 POPRZEDNIE
POPRZEDNIE
Czym jest druk fleksograficzny i jak działa?
2026-05-29

Jeśli kiedykolwiek trzymałeś w ręku pudełko płatków śniadaniowych, rozpakowywałeś saszetkę szamponu lub odklejałeś etykietę z kodem kreskowym z butelki z lekiem, to z pewnością dotknąłeś czegoś nadrukowanego fleksograficznie. Większość ludzi w ogóle tego nie zauważa. Właśnie o to chodzi.
Druk fleksograficzny, często w skrócie flekso, to „koń roboczy” niemal każdego elastycznego opakowania, jakie można spotkać w sklepie. Działa z prędkością, przy której inne metody druku wydają się powolne, działa na materiałach, które zniszczyłyby inne maszyny drukarskie, a jego koszt jednostkowy sprawia, że duże nakłady są naprawdę ekonomiczne.
Ale oto, czego nie mówi większość artykułów na ten temat: decyzje, które podejmiesz przed złożeniem zamówienia na opakowanie z nadrukiem fleksograficznym, zadecydują o tym, czy produkt końcowy będzie wyglądał jak wizytówka marki premium, czy jak wyblakły prototyp. Zrozumienie, jak działa druk fleksograficzny, to nie tylko ciekawostka inżynierska. To siła nabywcza.
W tym przewodniku znajdziesz wszystko, co musisz wiedzieć. Dowiesz się, czym właściwie jest druk fleksograficzny, jak działa mechanicznie ten proces, jakie materiały i farby obsługuje, jak wypada na tle innych metod druku oraz co musisz przygotować przed wykonaniem pierwszej formy drukowej.
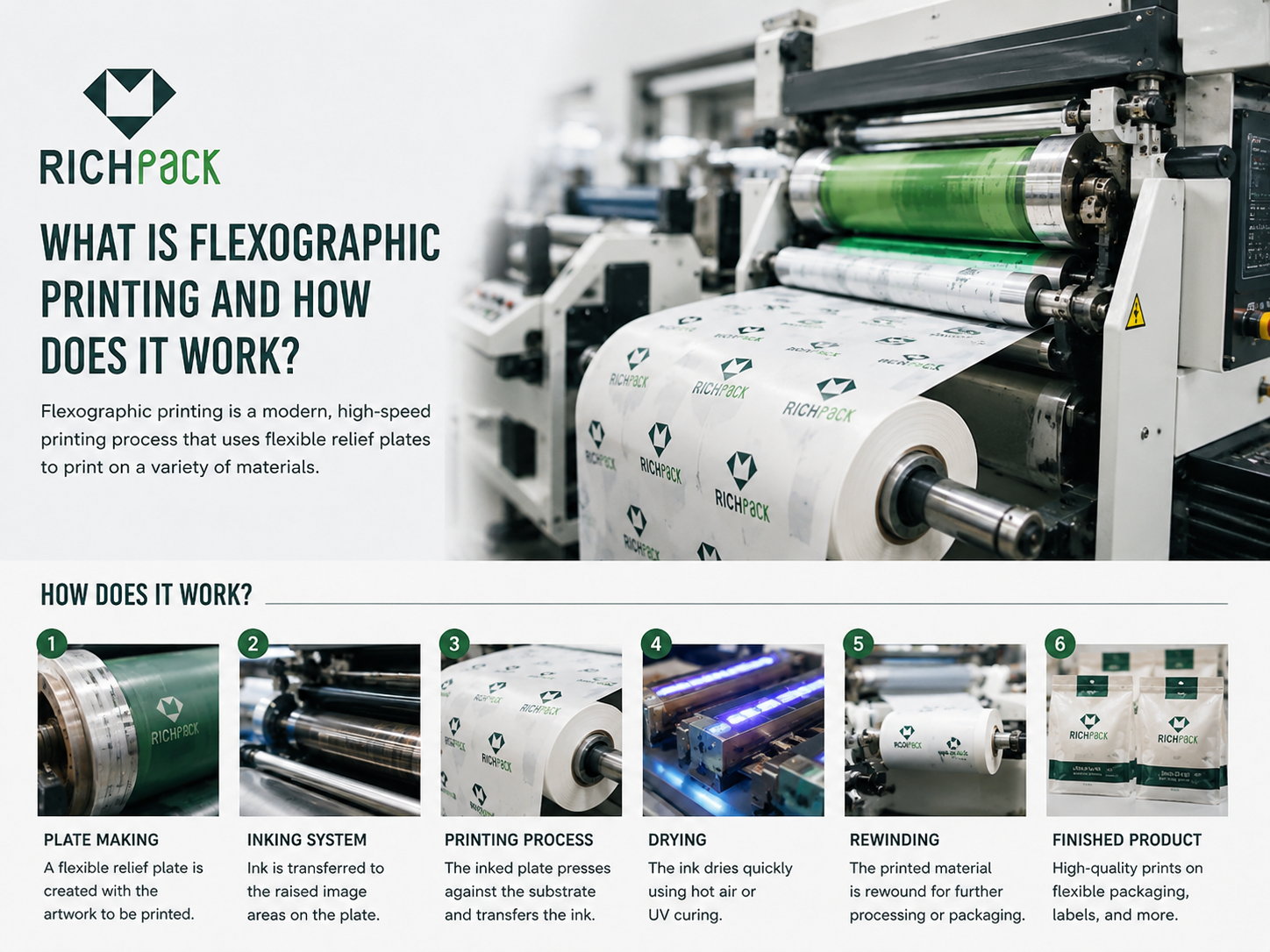
Druk fleksograficzny to szybki proces druku rotacyjnego, który wykorzystuje elastyczne płyty fotopolimerowe do bezpośredniego nanoszenia farby na podłoża, takie jak papier, folia, folie i tektura falista. Płyty fleksograficzne owijają się wokół obracających się cylindrów, a nie są dociskane płasko, co umożliwia ciągłe podawanie wstęgi z prędkością do 2,000 metrów liniowych na minutę.
Druk fleksograficzny to szybki, rotacyjny proces druku wypukłego, który przenosi farbę z elastycznej, wypukłej płyty bezpośrednio na podłoże. Kluczem jest elastyczność. W przeciwieństwie do tradycyjnej prasy typograficznej, w której płyty są sztywne, płyty fleksograficzne są wykonane z materiałów fotopolimerowych, które można wyginać wokół cylindrów. Ta elastyczność umożliwia działanie całego systemu rotacyjnego i dlatego fleksografia może drukować na powierzchniach, z którymi inne metody po prostu sobie nie radzą.
Wyobraź sobie gumowy stempel owinięty wokół obracającego się bębna, zamiast być dociskany ręcznie. Dokładnie to dzieje się w każdej maszynie fleksograficznej. Obraz, który chcesz wydrukować, powstaje na wypukłych obszarach elastycznej płyty fotopolimerowej. Te wypukłe obszary przyjmują farbę. Wgłębienia pozostają czyste. Gdy cylinder płyty obraca się w kierunku podłoża, farba jest przenoszona czysto i równomiernie, nawet na szorstkich lub elastycznych materiałach.
To właśnie odróżnia fleksografię od starszych metod druku wypukłego oraz od technik druku powierzchniowego, które borykają się z problemem tekstury i chłonności. Kontakt „kiss contact”, czyli lekki, kontrolowany nacisk między płytą a podłożem, oznacza, że płyta nie zgniata delikatnych materiałów i nie odkształca się pod wpływem wysokich obrotów. Po wykonaniu tysięcy prac na różnych podłożach, nasz kierownik drukarni ujął to w następujący sposób: „Pierwszą rzeczą, jaką mówię każdemu nowemu klientowi, jest to: jeśli rozumiesz kontakt „kiss contact”, rozumiesz 80% problemów z maszyną fleksograficzną. Wszystko inne to tylko konsekwencje tej jednej zasady”.
Przejdź się po dowolnych dużych targach opakowaniowych i zobacz maszyny drukujące na żywo. Prawie wszystkie z nich wykorzystują druk fleksograficzny. To nie przypadek.
Papier i tektura, folie plastikowe, folie metalowe, podłoża faliste, laminaty, uchwyty fleksograficzne – wszystko. Drukuje na papierze porowatym i nieporowatej folii plastikowej w ramach jednego cyklu produkcyjnego. Żadna inna metoda druku nie oferuje tak szerokiej gamy materiałów bez konieczności przestoju związanego z przezbrojeniem.
Drugim powodem jest prędkość. Nowoczesne maszyny fleksograficzne szerokowstęgowe pracują rutynowo z prędkością od 1,000 do 2,000 metrów liniowych na minutę. Niektóre maszyny do druku etykiet wąskowstęgowych osiągają prędkość przekraczającą 600 metrów na minutę. Przy takiej prędkości pojedyncza maszyna może wyprodukować dziesiątki tysięcy jednostek na godzinę. W przypadku marek produkujących duże ilości SKU, taka wydajność przekłada się bezpośrednio na niższy koszt jednostkowy. Ekonomia jest brutalnie prosta: im szybciej maszyna pracuje, tym więcej jednostek rozkłada się na koszty przygotowania.
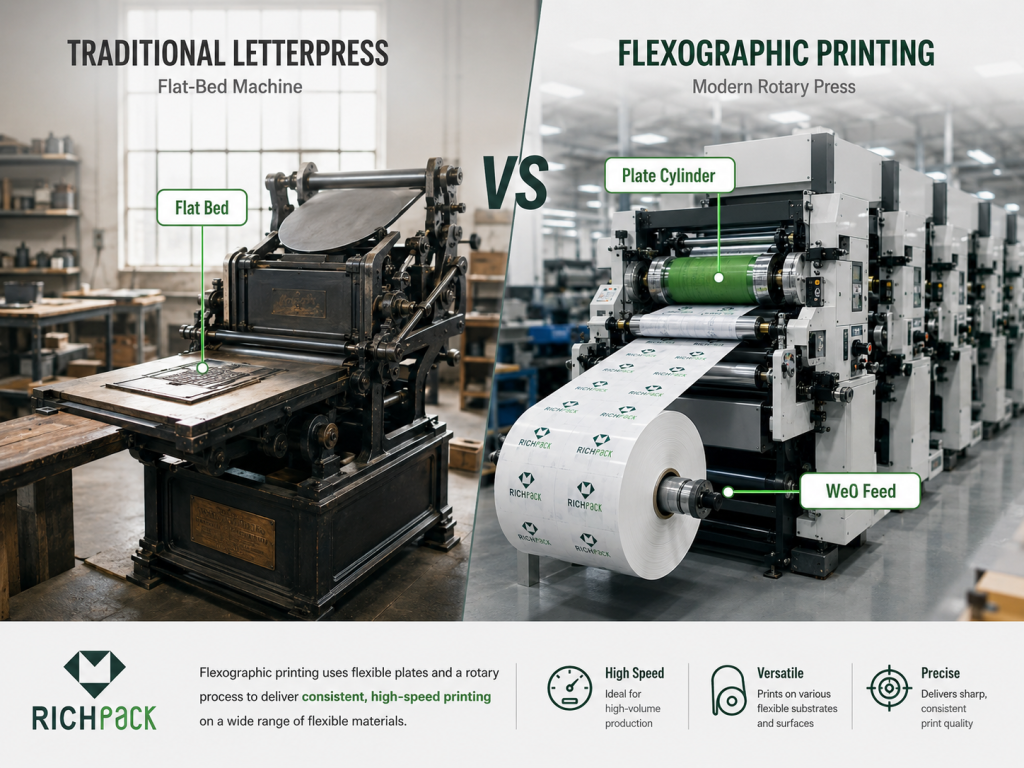
Tradycyjny druk wypukły wykorzystywał solidne metalowe lub drewniane czcionki mocowane do płaskich łoża. Każdy odcisk stanowił osobną czynność. Fleksografia wyewoluowała z tej samej koncepcji druku wypukłego, ale dodała funkcjonalność rotacyjną i elastyczne materiały na płyty. Zmiana była ogromna: ciągłe podawanie z roli zastąpiło arkusze, cylindry drukowe zastąpiły płaskie łoża, a płyty fotopolimerowe zastąpiły odlewane metalowe czcionki.
Nazwa „fleksograficzny” została oficjalnie przyjęta w 1952 roku w wyniku ankiety przeprowadzonej przez Franklina Mossa, prezesa Mosstype Corporation, w której głosowali czytelnicy. Wcześniej proces ten nazywano drukiem anilinowym, co budziło negatywne skojarzenia po tym, jak amerykańska Agencja ds. Żywności i Leków (FDA) w latach 1940. XX wieku zakazała stosowania barwników anilinowych w opakowaniach żywności. Zmiana nazwy była krokiem w kierunku przetrwania całej branży.
