PREV
PREV

カスタムボックスがネイピアジュエリーの価値を高める方法
2024-12-13

多くのジュエリーブランドにとって、ジュエリーボックスは単なる容器としての意味を超え、ジュエリーブランドのストーリーを伝え、消費者との感情的なつながりを結びつける役割を果たしています。 リッチパック は、ジュエリーの梱包に20年近くの経験を持つ中国のジュエリーボックスメーカーであり、独占的なカスタムも提供しています。 宝石箱 メーカーは米国です。Richpack傘下のRichline工場では、高級ジュエリーギフトボックスからシンプルで精巧な化粧品パッケージまで、細部に至るまで品質の追求と職人技への敬意が込められており、すべてのリンクが厳密に管理されています。次に、ジュエリーボックスの印刷とパッケージングの背後にあるすべての芸術とスキルを1つの記事で深く探求し、理解し、あらゆる面で美学とテクノロジーを組み合わせたこの専門分野を分析しましょう。

最初のデザインのひらめきから最終的な絶妙な製品の誕生まで、Richpack の紙製ジュエリー ボックスの製造におけるすべての工程は、材料、職人技、創意工夫の慎重な組み合わせです。次のコンテンツでは、層ごとに分析し、各段階を探り、秘密とテクニックを明らかにし、原材料がジュエリーの魅力を引き立てる素晴らしいパッケージにどのように変換されるかを見ていきます。
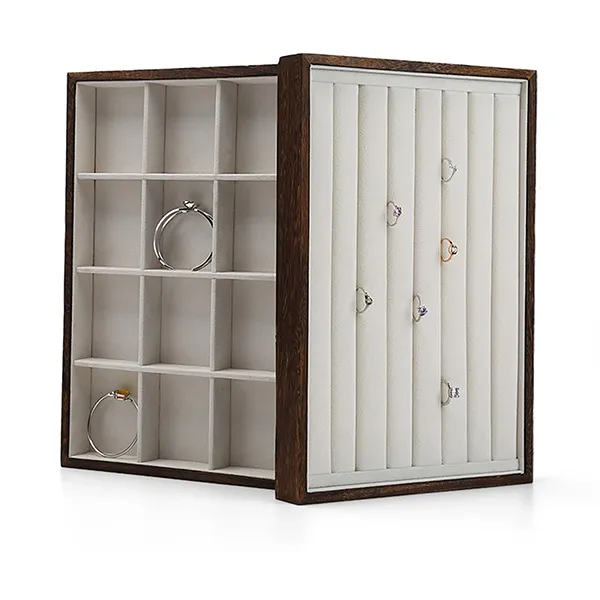
紙製ジュエリーボックスのデザインを決定する際には、まずジュエリーの形状、サイズ、重量、質感、スタイルなど、ジュエリーの特性を深く分析する必要があります。 成形された宝石などの不規則な形状のジュエリーの場合、ボックス内での安定性を確保するために特別な内部サポート構造を設計する必要があります。 ジュエリーの重量が大きい場合、紙製ボックスは構造強度と耐荷重性に重点を置き、輸送または保管プロセスで重量に耐えられず破損しないようにする必要があります。 同時に、顧客と十分にコミュニケーションを取り、ブランドの位置付け、ターゲットオーディエンス、市場の需要を理解する必要があります。 ブランドの位置付けが高級な高級品である場合、紙製ボックスのデザインは、品格と洗練感を反映することに重点を置き、高級印刷技術と特殊な材料を使用したシンプルで雰囲気のあるデザインスタイルを採用する必要があります。 ターゲットオーディエンスが若い消費者である場合、デザインをファッションに統合し、人気のある色の組み合わせやユニークなパターンモデリングなどのパーソナライズされた要素を取り入れて、若いグループの注目を集めることができます。さらに、紙箱の実用性と利便性も考慮する必要があります。たとえば、開けやすいか、持ち運びやすいかなどです。これらの要素を組み合わせて、専門の設計ソフトウェアを使用して設計し、紙箱の平面図と3Dレンダリングを描き、デザインがジュエリーを保護するという基本的な機能を満たすだけでなく、ブランドの特徴を示し、消費者の注目を集めることを保証します。

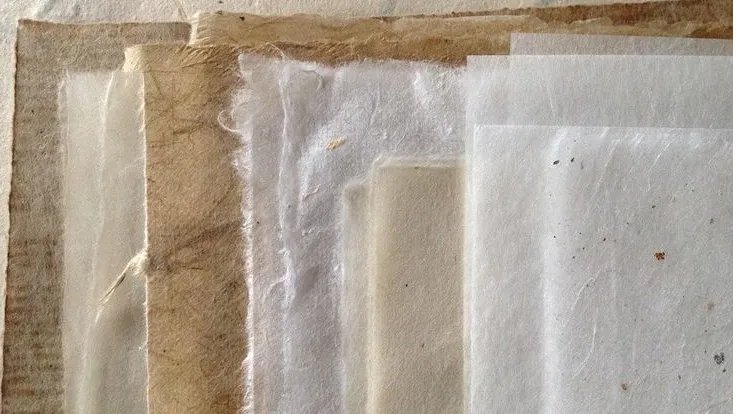
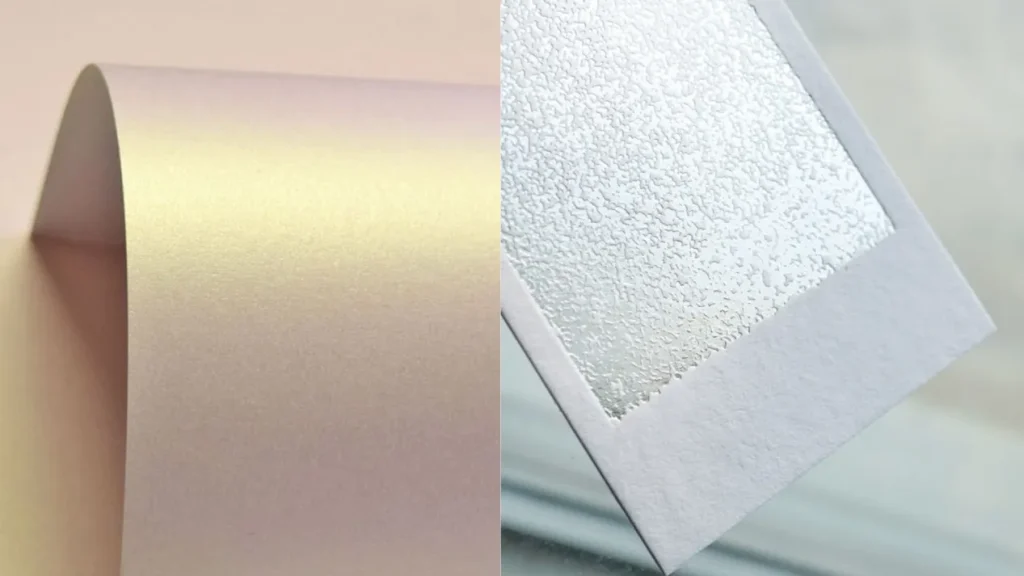
メイン グリーンm試練 紙製ジュエリーボックスの製造には、紙とグレーボードが含まれます。紙には、一般的な白ボール紙、コート紙、特殊紙などがあります。白ボール紙は硬くて厚く、量が多く、前面の白さと光沢が高く、紙の表面は滑らかで繊細で、印刷適性が良く、印刷効果のより高い要求の紙箱の表面に適しています。印刷されたパターンとテキストをはっきりとレンダリングでき、シンプルで上品な質感を示します。コート紙の表面は滑らかで、色の再現性が高く、印刷パターンは明るい色で、層が豊富で、色石をちりばめたジュエリーボックスの包装など、絶妙なパターンと繊細な色を示す必要があるジュエリーボックスの製造によく使用されます。特殊紙は独特の質感、質感、または特別な特性を持っています。たとえば、真珠光沢のある紙は真珠のような効果を示し、紙箱の壮大感を高め、高級ジュエリーボックスの製造によく使用され、製品のグレードを高めます。

灰色板は主に紙箱の構造強度を高めるために使用され、一般的なのはシングルグレー、ダブルグレー、全灰色などのタイプです。シングルグレー板は片面が灰色で、もう片面は比較的滑らかで、価格がより経済的で、外観の要件が特に高くないが、紙箱に一定の強度をサポートする必要があるのに適しています。ダブルグレー板は両面が灰色で、質感が均一で、強度が高く、普通級の宝石箱の製造によく使用されます。全灰色板は強度と安定性の性能がより優れており、大規模な宝石箱や高級宝石ギフトボックスの高品質の構造強度要件に適しています。箱や高級宝石ギフトボックス。材料を選択するときは、宝石箱の設計要件、コスト予算、環境保護基準などに基づいて総合的に考慮し、選択した材料が製品の品質要件を満たすだけでなく、市場の環境保護動向と企業のコスト管理目標にも適合することを確保する必要があります。
紙やグレーボードなどの材料が到着したら、直ちに厳格な入荷材料検査を実施する必要があります。Richpack工場の品質管理担当者は、まず材料の数量を慎重にチェックし、納品リストに従って1つずつ数えて、到着数量が注文と一致していることを確認し、その後の生産進行に影響を与える漏れを回避します。

