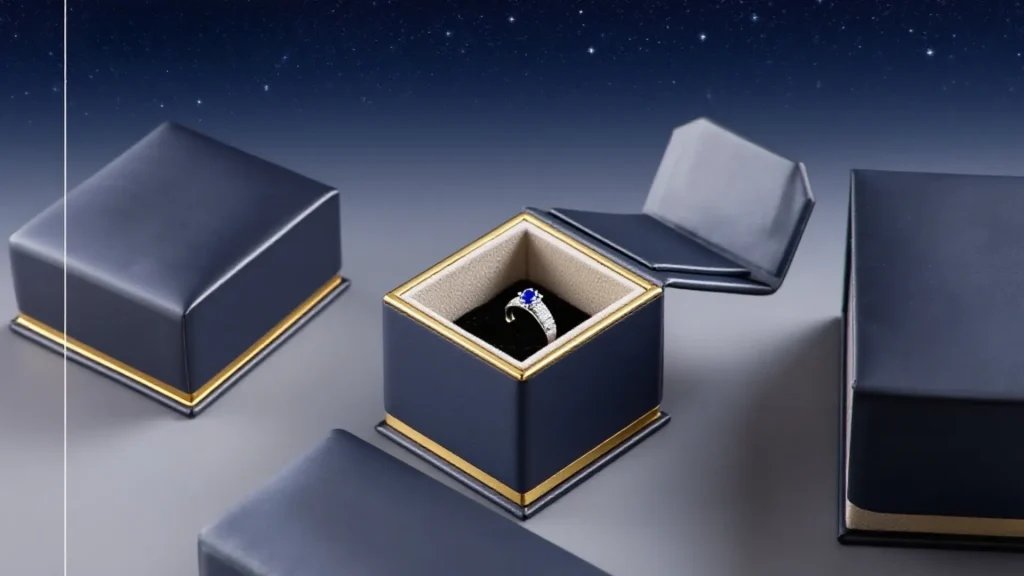

Data fra produksjonsrevisjoner og Forespørsler om Richpacks spesialtilpassede smykkeemballasje avslører at svake eksportkartonger er en primær årsak til at esker kollapser. Tiltaket spesifiserer strengt dobbeltveggede (5-lags) «K=K» (Kraft-to-Kraft) masterkartonger. Videre introduserer det oseaniske transportmiljøet høy luftfuktighet, som kan øke pappdimensjonene med opptil 5 %, noe som ødelegger friksjonen til teleskoplokkene. Inkludering av tørkemiddelpakker i en forseglet polypose er et obligatorisk kjemisk forsvar mot denne fuktighetsinntrengningen.
Den kanskje mest sofistikerte designutfordringen innen smykkeemballasje er den kjemiske interaksjonen mellom beholderen og innholdet. Misfarging er ikke bare en estetisk plage; det er en kjemisk nedbrytning av metalloverflaten, først og fremst sølvsulfid ($Ag_2S$), som følge av reaksjon med atmosfærisk svovel. En betydelig andel av «misfargings»-hendelser er faktisk forårsaket av emballasje materialer seg selv – et fenomen kjent som «avgassing». Det er avgjørende å ta tak i disse kjemiske interaksjonene når man skal reagere på Richpacks forespørsler om tilpasning av smykkeemballasje angående eksklusiv sølvoppbevaring.
Alle tresorter inneholder organiske syrer, men konsentrasjonen varierer dramatisk. En stor designfeil i luksusemballasje er bruken av tresorter med høyt tannininnhold i umiddelbar nærhet av sølv uten tilstrekkelige barrierelag.

Dendrologisk risikovurdering:

Limkjemi:
Limet som brukes til å sette sammen esken er en annen vektor for svovel. Løsemiddelbaserte kontaktsement og gummibaserte lim fortsetter ofte å avgassing svovelforbindelser lenge etter herding. For smykker er vannbasert polyvinylacetat (PVA) eller alifatisk harpikslim (gult trelim) de eneste kjemisk trygge alternativene. De herder ved fordampning, og etterlater en inert bindingslinje som ikke bidrar til sulfidmengden i esken.
Standard fløyelsfôr er passive; de gir fysisk beskyttelse mot riper, men gjør ingenting for å stoppe kjemisk korrosjon. Faktisk er noen syntetiske fløyler og filt farget med svovelbaserte forbindelser som aktivt misfarger sølv.
Aktiv fjerningsteknologi:
Løsningen for miljøer som er utsatt for misfarging er bruk av aktive rensekluter, som Pacific Silvercloth®. Dette materialet er en bomullsflanell med tusenvis av mikroskopiske sølvpartikler. Disse partiklene fungerer som «offeranoder». De reagerer med og fanger hydrogensulfidgass i luften før den kan nå smykkene som oppbevares inni. Stoffet «tar bokstavelig talt kulen» for smykkene og blir brunt over flere tiår etter hvert som det blir mettet med svovel.
Sammenligning av foringsteknologier:
| Materiale | Virkningsmekanisme | Levetid | Egnethet |
| Standard fløyel | Kun fysisk pute. | Ubestemt (fysisk) | Lav: Ingen kjemisk beskyttelse; kan avgi fargestoffer i avgasser. |
| Pacific Silvercloth® | Aktiv oppsamling: Sølvpartikler fanger svovelgasser. | 20–40 år | Høy: Bransjestandarden for sølvkonservering. |
| Anti-anløpsstrimler | Passiv absorpsjon: Karbon/kobber-matrise absorberer forurensende stoffer. | 6–12 måneder | Moderat: Krever hyppig utskifting; bra for forseglede poser. |
| Behandlet flanell (sink) | Aktiv oppsamling: Sinkpartikler fanger svovel. | 5–10 år | Good: Effektiv, men litt mindre reaktiv enn sølvklut. |
Å restaurere en gammel eske innebærer ofte å fjerne det originale, forringede filtforet. Denne prosessen kan være farlig hvis limet er ukjent. Historiske produksjonspraksiser gir imidlertid en pekepinn: de fleste esker fra før 1960-tallet brukte lim av dyrehud, som er vannløselig.
Hydrometningsteknikken:
Slik fjerner du gammel filt uten å skade treverket:
For moderne esker som bruker syntetiske lim (som ikke løser seg opp i vann), kreves det løsemidler som isopropylalkohol eller nafta (tennvæske). Disse må først testes på eskens overflate, da de kan løse opp lakk og skjellakk.
Den funksjonelle levetiden til et smykkeskrin bestemmes ofte av maskinvaren. Hengsler, låser og haser er de bevegelige delene i systemet, som utsetter det statiske trerammet for dynamisk belastning. En vanlig patologi på dette området er «stripped screw syndrome», der det gjentatte dreiemomentet ved åpning av lokket river i stykker trefibrene som holder hengselskruene, noe som fører til et løst eller løsnet lokk.
Det er nytteløst å bare stramme en skrue i et avskallede hull; trefibrene komprimeres og skjæres, og gir dermed ikke noe mekanisk grep. Den eneste permanente tekniske løsningen er å erstatte substratmaterialet.
Steg-for-steg rekonstruksjon:
Hengselgeometrien dikterer eskens åpningsmekanikk. En vanlig designfeil er bruken av hengsler som lar lokket vippes tilbake 180 grader, noe som legger enorm belastning på baksiden av esken.

