 FORRIGE
FORRIGE

5 fordeler med å velge tilpassede smykkeposer til produktene dine
2025-05-14


A papirpose er en kritisk utvidelse av merkeverdien – et fysisk grensesnitt som forbinder butikklokalet med forbrukerens private sfære. Produksjonen av moderne luksuriøse smykkevesker representerer en dyp konvergens av materialvitenskap, konstruksjonsteknikk, fargefysikk og presisjonsproduksjon. For å tilfredsstille de motstridende kravene om å være «robust som et skjold, men likevel taktil som silke», må forsyningskjeden navigere en delikat balanse mellom strekkfasthet og taktil mykhet, visuell overdådighet og miljømessig bærekraft, samt fleksibiliteten ved håndmontering kontra presisjonen ved automatisering.
I denne artikkelen skal vi diskutere teknologien og håndverket bak smykkespesifikk emballasje, og dekke alt fra valg av cellulosesubstrater til overflatebelegg på nanometernivå, strukturell optimalisering og strenge kvalitetskontrollsystemer.

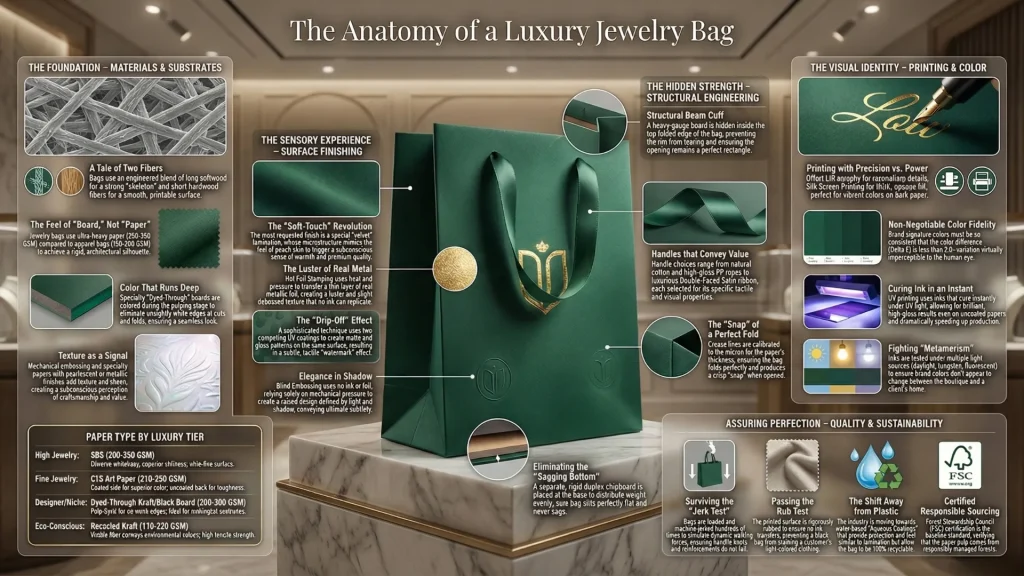
Grunnlaget for enhver førsteklasses emballasje ligger i den fysiske integriteten til underlaget. Fordi innholdet for smykkeemballasje vanligvis er lite i volum, men høy i tetthet (som edle metaller og edelstener) og har høy enhetsverdi, må papiret ha spesifikke mekaniske egenskaper. Disse inkluderer overlegen stivhet, rivestyrke og foldebestandighet, samtidig som det fungerer som et feilfritt middel for høykvalitetstrykk.
Håndfølelsen og den mekaniske styrken til en pose bestemmes primært av fibersammensetningen i massen og produksjonsprosessen. Produksjon av eksklusive smykkeposer innebærer vanligvis konstruert blanding av to primære fibertyper:
Det mest karakteristiske trekket ved en luksuriøs smykkeveske er stivheten, ofte beskrevet som en «pappfølelse» snarere enn en «papirfølelse». Denne fysiske egenskapen kontrolleres strengt av papirets basisvekt, målt i gram per kvadratmeter (GSM).
I motsetning til 150–200 GSM-papiret som vanligvis brukes i klesindustrien, favoriserer standarder i smykkeindustrien tyngre materialer, alt fra 250 GSM til 350 GSMDenne høye tettheten er ikke bare for å støtte tunge smykkeskrin, men enda viktigere, for å forhindre at poseveggene bøyer seg eller vrir seg når de losses, og dermed bevare emballasjens arkitektoniske silhuett.
| Applikasjonsnivå | Anbefalt papirtype | GSM rekkevidde | Fysiske og estetiske egenskaper |
| Høye smykker | SBS (fast bleket sulfat) | 300–350 GSM | Ekstrem hvithet, overlegen stivhet, et kraftig «dunk» ved lukking og en ultrafin overflate. |
| Detaljhandel med fine smykker | C1S (bestrøket én side) kunstpapir | 210–250 GSM | Den belagte siden gir overlegen fargegjengivelse; den ubelagte baksiden beholder fiberens seighet. Ideell for små til mellomstore størrelser. |
| Designer/Nise | Gjennomfarget kraftpapir/svart papp | 200–300 GSM | Massefarget for å unngå hvite kanter ved kutt. Fremhever minimalistisk estetikk med tett fiberstruktur og høy rivestyrke. |
| Miljøbevisst | Resirkulert Kraft | 170–230 GSM | Synlig fibertekstur formidler miljøverdier. Høy strekkfasthet, men litt mindre stiv enn belagte materialer med samme vekt. |
Utover standard bestrøkte og ubestrøkede materialer, bruker smykkeindustrien ofte «spesialitetspapir» for å formidle eksklusivitet gjennom tekstur.