紙の場合、最初のテストは定量で、専門の定量天秤を使用して正確に測定し、その坪量が調達基準と一致していることを確認し、偏差を非常に小さな範囲内に抑えます。これは、量が紙の剛性と厚さに直接影響し、紙箱の成形効果に影響を与えるためです。白色度と光沢は、白色度計と光沢度計を使用して測定し、それらの値が選択した紙の種類の基準に対応していることを確認します。紙の表面の滑らかさは、平滑度計で検出します。滑らかさが悪いと、インクの付着が不均一になり、印刷の鮮明さに影響を与える可能性があります。FSC認証のグレーボードの場合、テストの厚さの均一性に焦点を当て、マイクロメーターを使用してさまざまな位置で多点測定を行い、厚さの誤差が規定の範囲を超えないようにします。厚さが不均一な紙箱は、構造に不均一な応力を生じさせ、強度を低下させます。同時に、圧縮強度試験装置を使用してグレーボードの圧縮強度を検出し、さまざまな使用シナリオでジュエリーボックスに対応できることを確認します。
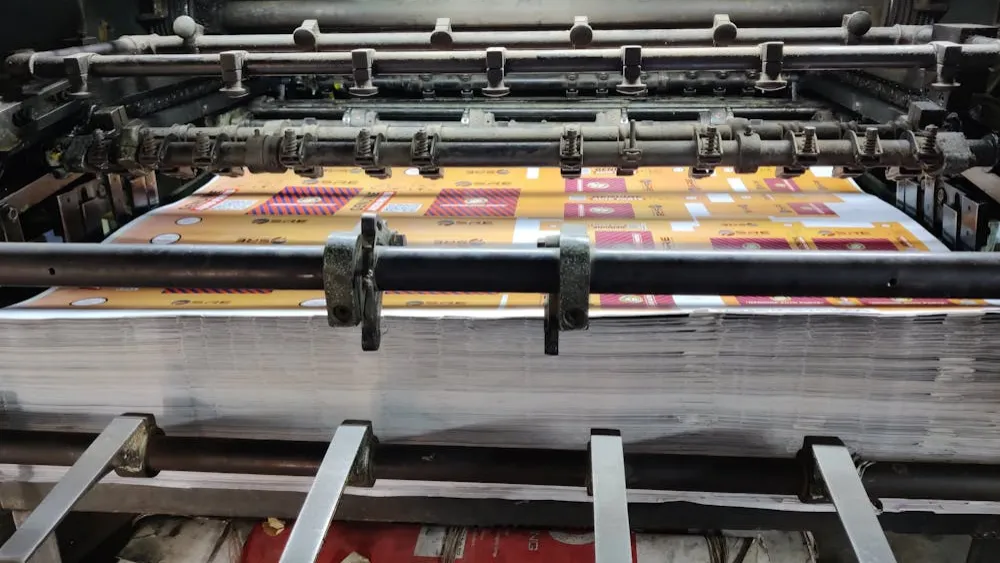
一般的な印刷方法は、オフセット印刷、フレキソ印刷、グラビア印刷などであり、紙製ジュエリーボックス印刷においてそれぞれ独自の用途があります。オフセット印刷は、最も広く使用されている印刷方法の1つであり、高い印刷精度を特徴とし、パターンやテキストの細部をはっきりと復元でき、繊細な線、絶妙なパターン、高品質のカラー画像の印刷に明らかな利点があり、印刷品質に対する要求が高い高級紙製ジュエリーボックスの製造に適しています。たとえば、繊細なジュエリーパターンや繊細なブランドロゴが付いた紙箱を印刷する場合、オフセット印刷はパターンの色や質感を正確に表現できるため、印刷効果がリアルで鮮明になります。フレキソ印刷は、特定の用途に対して独自の利点があります。フレキソ印刷では、環境に優しく無公害の水性インクが使用され、環境に優しい製品に対する現在の消費者の需要に応えています。同時に、フレキソ印刷の印刷圧力は小さく、薄い紙や柔らかい紙を含むあらゆる種類の紙の質感の印刷に適しています。紙箱に大きな色ブロックや単純な模様を印刷する必要がある場合、フレキソ印刷は迅速かつ効率的に印刷を完了でき、コストも比較的低く、低価格から中価格の紙製ジュエリーボックスの製造に適しています。

グラビア印刷の印刷インキ層は厚く、しっかりしています。グラビア印刷の印刷インキ層は厚く、色が明るく、彩度が高く、印刷品質が安定しており、一部の高級ジュエリーボックスなど、紙製ジュエリーボックスに強い視覚効果と高い質感を示す印刷ニーズに適しています。グラビア印刷により、宝石の光の輝きと高級な質感を示すことができます。ただし、グラビア印刷は版代が高く、印刷サイクルが長いため、印刷方法を選択するときは、ジュエリーボックスの位置、印刷数量、コスト予算、印刷品質の要件などの要素を考慮して、最も適切な印刷方法を決定する必要があります。
紙のジュエリーボックス印刷では、色管理が重要であり、印刷効果と印刷品質の一貫性に直接影響します。 包装 デザイン 色彩は製品の色調と視覚的な魅力に影響を与えます。まず、完璧な色彩管理システムを確立し、分光光度計などの専門的な色彩測定機器を使用して、印刷前に電子ファイルの色を校正および一致させる必要があります。印刷プロセスでは、印刷環境の温度と湿度を厳密に制御します。これらの環境要因は紙の伸びやインクの乾燥速度に影響を与え、色の偏差につながるためです。同時に、印刷機のインク量を正確に制御し、印刷機を定期的にメンテナンスおよびデバッグして、各印刷ユニットのインクホッパーからのインク供給が均一で安定していることを確認する必要があります。
パターン印刷では、デザインの要件に応じて適切な印刷プロセスと印刷版を選択する必要があります。印刷版の生産では、グラフィックの鮮明さと正確性を確保し、ドットの損失、変形などの問題を回避します。印刷プロセスでは、パターンのオーバープリント精度に注意を払う必要があります。印刷機と位置決め装置のパラメータを調整して、各色のパターンが正確にオーバープリントされるようにし、ゴースト、ずれなどの現象を回避します。さらに、スポットカラー印刷、ホットスタンプ、UV印刷などの特別な印刷プロセスを使用して、パターンの視覚効果と立体感を高めることもできます。これにより、紙製ジュエリーボックスはより美しく、ユニークになり、ジュエリー製品の価値とブランドイメージが強調されます。
ニス塗りとラミネート加工は、紙製ジュエリーボックスの表面仕上げの一般的な工程で、紙箱の外観と保護特性に重要な影響を及ぼします。ニス塗り工程は、印刷物の表面にニスを塗布し、乾燥後に無色透明のフィルム層を形成する工程です。ニスの種類と塗布方法が異なり、光沢ニス、マットニス、部分UVニスなどに分けられます。光沢ニスは、紙箱の表面に高い光沢を与え、印刷パターンの鮮やかさと視覚的インパクトを高め、ジュエリーボックスをより明るく精巧に見せ、ジュエリーボックスのパッケージの華やかな効果を追求するのに適しています。マットニスは、紙箱に控えめで上品な質感を与え、光の反射を減らし、紙箱の表面をより柔らかく繊細にします。これは、シンプルさと優雅さを追求する人々にとって最適です。

マットニスは紙箱に控えめで上品な質感を与え、光の反射を減らし、紙箱の表面をより柔らかく繊細にします。シンプルで高級なスタイルを追求するジュエリーブランドにとって、マットニス紙箱はブランド気質をよりよく反映することができます。ローカルUVニスは、特定のパターンまたは領域にニス処理を施し、ローカルと他のマットまたは高光沢の一般的な表面とのコントラストを通じて紙箱の主要なパターンまたは文字を際立たせ、階層感と立体感を追加します。ラミネート加工は、プラスチックフィルムを接着剤で印刷物の表面にラミネートし、紙とプラスチックが一体化した完成品を形成します。
ラミネート加工の一般的な種類は、光沢フィルムとマットフィルムです。ラミネート加工後の紙箱の表面は鏡のように明るく、色彩もより鮮やかで、防水性、防湿性、耐摩耗性に優れ、印刷された模様を効果的に保護し、紙箱の耐用年数を延ばし、宝石箱の外観の明るさと保護性能の要件に適合します。紙箱のマットフィルムのラミネート加工は、柔らかく上品なマット効果を呈し、手触りが快適であるだけでなく、完成品に一定の立体感を与えます。マットフィルムでコーティングされた紙箱は、柔らかく上品なマット効果を呈し、手触りが快適であるだけでなく、一定の防水性と耐摩耗性を備えており、高級宝石箱の包装の質感と独特のスタイルを追求する際によく使用されます。ニス塗りとラミネート加工を選択する際には、宝石箱のデザインスタイル、コスト予算、保護性能の要件などの要素を考慮して、最高の仕上げ効果を実現する必要があります。
ラミネート加工工程では、ラミネーターが重要な役割を果たします。一般的なラミネート機は、主に巻き出し装置、接着装置、ホットプレス装置、巻き取り装置などの部品で構成されています。その動作原理は次のとおりです。まず、巻き出し装置でプラスチックフィルムと印刷された紙箱の紙がロール状に広げられます。次に、接着装置でプラスチックフィルムの表面に接着剤の層を均一に塗布します。接着剤の役割は、フィルムと紙をしっかりと結合できるようにすることです。その後、フィルムと紙をホットプレス装置に塗布した後、一定の温度と圧力で接着剤が活性化され、フィルムと紙がしっかりと固定されます。その後、塗布されたフィルムと紙がホットプレス装置に入り、一定の温度と圧力で接着剤が活性化され、フィルムと紙がしっかりと接着されます。最後に、接着された完成品が巻き取り装置で巻き取られます。このようにして、プラスチックフィルムと印刷物の完璧な組み合わせが実現され、紙製ジュエリーボックスの総合的な性能が向上します。ニス塗りとラミネート加工のプロセスを選択するときは、ジュエリーボックスのデザインスタイル、コスト予算、保護性能の要件などの要素を総合的に考慮して、最高の仕上げ効果を実現する必要があります。
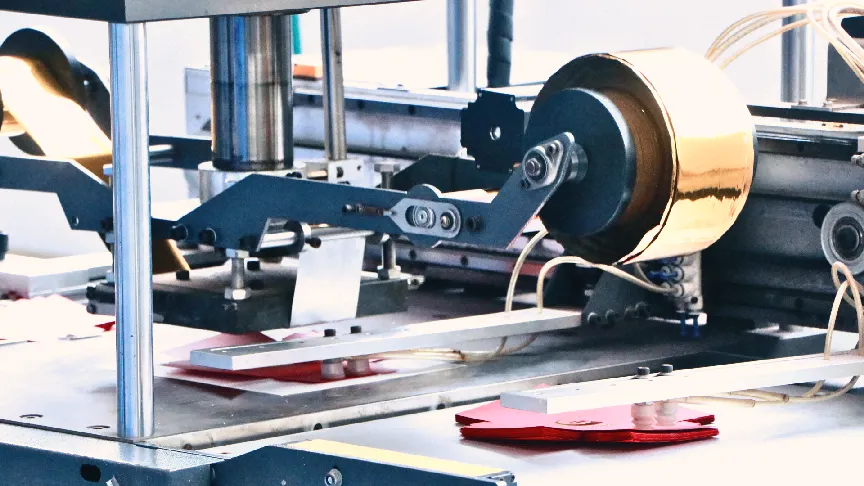
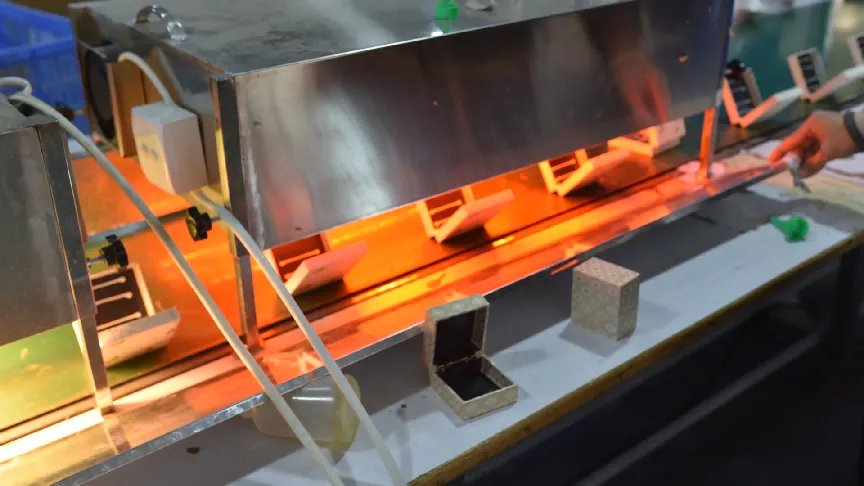
ホットスタンプやエンボス加工などの特殊加工により、紙製ジュエリーボックスの美観と質感を大幅に向上させることができます。ホットスタンプとは、熱プレスによって金属箔または顔料箔を紙箱の表面に転写し、金属光沢または特殊色の模様や文字を形成することです。一般的なホットスタンプの素材には、金箔、銀箔、レーザー箔などがあります。
ホットスタンプ操作には、自動ホットスタンプ機と手動ホットスタンプ機の2つの方法に分かれています。