Låser på smykkeskrin er ofte enkle «avsperrede» låser eller «innpressede» hasper. En vanlig feiltilstand er feiljustering av hasperen (kroken på lokket) i forhold til låsekroppen. Hvis en lås dreies, men ikke klarer å feste lokket, er hasperen vanligvis bøyd utenfor låseområdet.
Diagnostikk og reparasjon:
Et smykkeskrin kan være strukturelt solid og kjemisk inert, men likevel svikte funksjonelt hvis den indre arkitekturen ikke samsvarer med brukerens samling. Den historiske produksjonsmetoden «one-size-fits-all» har blitt foreldet av mangfoldet av moderne smykker, fra tykke statement-ringer til delikate lagdelte halskjeder. Analysere Forespørsler om Richpacks personlige smykkeemballasjetilpasning viser en sterk trend mot modulære og tilpasningsdyktige interiørdesign. hvordan velge riktig smykkeskrin for ulike typer smykker hjelper med å definere disse interiørspesifikasjonene nøyaktig.
Ringrullen er det definerende kjennetegnet ved et smykkeskrin. Den må holde ringene oppreist for visning samtidig som den utøver nok friksjon til å forhindre at de løsner under transport.
Metode A: Høydensitetsskummatrise (DIY/ettermontering)
For ettermontering av eksisterende bokser er skum med høy tetthet (som polyetylen med lukkede celler eller yogamattemateriale) bedre enn svamp med åpne celler, som mangler trykkmotstanden til å holde tunge ringer.
Metode B: Massivtrefresing (arvestykke/tilpasset)
For en mer permanent og luksuriøs løsning kan ringruller i heltre maskineres.
Faste skillevegger begrenser nytten. Kjennetegnet på en godt konstruert spesialbygd boks er modularitet. Den «halve overlappingen» (eller eggkasse-skjøten) gjør det mulig å lage stive, men likevel avtakbare skillevegger.
Fabrikasjonsprotokoll:
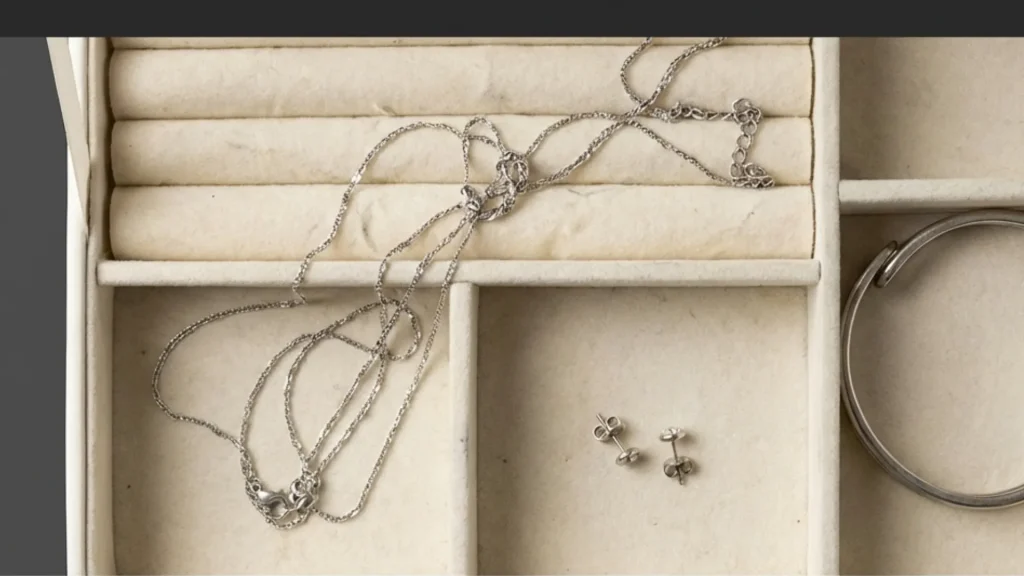
Standardisering av romstørrelser basert på antropometriske data og smykkedimensjoner forhindrer «virveleffekten».
Optimale rutenettdimensjoner:
| Bruk av rom | Dimensjoner (tommer) | Dybdekrav | Merknader |
| Stud øredobber | 1.5 "x 1.5" | 1.0 " | Grunn dybde er avgjørende for å hente små rygger. |
| ringer | 2.0 "x 2.0" | 1.75 ″ –2.5 ″ | Dypere klaring nødvendig for forlovelsesringer med høy innfatning. |
| armbånd | 3.5 "x 3.5" | 2.0 " | Bredden må overstige armbåndets diameter for å forhindre at det krøller seg. |
| Halskjedekanaler | 2.0 "x 8.0" | 1.0 " | Lange, smale kanaler forhindrer at kjeden vikler seg. |
Selv den mest strukturelt solide boksen vil bli utsatt for kosmetiske skader over flere tiår med bruk. Å restaurere finishen på en høyglanslakk- eller polyuretanboks krever spesifikke teknikker som skiller seg fra generell møbelreparasjon.
For dype riper, bulker eller huller i en ferdig overflate, tilbyr «innbrenningsstifter» (lakk- eller skjellakkharpiksstifter) en reparasjon som integreres kjemisk med finishen, i motsetning til myke voksfyllere som bare sitter oppå.
Innbrenningsprosedyren:
Hvis en reparasjon krysser en fremtredende trestruktur, vil innbrenningen se ut som en heldekkende flekk. For å fikse dette, bruk en finspiss trestrukturpenn eller en kunstnerpensel med pigment for å tegne de manglende trestrukturene over den jevne fyllingen. før du Det siste forseglerlaget påføres. Denne «trompe l'oeil»-teknikken lurer øyet til å se en kontinuerlig trefigur.
For merkevarer som bestiller smykkeskrin krever det streng kvalitetskontroll oppstrøms å unngå disse feilene. Defektene som diskuteres – tynne plater, surt treverk, svake hengsler – er ofte konstruert for å være konstruert. inn produktet for å spare kostnader. Innsikt fra Richpacks forespørsler om konsultasjon om tilpasset smykkeemballasje antyder at proaktiv spesifisering er det eneste forsvaret mot disse kvalitetstapene.
Innkjøpsledere må etablere en «spesifikasjonsbrannmur» som eksplisitt forbyr vanlige kostnadsbesparende tiltak.
Kritiske produksjonsspesifikasjoner:
Det kreves et strategisk skifte i hvordan merkevarer fordeler budsjetter. For tiden brukes betydelige kostnader på engangs ytre lag – bånd, silkepapir og teksturert papir – som kastes i løpet av sekunder. En mer bærekraftig og merkevarebyggende tilnærming – som ofte anbefales som svar på Richpacks forespørsler om tilpasning av smykkeemballasje – er å investere den kapitalen i boksens permanente arkitektur.