Współczesny druk fleksograficzny niemal niczym nie przypomina tych wczesnych maszyn. Różnica jakościowa między fleksografią a litografią offsetową w dużej mierze się zniwelowała, szczególnie w przypadku podłoży opakowaniowych, gdzie spójność powierzchni różni się od papieru drukowego. Firmy DuPont, Kodak i XSYS produkują obecnie płyty fotopolimerowe o liniaturze rastra dorównującej wydrukom litograficznym. Jeśli nadal zakładasz, że fleksografia oznacza rozmazany tekst i niespójne kolory, to pracujesz z pięcioletnim modelem mentalnym.
Marki, z którymi masz styczność na co dzień, a także dostawcy, którzy drukują dla nich, wszyscy stosują druk fleksograficzny na dużą skalę.
Żywność i napoje to największy rynek docelowy. Opakowania na cukierki, pudełka na płatki śniadaniowe, torebki na chipsy, kartony na mrożonki, etykiety na napoje i koszulki termokurczliwe są niemal w całości zadrukowane fleksograficznie. Szybkoschnące tusze i odporne na wysoką temperaturę podłoża spełniają wymogi bezpieczeństwa żywności bez spowalniania produkcji.
Opakowania farmaceutyczne, kosmetyki, produkty do pielęgnacji ciała, opakowania e-commerce oraz folie do pakowania przemysłowego to główne obszary zastosowań. Każda marka, która potrzebuje spójnego druku wysokonakładowego na wielu rodzajach podłoży, albo już korzysta z fleksografii, albo rozważa ją jako alternatywę dla wolniejszej lub droższej technologii.

Zrozumienie procesu druku fleksograficznego jest ważne nie tylko dla inżynierów, ale i dla kupujących. Wiedząc, co dzieje się między plikiem projektu a gotowym opakowaniem, możesz podejmować trafniejsze decyzje dotyczące specyfikacji, harmonogramów i kwestii, które należy oznaczyć przed rozpoczęciem produkcji.
Każdy projekt druku fleksograficznego zaczyna się od pliku graficznego. Przygotowanie do druku, etap pomiędzy projektem a produkcją, to miejsce, w którym większość problemów z jakością druku zostaje rozwiązana lub trafia do gotowego produktu.
Twój zespół projektowy musi dostarczyć grafikę w odpowiedniej przestrzeni barw (CMYK dla prac procesowych, osobne pliki dla kolorów dodatkowych), w odpowiedniej rozdzielczości (minimum 300 DPI dla obrazów rastrowych) oraz z odpowiednimi marginesami spadu i strefy bezpieczeństwa. Błąd, który często spotykamy u osób kupujących po raz pierwszy: przesyłanie grafiki bez uwzględnienia zniekształceń związanych z zawijaniem płyty. Po nałożeniu elastycznej płyty fotopolimerowej na cylinder, obraz ulega nieznacznemu rozciągnięciu obwodowemu. Pliki z grafiką muszą zostać wstępnie zniekształcone, aby to skompensować, w przeciwnym razie wydruk końcowy będzie wyglądał na skompresowany w poziomie.
Nasza inżynierka ds. prepressu ma zasadę: każdy nowy plik klienta jest sprawdzany pod kątem kompensacji zniekształceń, zanim cokolwiek innego się wydarzy. „Większość klientów nawet nie wie, że musi o to pytać” – mówi. „Zanim dotrze proof i zobaczą spłaszczone logo, matryca będzie już gotowa. To lekcja warta 300 dolarów, której nikt nie chce powtarzać”.
Kolejnym aspektem prepressu jest przyrost punktu rastrowego. Farby fleksograficzne są bardziej płynne niż offsetowe i rozpływają się po zetknięciu z podłożem, szczególnie na materiałach chłonnych, takich jak niepowlekany papier kraft. Punkt rastrowy o gęstości 50% może wylądować na wydruku jako punkt o gęstości 58%. Pracownicy prepressu kompensują to, dostosowując liniatury rastra i krzywe tonalne, ale należy pamiętać, że proof cyfrowy i nakład produkcyjny nie będą wyglądać identycznie, jeśli wszyscy nie uzgodnią z góry profilu kompensacji. Poproś dostawcę o pokazanie krzywej kompensacji przed rozpoczęciem druku.
Gdy projekt jest gotowy do druku, jest dzielony na osobne pliki dla każdego koloru. Każdy kolor wymaga własnej płyty fotopolimerowej.
W konwencjonalnym (analogowym) procesie produkcyjnym negatyw filmowy umieszcza się na płycie fotopolimerowej, a całość naświetla się światłem UV. Naświetlone obszary polimeryzują i utwardzają się. Nienaświetlone obszary zmywają się w rozpuszczalniku lub kąpieli wodnej, pozostawiając wypukły obraz reliefowy. Następnie płyta suszy się i jest montowana na cylindrze.
Cyfrowy proces produkcji z komputera na płytę (CTP) jest obecnie standardem w większości komercyjnych drukarni fleksograficznych. Laser usuwa czarną warstwę maskującą z powierzchni płyty w obszarach obrazu, eliminując etap negatywu. Płyta jest następnie poddawana głównemu naświetlaniu UV i wywoływaniu. CTP skraca czas przygotowania, poprawia dokładność pasowania i zapewnia bardziej powtarzalną jakość płyt. Nie jest to już opcjonalne; drukarnie, które nadal stosują analogową obróbkę płyt, walczą z niekorzystną konkurencją.
Płyty muszą być precyzyjnie zamontowane na cylindrze. Pasowanie, czyli dokładne wyrównanie każdego koloru względem poprzedniego, jest kluczowe. Nawet ułamek milimetra odchylenia płyty powoduje widoczne przesunięcie kolorów w końcowym wydruku. Większość maszyn fleksograficznych korzysta z automatycznych systemów pasowania, ale ręczny montaż nadal wiąże się z błędami ludzkimi, szczególnie w mniejszych drukarniach. Zapytaj swojego dostawcę o tolerancję pasowania. Jeśli nie może podać wartości w mikronach, szukaj dalej.
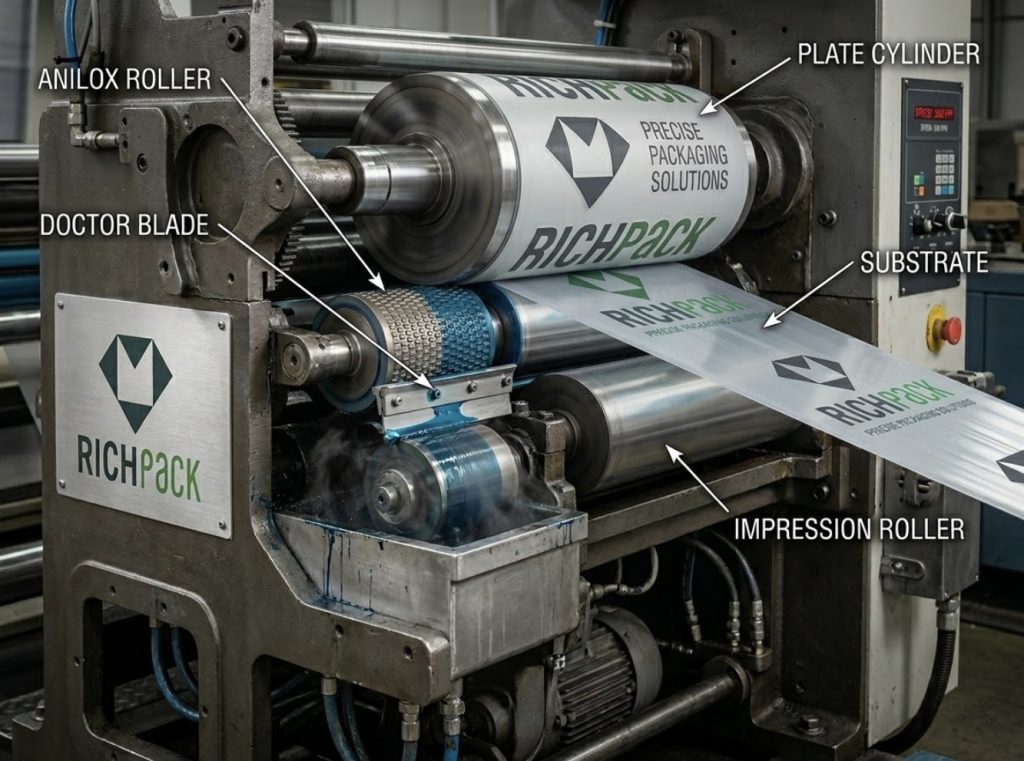
Wałek rastrowy to serce systemu farbowego fleksografii. Słyszy się o nim nieustannie w dyskusjach o fleksografii, i to nie bez powodu: to właśnie on nadaje drukowi fleksograficznemu spójność.
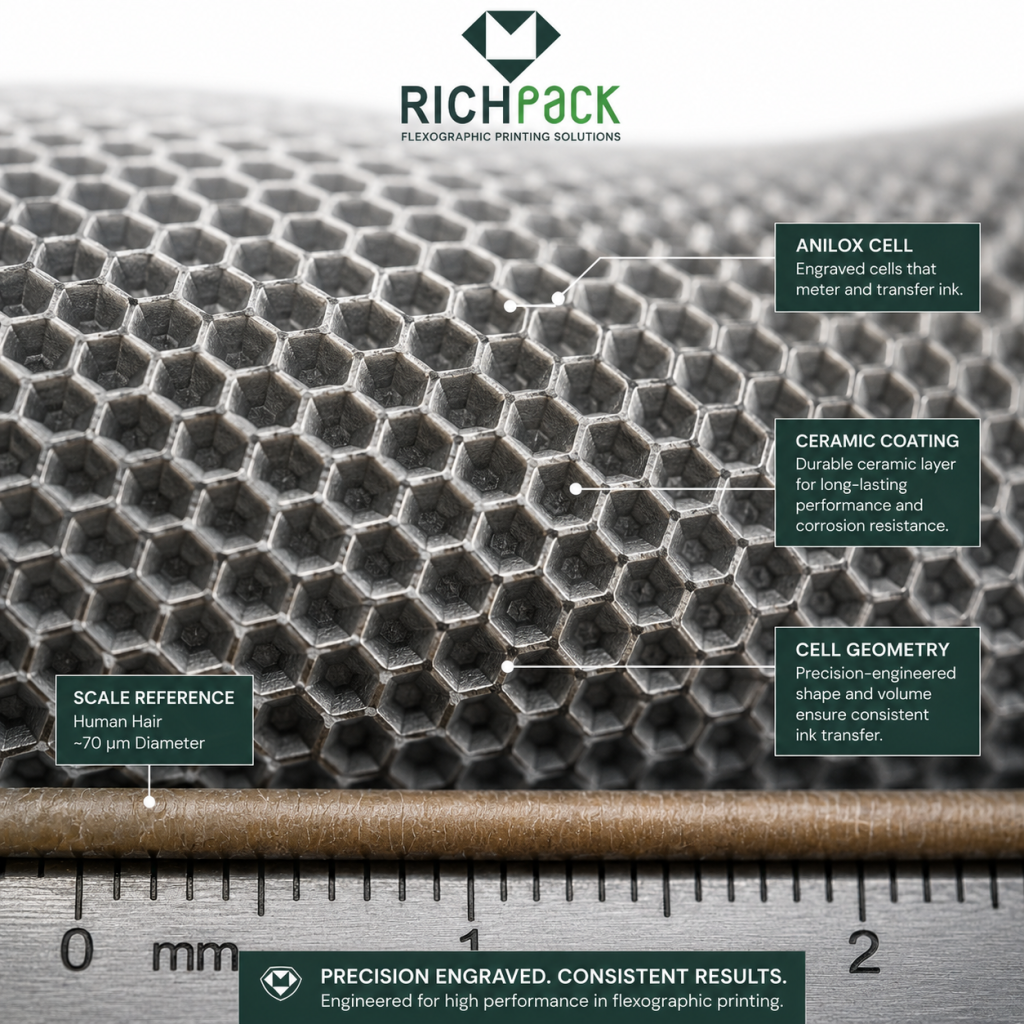
Wałek rastrowy to stalowy lub aluminiowy cylinder z powłoką ceramiczną, na której wygrawerowano miliony mikroskopijnych komórek. Każda komórka zawiera precyzyjną objętość farby. Wałek obraca się częściowo zanurzony w farbie lub pobiera ją za pomocą systemu pompującego. Rakiel szoruje powierzchnię wałka, usuwając wszystko, co znajduje się ponad otworami komórek, dzięki czemu na płytę trafia tylko farba znajdująca się wewnątrz komórek.