手動ホットスタンプ機 手動で紙箱をホットスタンピングプレートの下に置き、位置を調整した後、手動でハンドルを操作して押し下げ、ホットスタンピングプレートと紙箱が接触するようにします。加熱と圧力により、ホットスタンピング箔が指定された位置の紙箱の表面に転写されます。
この方法のプロセスは比較的簡単ですが、効率は低く、オペレーターの熟練度が高くなければなりません。その機能は主に、ニッチな高級ジュエリーブランドが限定版製品を発売するなど、小ロットでパーソナライズされたカスタマイズされたジュエリーボックスのホットスタンプのニーズに適用されます。手動ホットスタンプマシンは、そのユニークなパターンのホットスタンプの要件を正確に満たすことができます。手動ホットスタンプマシンの存在意義は、それが非常に柔軟で、設備コストが低いことです。ホットスタンププロセスの最初の試みや、注文量が不安定な小規模ジュエリーボックス生産企業にとって、より経済的な選択です。

自動ホットスタンプ機 自動生産プロセスを実現し、紙箱はコンベアによって自動的にホットスタンプステーションに運ばれ、センサーが紙箱の位置を正確に特定し、ホットスタンププレートは制御システムの指示に従って自動的に押し下げられ、紙箱に接触します。ホットスタンプ操作が完了すると、紙箱は次のプロセスに運ばれます。自動ホットスタンプマシンは強力で、高速で高精度のホットスタンプ機能を備えており、連続生産を実現できるため、生産効率が大幅に向上し、ホットスタンプの品質が安定し、パターンの位置が非常に正確です。これは、ジュエリーボックス生産企業の大量生産にとって非常に重要であり、大量のジュエリーボックスに対する市場の需要を満たし、生産単位のコストを削減すると同時に、製品のスタンプ効果の一貫性を確保し、ブランドの全体的なイメージを高めることができます。
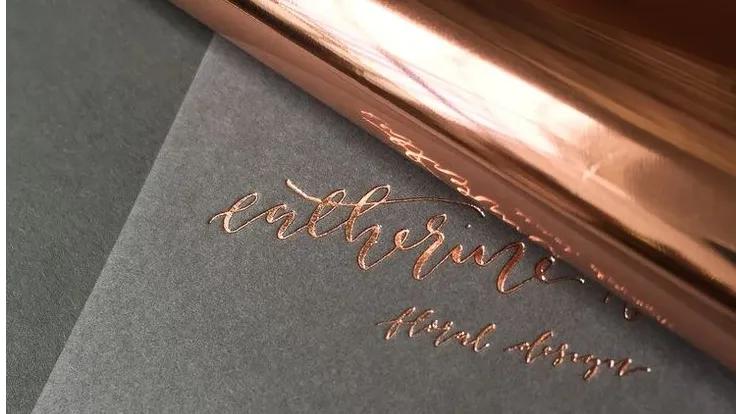
ホットスタンプ加工により、ジュエリーボックスに華やかで高貴な雰囲気を演出できます。金色の光沢がジュエリーの明るい光と響き合い、製品のグレードを高めます。高級ジュエリーブランドのパッケージングによく使用されます。ホットスタンプのシルバー加工はシンプルでスタイリッシュな雰囲気を醸し出し、ジュエリーボックスにモダンなスタイルを追求するのに適しています。レーザーホットスタンプは、虹のような輝きや変化するパターンなどのユニークなレーザー効果を生み出し、紙箱の視覚的な魅力と偽造防止機能を高めます。レーザーホットスタンプは、虹のような光や変化するパターンなどのユニークなレーザー効果を生み出し、紙箱の視覚的な魅力と偽造防止機能を高め、革新的で個性的なジュエリーボックスのデザインによく使用されます。
圧力エンボス加工は、圧力を利用して紙箱の表面に隆起または陥没の模様を作り、立体効果によって紙箱の重なり感と質感を高めます。花や動物の形など、立体感のあるジュエリーの模様は、エンボス加工によってより鮮やかでリアルになり、紙箱の表面から飛び出しているかのように見え、消費者に強い視覚的インパクトと触覚体験をもたらします。また、ホットスタンプとエンボス加工を組み合わせることで、より豊かで多様な効果を生み出し、紙製ジュエリーボックスの独自性と芸術的価値をさらに高め、多くのパッケージの中でも際立って消費者の注目と愛着を引き付けることができます。
平凡なものから驚くべきものまで、パッケージの華麗な変化の裏にはどんな秘密が隠されているのでしょうか? この記事 ホットスタンプ、エンボス加工、その他の特殊加工の無限の可能性をさらに探求すると、そこに答えがあります。
ダイカットは、設計された形状とサイズに従って印刷された紙を切断するプロセスであり、その精度は紙箱の成形品質に決定的な役割を果たします。 ダイカットプロセスでは、まず、ダイカットナイフプレートの製造精度を確保するために、ダイカットナイフプレートの設計は紙箱の平面拡張と完全に一致している必要があり、ナイフプレートのラインは滑らかで正確で、バリ、偏差などの問題を回避する必要があります。 同時に、信頼できる品質のダイカットツールを選択するには、ツールの鋭さと耐久性がダイカットの効果と効率に直接影響します。 ダイカット操作では、ダイカットの圧力と速度を厳密に制御します。圧力が高すぎると紙が破裂したり変形したりする可能性があります。圧力が小さすぎると、ダイカットが完了しません。速度が速すぎると、ダイカットの精度に影響する可能性があります。速度が遅すぎると、生産効率が低下します。また、定期的にダイカット設備のメンテナンスと修理を行い、設備の伝動部品、位置決め装置などの正常な動作を点検し、設備の安定性と精度を確保する必要があります。ダイカット工程では、紙の位置決めと固定に注意を払い、ダイカット工程での紙のずれを防ぎ、ダイカット精度に影響を与えないようにする必要があります。これらのダイカット工程のポイントを厳密に制御することで、ダイカットされた紙箱の端がきれいで正確なサイズであることを確保し、その後の組み立てと使用に良好な基礎を提供します。

灰色板の溝入れは、紙箱を曲げるときに正確な角度と形状を形成できるようにするためであり、溝入れ角度、深さなどのパラメータは、紙箱の曲げ効果に重要な影響を及ぼします。一般的に、一般的な溝入れ角度は90度と120度などです。90度の溝入れは、一般的な正方形の宝石箱など、直角に曲がった紙箱を作るのに適しています。120度の溝入れは、紙箱の外観をよりユニークにするために、特定の斜めの角度の紙箱を作るためによく使用されます。溝の深さは、灰色板の厚さに応じて決定する必要があります。通常、溝の深さは灰色板の厚さのXNUMX分のXNUMXからXNUMX分のXNUMXの間で制御するのが適切です。溝の深さが浅すぎると、紙箱の曲げ折り目がはっきりせず、曲げが困難な状況になり、紙箱の成形効果に影響を与える可能性があります。溝の深さが深すぎると、灰色板の強度が弱まり、破れやすい紙箱を使用することになり、構造の安定性に影響を与えます。溝を切る際には、専門的な溝切り設備を使用し、設備の精度と安定性を確保する必要があります。同時に、溝を切った後の灰色板の品質をチェックし、溝の角度と深さが要件を満たしているかどうか、溝の壁が滑らかかどうか、バリの有無などを確認する必要があります。灰色板の溝切りの品質を保証することによってのみ、組み立て後に紙箱を正確に曲げて規則的な形状を形成し、宝石箱の構造と外観の要件を満たすことができます。