Et smykkemerkes visuelle identitet (VI) er avhengig av den presise avsetningen av blekk på underlaget. Valget av Trykkteknologi for papirposer avhenger av volum, overflatetopologi og ekstreme krav til fargegjengivelse.
Offsetlitografi er fortsatt gullstandarden for luksusemballasje i store volum, noe som tilskrives den overlegne oppløsningen og fargekontrollen.
For ekstrem fargemetning eller utskrift på mørke, grove teksturerte underlag, er silketrykk den foretrukne prosessen.
Ultrafiolett (UV) utskriftsteknologi blir stadig mer dominerende innen luksusemballasje. UV-blekk inneholder fotoinitiatorer som polymeriserer umiddelbart ved eksponering for spesifikke UV-bølgelengder, i stedet for å tørke via løsemiddelfordampning eller absorpsjon.
Hvis utskrift gir visuell informasjon, etterbehandlingsteknologi gir emosjonell kontekst. Ved å regulere lysrefleksjonen og friksjonskoeffisienten på veskens overflate, skapes en flersensorisk luksusopplevelse.
Laminering innebærer termisk binding av en mikroskopisk plastfilm (vanligvis PP eller PET) til papiroverflaten. Dette laget tjener to formål: det øker rivestyrken betydelig (avgjørende for brettehjørner) og etablerer det estetiske grunnlaget.
Foliestempling er den typiske prosessen innen smykkeemballasje, og gir en ekte metallisk glans som ingen metallisk blekk kan matche.
En sofistikert teknikk som vokser i popularitet er «Reverse UV» eller «Drip-Off», som skaper matt/glans-kontrast på et enkelt plan uten laminering.
En luksuriøs smykkeveske er i hovedsak en stiv beholder laget av fleksible materialer. For å opprettholde perfekt geometri under belastning kreves det presis konstruksjonsteknikk.
For å forhindre deformasjon under bæring, implanteres forsterkninger i kritiske soner.
Håndtaket er det første berøringspunktet i samhandlingen. Materialet, diameteren og tilkoblingsmetoden formidler direkte merkevareverdi.