Ta funkcja pomiaru sprawia, że fleksografia zapewnia tak równomierne nakładanie farby. W przeciwieństwie do wałka zwilżalnego, który może nakładać nierównomierne warstwy w zależności od lepkości i temperatury, struktura komórek rastrowych zapewnia kontrolowaną grubość warstwy, niezależnie od drobnych wahań farby. Liczba komórek, mierzona w liniach na cal (LPI), określa ilość farby przenoszonej na jeden odbitkę. Wyższy LPI oznacza mniejsze komórki, cieńszą warstwę farby i lepsze odwzorowanie drobnych detali rastrowych.
Różne objętości wałków rastrowych są odpowiednie dla różnych zadań. Wał rastrowy o pojemności 3.0 BCM (miliardów mikronów sześciennych na cal kwadratowy) sprawdza się przy dużym pokryciu farbą stałą. Wał rastrowy o pojemności 1.0 BCM zapewnia jaśniejszą folię, co pozwala na uzyskanie szczegółowych rastrów. Dopasowanie wałka rastrowego do projektu, a nie tylko do podłoża, to decyzja, którą zespół prepressu powinien podjąć świadomie, a nie domyślnie.
Całą pracę wykonują tu dwa cylindry. Cylinder dociskowy trzyma płytę fotopolimerową. Cylinder dociskowy znajduje się naprzeciwko, dociskając do niego podłoże.
Oto, co robi każdy z nich.
Cylinder płyty obraca się z prędkością maszyny drukarskiej. Przenosi płytę, która pobiera farbę z wałka rastrowego i przenosi ją na podłoże. Mocowanie odbywa się za pomocą dwustronnej taśmy klejącej. Uchwyty typu tulejowego, w których cienka tuleja jest nasuwana na trzpień sprężonego powietrza, przyspieszają zmiany prac.
Cylinder dociskowy to powierzchnia przeciwciśnienia. Wypycha farbę z płyty na podłoże. Nacisk docisku jest starannie kalibrowany. Zbyt duży powoduje rozpływanie się farby i kruszenie podłoża. Zbyt mała liczba arkuszy skutkuje niepełnym transferem i nierównomierną gęstością. Prawidłowe wyważenie tej równowagi odróżnia doświadczonego operatora prasy od nowicjusza.
Oba cylindry muszą obracać się prosto na swoich łożyskach. Wibracje lub mimośrodowość w każdym z cylindrów objawiają się zmianami gęstości w całym nakładzie. Operatorzy pras nazywają to „przeciskaniem”, gdy pojawia się ono w postaci poziomych pasów. Przeciskanie prawie zawsze jest spowodowane problemem konserwacyjnym, a nie problemem procesowym.
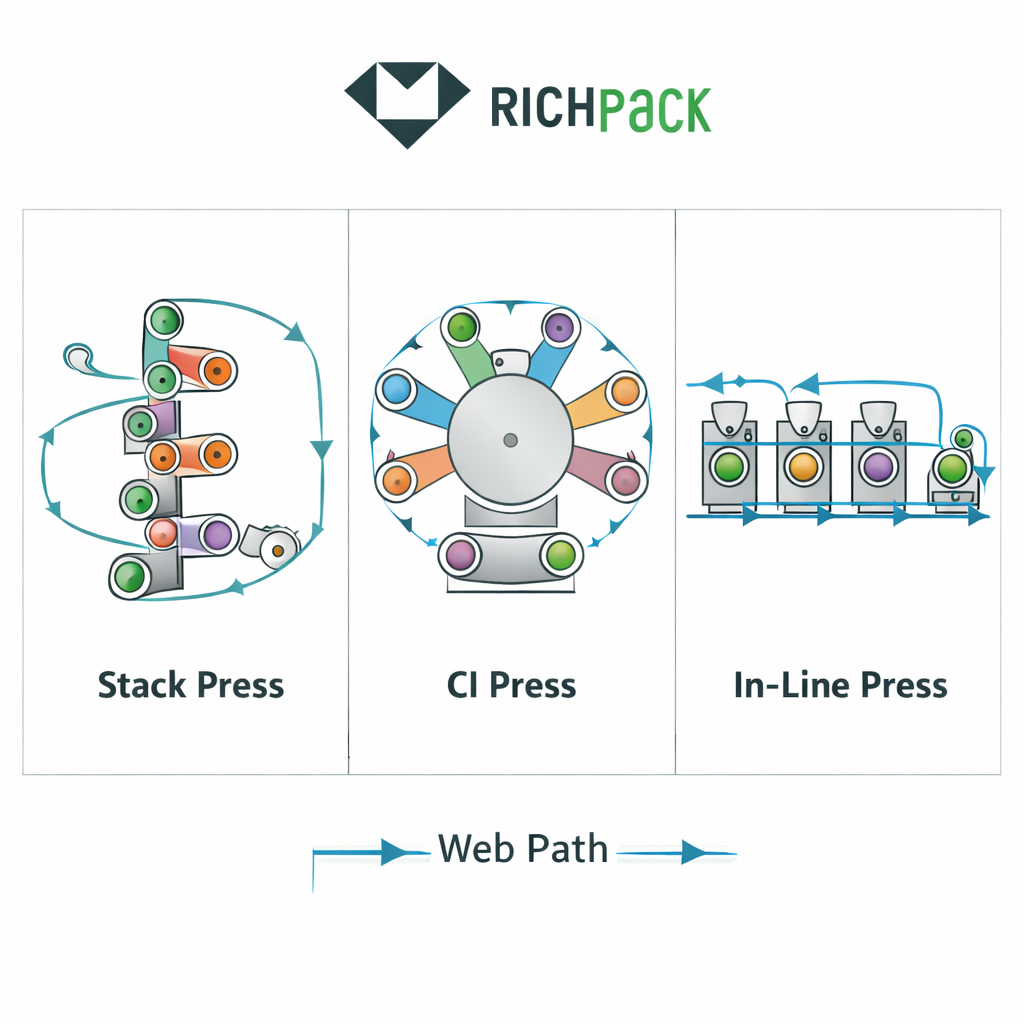
W prasie z centralnym dociskiem (CI) jeden duży cylinder dociskowy znajduje się pośrodku, a wokół niego znajdują się stacje drukujące. Podłoże styka się z tym samym cylindrem na każdej stacji drukującej. Brak kumulacji błędów między stacjami. W prasach sztaplowych i liniowych każda stacja ma własny cylinder dociskowy. Kumulacja błędów pasowania może narastać w całej prasie. Nowoczesne maszyny sterowane serwomechanizmem dobrze sobie z tym radzą, ale warto o tym wiedzieć.

Podłoże trafia do prasy w formie rolki (podawanie z roli) lub pojedynczych arkuszy, w zależności od konfiguracji maszyny. Maszyny z rolowym podawaniem dominują w produkcji opakowań o dużej objętości, ponieważ podawanie z roli umożliwia ciągłą pracę bez przerw w obsłudze arkuszy, jak to ma miejsce w przypadku maszyn offsetowych.
Podłoże przechodzi między cylindrem formowym a cylindrem dociskowym na każdej stacji barwienia. Na pierwszej stacji drukowany jest pierwszy kolor. Następnie podłoże trafia do sekcji suszenia, potem do kolejnej stacji barwienia itd. Sześciokolorowa maszyna drukarska drukuje w kolorach CMYK plus dwa kolory dodatkowe w sześciu kolejnych przejściach z suszeniem pomiędzy każdym przejściem.
Kontrola naprężenia ma tutaj kluczowe znaczenie. Sekcja odwijania wciąga rolkę z podłożem do prasy pod kontrolowanym naprężeniem. Zbyt duże naprężenie powoduje zerwanie wstęgi. Zbyt małe powoduje luz, który powoduje marszczenia, niedopasowanie i wady druku. Doświadczeni operatorzy maszyn drukujących wyrabiają sobie wyczucie regulacji naprężenia dla różnych rodzajów podłoża; 40-kilogramowa rolka folii LDPE zachowuje się zupełnie inaczej niż 20-kilogramowa rolka białego papieru typu kraft.
Urządzenia suszące znajdują się między stanowiskami drukującymi i za stanowiskiem końcowym. Muszą one odparować wystarczającą ilość rozpuszczalnika farby pomiędzy nakładaniem kolejnych warstw, aby zapobiec interferencji międzywarstwowej, gdzie kolejny kolor nakłada się na wciąż lepki tusz.
Suszarki na gorące powietrze, suszarki na podczerwień i lampy UV są dostosowane do różnych składów chemicznych tuszy i rodzajów podłoży. Tusze na bazie wody schną głównie poprzez parowanie, więc gorące powietrze sprawdza się doskonale. Tusze na bazie rozpuszczalników również wykorzystują parowanie. Tusze UV i EB wymagają utwardzania promieniowaniem, a nie ciepłem, dzięki czemu nadają się do podłoży wrażliwych na ciepło.
Po ostatnim etapie koloryzacji i suszenia, podłoże opuszcza prasę i przechodzi do wykańczania. Cięcie wzdłużne tnie szerokie rolki na węższe szerokości. Wykrawanie tnie pojedyncze wykroje opakowań z arkusza ciągłego. Składanie, klejenie, laminowanie i powlekanie odbywa się w linii na nowoczesnych prasach lub na oddzielnych urządzeniach wykańczających. Każdy etap wykańczania wydłuża czas i zwiększa koszty przetwarzania, co wpływa na całkowitą cenę jednostkową.

Nie musisz być operatorem maszyny drukarskiej, aby kupić opakowanie zadrukowane fleksograficznie, ale musisz znać podstawowe elementy mechaniczne. Konkretna konfiguracja tych części, liczba komórek rastrowych, materiał płyty, system suszenia i typ maszyny drukarskiej, decyduje o wyglądzie gotowego opakowania i jego koszcie.
Wałek rastrowy to metalowy cylinder z ceramiczną powierzchnią, na której wygrawerowano miliony maleńkich komórek. Pobiera farbę, precyzyjnie odmierza jej objętość za pomocą rakla i przenosi ją na płytę fotopolimerową. Każdy aspekt tego wałka, od geometrii komórek, przez kąt grawerowania, po natężenie przepływu, wpływa na spójność transferu farby, a ostatecznie na jakość wydruku.
Nowoczesne wałki rastrowe wykorzystują grawerowanie laserowe w celu zapewnienia spójności komórek. Trzy główne kąty grawerowania to 30, 45 i 60 stopni względem osi wałka. Kąt 60 stopni stał się standardem branżowym, ponieważ zapewnia najbardziej równomierne opróżnianie komórek podczas transferu, redukując efekt mory w druku rastrowym.
Objętość komórki jest mierzona w BCM. Wałek 4.0 BCM zapewnia mocne pokrycie farbą w obszarach pełnych. Wałek 1.5 BCM zapewnia mniejsze pokrycie w przypadku prac wymagających większej szczegółowości. Drukarka powinna dopasować specyfikację wałka rastrowego do wymagań zadania, a nie używać tego, który jest aktualnie zamontowany w maszynie.
Płyta fotopolimerowa to elastyczny nośnik obrazu, który utrzymuje Twoje dzieło w wypukłym reliefie. Materiał i jakość obróbki bezpośrednio wpływają na ostrość i spójność końcowego wydruku.
DuPont Cyrel, Kodak Flexcel NX i XSYS Nyloflex to wiodące marki płyt w komercyjnym druku fleksograficznym. Każda z nich wykorzystuje nieco inną chemię fotopolimerów i metody przetwarzania. Wszystkie produkują płyty o liniaturze rastra od 120 lpi dla grubych apli na papierze typu kraft do ponad 200 lpi dla wysokiej jakości rastrów na podłożach powlekanych.
Grubość płyty ma znaczenie przy konfiguracji maszyny drukarskiej. Standardowe grubości to 0.067 cala, 0.100 cala i 0.125 cala. Cieńsze płyty łatwiej się wyginają wokół cylindrów o małej średnicy, co ma znaczenie w przypadku prac o małej powtarzalności. Grubsze płyty zapewniają większą trwałość w przypadku długich serii druku.
Metoda obróbki wpływa na jakość płyty i wpływ na środowisko. Wymywanie rozpuszczalnikiem powoduje uwalnianie odpadów chemicznych. Wymywanie wodą jest czystsze. Sucha obróbka termiczna eliminuje chemikalia wymywające. Oceniając dostawców, zapytaj o ich metodę obróbki płyt. Ma ona wpływ zarówno na zgodność z przepisami dotyczącymi ochrony środowiska, jak i na spójność płyty.