ラミネートとは、印刷された表面紙とグレーボードを接着剤で貼り合わせる工程であり、その操作プロセスと接着剤の選択が重要です。ラミネートする前に、グレーボードと印刷された表面紙を前処理して、表面がきれいで平らで、ほこり、油、その他の不純物がないことを確認する必要があります。これにより、接着剤が接着効果を十分に発揮できます。次に、紙箱の材質と設計要件に応じて適切な接着剤を選択します。一般的な接着剤には、ホワイトラテックス、ホットメルト接着剤などがあります。ホワイトラテックス接着剤は、接着力が高く、乾燥速度が適度で、環境保護などの利点があり、ほとんどの紙材料のラミネートに適しています。ホットメルト接着剤は硬化速度が速く、接着力が強く、ラミネートプロセスの迅速な成形が必要な場合によく使用されます。ラミネートプロセスでは、接着剤の塗布量を制御します。塗布量が多すぎると接着剤が溢れ、紙箱の外観に影響を与え、表面紙とグレーボードの接着が不均一になる可能性があります。塗布量が少なすぎると接着力が弱くなり、紙箱が接着現象を起こしやすくなります。一般的に、ローラーコーティングとスプレーを使用して接着剤を塗布し、接着剤がグレーボードまたは紙の表面に均一に分布するようにします。次に、プレス機器または手工具を使用してグレーボードに表面紙を正確に取り付け、表面紙とグレーボードがしっかりと結合し、中央の気泡を排除します。ラミネートが完了したら、接着剤の硬化効果と紙箱の品質に影響を与えないように、湿気や高温の環境での乾燥を避け、ラミネート紙箱を乾燥に適した温度で風通しの良い環境に置く必要があります。
紙箱の組み立ては、積層部品を組み合わせて完全な紙箱を作る工程であり、この工程では、紙箱の構造が安定し、外観がきれいであることを確保する必要があります。まず、設計要件に従って紙箱の部品を正確に位置決めして位置合わせし、折り曲げ線とインターフェースの位置が正確であることを確認する必要があります。天地蓋箱、ブック型箱など、特殊な構造の紙箱の場合、各部品間の調整精度に注意する必要があります。天地蓋箱の場合、蓋と箱本体のサイズを一致させて、蓋が箱にしっかりと覆われ、スムーズに開閉できるようにする必要があります。ブック型箱の場合、外殻と内箱の貼り付け位置が正確で、内箱が外殻にしっかりと固定され、外観が滑らかである必要があります。
組み立て工程では、治具や位置決め金型などの補助ツールを使用して、部品の固定を助け、組み立ての精度と安定性を確保することができます。貼り付ける必要がある部品については、適切な量の接着剤を再度塗布して、接着剤がしっかりしていることを確認する必要があります。同時に、接着剤が紙箱の表面を汚染して外観に影響を与えないように、接着剤の位置と量に注意する必要があります。組み立てが完了したら、紙箱全体を検査して、紙箱の構造がしっかりしているかどうか、各部品間の接続がしっかりしているかどうか、外観が平らで、しわや変形がないかどうかを確認する必要があります。問題がある場合は、適時に調整と修理を行い、最終的に組み立てられた紙箱が品質基準を満たし、宝石類に優れた包装保護を提供できるようにする必要があります。
紙箱の組み立てにおいて、自動包装機はジュエリーの生産効率を大幅に向上させる上で重要な役割を果たしています。 包装製造 および製品の品質。その操作プロセスには主に次の主要なリンクが含まれます。
まず、紙が自動的に送られ、光電センサーとカウンターで給紙口を識別してカウントし、牽引システムとスライダーの助けを借りて、紙は自動的に次のプロセスに送られ、紙の送りの精度と安定性が確保されます。次は真空吸引リンクで、気流システムを利用して紙を吸い込み、除塵処理を実行して紙の表面が清潔でほこりのない状態を保ち、後続の処理のための良好な基礎を提供します。その後、ローディングとラミネートが行われます。ラミネート機は、紙の端に粘着エッジを自動的に取り付けて、紙の張力と全体的な堅牢性を確保します。エンボス加工と折り畳みセクションでは、エンボス加工機が紙をエンボス加工し、折り畳み機が紙を折り、箱の外観の基本的な枠組みを形成します。最後に、箱本体の成型と天地カバーの取り付け、底部位置決めカムと側面位置決め装置が段ボールの滑らかな成型を折り、箱本体の成型を完了し、次に空気圧吸盤を使用して回転テーブルに箱本体を固定し、接着剤プレートスプレーを介して天地段ボールの両端の箱本体に接着剤を取り付け、紙箱の天地カバーのすべての成型を完了します。
Richpackの全自動紙箱生産ラインは、自動箱包装機を中核として、さまざまな先進的な自動化設備と技術を統合し、紙の供給、ラミネート、組み立てから完成品の出力までの全工程の自動化操作を実現しています。生産ラインは先進的なPLCプログラム制御システムを採用しており、生産プロセス全体でさまざまな指標とパラメータを自動的に監視し、ヒューマンマシンインターフェースを制御および調整して、生産プロセスの精度と安定性を確保できます。同時に、先進的なサーボモーターとサーボコントローラーを使用して、生産プロセスにおけるさまざまな機械部品の正確な制御と調整を実現し、設備操作の高効率と信頼性を確保しています。さらに、Richpackラインには、ギア減速機とタイミングベルト駆動技術を利用した高精度の伝動システムが装備されており、さまざまな機械部品の効率的で安定した伝動と回転を実現します。
· 給紙: このプロセスの核心は、正確な紙の位置決めと効率的な輸送です。Fidelity の紙送りシステムでは、真空吸着と機械駆動の組み合わせを使用して、紙の山にある紙をシートごとに分離し、メインの駆動トラックに輸送します。フロントゲージとサイドゲージの精密調整により、グリッパーのサイズが厳密に制御され、紙が後続のプロセスに入るときに、横方向と縦方向の位置決め誤差が ±0.1 mm 以内に制御され、紙搬送の高精度と安定性が確保されます。たとえば、紙の重量と材質が異なる場合、Fidelity の紙送りシステムは、紙の特性に合わせて吸着力と給紙速度を自動的に調整できます。
·接着: 高精度の接着設備を選択し、紙と接着剤の特性に応じて、接着量を正確に調整します。ローラーコーティングやスプレーなどの方法を採用して、接着剤が紙の表面に均一に塗布されるようにします。接着プロセス中、接着剤の流れと圧力がリアルタイムで監視され、接着の安定性が確保されます。同時に、接着の厚さは厳密に制御され、通常は適切な範囲内で、良好な接着効果を確保し、接着剤の過剰または不足による問題を回避し、その後の組み立てなどのプロセスに強固な基礎を築きます。
·組み立て: 多軸連動ロボットとインテリジェント位置決めツールを採用し、連携して作業します。ロボットはプリセットプログラムに従って積層部品を掴み、高精度視覚認識システムのガイドの下で、部品を位置決めツールに正確に配置します。サーボモーター駆動のロボットアームは、部品の位置合わせ、押し付け、貼り付け操作を実現します。紙箱の場合、高精度の金型を使用し、蓋と箱本体のサイズマッチング精度が±0.2mm以内であることを保証し、スムーズな開閉を保証します。ブック型箱を組み立てる際、インテリジェント位置決めシステムにより、内箱と外殻の貼り付け位置の偏差が極めて小さい範囲内に制御され、滑らかで美しい外観を保証します。
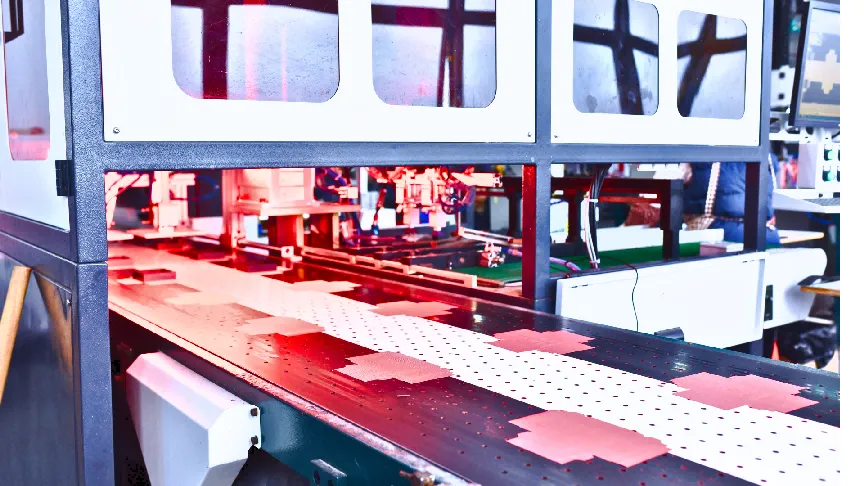
·完成品出力: 紙箱の組み立てが完了すると、自動検査ラインが全方位の品質検査を実施します。レーザースキャン、画像認識などの技術を使用して、紙箱の寸法精度、外観欠陥、構造強度などを迅速に検査します。合格した紙箱は、自動仕分け包装システムによって仕様とバッチに従って仕分けおよび包装され、完成品の効率的な出力と保管管理を実現します。検査プロセス中に紙箱に寸法偏差や外観欠陥が見つかった場合、システムはそれらを欠陥エリアに自動的に仕分けし、その後の再作業を行います。
全体的に、生産プロセスでは、生産ラインの自動化レベルは非常に高く、生産プロセス全体の自動制御と管理を実現し、生産効率を大幅に向上させ、生産コストを削減できます。また、安定した操作、低騒音、優れた環境保護により、環境と従業員に大きな汚染や危害をもたらすことはありません。同時に、その安全で信頼性の高い特性により、生産プロセス全体の自動検出と保護を実現し、生産プロセスでの事故を効果的に回避し、高品質の紙製ジュエリーボックスの大量生産に強力な保証を提供します。
品質は工場ボックスブランドの命です。ジュエリーボックスに小さな欠陥があると、ジュエリーの展示効果に影響を与え、高級ジュエリーブランドの評判を損なう可能性があります。そのため、品質検査の段階では、専門的で厳格な品質検査チームを結成し、高精度の測定ツールを使用してジュエリーパッケージボックスのサイズを詳細に測定し、各折りたたみ部分の長さ、幅、高さ、寸法誤差が非常に狭い範囲内で厳密に制御されるようにしています。同時に、豊富な経験と鋭い観察力で、印刷パターンの鮮明さ、色の正確さ、オーバープリントの正確さ、表面仕上げプロセスの完璧さを注意深くチェックし、細部まで見逃しません。以下では、厳格な品質検査基準と慎重なパッケージ設計の側面から、このリンクの重要性を紹介します。

品質検査は紙製ジュエリーボックスの品質を保証する鍵であり、基準と方法に厳密に従って実施する必要があります。Richpack 工場 Richline には専門的で責任ある品質検査スタッフが配置されており、豊富な経験と専門知識を活かして、生産プロセスの各ステップを細かく管理しています。
寸法検査では、QCスタッフがノギスや定規などの適切な精密測定ツールを使用して、紙箱の長さ、幅、高さ、折り畳み部分を測定し、設計寸法からの偏差が許容範囲内であることを確認します。また、寸法の偏差は全体的に±0.5mm以内に抑え、紙箱がジュエリーに完璧にフィットし、輸送や保管の過程で寸法の問題の影響を受けないようにします。紙箱がジュエリーに完璧にフィットし、サイズの問題で輸送や保管中に使用に影響を与えないようにするためです。

印刷品質検査 主に目視検査と専門設備によるテストを組み合わせて、印刷図柄の鮮明さ、色の正確さ、重ね刷りの正確さなどをチェックします。図柄は鮮明で、ぼやけやゴーストがなく、色はデザインと一致し、明らかな色の違いがないようにする必要があります。重ね刷りの正確さは、主図柄の重ね刷り誤差が±0.1mmを超えてはならず、副図柄の重ね刷り誤差が±0.2mmを超えてはなりません。バーコード付きの紙箱の場合、品質検査員はバーコードテスターを使用してバーコードの鮮明さとスキャン可能性をチェックし、バーコードを正確に識別できることを確認します。
Richpack には、専門的な圧縮試験設備を備えた専門の圧縮試験工場があります。構造強度試験では、圧縮試験や落下試験など、紙箱の実際の使用をシミュレートして、一定の圧力や衝撃を受けたときに紙箱が変形したり破裂したりするかどうかを確認します。圧縮試験では、紙箱が一定の重量の圧力を受けても明らかな変形がなく、形状を維持する必要があります。落下試験では、紙箱が一定の高さから自由落下しても内部構造や外観に損傷がなく、ジュエリーを保護し続けることができる必要があります。
表面の平坦性と清潔さも品質検査の重要な側面です。品質検査員は、紙箱の表面が平坦であるかどうか、しわ、隆起、陥没など外観に影響を与える欠陥がないかどうかを注意深くチェックします。同時に、紙箱の表面にほこり、汚れ、指紋、その他の汚染物質がないことを確認し、製品の清潔さを確保します。紙箱のホットスタンプやエンボス加工などの特別な工芸効果については、それらが明確で完全であり、剥がれやぼやけなどの問題がないことを確認します。