Presis utstansing sikrer at posen danner et perfekt firkant.
Brettematrise: Dybden og bredden på brettekanalen må kalibreres til mikronen basert på papirtykkelsen. For grunt forårsaker "sprekker" (hvite fibre eksponeres); for dypt kutter fibrene. For tykt, mørkt trykt papir brukes ofte lokal fukting eller oppvarming før bretteprosessen for å øke fiberens smidighet.
Kilegeometri: Sidebrettlinjene må justeres nøyaktig med bunnklaffene for å sikre at posen knepper skarpt når den åpnes og står uten å vingle.
Limets kjemi dikterer posens levetid og miljøtilpasningsevne.
For å sikre at vesken beskytter smykker av høy verdi på en trygg måte, er grundig fysisk og kjemisk testing obligatorisk.

Moderne luksusforbrukere krever at utsøkte opplevelser ikke går på bekostning av planeten.
Tradisjonelle laminerte poser er vanskelige å resirkulere.
Produksjonen av en smykkepose i papir er et spill med ekstreme detaljer. Under det minimalistiske ytre ligger en kompleks beslutningsmatrise: Langfiberstyrke vs. kortfiberglatthet? Kjemisk stabilitet til UV-blekk vs. fysisk glans til varm folie? Den absolutte konsistensen av maskinbretting vs. den varme berøringen av håndmontering?
For smykkemerker er papirposen det siste håndtrykket i transaksjonen. Teknologiene som er beskrevet her – fra 350 GSM solid bleket papp til nanometrisk myk laminering, fra spektralt matchede spotblekk til rykktestede bomullshåndtak – samarbeider for å sikre at dette «håndtrykket» formidler tyngde, varighet og omsorg.
Tabell 1: Matrise for anvendbarhet av utskriftsprosessen
| Trekk | Offset litografi | Silketrykk | UV utskrift |
| Beste brukstilfelle | Detaljrike bilder, fotografering, gradienter | Store ensfargede blokker, taktile effekter, metalliske farger | Rask leveringstid, ikke-absorberende underlag |
| Blekktykkelse | Tynn (1–2 mikron) | Veldig tykk (10–100 mikron) | Middels (avhengig av innstillinger) |
| Substratkompatibilitet | Glatt papir (bestrøket) | Nesten alle (teksturert, mørk, stoff) | Nesten alt (plast, metallisert papir) |
| Mørk papirfarge | Dårlig (Blekket er gjennomskinnelig) | Utmerket (høy opasitet) | Utmerket (Blekket sitter på overflaten) |
Tabell 2: Håndtaksmaterialets ytelse
| Håndtakstype | Materiale | Styrke | estetisk | Kostnad | Miljøvennlighet |
| vridd tau | Bomull | Medium | Naturlig, Matt, Organisk | Medium | Høy (biologisk nedbrytbar) |
| vridd tau | PP (polypropylen) | Høyt | Glanset, syntetisk, ensartet | Lav | Lav (tradisjonell plast) |
| Bånd | Polyester-sateng | Medium | Luksuriøs, silkemyk, høyglans | Høyt | Lav (med mindre resirkulert PET) |
| Bånd | grosgrain | Høyt | Teksturert, strukturell | Høyt | Varierer etter materiale |
At Richpack emballasje, vi utvikler merkevareopplevelser. Fra å velge den presise fiberblandingen for strukturell integritet til å utføre komplekse «drypp-av» UV-overflater som gleder fingertuppene, sørger vår ekspertise for at smykkeemballasjen din er like utsøkt som smykkene inni.
Enten du trenger en fullstendig bærekraftig vandig beleggløsning eller et håndmontert, flernivåpreget mesterverk, er Richpack din partner innen presisjonsluksus.
A: I motsetning til vanlige detaljhandelsvesker bruker luksussmykkevesker ofte tykke plater (300+ GSM) og komplekse lamineringer som er følsomme for miljøendringer.
Fuktighetskontroll: Papir er hygroskopisk. Oppbevar poser i et klimakontrollert miljø med en relativ fuktighet mellom 40–60 %. For mye fuktighet kan føre til at «bunnplaten» vrir seg, mens ekstrem tørrhet kan føre til at lamineringen flasses av eller at papiret sprekker i brettene.
Stabling: Ikke stabl kartonger mer enn 5 i høyden. Vekten kan knuse «kileformen» eller etterlate permanente trykkmerker på den myke lamineringen av posene nederst.
A: Selv om et digitalt prøvetrykk kontrollerer stavemåte og layout, kan det ikke simulere den fysiske interaksjonen mellom lys og varm folie eller den taktile høyden til preging. Å lage en fysisk prøve krever at man lager selve metallformene og setter opp maskineriet for bare én enhet.
Anbefaling: For bestillinger som involverer kompleks flernivåpreging eller spesifikke foliefarger, anbefaler vi på det sterkeste en våtprøve for å måle «håndfølelsen», selv om det medfører et oppsettsgebyr for verktøyet.
A: Ubehagelig lukt kan ødelegge utpakkingsopplevelsen, spesielt for smykker. Dette skyldes vanligvis løsemiddelbasert lim eller utilstrekkelig UV-herdingstid.
Vår protokoll: Hos Richpack prioriterer vi lim med lavt VOC-innhold (flyktige organiske forbindelser) og sørger for en spesifikk «luftingsperiode» i et ventilert produksjonsområde etter produksjon før de pakkes i fraktkartonger. Hvis merkevaren din er svært følsom for lukt, kan du be om våre «luktnøytrale» limalternativer under konsultasjonen.
A: Selv om automatisering sikrer konsistens, krever det betydelig oppsetttid.
Terskelen: Vanligvis er halvautomatisk eller manuell montering mer kostnadseffektivt for bestillinger under 3,000–5,000 enheter på grunn av de høye oppsettkostnadene for automatiske rørformingsmaskiner.
Unntaket: Hvis vesken din krever komplekse, ikke-standardiserte størrelser eller unike båndfester, er manuell montering fortsatt det eneste alternativet uavhengig av volum, ettersom maskiner er begrenset til standard «liggende» eller «stående» sideforhold.
2025-05-14
2025-09-29