Anbefaling:
Skift budsjettet fra engangs utvendige dekorasjoner til gjenbrukbar innvendig modularitet. En eske med magnetisk lukking og et avtakbart fløyelsinnlegg av høy kvalitet (med halvdelersystem) forvandler emballasjen fra søppel til en permanent oppbevaringsløsning. Dette sikrer at merkets logo forblir på kundens kommode i årevis, i stedet for i resirkuleringsbøtten.
Utbedring av designfeil i spesialtilpassede smykkeskrin er en disiplin som forener presisjonen i ingeniørkunst med følsomheten i konservering. Ved å forstå strukturfysikken til stiv papp, de kjemiske interaksjonene mellom anløping og ergonomien i brukerinteraksjon, kan produsenter og restauratører løfte smykkeskrinet fra en ren beholder til en verdifull vokter.
Løsningene som er beskrevet her – fra reparasjon av avskårne skruer med plugg til bruk av aktive fjernere fra Pacific Silvercloth – er ikke teoretiske. De er praktiske, velprøvde metoder for å korrigere de systemiske feilene som plager bransjen. Enten man spesifiserer en produksjonsserie på 10 000 enheter basert på Spørsmål om skreddersydde smykkeemballasjeløsninger fra Richpack eller restaurering av et enkelt viktoriansk arvestykke, forblir prinsippene de samme: stabilitet, nøytralitet og funksjonalitet. Overholdelse av disse standardene sikrer at esken varer like lenge som skattene den inneholder.
2024-12-12

2025-04-04

2025-04-23

Litografi kan hjelpe med å designe og trykke unike smykkeskrin. Dette setter et personlig preg på smykkene dine. Å velge de riktige materialene og forberede dem godt er nøkkelen til å lage miljøvennlige og attraktive smykkeskrin.
Disse eskene forbedrer utpakkingsopplevelsen, øker kundelojaliteten og er miljøvennlige. Med presisjonslasergravering og rabatter på store bestillinger er de en flott emballasjeløsning.

Dagens kunder ser ikke bare på selve produktet; de søker en minneverdig kjøpsopplevelse. Hvordan kan et smykkemerke for e-handel skille seg ut? Svaret er at det å gjøre et varig inntrykk starter med tilpasset emballasje. For e-handel er produktemballasjen ikke bare for å beskytte et produkt, men også et verktøy for å annonsere merkevaren og… Fortsett å lese Fiksing av designfeil i tilpassede smykkeskrin: Praktiske løsninger

Sjarmerende smykkeskrin inspirert av Disney-karakterer | Søt Hello Kitty-gaveeske perfekt for prinsessesamlinger og temagaver

Elegant smykkeskrin speilstil for elegant oppbevaring – tilpassbare speilede smykkeskrin og forfengelighet med smykkeoppbevaring i speilløsninger

Kreative dukker i brun papirpose for morsomme håndarbeidsaktiviteter – Lær hvordan du lager en dukke av papirpose med Richpacks tilpassbare påskepapirposer for barn

Rimelig bærekraftig emballasje for bestillinger av høyvolumssmykker | Perfekt for grossister som søker skalerbare, grønne løsninger til konkurransedyktige priser
Se mer
Biologisk nedbrytbar kjeksemballasje for små bakerier | Miljøvennlige og bærekraftige løsninger | Egendefinerte design tilgjengelig
Se mer
Blå esker med forlovelsesringer i skinn | Smykkeemballasje engros – Richpack
Se mer