さらに、品質検査担当者は、スタンプがしっかりしているか、ニス塗りやラミネートが均一か、気泡やシワなどの欠陥がないかなど、紙箱の表面仕上げ効果も検査します。包括的かつ厳格な品質検査を通じて、合格した製品だけが次の段階に進むことが保証されます。
環境保護テストも重要であり、消費者の健康と環境安全に関係しています。Richpackは、専門の環境保護テストワークショップと高度なテスト機器を備え、紙箱の総合的な環境保護性能テストを実施しています。その中で、ホルムアルデヒドテストは重要なテスト項目の1つです。ホルムアルデヒドテストは重要なテスト項目の1つです。当社は、専門的なホルムアルデヒド検出器を使用して、厳格なテスト手順に従って紙箱のホルムアルデヒド放出を正確にテストしています。関連する国家および業界の標準に従って、紙箱のホルムアルデヒド放出が規定の安全閾値をはるかに下回っていることを保証し、製品がグリーンで環境に優しく、消費者に健康被害を引き起こさないことを保証します。
例えば、工場に装備されている 3V-EDX6600ROHS 検出器は、ROHS、ハロゲンフリー、玩具指令の要件を満たすように開発されており、多くの先進的な機能を備えています。米国タイプの Si-pin 検出器を使用し、液体窒素冷却ではなく電気冷却され、コンパクトで、正確なデータ分析を提供し、メンテナンスの手間が少なくて済みます。
その SES信号 同社が開発した強化処理システムは、測定感度を効果的に向上させることができます。この機器は、硫黄(S)からウラン(U)までの75元素を測定でき、元素含有量分析範囲は2ppm〜99.99%です。測定時間は100〜300秒の間で調整でき、異なるサンプルに応じて6つの光路補正コリメーションシステムを自動的に切り替えることができ、ワンボタンの自動テストを実現します。操作が簡単で、使いやすいインターフェイスを備えています。この機器は、紙箱に含まれる可能性のある鉛(Pb)、水銀(Hg)、カドミウム(Cd)、六価クロム(CrXNUMX+)などの重金属や、ポリ塩化ビフェニル(PCB)、ポリ臭化ジフェニルエーテル(PBDE)などのその他の有害物質の含有量を正確に検出し、製品がROHS指令、米国のCPSIA法、中国のGB規格などの関連規制や標準の要件に準拠していることを保証します。

さらに、紙箱内の揮発性有機化合物を検出するために、リッチパック工場のリッチラインは専門的な ガスクロマトグラフィー質量分析計 (GCMS)。紙箱に含まれる可能性のあるアルデヒド、ベンゼン、トルエンなどの揮発性有機化合物を正確に分析し、定量的に検出できます。この機器は、これらの揮発性有機化合物の含有量を正確に測定し、紙箱が人体や環境に潜在的な脅威を与えるかどうかを判断できます。
可塑剤の検出については、リッチライン工場は先進的な検査設備を使用して、可塑剤(フタル酸エステルなど)の含有量を厳密に検査し、安全な範囲内であることを確認しています。これらの包括的かつ専門的な環境保護検査を通じて、リッチパック工場ラインは、消費者にグリーンで環境に優しく安全な紙製ジュエリーボックス製品を提供し、企業の社会的責任を果たし、業界の持続可能な発展を促進することに尽力しています。
品質検査に合格した紙製ジュエリーボックスは、適切に梱包して保管する必要があります。梱包方法としては、一定数の紙箱をきちんと積み重ね、プラスチックフィルムまたは包装紙で包んでから段ボール箱に入れるバッチ梱包が一般的です。輸送中に衝突や押し出しによって紙箱が損傷するのを防ぐため、段ボール箱の中に発泡スチロールやバブルバッグなどの緩衝材を入れます。識別と管理を容易にするために、段ボールの表面には、製品名、仕様、数量、製造日、製造元などの情報を明記する必要があります。保管の場合、梱包された紙箱は、直射日光や湿気の多い環境を避けるため、乾燥した換気の良い涼しい倉庫に保管する必要があります。倉庫内の温度は15℃〜25℃、相対湿度は40%〜60%に制御する必要があります。このような環境条件により、紙箱が湿気て変形したり、カビが生えて劣化したり、印刷されたパターンが色あせたりするのを効果的に防ぐことができます。同時に、保管されている紙箱を定期的に検査し、品質に問題がないか確認する必要があります。問題が見つかった場合は、在庫製品の品質安定性を確保するために迅速に対処し、必要なときに適格な紙製ジュエリーボックスをタイムリーに提供できるようにする必要があります。
プラスチックヒンジ付きジュエリーボックスの製造プロセスは、単純な製造プロセスではなく、最先端の技術、独創的なアイデア、究極の職人技を組み合わせた素晴らしいパフォーマンスです。注文を受けたときのアイデアから、高品質の材料の選択、高度な射出成形技術の使用まで、すべてのステップが洗練されています。次のコンテンツでは、プラスチックヒンジ付きジュエリーボックスの製造プロセスを詳細に検討してみましょう。
プラスチックヒンジジュエリーボックスの顧客注文を受けた後、営業担当者は顧客と詳細かつ詳細にコミュニケーションを取る必要があります。営業担当者は、長さ、幅、高さ、厚さなどの正確な寸法や、四角形、円形、不規則な形などのボックスの形状など、プラスチックヒンジジュエリーボックスに対する顧客の特定の要件を理解し、その後の生産が顧客の実際のニーズを満たすことができるようにする必要があります。ジュエリーボックスの場合、寸法の偏差による不安定さやフィット感のなさを避けるために、内部寸法はすべてのタイプのジュエリーに正確に適合する必要があります。
設計段階では、Richpack チームはお客様とプラスチック ボックスの外観について話し合い、色、パターン、テキストなどの要素に関する具体的な要件、およびブランド ロゴや偽造防止マークなどの特別な設計要素を組み込む必要があるかどうかを明確にします。ジュエリー製品をよりよく展示および保護するために、コンパートメント、引き出し、フラップなどの機能構造を設計する必要があるかどうかなど、プラスチック ボックスの構造に関するお客様の具体的なニーズを理解します。同時に、会社の生産能力、職人技、使用可能な材料の種類を詳しく説明して、お客様に専門的なアドバイスと参考資料を提供し、設計計画を最適化して、美的および機能的な要件を満たしながら、より実現可能でコスト効率の高い生産を実現します。十分なコミュニケーションを通じて、両者がジュエリー ボックスの設計と生産の要件に同意することを確実にし、その後の校正と生産のための強固な基盤を築きます。
設計部門は、顧客とのコミュニケーションを通じて決定された要件に基づいて、Adobe IllustratorやCorelDRAWなどの専門設計ソフトウェアを使用して箱を設計および描画し、2次元の平面図と3次元レンダリングを作成して、箱の外観と構造を視覚的に表示します。設計プロセスでは、生産プロセスの実現可能性を十分に考慮して、設計が実際の製品にうまく変換されるようにします。設計が完了すると、設計ファイルはサンプリングワークショップに転送され、サンプリング担当者は設計要件に基づいてサンプリングと生産に適した原材料を選択します。サンプリングプロセス中、Richpackの従業員は、射出成形温度、圧力、時間などの各リンクのプロセスパラメーターを厳密に制御し、サンプリング製品の品質と精度を確保します。サンプリングが完了すると、サンプルの包括的な品質検査が行われます。外観検査では、表面が滑らかかどうか、欠陥がないか、色が要件を満たしているかどうかを確認します。寸法測定では、高精度の測定ツールを使用してサンプルの寸法が設計寸法と一致しているかどうかを確認します。プラスチックボックスがスムーズに開閉し、各部品がしっかりと接続されているかどうかを確認する構造テストも実施します。合格したサンプルは確認のために顧客に送られます。顧客は実際のニーズに応じてサンプルを評価し、改善の提案を行います。顧客からのフィードバックを受け取った後、顧客がサンプルに完全に満足するまで、設計とサンプリングのプロセスがタイムリーに調整および最適化されます。両者は最終的なサンプリング計画を確認し、正式な生産の正確な基礎を提供します。
プラスチックヒンジジュエリーボックスの製造では、PET(ポリエチレンテレフタレート)、PVC(ポリ塩化ビニル)、PP(ポリプロピレン)などが一般的に使用され、それぞれに特徴と適用シナリオがあります。
Richpack工場Richlineは常に厳格な品質と環境保護の要件を順守しており、GRS認証を取得したPP材料などのプラスチックペレットを使用しています。この材料は耐熱性が高く、高温環境でも一定の安定性を維持でき、変形しにくく、高温環境で保管または輸送する必要があるジュエリーボックスに適しています。また、耐薬品性も優れており、一般的な化学物質の侵食に耐えることができます。