Cylinder płytowy to precyzyjnie obrobiony stalowy cylinder zaprojektowany do bezpiecznego trzymania płyty fotopolimerowej podczas obracania się z dużą prędkością. Montaż polega na nałożeniu dwustronnej taśmy klejącej na powierzchnię cylindra, a następnie nawinięciu płyty i dociśnięciu jej. Uchwyty płyt typu tulejowego, w których cienka tuleja jest nasuwana na trzpień sprężonego powietrza, umożliwiają szybszą zmianę prac niż w przypadku montażu z cylindrem integralnym.
Cylinder dociskowy to gładka powierzchnia przeciwciśnieniowa. Zapewnia on mechaniczne podparcie i nacisk, który przepycha farbę z płyty na podłoże. Twardość cylindra dociskowego i stan powierzchni wpływają na jakość wydruku. Zużyty lub uszkodzony cylinder dociskowy powoduje wahania nacisku na całej szerokości wydruku.
Oba cylindry muszą być idealnie cylindryczne, wyważone i obracać się prosto w swoich łożyskach. Drgania lub mimośrodowość w każdym z cylindrów przekładają się na wahania gęstości farby w całym druku, nazywane „barringiem”, gdy pojawiają się na wydruku w postaci poziomych pasów. Barring to jedna z najczęstszych i najłatwiejszych do uniknięcia wad druku; prawie zawsze wynika ona z problemu konserwacyjnego, a nie z procesu.
Rakiel to cienka metalowa lub polimerowa listwa, która dociska powierzchnię wałka rastrowego, aby zeskrobać nadmiar farby. Jest to jeden z najbardziej wymagających konserwacyjnie elementów w całej maszynie.
Istnieją dwa systemy rakla. Tradycyjny system z jednym rakla wykorzystuje jedno rakla, które zarówno odmierza, jak i uszczelnia farbę z kadzi. System rakla z zamkniętą komorą, obecnie standard w wysokiej jakości maszynach szerokowstęgowych, uszczelnia wałek rastrowy w komorze ciśnieniowej za pomocą dwóch rakla: rakla ograniczającego na wlocie i rakla dozującego na wylocie. System komorowy zapewnia doskonałą kontrolę lepkości (farba jest mniej narażona na kontakt z powietrzem), mniejsze straty farby i wyższe prędkości druku.
Tępe lub uszkodzone rakle powodują powstawanie smug, zabrudzeń farbą i zarysowań na powierzchni rakla. W środowiskach produkcyjnych o dużej wydajności, rakle są regularnie sprawdzane i wymieniane, a nie tylko wtedy, gdy pojawi się problem. Częstotliwość wymiany rakli u dostawcy jest dyskretnym wskaźnikiem jego kultury konserwacji. Jeśli nie może on podać harmonogramu wymiany rakli, to sygnał ostrzegawczy.
Urządzenia suszące znajdują się między stanowiskami nakładania kolorów i za stanowiskiem końcowym. Muszą one odparować wystarczającą ilość rozpuszczalnika pomiędzy nakładaniem kolorów, aby zapobiec interferencji międzywarstwowej, gdzie kolejny kolor nakłada się na wciąż lepki tusz.
Suszarki na gorące powietrze są najpopularniejsze. Wykorzystują one kierunkowe noże powietrzne na powierzchni podłoża, odciągając opary rozpuszczalnika od ścieżki podłoża. Wydajność suszarki bezpośrednio wpływa na prędkość maszyny drukarskiej. Jeśli suszenie nie nadąża za prędkością druku, maszyna musi zwolnić, aby utrzymać jakość. Jest to jedno z najczęściej pomijanych ograniczeń w harmonogramowaniu produkcji: maszyna drukująca z prędkością 800 m/min przy użyciu farby na bazie wody może zmniejszyć prędkość do 400 m/min przy większym pokryciu farbą.
Lampy utwardzające UV stają się coraz powszechniejsze, zwłaszcza w związku z rosnącą popularnością farb UV i EB. Lampy UV utwardzają farbę natychmiastowo poprzez polimeryzację fotoinicjatorów w farbie, a nie poprzez odparowywanie rozpuszczalnika. Eliminuje to problem emisji rozpuszczalnika i umożliwia szybszą pracę maszyn drukujących na podłożach wrażliwych na ciepło. Wadą są wyższe koszty materiałów eksploatacyjnych i konieczność stosowania formulacji fotoinicjatorów dopuszczonych do kontaktu z żywnością w zastosowaniach związanych z opakowaniami żywności.
Nie wszystkie maszyny fleksograficzne są takie same. Konfiguracja maszyny wpływa na szerokość druku, prędkość, stabilność pasowania, kompatybilność z podłożem i dostępne możliwości wykończenia. Dopasowanie typu maszyny do wymagań zlecenia to decyzja, którą dostawca powinien podjąć wspólnie z Tobą, a nie za Ciebie.
Prasy piętrowe ustawiają zespoły drukujące w pionowym stosie, z pokładami ułożonymi jeden na drugim na wspólnej podstawie. Obie strony podłoża można zadrukować w jednym przejściu, co jest przydatne w przypadku produktów takich jak wielowarstwowe torby papierowe, które wymagają jednoczesnego zadruku na powierzchni wewnętrznej i zewnętrznej.
Kompromisem jest to, że oszczędność miejsca odbywa się kosztem stabilności pasowania. Każdy zespół ma własny cylinder dociskowy, a kumulacja błędów pasowania może narastać w całej maszynie. Prasy piętrowe są nadal szeroko stosowane, szczególnie w przypadku węższych wstęg oraz w prostszych zastosowaniach, w których kolor ma mniejsze znaczenie.
W maszynie CI wszystkie stacje drukujące są rozmieszczone wokół jednego, dużego cylindra dociskowego, umieszczonego centralnie w maszynie. Podłoże styka się z tym samym cylindrem dociskowym dla każdej stacji drukującej, co oznacza, że nie może ono wprowadzać niezależnych zmian pasowania między stacjami.
To najbardziej stabilna konfiguracja maszyny fleksograficznej dostępna na rynku. Maszyny CI doskonale sprawdzają się w druku z wąskim pasowaniem, rastrowym, drobnym tekście i złożonych projektach wielokolorowych. Lepiej radzą sobie również z podłożami elastycznymi lub wrażliwymi na naprężenie niż projekty piętrowe. Marki z projektami opakowań, w których kolor ma kluczowe znaczenie, często decydują się na produkcję na maszynach CI.
Główną wadą jest to, że duży centralny cylinder dociskowy ogranicza szerokość zadruku maszyny, przez co maszyny CI są najczęściej stosowane w przypadku szerokości wstęgi od wąskiej do średniej, do około 26 cali (66 cm). Maszyny CI do druku szerokowstęgowego istnieją, ale są specjalistyczne i drogie.
W maszynach liniowych zespoły drukujące są ustawione w linii poziomej, a każdy zespół ma własny cylinder dociskowy. Obsługa podłoża jest prostsza niż w maszynach liniowych, a konfiguracja liniowa ułatwia dostęp do poszczególnych stanowisk w celu wymiany płyt i konserwacji.
Maszyny liniowe radzą sobie lepiej z cięższymi i sztywniejszymi podłożami niż maszyny CI, co czyni je popularnymi w druku na tekturze falistej i innych grubych podłożach. Wadą jest kumulacja błędów pasowania na wielu cylindrach dociskowych, choć nowoczesne maszyny liniowe sterowane serwomechanizmem radzą sobie z tym dobrze.
Maszyny szerokowstęgowe obsługują podłoża rolkowe o szerokości od około 21 do 80 cali. Są one przeznaczone do produkcji opakowań elastycznych o dużej objętości: rolek folii do torebek na przekąski, torebek stojących, rękawów termokurczliwych i innych opakowań szerokoformatowych.
Maszyny szerokowstęgowe mogą pracować z ekstremalnie dużą prędkością i często obejmują wykańczanie w linii: powlekanie, laminowanie, cięcie wzdłużne i wykrawanie w jednym przejściu. Koszty inwestycyjne maszyny fleksograficznej szerokowstęgowej są znaczne, dlatego zakłady korzystające z tych maszyn są zoptymalizowane pod kątem wydajności. Czas przezbrojenia maszyn szerokowstęgowych ma znaczenie; nie drukujesz 500 arkuszy na maszynie szerokowstęgowej.
Maszyny wąskowstęgowe obsługują wstęgę o szerokości do około 20 cali (51 cm), pierwotnie opracowane do druku etykiet. Obecnie rozszerzyły swoją działalność o produkcję elastycznych opakowań krótkoseryjnych: torebek, saszetek, opakowań na porcje i opakowań na butelki.
Węższy format zmniejsza koszty przygotowania do druku na zlecenie i sprawia, że maszyny do druku wąskowstęgowego są praktyczne w przypadku tysięcy, a nie milionów jednostek magazynowych.
Tutaj rozmowa o materiałach staje się praktyczna. Zrozumienie związku między typem maszyny drukarskiej a możliwościami podłoża pozwala przestać snuć domysły na temat tego, co jest, a co nie jest możliwe. Hybrydowa maszyna wąskowstęgowa pracująca w zakładzie produkującym etykiety farmaceutyczne może drukować zmienne numery partii w trybie liniowym z sześciokolorowym obrazem fleksograficznym. Ta sama konfiguracja maszyny drukarskiej obsługuje folie termokurczliwe na butelkach wina i folie blistrowe do leków dostępnych bez recepty. Takiego zakresu zastosowań nie ma żadna inna technologia druku w tym przedziale cenowym.
Maszyny hybrydowe łączą ekonomiczność i wszechstronność podłoży fleksograficznych z elastycznością cyfrowego druku atramentowego. Jedna lub więcej głowic atramentowych drukuje zmienne dane lub dodaje cyfrowe zdobienia, podczas gdy zespoły fleksograficzne obsługują obraz bazowy i kolory dodatkowe. Rezultatem jest połączenie zalet obu rozwiązań dla marek, które potrzebują zarówno ekonomicznego nakładu, jak i możliwości personalizacji SKU.
Implikacja dla modelu biznesowego jest znacząca. Hybrydowa maszyna drukarska może konkurować na rynku wielokolorowych prac fleksograficznych, a jednocześnie przetwarzać krótkie serie i dużą różnorodność, których tradycyjne maszyny fleksograficzne nie są w stanie osiągnąć z zyskiem. Jeśli Twoja marka posiada wiele jednostek magazynowych (SKU), które mają ten sam podstawowy projekt, ale wymagają indywidualnych kodów kreskowych, numerów partii lub regionalnych wariantów językowych, warto poważnie rozważyć maszynę hybrydową.
Branża śledzenia produktów farmaceutycznych i żywności to obszar, w którym maszyny hybrydowe rozwijają się najszybciej – przepisy UE dotyczące śledzenia i monitorowania oraz wymogi FDA w USA nakazują kodowanie pojedynczych jednostek na opakowaniach. Sama fleksografia nie jest w stanie tego zrobić efektywnie. Sama technologia cyfrowa jest zbyt kosztowna w przypadku druku podstawowego. Hybryda rozwiązuje oba problemy w jednym przejściu.
To właśnie w tym obszarze druk fleksograficzny naprawdę wyróżnia się na tle innych metod i to właśnie o ten obszar najczęściej jesteśmy pytani jako dostawcy opakowań. Jeśli kiedykolwiek zastanawiałeś się, czy Twój konkretny substrat sprawdzi się w druku fleksograficznym, odpowiedź brzmi prawie na pewno: tak, z pewnymi zastrzeżeniami.
W maszynach fleksograficznych rutynowo przetwarza się niepowlekany papier kraft, tekturę powlekaną, tekturę linerową i tekturę falistą. Chłonność podłoża papierowego wpływa na czas schnięcia farby i przyrost punktu rastrowego, dlatego zespół prepressu w drukarni odpowiednio dostosowuje skład farby i dobór wałków rastrowych.
Tektura powlekana, stosowana w opakowaniach detalicznych, kosmetykach i pudełkach na żywność, zapewnia najwyższą jakość druku fleksograficznego, ponieważ powlekana powierzchnia kontroluje rozprowadzanie farby. Niepowlekany papier typu kraft zapewnia bardziej rustykalny, teksturowany druk, który dobrze sprawdza się w przypadku marek produktów rzemieślniczych i naturalnych. Podłoża faliste wymagają specjalnych ustawień matrycy i nacisku, ponieważ pofalowana powierzchnia tworzy nieregularne kształty.
Fleksografia jest dominującą metodą druku opakowań elastycznych, a powodem tego są folie z tworzyw sztucznych. Folie LDPE, HDPE, polipropylenowe (PP), BOPP, PET i nylonowe z powodzeniem drukują się na maszynach fleksograficznych przy odpowiednim doborze farb.