2025-07-18

Lær hvordan du velger miljøvennlige materialer til gaveesker med lokk, utforsk resirkulert papp, FSC-sertifisert papir, bioplast og mer.

Richpack · Hvordan fortelle Monets smykkemerkehistorie gjennom emballasjekunst Ifølge en studie fra Smithers Pira forventes det globale emballasjemarkedet å nå 1.42 billioner dollar innen 2028, noe som fremhever den økende vektleggingen av emballasje. Monets smykkeemballasje forteller også om denne briljansen. Men utpakkingsopplevelsen, som ofte overses, gir en sterk mulighet til å… Fortsett å lese Teknologien og håndverket bak våre papirposer til smykker

Richpack · Richpack smykkeesker Arver og viderefører Napiers smykkeemballasjes estetiske og miljømessige intelligens Napier resonnerer med smykkekjennere og fremkaller bilder av høykvalitets håndverk og innovative design. Richpack, en ledende leverandør av smykkeemballasjeløsninger, er dedikert til å lage esker som legemliggjør bærekraft og miljøansvar, samtidig som de fremhever smykkenes iboende eleganse. I denne bloggen vil vi oppdage hvordan… Fortsett å lese Teknologien og håndverket bak våre papirposer til smykker

Luksuriøse emballasjesett for eksklusive smykker | Premium tilpassede løsninger med Richpack matchende design for eksklusive smykkemerker som søker elegant bulkemballasje

Richpack Allsidige og Recherché små beholdere med lokk – holdbare og sikre smykkevisningsløsninger for organisert oppbevaring og skjønnhetsforsterkning

Allsidige og spenstige gaveposer Papir for enhver anledning – Richpack Stilige små fargerike gaveposer perfekt for enhver gavepresentasjon

Skreddersydde og holdbare spesialtrykte papirposer for detaljister med logoer | Perfekte merkevareløsninger for gullsmeder som trenger iøynefallende detaljemballasje
Se mer
Tilpassede gavekort med merkevarelogoer og budskap | Richpacks skreddersydde løsninger for smykkebutikker som krever merkevareemballasje
Se mer
Økobevisste smykkeposer av resirkulert papir med merkevarebygging | Ideell for smykkegrossister som ser etter bærekraftige og tilpassede emballasjealternativer
Se mer