PP素材は密度が低く軽量であるため、プラスチックボックス全体の重量を軽減でき、持ち運びや輸送が簡単です。日常的に着用するジュエリー用のプラスチックボックスの製造によく使用されます。プラスチック材料を選択するときは、ジュエリーボックスの位置付け、コスト予算、環境保護要件、製品特性などの要素を総合的に考慮して、選択した材料が製品のさまざまな性能要件を満たすことを確認する必要があります。
プラスチックヒンジジュエリーボックスの最高の外観と性能を実現するために、紙の材料の選択はプラスチック材料と一致する必要があります。材料の面では、一般的な種類の紙には、白ボール紙、コート紙、特殊紙が含まれます。白ボール紙は剛性が高く、プラスチックボックスに優れた構造サポートを提供し、耐久性を高めます。滑らかな表面と優れた印刷性により、鮮明で絶妙な印刷パターンを実現できます。PETなどの透明度の高いプラスチック材料と組み合わせて使用すると、シンプルでエレガントな質感を示す高級ジュエリーボックスを作るのに適します。
パール紙やレーザーカードのようなアート紙は、光沢が高く、インク吸収性に優れています。印刷されたパターンは鮮やかな色と豊かな層を持ち、箱の視覚的な魅力を高めることができます。パール紙や模様紙などの特殊紙は独特の質感と手触りがあり、箱に独特の芸術的な雰囲気を加え、製品のグレードと付加価値を高めることができ、高級なカスタムジュエリーボックスによく使用されます。
高品質のプラスチック素材と組み合わせることで、ユニークなパッケージ効果を生み出します。色と質感は、ジュエリーのスタイルとブランドイメージに合わせて選択する必要があります。シンプルなスタイルのジュエリーには、シンプルな質感の無地の紙を選択して、ジュエリーのシンプルな美しさを強調できます。レトロスタイルのジュエリーには、レトロな質感や色の紙を選択して、強いレトロな雰囲気を演出できます。紙とプラスチック素材を慎重に組み合わせることで、プラスチックボックスの外観と性能を完全に統一し、消費者の美観と品質の二重のニーズを満たすことができます。
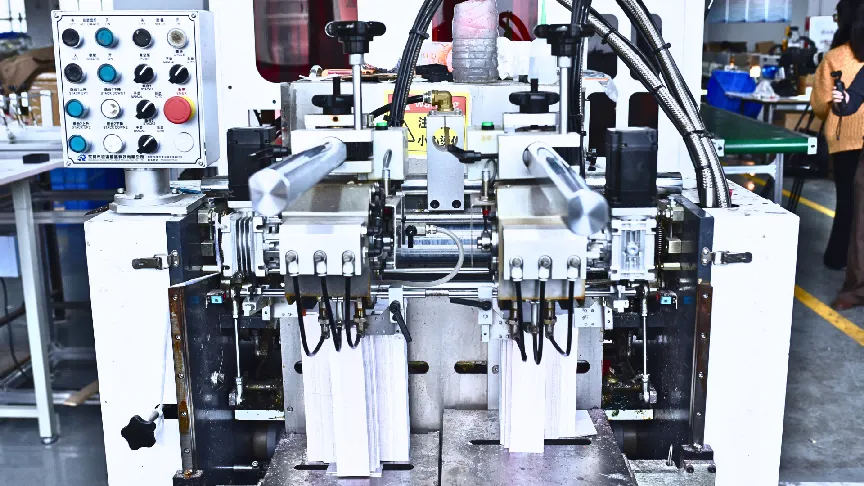
射出成形は、プラスチックヒンジジュエリーボックスの製造における重要なプロセスです。基本原理は、粒状のプラスチック原料を射出成形機のシリンダーに追加することです。シリンダーは、電気加熱コイルなどの外部加熱装置によって溶融状態に加熱され、プラスチック原料の流動性が良好になります。スクリューの回転によって駆動され、溶融したプラスチック原料は圧縮されて前方に搬送され、射出成形機のノズルから閉じた金型キャビティに高速で注入されます。金型キャビティの形状は、プラスチックボックスの最終形状と同じです。プラスチック原料はすぐにキャビティを満たし、隅々まで満たされ、プラスチックボックスの原型を形成します。次に、金型は一定の圧力と温度を維持し、プラスチック原料がキャビティ内で冷却されて固化し続けるようにします。冷却プロセス中に、プラスチック原料は徐々に流動性を失い、形状が固定され、最終的に一定の強度と寸法精度を備えたプラスチックボックス製品が形成されます。

プラスチックケースが完全に冷却され固まったら、金型を開き、エジェクタ機構を使用して成形されたプラスチックケースを金型から押し出して、射出成形プロセスを完了します。射出成形プロセス中、温度、圧力、時間などのパラメータの制御は重要であり、プラスチックケースの品質と性能に直接影響します。たとえば、温度が高すぎると、プラスチック原料が分解して燃え、プラスチックケースの外観と性能に影響を与える可能性があります。温度が低すぎると、プラスチック原料の流動性が低下し、金型キャビティに充填できず、材料が不足した製品になる可能性があります。圧力が高すぎると、プラスチックボックスにバリや変形などの欠陥が発生する可能性があります。圧力が低すぎると、プラスチックボックスの密度と強度が不十分になる可能性があります。タイミング制御が不適切でも、プラスチックボックスの品質に影響します。冷却時間が短いと、脱型後にプラスチックボックスが変形する可能性があります。一方、冷却時間が長すぎると、生産効率が低下します。したがって、射出成形プロセス中、高品質のプラスチックボックス製品を確実に生産するには、プラスチック材料の特性とプラスチックボックスの設計要件に応じてこれらのパラメータを正確に制御する必要があります。
金型は射出成形における重要なツールであり、その設計と生産品質はプラスチックボックスの射出成形品質と生産効率に直接影響します。金型設計の最初のステップは、UGやPro / Eなどの専門的な金型設計ソフトウェアを使用して、プラスチックボックスの設計図と寸法要件に基づいて金型の3Dモデリングを実行することです。モデリングプロセスでは、ボックスの構造特性、脱型方法、ゲートの位置などの要素を十分に考慮して、金型設計が合理的で実現可能であることを保証します。たとえば、複雑な形状のボックスの場合、金型の開閉とボックスの脱型を容易にするために、合理的なパーティングサーフェスを設計する必要があります。薄肉のボックスの場合、ゲートの位置とサイズを最適化して、プラスチック材料がキャビティを迅速かつ均一に充填できるようにし、充填不足や充填過剰を回避する必要があります。

同時に、金型の冷却システムの設計を考慮し、冷却チャネルを合理的に配置することで、射出成形プロセス中に金型が均一に冷却され、冷却時間が短縮され、生産効率が向上します。金型製作プロセスでは、P20、718、NAK80などの高品質の金型鋼が選択されます。金型設計図に従って、機械加工、放電加工、ワイヤーカットなどのさまざまなプロセスを経て、金型の各部品が精密に加工されます。加工中は、加工精度が厳密に管理され、金型部品の寸法公差が許容範囲内にあることが保証されます。一般に、金型のキャビティとコアの寸法公差は±0.01mm以内に管理され、プラスチックヒンジジュエリーボックスの寸法精度と表面品質が保証されます。金型が完成したら、金型がスムーズに開閉し、部品がしっかりとフィットしているかどうかを厳密に組み立てて調整し、金型が正常に動作できるようにします。金型の慎重な設計と製造により、射出成形の信頼性の高い保証が提供され、高品質のプラスチックヒンジジュエリーボックスが生産されます。
プラスチックヒンジジュエリーボックスの製造プロセスでは、印刷プロセスの適用がボックスの美観とブランド認知度を高める上で重要な役割を果たします。一般的な印刷プロセスには、UVオフセット印刷とスクリーン印刷があり、それぞれに独自の特徴と適用可能なシナリオがあります。UVオフセット印刷は、紫外線を使用してインクを硬化させる高精度の印刷プロセスです。

CMYK 4色印刷原理を採用し、非常に繊細な色再現と高精度のパターン印刷を実現できます。この印刷プロセスは、印刷品質の要件が高く、パターンが複雑で色が豊かな箱への印刷に適しています。たとえば、繊細なジュエリーパターン、細かいブランドロゴ、または豊富なカラーグラデーション効果を印刷する必要があるジュエリーボックスの場合、UVオフセット印刷はパターンの詳細とカラーレイヤーを正確にレンダリングし、印刷効果をリアルで鮮明にし、ボックスに豪華な質感を加えます。シルクスクリーン印刷では、スキージをスクリーンに押し付けて、メッシュを通してインクを基材に転写し、オリジナルと同じ画像を作成します。インク層は厚く、カバー率が高く、立体感があり、金属模様やつや消し文字など、目立つ質感と立体感が必要な模様の印刷に適しています。また、シルクスクリーン印刷では、蛍光インクや夜光インクなどの特殊なインクを使用して、箱に独特の視覚効果を与えることもできます。印刷プロセスを選択する際には、プラスチックボックスの設計要件、印刷パターンの特性、コスト予算などの要素を総合的に考慮して、最も適切な印刷プロセスを決定し、印刷効果が顧客のニーズを満たすことを保証し、同時にプラスチックボックスの全体的な品質と市場競争力を向上させる必要があります。
プラスチックヒンジジュエリーボックスの表面の印刷パターンを保護し、ボックスの耐久性を向上させるには、通常、傷防止処理を施す必要があります。傷防止オイルを塗布することは、一般的な処理プロセスです。傷防止オイルを塗布する主な機能は、ボックスの表面に硬くて耐摩耗性のある保護フィルムを形成することです。これにより、日常の使用や輸送中にボックスが傷ついたり摩耗したりするのを効果的に防ぎ、表面仕上げと印刷パターンの完全性を維持します。操作中は、まずプラスチックボックスの表面が清潔で乾燥しており、ほこり、油、その他の不純物がないことを確認し、傷防止オイルの付着に影響を与えないようにします。次に、傷防止オイルの種類と特性に応じて、適切なコーティング方法を選択します。一般的なコーティング方法には、スプレー、ローリング、シャワーなどがあります。スプレーは、傷防止オイルをボックスの表面に均一に分散させ、比較的均一なコーティングの厚さを形成できるため、コーティング品質の要件が高いボックスに適しています。ローリングは操作が簡単で効率が高く、箱の表面の広い範囲をコーティングするのに適しています。ディッピングは大量生産される規則的な形状の箱に適しており、コーティング作業を迅速かつ効率的に完了できます。コーティングプロセス中、耐傷性オイルコーティングの厚さを厳密に制御する必要があります。一般的に、コーティングの厚さは3〜5μmが適切です。コーティングの厚さが薄すぎると、良好な耐傷性効果が得られない可能性があり、コーティングの厚さが厚すぎると、箱の表面にフローマークや気泡などの欠陥が発生し、箱の外観品質に影響を与える可能性があります。コーティングが完了したら、箱を乾燥装置に入れ、耐傷性オイルの硬化条件に応じて適切な乾燥および硬化処理を行い、箱の表面に堅固な保護膜を形成します。箱を耐傷性オイルで処理すると、箱の耐傷性が効果的に向上し、箱の耐用年数が延長され、同時に製品の美観と価値が維持されます。