Kluczowym warunkiem jest to, że folie plastikowe są nieporowate. Przyleganie farby wymaga obróbki powierzchniowej, zazwyczaj koronowej lub płomieniowej, nałożonej na folię przed jej wprowadzeniem do maszyny drukarskiej. Obróbka ta podnosi energię powierzchniową podłoża powyżej progu mierzonego w dynach na centymetr, umożliwiając prawidłowe wiązanie farby. Jeśli kiedykolwiek zdarzyło Ci się zetrzeć farbę z plastikowej torby, prawdopodobną przyczyną była nieodpowiednia obróbka powierzchni, a nie problem z farbą czy płytą drukową, a problem z energią powierzchniową.
Laminaty, czyli struktury wielowarstwowe łączące folię, papier i/lub folię aluminiową, wymagają osobnych rozwiązań. Kompatybilność klejowa między farbą drukarską, klejem do laminowania i podłożem wielowarstwowym musi zostać zweryfikowana. Laminaty do pakowania żywności podlegają przepisowym badaniom migracji, co oznacza, że dostawca musi przeprowadzić kontrolę kompatybilności materiałowej przed rozpoczęciem produkcji. Nie jest to opcjonalne w przypadku zastosowań do kontaktu z żywnością; jest to wymóg prawny.
Folia aluminiowa i folie metalizowane dobrze drukują się w druku fleksograficznym, gdy powierzchnia podłoża jest odpowiednio przygotowana. Materiały te są powszechnie stosowane w opakowaniach żywności premium, foliach typu blister dla farmaceutyków oraz w zastosowaniach dekoracyjnych.
Problemem w przypadku podłoży foliowych jest wrażliwość termiczna. Jeśli drukarka suszy gorącym powietrzem w wysokich temperaturach, folia może się odkształcić. Systemy utwardzania UV dobrze radzą sobie z podłożami foliowymi, ponieważ utwardzają się bez użycia ciepła. Przed zamówieniem druku foliowego należy sprawdzić konfigurację suszarki u dostawcy.
Farby fleksograficzne na bazie wody są najbardziej przyjazne dla środowiska. Odparowują one wodę poprzez suszenie termiczne, pozostawiając na podłożu stałą warstwę farby. Opakowania żywności na produkty suche, tektura falista i torby papierowe powszechnie wykorzystują farby na bazie wody.
Ograniczeniem wydajności jest to, że tusze wodne schną wolniej na podłożach nieporowatych i mogą być bardziej wrażliwe na reaktywację wilgoci w wilgotnym środowisku. Jeśli opakowanie będzie przechowywane w niskich lub wilgotnych warunkach, przed produkcją należy przetestować działanie tuszu w tych warunkach.
Farby fleksograficzne na bazie rozpuszczalników wykorzystują rozpuszczalniki organiczne jako nośnik. Utwardzają się one poprzez parowanie i dobrze przylegają do nieobrobionych folii z tworzyw sztucznych bez dodatkowej obróbki powierzchni. Sam rozpuszczalnik modyfikuje powierzchnię podłoża podczas parowania.
Te tusze charakteryzują się wysoką odpornością chemiczną, dzięki czemu nadają się do opakowań przemysłowych i zastosowań, w których powierzchnia zadruku będzie narażona na działanie rozpuszczalników, olejów lub czynników atmosferycznych. Kompromisem są kwestie środowiskowe i regulacyjne. Emisja rozpuszczalników z drukarni wymaga systemów odzysku lub redukcji oparów, a receptury podlegają coraz większej presji regulacyjnej. W wielu regionach wprowadzono limity emisji lotnych związków organicznych (LZO), co skłania drukarnie do wybierania alternatywnych rozwiązań na bazie wody i UV.
Farby fleksograficzne UV utwardzają się poprzez reakcję fotochemiczną, a nie przez parowanie. Lampa UV na każdym stanowisku druku natychmiast polimeryzuje farbę w momencie jej nałożenia. Brak parującego rozpuszczalnika oznacza brak emisji i brak czasu schnięcia. Podłoża opuszczają maszynę w pełni utwardzone, gotowe do natychmiastowego wykończenia.
Atramenty UV działają na niemal każdym podłożu: papierze, folii aluminiowej i laminacie, bez konieczności modyfikacji receptury. Ta wszechstronność to jeden z powodów, dla których technologia fleksografii UV tak szybko się rozwinęła, szczególnie w zastosowaniach etykiet wąskowstęgowych i opakowań elastycznych.
Kwalifikacja polega na tym, że tusze UV wymagają fotoinicjatorów do zainicjowania reakcji utwardzania. Niektóre fotoinicjatory podlegają przepisom dotyczącym migracji opakowań żywności. W przypadku opakowań przeznaczonych do kontaktu z żywnością dostawca musi stosować zgodny z przepisami system tuszów UV i być w stanie dostarczyć dokumentację regulacyjną.
Poniżej przedstawiamy praktyczne wskazówki, które wykorzystujemy podczas współpracy z klientami przy wyborze podłoży do druku fleksograficznego.
Najpierw określ warunki użytkowania. Czy opakowanie będzie przechowywane w temperaturze pokojowej, w lodówce czy zamrożone? Czy podczas użytkowania będzie narażone na wilgoć, oleje lub promieniowanie UV? Te warunki szybko zawężają wybór podłoża i kombinacji farb.
Po drugie, sprawdź możliwości swojego dostawcy w zakresie obróbki powierzchni. Jeśli specyfikujesz folię plastikową, warsztat musi stosować obróbkę koronową lub płomieniową na prasie lub w ramach procesu przygotowania do druku. Zapytaj o proces weryfikacji obróbki. Dobry warsztat mierzy i rejestruje energię powierzchniową przy każdym zleceniu. Jeśli nie może przedstawić dziennika pomiarów, oznacza to lukę w kontroli jakości.
Po trzecie, przed rozpoczęciem produkcji należy zamówić próbki materiału. Krótki nakład na rzeczywistym podłożu i w rzeczywistej palecie kolorów powie Ci więcej niż jakakolwiek specyfikacja techniczna. Mieliśmy klientów, którzy odkryli problemy z przyrostem punktu rastrowego, brakiem przyczepności i przesunięciem kolorów dopiero po obejrzeniu fizycznej próbki. Wykrycie tych problemów w próbce 500 sztuk kosztuje ułamek tego, co wykrycie ich po produkcji 50 000 sztuk.
Powodem, dla którego technologia fleksograficzna utrzymała i rozwinęła swoją dominującą pozycję na rynku druku opakowań, pomimo konkurencji ze strony druku cyfrowego i innych metod, jest zestaw konkretnych zalet, które mają największe znaczenie przy druku na dużą skalę.
Maszyna fleksograficzna pracująca z prędkością 240 metrów na minutę produkuje około 2400 metrów liniowych w cyklu 10-minutowym. Dla marki zamawiającej 100 000 sztuk toreb o wymiarach 15x20 cm, nakład ten zajmuje mniej niż dwie godziny. Żadna inna komercyjna metoda druku nie zapewnia takiej wydajności w przypadku podłoży opakowaniowych.
Ta prędkość przekłada się bezpośrednio na koszty. Koszty pracy na jednostkę są minimalizowane, gdy operator prasy nadzoruje maszynę pracującą z pełną prędkością, produkującą dziesiątki tysięcy jednostek na godzinę. Stały koszt montażu płyt, konfiguracji prasy i narządzania rozkłada się na większą liczbę jednostek.
Jak szczegółowo opisano w sekcji poświęconej materiałom, fleksografia drukuje na papierze, folii, laminatach, tekturze falistej i podłożach kompozytowych bez konieczności gruntownego przezbrajania. Zakład z odpowiednią konfiguracją maszyny drukarskiej może zadrukować torbę papierową, stojącą torebkę BOPP i opakowanie z laminatu foliowego w tym samym zakładzie, stosując ten sam proces fleksograficzny.
Ta elastyczność przynosi korzyści markom, które potrzebują opakowań wielopodłożowych. Możesz skonsolidować bazę dostawców, uprościć logistykę i polegać na spójnej jakości druku w różnych formatach opakowań.
Dla marek współpracujących z RichPack w zakresie programów pakowania niestandardowego, ta wszechstronność oznacza, że możemy zarekomendować odpowiednią metodę druku dla każdego produktu w Państwa ofercie, bez konieczności zarządzania relacjami z wieloma dostawcami. Marka biżuterii wysyłająca produkty w sztywnych pudełkach, aksamitnych woreczkach i zadrukowanych opakowaniach na chusteczki może scentralizować wszystkie trzy programy druku z jednym partnerem obsługującym technologię fleksograficzną.
Koszt płyty na kolor dla fleksografii wynosi zazwyczaj od 200 do 600, w zależności od rozmiaru płyty i metody przetwarzania. Koszt płyty do druku offsetowego jest porównywalny, ale offset wymaga znacznie droższych materiałów eksploatacyjnych i większego nakładu pracy operatora maszyny.
Fotopolimerowe płyty fleksograficzne są trwałe. Dobrze utrzymana płyta, przy dużym nakładzie druku, może wyprodukować ponad 500 000 odbitek przed wymianą. Przy amortyzacji kosztu płyty w przeliczeniu na 500 000 sztuk, koszt jednostkowy płyty jest znikomy.
Druk cyfrowy w ogóle nie wymaga płyt, ale koszt jednostkowy tuszu lub tonera w druku cyfrowym jest znacznie wyższy niż w druku fleksograficznym w przypadku dużych nakładów. Punkt, w którym fleksografia staje się tańsza od druku cyfrowego, różni się w zależności od złożoności zadania i podłoża, ale z naszego doświadczenia wynika, że zazwyczaj mieści się on w przedziale od 5,000 do 20 000 jednostek, w zależności od konfiguracji.
Nowoczesna technologia fleksograficzna z odpowiednio dobranymi parametrami aniloksów i prawidłową kompensacją przyrostu punktu rastrowego w prepressie zapewnia jakość kolorów dorównującą offsetowi na większości podłoży opakowaniowych. System pomiaru tuszu w aniloksach o pełnej szerokości zapewnia równomierną gęstość na całej szerokości druku, eliminując wahania gęstości, które mogą występować na krawędziach arkuszowych wydruków offsetowych.
Szerokogamutowe zestawy atramentów i rozszerzona gama kolorów jeszcze bardziej rozwinęły technologię fleksografii. Marki stosujące opakowania, w których kolor ma kluczowe znaczenie dla marki, przeszły z dopasowywania kolorów spotowych na druk metodą ECG, zmniejszając liczbę potrzebnych płyt i upraszczając konfigurację maszyn drukujących.
Farby fleksograficzne na bazie wody i UV spełniają wymagania FDA dotyczące kontaktu z żywnością, jeśli są prawidłowo opracowane i przetworzone. Szybkie schnięcie farby oznacza, że podłoże wychodzi z maszyny i jest gotowe do natychmiastowego nawinięcia lub ułożenia w stosy bez efektu odbarwienia, gdzie farba z jednej zadrukowanej powierzchni przenosi się na spód rolki znajdującej się nad nią.
W przypadku marek spożywczych jest to czynnik wpływający na niezawodność łańcucha dostaw. Dostawca z dobrze utrzymanymi systemami suszenia, odpowiednią dokumentacją dotyczącą kontaktu farby z żywnością oraz praktykami czystości w drukarni zmniejsza ryzyko związane z nieprzestrzeganiem przepisów.
Zrównoważony rozwój druku fleksograficznego stale się poprawia. Farby fleksograficzne na bazie wody dominują obecnie w zastosowaniach opakowań papierowych. Farby UV eliminują emisję rozpuszczalników. Nowe biodegradowalne podłoża foliowe, PLA i folie celulozowe, są obecnie walidowane pod kątem kompatybilności z maszynami fleksograficznymi. Kilku głównych producentów maszyn fleksograficznych oferuje obecnie maszyny z systemami suszenia z odzyskiem energii, które znacząco zmniejszają zużycie energii na jednostkę produkcji.
W przypadku marek, które udokumentowano zaangażowanie w zrównoważony rozwój, możliwość stosowania przez druk fleksograficzny tektury pochodzącej z recyklingu, folii biopochodnych i systemów farb o niskiej zawartości lotnych związków organicznych (LZO) zapewnia weryfikowalne dane dotyczące ochrony środowiska w przypadku opakowań.
Konkretne certyfikaty, o które powinieneś zapytać swojego dostawcę:
Zapytaj swojego dostawcę o numer certyfikatu i datę ważności, a nie tylko o ogólne oświadczenie. Dostawca z autentycznym certyfikatem zewnętrznym będzie miał tę dokumentację natychmiast dostępną. Dostawca, który waha się lub oferuje jedynie broszurę marketingową, składa oświadczenia ekologiczne bez weryfikacji.