紙のラミネート加工は、カットした紙を射出成形したカートンの表面に貼り付ける加工であり、その作業工程と接着剤の使用は、カートンの品位と外観に重要な影響を及ぼします。ラミネート加工する前に、接着剤の接着力を高めるために、接着剤箱と紙を前処理して、接着剤箱の表面が清潔で乾燥しており、油、ほこり、その他の不純物がないことを確認する必要があります。紙の表面も平らで、しわがなく、必要に応じて紙を平らにすることができます。次に、適切な接着剤を選択します。一般的な紙ラミネート接着剤には、ホワイトラテックス、ホットメルト接着剤などがあります。ホワイトラテックス接着剤は、接着力が高く、乾燥速度が適度で、環境保護などの利点があり、ほとんどの紙とプラスチック材料のラミネートに適しています。ホットメルト接着剤は硬化速度が速く、接着力が強く、ラミネート加工の迅速な試作が必要な場合によく使用されます。接着剤を使用する場合は、接着剤の特性と紙ラミネートの要件に応じて、接着剤の塗布量と塗布方法を制御します。一般的に、ローラーコーティング、スプレー、その他の接着剤コーティング方法を使用して、接着剤が接着剤ボックスの表面または紙の裏に均一に分散されるようにすることができます。コーティングの量は適度でなければなりません。コーティングが多すぎると、接着剤があふれてボックスの外観に影響を与えるだけでなく、紙とボックスの接着が不均一になる可能性があります。コーティングが少なすぎると、接着が強くなく、紙が剥がれやすくなります。次に、プレス装置または手工具を使用して紙をボックスの表面に正確にラミネートし、紙とボックスをしっかりと結合して、中央の気泡を排除します。ラミネートプロセス中は、紙がオフセットや折り目などの問題を回避するために、紙を平らに保ち、正確に配置するように注意する必要があります。ラミネートが完了したら、接着剤ボックスを換気の良い適切な温度環境に置いて乾燥させ、接着剤が完全に硬化するようにします。乾燥プロセスでは、外力による接着剤ボックスの押し出しや衝突を避け、ラミネートの品質と効果に影響を与えないようにします。ラミネート加工操作を厳密に管理することで、紙と糊箱がしっかりと接着され、外観が平らで美しくなり、糊箱の全体的な品質が向上します。
ダイカットは、設計された形状とサイズに従ってラミネート後のカートンを切断するプロセスであり、その精度はカートンの成形品質に直接影響します。 ダイカットの前に、カートンの設計図に従って高精度のダイカットプレートを作成する必要があります。 ダイカットナイフプレートの設計は、ボックスの形状とサイズと完全に一致している必要があり、ナイフプレートのラインは、バリ、偏差などの問題を回避するために滑らかで正確である必要があります。 同時に、信頼できる品質のダイカットナイフを選択するには、ナイフの鋭さと耐久性がダイカットの効果と効率に直接影響します。 ダイカット操作では、ラミネートカートンをダイカットマシンに配置し、圧力、速度などのダイカットマシンのパラメーターを調整して、ダイカットプロセスが安定して正確であることを保証します。 圧力が高すぎるとボックスが破裂して変形する可能性があり、圧力が低すぎるとダイカットが不完全になります。速度が速すぎると、打ち抜きの精度に影響する可能性があります。速度が遅すぎると、生産効率が低下します。一般的に、打ち抜き圧力は、箱の材質と厚さに応じて調整する必要があります。厚い箱の場合は、打ち抜き圧力を適切に上げる必要があります。打ち抜き速度は、打ち抜きの品質と生産効率のバランスを確保するために、合理的な範囲内で制御する必要があります。打ち抜きが完了すると、箱には余分な廃棄物が残ります。廃棄物を片付ける必要があります。廃棄物を片付けるときは、箱の端や表面を傷つけないように注意し、箱の完全性と美観を確保してください。手動または機械的な廃棄物除去方法を使用できます。手動の廃棄物除去は、小ロット生産や廃棄物除去の高精度要件に適しており、より詳細な廃棄物を除去できます。機械的な廃棄物除去は、大量生産に適しており、効率が高いですが、廃棄物除去の効果を確保するために、機器の調整と操作に注意する必要があります。ダイカットと廃棄物の除去を厳密に管理することで、カートンの形状とサイズが正確であることを保証し、その後の組み立てと使用のための良好な基盤を提供します。
接着と底付けは、プラスチックヒンジジュエリーボックスの成形と組み立ての重要な部分であり、ボックスの構造安定性と機能に直接影響します。接着プロセスでは、ボックスの側面、フラップなど、接着する必要がある部分に、まず適切な量の接着剤を塗布する必要があります。接着剤の選択は、接着剤ボックスの材質と使用環境に応じて行い、接着剤の接着強度と耐久性を確保する必要があります。接着剤を塗布するときは、接着剤が多すぎてボックスの表面を汚染したり、接着剤が少なすぎて接着が弱くなったりしないように、均一で適切な量にする必要があります。
接着剤を塗布した後、接着する部分を正確に位置合わせし、治具や手圧を使用して固定し、接着剤の接着効果が十分に発揮されるようにして、接着剤が硬化するのを待ちます。
プラスチックヒンジジュエリーボックスの大規模生産システムでは、自動ボックスラッピングマシンがインテリジェント製造の重要なハブとして、インダストリー4.0テクノロジーアーキテクチャに依存して、生産効率と製品品質のXNUMX次元的な飛躍を実現し、現代的でインテリジェントな生産パラダイムを構築します。
材料積載工程では、自動カートン機は、マシンビジョン認識と0.1軸ロボットアームの協調に基づく自動積載システムを統合しています。このシステムは、高解像度CCDカメラの助けを借りて、成形されたカートン部品のリアルタイム画像をキャプチャし、高度な画像認識アルゴリズムにより、数ミリ秒以内に部品の位置、姿勢、モデル情報を正確に識別できます。認識結果に基づいて、XNUMX軸ロボットアームは、複数の自由度の柔軟な動作特性により、±XNUMXmmのグリップ精度で部品を正確に掴み、配置し、部品が偏差なしで次のプロセスに入ることを保証します。
接着工程に入ると、自動段ボール包装機には閉ループ制御に基づく高精度接着システムが装備されています。このシステムは、圧力センサー、流量センサー、温度センサーを介して、接着剤のリアルタイムの流量、圧力、温度を監視します。監視データに基づいて、PID制御アルゴリズムを使用して、接着装置の駆動モーター、圧力ポンプ、その他のアクチュエータを正確に制御し、異なる接着剤特性(粘度、硬化速度など)と箱の材質(PP、PS、ABSなど)の条件下で、接着量の制御精度が±0.01gに達し、接着速度の変動範囲が±1mm / sに制御されることを保証します。これにより、均一で安定した接着剤の塗布が実現され、高品質の接着が提供されます。接着剤は均一かつ安定して塗布され、高品質の接着を確実に保証します。
折り畳みと組み立ての工程は、自動段ボール包装機の核心工程であり、多軸連動ロボットアームと高精度金型の協調動作モードを採用しています。多軸連動ロボットアームは高速、高精度の運動性能を持ち、繰り返し位置決め精度は±0.05mmで、事前に設定された0.2次元運動軌道に従って、段ボール部品を正確な順序と角度で折り畳み、組み立てることができます。同時に、レーザー距離測定と静電容量変位センサーに基づく高精度位置決めシステムと、適応制御機能を備えた圧力制御システムにより、組み立て工程中に部品間の相対位置と圧力の変化をリアルタイムで監視し、部品がしっかりと接続されていることを保証します。寸法精度は±XNUMXmm以内に制御され、高精度組み立ての要件を満たすことができます。
完成品の出力段階では、組み立てられた箱はまず、マシンビジョンと人工知能アルゴリズムに基づく品質検査システムに入ります。このシステムは、多視点の高解像度カメラを通じて箱の外観、サイズ、接着剤の品質を全面的に検査し、収集した画像データをディープラーニングアルゴリズムで分析・処理することで、接着剤の溢れ、部品のずれ、表面欠陥など、あらゆる種類の品質欠陥を迅速かつ正確に特定できます。合格した箱は、設定されたビートとパスに従って自動コンベアによって次の梱包工程に自動的に輸送され、生産プロセスのシームレスな統合を実現します。
ジュエリーボックス自動ラッピングマシンは、高性能PLCをコアコントロールユニットとする産業用イーサネットに基づく分散制御システムを備えており、機器の各アクチュエータのリアルタイムで正確な制御を実現しています。 このシステムは強力なコンピューティングおよびデータ処理能力を備えており、マイクロ秒単位で各種センサーデータの収集、分析、処理を完了し、事前に設定された生産プロセスパラメータに応じて、接着剤の量、折り畳み角度、圧力などの重要なプロセスパラメータを自動的に調整して、生産プロセスの効率的で安定した操作を確保します。 同時に、企業のMESシステムとのシームレスな接続を通じて、生産データのリアルタイムのアップロードと共有を実現し、企業の生産管理と意思決定に強力なデータサポートを提供します。 Richpack自動カートンラッピングマシンも、高強度合金鋼を主な構造材料として採用し、有限要素解析によって最適化および設計されており、高速で重い負荷の動作条件での機器の構造安定性を確保しています。アームジョイント、ガイドレール、ネジなどの主要な可動部品には、高精度のボールネジ、リニアガイドレール、サーボモーターを採用しており、高度な潤滑およびシーリング技術と組み合わせることで、機器の摩耗とエネルギー消費を効果的に削減し、機器の動作効率と耐用年数を向上させることができます。
自動箱包装機は、プラスチックヒンジジュエリーボックスの生産において、大きな技術的優位性を発揮します。生産効率の面では、最大容量は1000時間あたり1500~5個のプラスチックボックスに達し、従来の手動箱包装方法と比較して、効率は8~98倍向上し、大規模で高効率な生産のニーズに完全に対応します。製品品質管理の面では、高精度の自動組み立ておよび検査システムにより、製品の合格率はXNUMX%以上に達し、手動エラーによる不良品の割合を効果的に削減します。コスト管理の観点から、自動段ボール包装機の適用により、労働投入量が大幅に削減され、同時に、正確なプロセス制御により、原材料の利用率が向上し、生産コストが削減されます。さらに、この機器は柔軟性と拡張性が高く、ソフトウェアプログラミングとパラメータ調整により、さまざまな箱の設計と生産要件に迅速に適応できるため、企業の製品革新と市場拡大に強力なサポートを提供します。
ヒンジの取り付けは、プラスチックヒンジジュエリーボックスの開閉の利便性と耐用年数に影響を与える重要なステップです。ジュエリーボックスのデザインに応じて、ヒンジのタイプと仕様を適切に選択する必要があります。通常のヒンジは、基本的な開閉機能を実現する一般的なジュエリーボックスに適しており、自動閉鎖特性を備えたスプリングヒンジは、開閉の利便性に対する要求が高いジュエリーボックスによく使用されます。
ヒンジを取り付ける際、Richpackの作業員はまず自動パンチング設備を利用して、ボックスの対応する位置の穴を正確に見つけて制御し、ヒンジの正確な取り付けを確保します。次に、ネジまたは接着剤を使用して、ヒンジの一端をゴムボックスの片側にしっかりと固定し、緩みを防ぎます。取り付けが完了したら、ヒンジを慎重にデバッグして、接着剤ボックスの開閉の滑らかさとヒンジの回転の柔軟性を確認し、異常な状況を適時に調整します。
気泡圧縮の目的は、組み立て後に箱の内部構造が密閉され、気泡や空隙がないことを保証し、全体的な強度と安定性を高めることです。ホットメルト接着剤で接着された箱の場合、ホットプレスを使用して気泡圧縮を行います。ホットプレスは、温度、圧力、時間を正確に制御することで、適切な温度で接着剤を再溶融させ、気泡を埋めて接着強度を高め、同時に不適切な温度と圧力による箱の変形を回避します。
加熱する必要のない他の接着剤や箱を使用する場合は、コールドプレスを利用して圧力をかけて内部の気泡を押し出し、部品をしっかりと固定します。圧力気泡の圧縮が完了したら、箱を徹底的にチェックして、内部が密閉され、表面が平らであることを確認します。
箱の組み立てが完了したら、外観品質を確保するために、洗浄プロセスが重要な部分です。製造プロセス中に箱の表面がほこり、油、その他の不純物で汚染されやすく、外観と品質に影響を与えます。適量の洗剤に浸した柔らかいほこりのない布またはスポンジを使用して、箱の表面を軽く拭き、拭き取りの強さを制御して、傷を防ぎます。頑固な汚れには、専用のクリーナーを使用して、箱の素材が損傷しないようにします。

拭いた後は、きれいなほこりのない布で表面を乾かし、クリーナーの残留物と水分を取り除きます。同時に、掃除機を使用してボックス内のほこりの不純物を掃除し、内部の清潔さを確保します。最後に、掃除したボックスにラベルを貼り、梱包して次の段階に進みます。
カートンは洗浄され、梱包された後、品質サンプル工程に入ります。定められたサンプル比率に従って、各バッチから一定数の箱がランダムに選択されます。検査には、外観の2回目の検証だけでなく、擦れによる汚れの漏れや傷が付いていないことを確認することも含まれます。また、寸法精度を再確認するために、座標測定機などの高精度測定機器を使用して、箱の長さ、幅、高さ、ヒンジ穴、ヒンジのその他の重要な寸法を検出し、許容誤差を非常に小さな範囲に制御して、製品が設計図と完全に一致していることを確認します。ヒンジの開閉性能については、模擬開閉テストを実施し、製品規格に従ってテスト回数を設定し、ヒンジが長期使用でもスムーズで、引っ掛かりや緩み現象がないことを確認します。接着剤箱の熱間および冷間プレス処理については、サンプル破壊テストを行い、内部構造の堅固さをチェックして、接着剤の接着力が標準に達しているかどうかを判断します。不合格の製品が見つかった場合は、すぐに生産リンクを遡って問題の根本原因を調査し、是正措置を講じてバッチ全体の製品品質の一貫性を確保します。
品質サンプルテストに合格した箱は、梱包および保管プロセスに入ります。箱のサイズ、形状、数量に応じて、段ボール箱、プラスチック箱などの適切な外装梱包材を選択します。

梱包工程では、発泡スチロール、プチプチなどの緩衝材を使用して、輸送中や保管中の衝突や押し出しによるカートンへの損傷を防ぎます。各外装パッケージには、製品名、仕様、数量、製造日、ロット番号などの情報を明記し、製品の識別とトレーサビリティを容易にする必要があります。完成品はカテゴリに従って梱包し、倉庫の指定されたエリアにバッチできちんと積み重ねられ、先入れ先出し管理の原則に従います。倉庫は乾燥した換気の良い状態に保ち、温度と湿度を適切に管理して、カートンの品質に影響を与える環境要因を回避する必要があります。同時に、完璧な在庫管理システムを確立し、在庫量をリアルタイムで監視して、生産計画と販売配送に正確なデータサポートを提供します。
箱の上蓋のサイズは下蓋よりわずかに大きく、長さと幅の差は3〜5mm、高さの差は5〜10mmです。ブック型箱の外殻は内箱より5〜8mm長く、内箱より3〜5mm広いです。引き出し式箱の内箱と外箱の隙間は片側1〜2mmです。
紙箱の縁や角に補強や補強構造を設計します。例えば、天地箱の縁に厚紙を追加したり、ブック型箱の角に補強パッチを使用したりします。折り目がはっきりしていること、接続部分の接着剤が均一に塗布されていることを確認します。宝石の重量の分布と重心の位置を考慮して、サイズが大きい、または重量のある宝石紙箱のサポート構造を強化します。
紙の重量は250~400g/m²、平坦性良好、白色度は85%以上で均一、グレーボードの厚さは1~3mm、硬度が高く、環境基準に適合し、リサイクル可能で汚染のない原材料を使用しています。
色の精度は Pantone カラー カードによって調整され、主要な色誤差 ΔE ≤ 3、マイナー カラー ΔE ≤ 5 です。パターンのエッジは明瞭でゴーストがなく、高解像度の画像と高度な技術で製版され、印刷中に圧力とインク転写量を制御します。
射出温度は材料によって異なります。例えば、PETバレルの前部は250~280℃、中間部は260~290℃、後部は240~260℃です。射出圧力は50~120MPa、保持圧力は射出圧力の30%~60%です。射出時間は3~10秒、保持時間は5~15秒、冷却時間は10~30秒です。
金型キャビティとコアのサイズ公差は±0.05mm以下、表面粗さはRa0.8μm以下、パーティング面は平坦で密着しています。高品質の金型鋼を使用し、定期的に清掃、検査、メンテナンス、潤滑を行ってください。
印刷色が正確で、メインカラーの色差 ΔE ≤ 3、セカンダリカラー ΔE ≤ 5、ゴーストのない鮮明なパターン。傷防止処理は耐摩耗性があり、外観に欠陥がなく、傷防止層は均一でしっかりしています。
高級ヒンジジュエリーボックスには、350〜450g/m²の白ボール紙または特殊紙を選択できます。中級および低級の場合は、250〜350g/m²のコート紙または通常の白ボール紙を選択できます。紙は、表面が平らで不純物がないことを確認するために前処理する必要があります。
紙箱は外観、サイズ、構造強度をテストします。プラスチック箱は外観、サイズ、性能(圧縮、耐衝撃性、耐傷性など)をテストし、サイズ偏差は通常 ± 0.5mm 以内に制御されます。
紙箱の印刷色の偏り、模様のぼやけは、インクと設備を変更して、色管理を強化することができます。表面仕上げエラーは、作業員を訓練して、プロセスパラメータを最適化することができます。打ち抜き組み立ての問題は、設備を更新して、接着剤の使用を標準化することができます。プラスチック箱の射出成形プロセスエラーは、パラメータを調整し、人員を訓練し、設備をメンテナンスすることができます。印刷エラーは、設備を修復してデバッグすることができます。外部ラミネート紙の問題は、切断プロセスを最適化し、適切な接着剤を選択することができます。
このブログでは、紙製ジュエリーボックスとプラスチック製ヒンジジュエリーボックスの全生産プロセスと生産仕様を総合的に分析しています。生産プロセスに関して、紙製ジュエリーボックスの生産は、事前準備、印刷、表面仕上げ、打ち抜きとスロット加工、ラミネートと組み立て、品質検査と梱包などを経て、各リンクには独自の操作ポイントと技術要件があります。プラスチック製ヒンジジュエリーボックスの生産は、注文の受領とサンプル採取から、原材料の調達と加工、射出成形、表面印刷と加工、ラミネート紙加工、成形と生産仕様まで続きます。プラスチック製ヒンジジュエリーボックスの生産は、注文の受領とサンプル採取から始まり、原材料の調達と加工、射出成形、表面印刷と加工、紙のラミネート、成形と組み立てなどを経て、最終的に製品の生産を完了します。これらは互いに密接に関連しており、職人技と品質管理に対する厳しい要件があります。
生産仕様では、紙製ジュエリーボックスの生産において、構造設計、材料の使用、印刷品質、表面仕上げ、組み立て検査などについて詳細な仕様基準を策定し、紙製ボックスの構造強度、外観の品質と性能を確保しています。プラスチックヒンジジュエリーボックスの生産において、射出成形、表面処理、紙のラミネート、成形と組み立て、品質検査などにも詳細な仕様基準があります。プラスチックヒンジジュエリーボックスの生産において、射出成形、表面処理、紙の外部ラミネート、成形と組み立て、品質テストなどの仕様も明確で、プロセスパラメータ、品質基準、材料の選択などの側面をカバーし、プラスチックボックスの品質と安定性を保護します。成功事例と問題事例の分析を通じて、生産プロセスと仕様に従うことの重要性がさらに検証され、非標準操作によってもたらされる可能性のある品質の問題と解決策も検証されています。ジュエリー業界に従事している場合、または高品質のジュエリーボックスをカスタマイズする必要がある場合は、Richpackジュエリーパッケージソリューションと協力して、ニーズを満たす高品質のジュエリーボックスを作成しませんか。 お問い合わせ ジュエリーパッケージの卓越性を追求する旅へ。
P持続可能性のパッケージング ジュエリーボックスの生産プロセスでは、環境保護のコンセプトを常に生産のあらゆる側面に取り入れ、環境に優しい製品に対する市場の切実なニーズに積極的に応えてきました。材料の選択では、生分解性、リサイクル性、環境に優しい材料の使用を積極的に推進しています。また、生産プロセスを最適化してエネルギー消費と廃棄物の排出を削減し、美しい家を将来の世代に守り続けます。同時に、インテリジェント化と自動化は、業界の発展の強力な原動力になりつつあります。

将来、インテリジェント設備と自動化生産ラインがリッチパックジュエリーボックスの生産を支配するでしょう。先進的なセンサー、ロボット、自動化制御システムの導入により、生産プロセスのすべてのリンクを正確に制御できるようになり、生産効率が大幅に向上し、生産サイクルが短縮され、顧客にさらに優れた効率的なサービスが提供されます。将来、中国のカスタムジュエリーボックスサプライヤーであるリッチパックは、持続可能な開発の概念を堅持し、技術の変化を受け入れ、市場の美的トレンドに従い、ジュエリーボックスの生産プロセスを絶えず革新および最適化し、ジュエリー業界向けにさらに高品質でパーソナライズされた環境に優しいパッケージ製品を作成し、顧客と協力してより明るい未来に向かって進んでいきます。
2024-12-13

2024-10-31

2024-11-06

2026年、ジュエリーパッケージのパートナー選びはブランド拡大の核心部分となり、適切なパートナー選びは利益率と顧客信頼に直接影響を及ぼします。数ヶ月にわたる試行錯誤を省くため、実務における信頼性、デザイン品質、そして…続きを読む 2026年最新ジュエリーボックス製造ガイド:ステップバイステップと専門家のテクニック

イタリアのジュエリーのパッケージは謎に満ちており、静かで力強いストーリーテラーです。その魅力的な外観の下には何が隠されているのでしょうか。シンプルな容器を、中の貴重な宝石を保護するだけでなく、その美的魅力を高める芸術作品に変えるにはどうすればよいのでしょうか。職人技を発掘するこの発見の旅に出かけましょう…続きを読む 2026年最新のジュエリーボックス製造ガイド:ステップバイステップと専門家のテクニック

今日の競争の激しい市場では、第一印象が最も重要です。調査によると、消費者の72%がパッケージデザインが購買決定に大きな影響を与えると認識しています。これは、印象が現実となる高級品市場において特に当てはまります。したがって、高級品パッケージは単なる容器ではなく、ブランド体験の不可欠な要素であり、細心の注意を払って設計されています…続きを読む 2026年最新ジュエリーボックス製造ガイド:ステップバイステップと専門家のテクニック