Jeśli rozważasz ekologiczne opcje opakowań, nasze ekologiczne rozwiązania w zakresie opakowań strona opisuje kombinacje podłoży i tuszów zgodne z różnymi standardami zrównoważonego rozwoju.
Oto punkt, który często zaskakuje menedżerów marek: fleksografia nie jest już zarezerwowana wyłącznie dla opakowań towarów. Luksusowe pudełka na zegarki, ekskluzywne kosmetyczki i ekskluzywne pudełka do prezentacji biżuterii coraz częściej wykorzystują druk fleksograficzny do nakładek graficznych, nadruków wewnętrznych i elementów brandingowych.
Powody są praktyczne. Asortyment podłoży jest zgodny z paletą materiałów opakowaniowych klasy premium. Efektywność kosztowa przy produkcji seryjnej sprawia, że wysoka jakość druku jest przystępna cenowo. Konfiguracje maszyn drukujących, obejmujące powlekanie, tłoczenie i foliowanie w linii, pozwalają na uzyskanie wykończeń, które wcześniej wymagały oddzielnych operacji, w jednym przejściu maszyny.
Gdy RichPack współpracuje z markami jubilerskimi w zakresie niestandardowych opakowań, fleksografia jest niemal zawsze częścią rozwiązania drukującego, stanowiąc podstawową metodę druku lub bazową warstwę obrazu do późniejszego specjalistycznego wykończenia.

Wybór metody druku oznacza zrozumienie kompromisu. Oto porównanie, którego potrzebuje większość kupujących.
Poniżej znajduje się kompleksowa tabela porównawcza szczegółowo przedstawiająca druk fleksograficzny, offsetowy, cyfrowy i rotograwiurowy w sześciu wymiarach: zakres podłoży, prędkość, jakość kolorów, koszt jednostkowy w zależności od wielkości nakładu, złożoność konfiguracji i typowe zastosowania.
| Wymiary | Fleksograficzny | Offset litograficzny | Cyfrowy | Rotograwiura |
| Zakres podłoża | Papier, folia, laminat, tektura falista | Papier powlekany, głównie tektura | Papier, trochę filmu (w zależności od prasy) | Głównie folia, folia aluminiowa i laminat |
| Prędkość | 600–2,000 stóp/min | 300–1,500 stóp/min | 100–600 stóp/min | 300–2,500 stóp/min |
| Jakość koloru | Wysoki; konkurenci kompensują na podłożach opakowaniowych | Bardzo wysoki na papierze powlekanym | Dobrze; szybko się poprawia | Bardzo wysoka dla drobnych szczegółów |
| Koszt jednostkowy, duża seria | Niski | Niski | Wysoki | Bardzo niski przy bardzo dużej głośności |
| Koszt jednostkowy, mała seria | Średni | Wysoki | Niski | Bardzo wysoka |
| Złożoność konfiguracji | Medium (płyty, rejestracja) | Średnie (płyty, koce, nawilżanie) | Niski (bez talerzy) | Wysoki (grawerowanie cylindryczne) |
| Zmienne dane | Ograniczona (dodatkowy koszt) | żaden | Możliwości natywne | żaden |
| Najlepszy dla | Opakowania elastyczne o dużej objętości | Prace na papierze powlekanym o dużej objętości | Krótkie serie, personalizacja | Długoterminowa folia/folia premium |
Litografia offsetowa od dziesięcioleci wyznacza standardy jakości druku na papierze płaskim. Jakość obrazu na papierze powlekanym jest wyjątkowa, a doświadczeni operatorzy maszyn offsetowych potrafią uzyskać niezwykle spójne kolory.
Kompromisy dla nabywców opakowań wynikają z faktu, że offset ogranicza się głównie do papieru powlekanego i tektury. Nie można nim drukować na folii plastikowej, folii aluminiowej ani większości laminatów bez specjalistycznych i kosztownych adaptacji. Druk offsetowy wymaga również systemów nawilżania, wałków farbowych i obciągów, co generuje koszty materiałów eksploatacyjnych i zwiększa złożoność konserwacji.
Dla marek, których asortyment opakowań składa się głównie z pudełek z tektury powlekanej, offset może być właściwym wyborem. Dla marek oferujących elastyczne opakowania: torby, woreczki, rękawy, produkty pakowane w folię, fleksografia jest praktycznym wyborem.
Druk cyfrowy eliminuje konieczność przygotowywania płyt drukarskich. Pliki trafiają bezpośrednio z cyfrowego front-endu do maszyny drukarskiej, bez kliszy, płyt drukarskich i narządzania. To sprawia, że druk cyfrowy jest bezkonkurencyjny w przypadku bardzo krótkich serii i prac wymagających zmiennych danych.
Różnica kosztów między drukiem fleksograficznym a cyfrowym różni się w zależności od zlecenia. Ogólnie rzecz biorąc, druk cyfrowy staje się bardziej ekonomiczny poniżej 5,000 jednostek, w zależności od rozmiaru i złożoności. Powyżej 20 000 jednostek, fleksografia zazwyczaj wygrywa w przeliczeniu na jednostkę. W przypadku 5,000–20 000 jednostek, porównanie zależy od dostępności konkretnej maszyny drukującej, wymagań dotyczących podłoża i złożoności kolorów.
Jakość druku cyfrowego uległa znacznej poprawie. W przypadku większości zastosowań opakowaniowych różnica w jakości między drukiem cyfrowym a fleksograficznym nie jest już znacząca wizualnie. Pozostałe zalety druku fleksograficznego to niższy koszt produkcji, wszechstronność podłoży oraz możliwość druku na folii i materiałach metalizowanych.
Rotograwiura wykorzystuje cylinder wklęsły z komórkami wytrawionymi w powierzchni cylindra, a nie wypukłym reliefem. Zapewnia najwyższą jakość obrazu spośród wszystkich komercyjnych metod druku, szczególnie w przypadku drobnych szczegółów fotograficznych i płynnych przejść tonalnych.
Wadą jest to, że grawerowanie rotograwiurowe na cylindrach jest kosztowne, kosztujące tysiące dolarów za cylinder, i czasochłonne. Koszty przygotowania są wysokie, co sprawia, że rotograwiura jest opłacalna tylko przy bardzo dużych nakładach, zazwyczaj ponad 500 000 sztuk na projekt. Minimalna możliwa do zrealizowania długość nakładu sprawia, że rotograwiura jest niepraktyczna dla większości potrzeb związanych z opakowaniami marek.
Fleksografia zajmuje praktyczne miejsce pośrednie: niższe koszty przygotowania niż rotograwiura, większa wszechstronność podłoża i jakość wystarczająca do praktycznie wszystkich zastosowań w opakowaniach konsumenckich. Marki, których wielkość produkcji uzasadnia rotograwiurę, zazwyczaj ją znają, ponieważ ekonomia jest oczywista w ich skali.
Wybierz druk fleksograficzny, jeśli ilość Twoich wydruków przekracza 5,000 sztuk, Twoje opakowanie zawiera dowolny elastyczny materiał, potrzebujesz spójnej jakości druku na wielu rodzajach podłoży, zależy Ci na szybkiej realizacji zamówienia lub drukujesz opakowania spożywcze i potrzebujesz dokumentacji zgodności z przepisami dotyczącymi bezpiecznego stosowania tuszu do kontaktu z żywnością.
Warto rozważyć druk cyfrowy, jeśli nakład Twojej pracy jest mniejszy niż 5,000 sztuk, potrzebujesz zmiennych danych, potrzebujesz szybkiego proofa bez kosztów przygotowania lub tworzysz prototyp przed podjęciem decyzji o produkcji.
Warto rozważyć zastosowanie druku offsetowego, jeśli Twoje opakowanie jest wykonane w 100% z powlekanego kartonu lub papieru, wymagania jakościowe wymagają najdokładniejszego odwzorowania półtonów na papierze powlekanym lub masz już dostawcę druku offsetowego oferującego wyraźną przewagę kosztową.
W tej sekcji interesy kupującego i dostawcy zbiegają się najbardziej bezpośrednio. Decyzje podejmowane na etapie projektowania i zamawiania decydują o tym, czy Twoje zlecenie druku fleksograficznego przebiegnie sprawnie, czy też zamieni się w koszmar produkcyjny, marnując czas, budżet i wiarygodność marki.
Plik z grafiką musi uwzględniać zniekształcenia wynikające z zawijania płyty. Po zamontowaniu elastycznej płyty na cylindrze, obwód obrazu przekracza wymiar płaskiej płyty. Drukarka powinna określić współczynnik zniekształcenia, zazwyczaj od 0.25% do 0.50%, który zespół projektowy powinien zastosować do grafiki wzdłuż kierunku druku.
Brak kompensacji zniekształceń powoduje kompresję tekstu i obrazów na wydruku końcowym. Widzieliśmy projekty marek, które wyglądały dobrze na płaskich próbkach PDF, ale wychodziły z druku z wyraźnie spłaszczonymi logotypami. Zapobieganie nic nie kosztuje. Korekta kosztuje przeróbkę matrycy.
Upewnij się również, że plik zawiera odpowiedni spad. Większość podłoży fleksograficznych wymaga spadu o szerokości od 3 do 5 mm na wszystkich krawędziach. Projekt, który wychodzi do krawędzi obszaru roboczego, ale nie poza nią, pozostawi białą ramkę na gotowym produkcie po przycięciu.
Ustal standard kolorów przed produkcją. Jeśli potrzebujesz konkretnych kolorów marki, sprawdź, czy zostaną one dopasowane za pomocą procesu CMYK, farb spotowych, czy ich kombinacji. Kolory spotowe zapewniają lepsze dopasowanie do standardów danej marki. Dopasowanie procesu CMYK zależy od podłoża i zestawu farb.
Przed rozpoczęciem produkcji poproś o wydruk proofa na rzeczywistym podłożu. Cyfrowe proofy są przydatne do weryfikacji układu, ale nie odzwierciedlają dokładnie przyrostu punktu rastrowego, gęstości farby ani interakcji z podłożem. Złotym standardem jest wydruk proofa na mokro z rzeczywistej maszyny drukarskiej na rzeczywistym podłożu.
Uwzględnij oczekiwania dotyczące przyrostu punktu rastrowego w procesie proofingu. Obraz CMYK, który dobrze wygląda na proofie cyfrowym, może wydawać się ciemniejszy na podłożu produkcyjnym ze względu na rozpływanie się farby, charakterystyczne dla płynnych farb fleksograficznych. Omów to ze swoim dostawcą i poproś o porównanie proofa z wydrukiem produkcyjnym, jeśli jest to Twoje pierwsze zlecenie u nowego dostawcy.
Tekst projektowy, który będzie odczytywany na gotowym opakowaniu, wymaga minimalnego rozmiaru czcionki. Praktyczne minimum dla druku fleksograficznego zależy od podłoża, pokrycia farbą i jakości druku, ale zazwyczaj zalecamy:
W przypadku krytycznych tekstów regulacyjnych należy niezależnie sprawdzić minimalne wymagania dotyczące czcionek obowiązujące w danym obszarze prawnym. Wymagania FDA dotyczące etykietowania żywności są określone w przepisach, a nie w najlepszych praktykach drukarskich.
Poproś swojego dostawcę o wycenę kosztów płyt oddzielnie od kosztów nakładu. Sześciokolorowe zlecenie wymaga sześciu płyt. Zlecenie wymagające różnych płyt dla różnych SKU, nawet z niewielkimi różnicami w egzemplarzach, szybko zwiększa koszty płyt.
Zapytaj również o czas narządzania. Dobrze utrzymana prasa z doświadczonym operatorem może wykonać narządzanie w ciągu 30–45 minut. Mniej doświadczony operator na starszym sprzęcie może potrzebować od dwóch do trzech godzin. Ta różnica w czasie pracy operatora wpływa na koszt jednostkowy zlecenia.
Zaplanuj realistyczny bufor czasowy w swoim harmonogramie produkcji. Standardowe zlecenie fleksograficzne, od zatwierdzenia projektu graficznego, wykonania matryc, przygotowania do druku i samego cyklu produkcyjnego, zazwyczaj zajmuje od dwóch do czterech tygodni od zatwierdzenia pliku do gotowego produktu. Możliwe są zlecenia ekspresowe z przyspieszonym wykonaniem matryc i harmonogramem druku, ale wiążą się z dodatkowymi kosztami.
Oto co odróżnia dobrego dostawcę usług fleksograficznych od tych, które są po prostu dostępne.
Najpierw zapytaj o konfigurację ich prasy. Czy typ maszyny (CI, stosowa, liniowa) i szerokość wstęgi odpowiadają wymiarom Twojego produktu? Zakład drukujący etykiety wąskowstęgowe na 10-calowej maszynie nie jest w stanie wydajnie produkować elastycznych opakowań wielkoformatowych.
Po drugie, poproś o próbkę wydruku. Renomowany dostawca powinien być w stanie dostarczyć próbki wydruków podobnych do Twojego produktu. Obejrzyj próbki pod lupą lub szkłem powiększającym. Sprawdź, czy gęstość tuszu jest spójna, punkty rastrowe ostre, krawędzie tekstu czyste, a kolory spójne.
Po trzecie, zapytaj o proces dokumentacji dotyczącej kontaktu z żywnością. Jeśli drukujesz opakowania żywności, dostawca musi dostarczyć informacje o składzie farby, dokumentację badań migracji oraz wsparcie w zakresie zgodności z przepisami. Zakład, który nie może lub nie chce dostarczyć takiej dokumentacji, nie kwalifikuje się do pracy w kontakcie z żywnością.
Po czwarte, oceń możliwości ich działu prepress. Jakość wydruków zależy w równym stopniu od pracy zespołu prepress, co od samej maszyny drukującej. Zapytaj o proces proofingu, metodologię kompensacji przyrostu punktu rastrowego oraz sprzęt CTP. Zakład z nowoczesnymi systemami CTP, skalibrowanymi urządzeniami proofingowymi i udokumentowanymi procesami zarządzania kolorem zapewni bardziej spójny wydruk.
Po piąte, oceń ich możliwości wykańczania. Czy mogą sami ciąć, wycinać, składać i kleić, czy zlecają wykańczanie na zewnątrz? Wykańczanie na miejscu skraca czas realizacji i ryzyko związane z kontrolą jakości. Zlecanie wykańczania na zewnątrz wydłuża czas realizacji, zwiększa koszty logistyczne i zwiększa ryzyko wystąpienia błędów w punkcie przekazania.
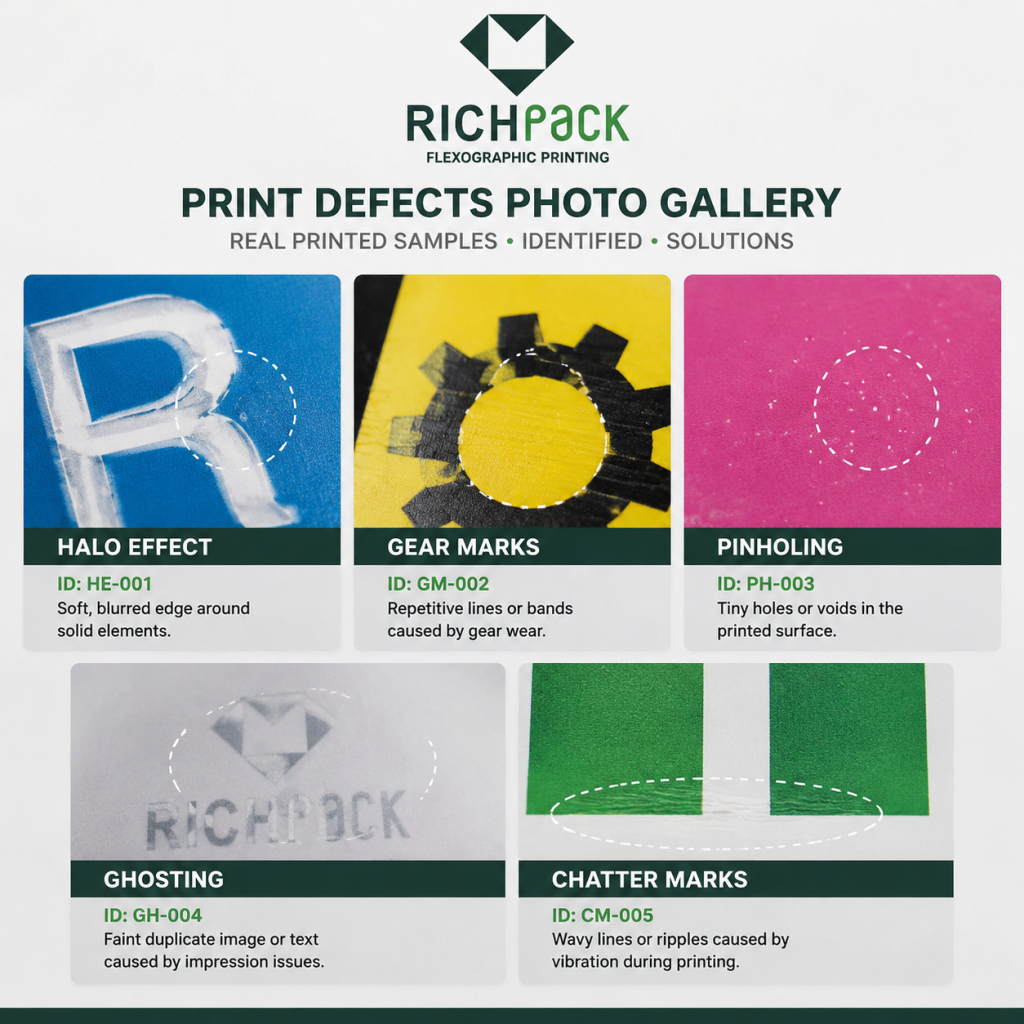
Wiedza o tym, na co zwracać uwagę w gotowym nakładzie druku, jest równie ważna, jak wiedza o tym, jak go skonfigurować. Oto wady, które nasz zespół ds. jakości sprawdza przy każdym zleceniu produkcyjnym, i co każda z nich mówi o ich przyczynie.
Efekt halo Zjawisko to (nazywane również wzmocnieniem cienia lub mostkowaniem krawędzi) pojawia się jako ciemny kontur lub cień wokół punktów rastrowych i drobnego tekstu. Farba rozpływa się bocznie od drukowanego punktu, tworząc szerszy niż zamierzony obszar. Jest to problem z przyrostem punktu rastrowego. To samo zachowanie płynnej farby, które sprawia, że wydruki fleksograficzne wyglądają na bogate, może również powodować nadmierne rozlewanie, jeśli objętość wałka rastrowego jest zbyt duża w stosunku do podłoża lub jeśli nacisk docisku jest zbyt duży. Najpierw sprawdź specyfikację wałka rastrowego i nacisk docisku. Na podłożach niepowlekanych zmniejszenie objętości wałka rastrowego o 10–15% często rozwiązuje problem halo bez żadnych innych zmian.
Ślady biegów (nazywane również prążkowaniem lub rytmicznym powtarzaniem śladów) pojawiają się jako równomiernie rozmieszczone poziome linie na całej szerokości druku. Wzór powtarza się w stałych odstępach, które odpowiadają obwodowi cylindra płyty lub elementu mechanicznego w układzie napędowym maszyny drukarskiej. Ślady kół zębatych wskazują na zużycie części mechanicznej, zazwyczaj w układzie napędowym lub nierównomiernie zamontowanym cylindrze dociskowym. W przeciwieństwie do losowych defektów druku, ślady kół zębatych są spójne i powtarzalne w całym nakładzie. Nie można ich skorygować w fazie przygotowania do druku; rozwiązaniem jest konserwacja.
Dziurkowanie Pojawia się jako małe, niezadrukowane plamki, zazwyczaj w obszarach pokrytych tuszem stałym. Powierzchnia podłoża ma mikropęknięcia, które uniemożliwiają całkowite wypełnienie tuszem, lub pęcherzyki powietrza w warstwie tuszu pękają podczas schnięcia, pozostawiając drobne dziurki. Na podłożach chłonnych, takich jak niepowlekany papier kraft, dziurki są często spowodowane chropowatością powierzchni podłoża. Na foliach plastikowych mogą wskazywać na niewystarczające przygotowanie powierzchni lub brak przyczepności tuszu. Prosty test: jeśli dziurki są widoczne na podłożu przed drukowaniem, problem leży w podłożu. Jeśli pojawiają się dopiero po drukowaniu, problem leży w interakcji tuszu z podłożem.
Ghosting (zwane również powtarzaniem obrazu) objawia się jaśniejszym duplikatem wydrukowanego obrazu, przesuniętym z jego prawidłowego położenia, zazwyczaj w kierunku przesuwania się podłoża. Dzieje się tak, gdy system farbowy nie regeneruje się całkowicie między naświetleniami. Płyta pobiera mniejszą ilość farby, ponieważ niektóre komórki są nadal częściowo wyczerpane po poprzednim naświetleniu. Zjawisko ghostingu występuje najczęściej w przypadku wydruków z dużą prędkością i intensywnym pokryciem farbą. Zazwyczaj problem ten można rozwiązać, regulując prędkość podawania farby i zapewniając odpowiednie doprowadzenie farby do wałka rastrowego.
Ślady po drganiach Pojawiają się jako drobne pionowe smugi lub fale na wydrukowanym obrazie, spowodowane chwilowymi zmianami prędkości wstęgi podłoża podczas jej przechodzenia przez maszynę. W przeciwieństwie do śladów kół zębatych, które powtarzają się w ustalonym odstępie czasu, ślady drgań są nieregularne. Zazwyczaj wskazują one na problem z systemem odwijania lub kontroli naprężenia albo na uszkodzoną rolkę na ścieżce podłoża.
Nasz inżynier prepress prowadzi rejestr defektów dla każdego zlecenia, nie tylko po to, by wykryć problemy przed wysyłką, ale także po to, by z czasem zbudować bibliotekę wzorów. „Każda wada mówi coś o stanie maszyny lub interakcji z materiałem” – wyjaśnia. „Jeśli patrzysz tylko na wynik i go odrzucasz, tracisz informacje. Ale jeśli powiążesz wadę z ustawieniami maszyny drukarskiej i partią podłoża, zaczniesz przewidywać problemy, zanim się pojawią”.
Jeśli czytałeś uważnie, obszary zastosowań nie powinny Cię zaskoczyć. Fleksografia jest dominującą metodą druku w opakowaniach właśnie dlatego, że jej zalety, szybkość, szeroki wybór podłoży, opłacalność i jakość odpowiadają wymaganiom produkcji dóbr konsumpcyjnych w dużych ilościach.
To największa domena Flexo. Torebki stojące, torebki na chipsy, opakowania na cukierki, rękawy termokurczliwe, folia flow-wrap i opakowania na przekąski reprezentują największą kategorię wolumenów w produkcji fleksograficznej. Połączenie podłoży z folii, wysokich wymagań jakościowych druku i ogromnych wolumenów produkcji tworzy naturalne połączenie.
Menedżerowie ds. marek pracujący nad elastycznymi opakowaniami powinni wziąć pod uwagę trzy kwestie specyficzne dla druku fleksograficznego: czy ich folia wymaga wstępnej obróbki powierzchni i w jaki sposób jest to weryfikowane, czy struktura laminatu jest kompatybilna z farbą drukarską i klejem laminującym oraz czy wymagania dotyczące integralności zgrzewu oddziałują na pokrycie farbą w obszarze zgrzewu.
Jeśli po raz pierwszy zastanawiasz się nad niestandardowymi, elastycznymi opakowaniami, nasz przewodnik po tworzenie niestandardowych opakowań kosmetyków, które zachwycają klientów omawia szczegółowo wybór podłoża, kompromisy dotyczące metod drukowania i opcje wykończenia.
Etykiety samoprzylepne, etykiety termokurczliwe, etykiety w formie i etykiety zgrzewane na gorąco są produkowane głównie metodą fleksograficzną. Maszyny wąskowstęgowe przeznaczone do produkcji etykiet pracują z bardzo dużą prędkością, a podłoża dobrze pasują do systemów farb fleksograficznych.
W zastosowaniach etykietowych coraz częściej wymagane są dane zmienne: numery partii, daty przydatności do spożycia, kody kreskowe i kody QR. Hybrydowe maszyny fleksograficzne/cyfrowe dobrze sobie z tym radzą, drukując statyczną grafikę fleksograficzną i dodając dane zmienne w cyfrowym druku atramentowym. To podejście staje się standardem w etykietowaniu farmaceutycznym i w aplikacjach śledzenia żywności.
Druk fleksograficzny na tekturze falistej, głównie w przypadku kartonów wysyłkowych, pudełek e-commerce i opakowań ekspozycyjnych, wykorzystuje ten sam podstawowy proces, ale z pewnymi modyfikacjami. Podłoża tekturowe są grubsze, bardziej kompresowalne i mają nierówną powierzchnię w porównaniu z tekturą.
Fleksografia post-print (drukowanie na płaskiej tekturze przed obróbką) i fleksografia inline (drukowanie na tekturnicy) to dwa modele produkcji. Druk post-print jest bardziej powszechny w przypadku opakowań o wysokiej jakości graficznej przeznaczonych do e-commerce i sprzedaży detalicznej. Fleksografia inline na tekturnicy obsługuje wysokonakładowy druk na kartonach.
Jakość kolorów na tekturze falistej jest z natury niższa niż na tekturze gładkiej, ponieważ falisty materiał powoduje nierówną powierzchnię. W przypadku opakowań marek premium na tekturze falistej, strategia laminowania lub powlekania, polegająca na laminowaniu gładkiej powierzchni papieru z tekturą falistą przed drukiem, zapewnia znacznie wyższą jakość wydruku.
Torby papierowe wielowarstwowe, torby SOS, torby na zakupy i papiery do pakowania to główne zastosowania fleksografii. Produkty te są przeznaczone dla rynku spożywczego, rolniczego, przemysłowego i detalicznego. Oferowane podłoża obejmują lekki, naturalny kraft, a także wielowarstwowe worki papierowe.
Oczekiwania dotyczące jakości druku różnią się w zależności od rynku. Opakowania przemysłowe koncentrują się na czytelności tekstu, czytelności kodów kreskowych i identyfikacji produktu. Opakowania detaliczne wymagają jakości graficznej dla konsumenta. Ten sam proces fleksograficzny spełnia oba te wymagania, a jakość druku jest dostosowywana poprzez rozdzielczość płyty, specyfikację aniloksu i ustawienia maszyny drukarskiej.
Oprócz standardowych zastosowań, fleksografia sprawdza się w wielu specjalistycznych rolach, w których jej wyjątkowe możliwości tworzą wartość.
Opakowania tytoniu, folie farmaceutyczne w blistrach, próbki kosmetyków, nośniki napojów i folie ogrodnicze – wszystkie te zastosowania to fleksografia. W każdym przypadku specyficzna kombinacja podłoża, składu chemicznego farby i wymogów prawnych tworzy niszę, której inne metody druku nie są w stanie tak skutecznie wykorzystać.
Jako dostawca opakowań luksusowych, dostrzegamy, że specjalistyczne możliwości druku fleksograficznego znajdują zastosowanie w przypadku produktów z wyższej półki, gdzie jakość brandingu jest równie ważna, jak funkcjonalne opakowanie. Możliwość połączenia jakości druku fleksograficznego z lakierowaniem w linii, połyskiem UV i efektami tłoczenia w jednym przejściu maszyny jest szczególnie cenna w przypadku programów pakowania marek premium.
Jeżeli Twoja marka działa w branży biżuterii, kosmetyków lub dóbr konsumpcyjnych premium, nasze niestandardowe opakowania na biżuterię a rozwiązania gotowe porównanie obejmuje sposób, w jaki niestandardowe programy druku tworzą zróżnicowanie, którego nie są w stanie zapewnić gotowe opakowania.
W druku fleksograficznym stosuje się trzy główne rodzaje farb: na bazie wody, rozpuszczalnika i utwardzane promieniowaniem UV. Farby na bazie wody są najczęściej stosowane w przypadku opakowań papierowych i zastosowań wymagających minimalnej zawartości substancji chemicznych, gdzie zgodność z przepisami wymaga minimalnej zawartości substancji chemicznych. Farby rozpuszczalnikowe zapewniają silną przyczepność do folii z tworzyw sztucznych bez konieczności obróbki powierzchni i zapewniają odporność chemiczną. Farby UV i EB utwardzają się natychmiastowo poprzez promieniowanie, a nie przez parowanie, co czyni je odpowiednimi do podłoży wrażliwych na ciepło i umożliwia osiągnięcie najwyższych prędkości druku. Rodzaj podłoża, środowisko użytkowania oraz wymagania dotyczące kontaktu z żywnością decydują o tym, który system farb będzie odpowiedni.
Nowoczesne maszyny fleksograficzne szerokowstęgowe zazwyczaj pracują z prędkością od 1,000 do 1,500 metrów liniowych na minutę. Maszyny do druku etykiet wąskowstęgowych osiągają zazwyczaj prędkość od 2,000 do 600 metrów liniowych na minutę. Niektóre specjalistyczne maszyny drukują z prędkością przekraczającą te zakresy. Rzeczywista prędkość produkcji zależy od rodzaju podłoża, wydajności suszenia farby, liczby kolorów oraz złożoności operacji wykończeniowych zintegrowanych z maszyną.
Litografia offsetowa wykorzystuje gumowy obciąg do przenoszenia obrazu z płyty na podłoże, podczas gdy fleksografia wykorzystuje płytę bezpośrednio wypukłą. Offset sprawdza się na gładkim papierze powlekanym, ale nie może być drukowany na folii plastikowej ani aluminiowej bez specjalistycznego sprzętu. Fleksografia obsługuje znacznie szerszy zakres podłoży i działa szybciej w większości zastosowań opakowaniowych. Offset zazwyczaj zapewnia ostrzejsze, drobne szczegóły na papierze powlekanym, ale jakość fleksografii na podłożach opakowaniowych jest obecnie porównywalna, a wszechstronność podłoża i opłacalność fleksografii w przypadku opakowań elastycznych są niezrównane.
Nowoczesny fleksograf z płytami fotopolimerowymi o wysokiej rozdzielczości, starannie skalibrowanym prepressem i odpowiednimi parametrami aniloksu pozwala uzyskać wydruki o jakości fotograficznej. Historyczna różnica jakości między fleksografią a offsetem w reprodukcjach fotograficznych została w dużej mierze zniwelowana w przypadku podłoży opakowaniowych. Rotograwiura nadal zapewnia przewagę jakościową w przypadku ultradrobnych detali na opakowaniach z folii premium, ale różnica ta jest niezauważalna w większości zastosowań opakowaniowych skierowanych do konsumentów.
Dobrze utrzymana fotopolimerowa płyta fleksograficzna może wyprodukować od 500 000 do ponad 1 000 000 odbitek w długim nakładzie przed wymianą. Żywotność płyty zależy od składu chemicznego farby, tekstury podłoża, prędkości druku i warunków przechowywania pomiędzy użyciami. Farby rozpuszczalnikowe i szorstkie podłoża, takie jak niepowlekany papier typu kraft, skracają żywotność płyty. Prawidłowe przechowywanie, czyszczenie, zakręcanie i kontrolowana temperatura wydłużają żywotność płyty pomiędzy seriami produkcyjnymi.
Przyrost punktu rastrowego opisuje zjawisko, w którym punkty rastrowe drukowane są na podłożu większe niż ich zaprogramowany rozmiar. Farby fleksograficzne są bardziej płynne niż farby offsetowe i rozpływają się w kontakcie z podłożem. Powoduje to, że punkt rastrowy o gęstości 50% jest drukowany jako punkt o gęstości 55%–62%, w zależności od podłoża, farby i ustawień maszyny drukarskiej. Kompensacja przed drukiem dostosowuje zaprogramowany rozmiar punktu, aby uzyskać zamierzony rozmiar końcowy. Bez odpowiedniej kompensacji przyrostu punktu rastrowego kolory drukowane są ciemniejsze niż zamierzone, a gradienty półtonów tracą na szczegółowości.
Druk fleksograficzny poczynił znaczne postępy w zakresie ochrony środowiska. Farby fleksograficzne na bazie wody eliminują emisję lotnych związków organicznych (LZO) z rozpuszczalników w zastosowaniach papierowych. Farby UV i EB eliminują emisję rozpuszczalników. Nowoczesne suszarki w prasach drukujących są wyposażone w systemy odzyskiwania energii, które zmniejszają zużycie energii na jednostkę produkcji. Podłoża z tektury pochodzącej z recyklingu i folii biopochodnych są coraz częściej weryfikowane pod kątem kompatybilności z maszynami fleksograficznymi. Dla marek zobowiązanych do zrównoważonego rozwoju, zażądanie certyfikatów środowiskowych od dostawcy fleksografii stanowi udokumentowaną odpowiedzialność.
Wałek rastrowy to precyzyjny element dozujący farbę w maszynie fleksograficznej. Jest to metalowy cylinder z ceramiczną powierzchnią, na której wygrawerowano miliony mikroskopijnych komórek. Komórki gromadzą kontrolowaną objętość farby, którą rakla usuwa z każdej strony, z wyjątkiem komórek, zanim wałek przeniesie farbę na płytę. Liczba i objętość komórek rastrowych determinują grubość warstwy farby, która bezpośrednio wpływa na gęstość kolorów, rozpływ farby i reprodukcję szczegółów. Wybór wałka rastrowego do konkretnego zadania jest jedną z najważniejszych decyzji technicznych w produkcji fleksograficznej.
Druk fleksograficzny nie jest najwspanialszą technologią druku, ale to właśnie ona umożliwia rozwój nowoczesnego przemysłu opakowaniowego na dużą skalę. Od porannego pudełka z płatkami śniadaniowymi po folię termokurczliwą na popołudniowym koktajlu proteinowym, fleksografia łączy marki z konsumentami w miejscu sprzedaży.
Zrozumienie druku fleksograficznego daje Ci, jako klientowi, konkretną przewagę. Kiedy wiesz, jak działa maszyna drukarska, do czego służy wał rastrowy, dlaczego przyrost punktu rastrowego jest ważny i jakie pytania zadać dostawcy, przestajesz być biernym nabywcą, a stajesz się świadomym partnerem we własnym programie pakowania.
Dopasuj podłoże do możliwości obróbki oferowanych przez Twojego dostawcę. Drukowanie na folii plastikowej wymaga obróbki powierzchniowej. Upewnij się, że dostawca ją posiada i zweryfikuje.
Zainwestuj w jakość przygotowania do druku. Czas i koszty poświęcone na przygotowanie projektu graficznego, kompensację zniekształceń i odbitki próbne zwrócą się w postaci każdego egzemplarza, który zjedzie z maszyny drukarskiej bez żadnych wad.
Zamów próbki fizyczne swojego rzeczywistego podłoża. Odbitki próbne w wersji cyfrowej informują o układzie. Odbitki próbne na materiale źródłowym informują o jakości wydruku.
Wybierz druk fleksograficzny ze względu na jego zalety: Ekonomia objętości, wszechstronność podłoża i zgodność z przepisami dotyczącymi bezpieczeństwa żywności. W przypadku krótkich serii lub dużych, zmiennych danych, druk cyfrowy to właściwy wybór.
Niezależnie od tego, czy jesteś projektantem opakowań pracującym nad swoją pierwszą specyfikacją fleksograficzną, menedżerem marki oceniającym metody druku dla nowej linii produktów, czy specjalistą ds. zaopatrzenia porównującym możliwości dostawców, dominacja fleksografii w druku opakowań nie jest przypadkowa. Osiąga się ją dzięki wydajności. Zrozumienie jej działania to pierwszy krok do jej prawidłowego wykorzystania.
Jeśli Twój kolejny projekt obejmuje niestandardowe opakowania: sztywne pudełka, elastyczne torebki, składane kartony lub specjalistyczne konstrukcje, zespół RichPack pomoże Ci wybrać metodę druku, która najlepiej odpowiada Twoim wymaganiom, ograniczeniom podłoża i parametrom objętości. Skontaktuj się z nami, aby rozpocząć rozmowę.
2026-05-29
2025-02-10
2025-06-19

2025-11-08
2026-03-05

2026-04-20
Zrównoważone i niedrogie ekologiczne opakowania kosmetyczne w cenach hurtowych | Idealne dla hurtowych nabywców poszukujących ekologicznych i ekonomicznych opakowań
Więcej informacji
Indywidualnie zaprojektowane kompaktowe tacki na biżuterię podróżną z bezpiecznymi zamknięciami | Indywidualnie zaprojektowane, trwałe opakowania dla firm detalicznych i hurtowych dostawców biżuterii w zamówieniach hurtowych
Więcej informacji
Pudełka kosmetyczne na zamówienie dla małych marek kosmetycznych z niskim MOQ | Idealne dla niszowych firm kosmetycznych potrzebujących niestandardowych rozwiązań opakowaniowych
Więcej informacji
Biodegradowalne pudełka na biżuterię dla marek świadomych ekologicznie | Ekologiczne rozwiązania opakowaniowe dla firm jubilerskich skupionych na inicjatywach ekologicznych
Więcej informacji
Markowe i niestandardowe akrylowe uchwyty na naszyjniki z logo | Indywidualne rozwiązania ekspozycyjne dla sprzedawców biżuterii poszukujących spersonalizowanej, efektownej prezentacji
Więcej informacji
Pudełko na biżuterię z szufladką, tekturowe, 7.5×7.5×3.5 cm | Biało-czarne pudełko na pierścionki z szufladką
Więcej informacji