 PREV
PREV
Wat is flexodruk en hoe werkt het?
2026-05-29

Als je ooit een doos ontbijtgranen hebt vastgehouden, een shampoozakje hebt uitgepakt of een barcode van een medicijnflesje hebt verwijderd, heb je al iets aangeraakt dat met flexografische druktechniek is bedrukt. De meeste mensen merken het niet. En dat is precies de bedoeling.
Flexografisch drukken, vaak afgekort tot flexo, is de kracht achter vrijwel alle flexibele verpakkingen die je in de winkel tegenkomt. Het werkt met snelheden die andere drukmethoden traag doen lijken, het kan materialen verwerken die andere persen zouden beschadigen, en de kosten per eenheid maken grote oplages echt economisch.
Maar dit is wat de meeste artikelen over dit onderwerp niet vertellen: de beslissingen die u neemt vóór het plaatsen van een bestelling voor flexografisch bedrukte verpakkingen, bepalen of het eindproduct een hoogwaardige merkbeleving uitstraalt of een vervaagd prototype is. Inzicht in hoe flexografisch drukken werkt, is niet alleen een technische curiositeit. Het is een onmisbaar hulpmiddel voor uw inkoop.
Deze handleiding behandelt alles wat u moet weten. U leert wat flexografisch drukken precies inhoudt, hoe het proces mechanisch werkt, welke materialen en inkten er gebruikt worden, hoe het zich verhoudt tot andere drukmethoden en wat u zelf moet voorbereiden voordat de eerste drukplaat wordt gemaakt.
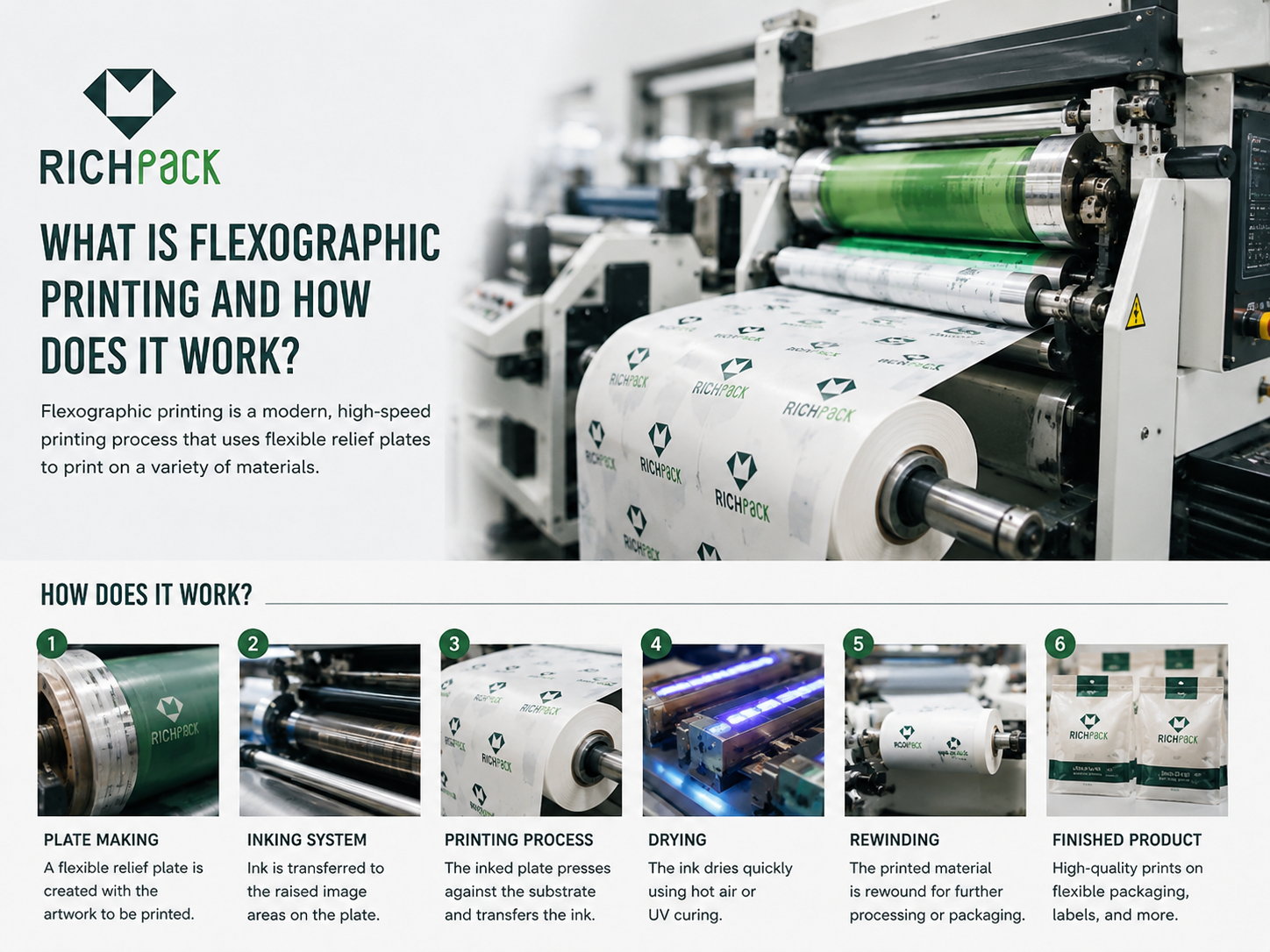
Flexografisch drukken is een snel rotatiedrukproces waarbij flexibele fotopolymeerplaten worden gebruikt om inkt rechtstreeks op substraten over te brengen, zoals papier, folie, film en golfkarton. Flexoplaten wikkelen zich om roterende cilinders in plaats van plat te worden gedrukt, waardoor een continue papierbaan mogelijk is met snelheden tot 2,000 meter per minuut.
Flexografisch drukken is een snel, roterend reliëfdrukproces waarbij inkt van een flexibele, verhoogde plaat rechtstreeks op een ondergrond wordt overgebracht. Het sleutelwoord is flexibiliteit. In tegenstelling tot traditioneel hoogdruk, waarbij de platen stijf zijn, zijn flexo-platen gemaakt van fotopolymeermaterialen die rond cilinders kunnen buigen. Die flexibiliteit maakt het hele rotatiesysteem mogelijk en verklaart waarom flexo kan drukken op oppervlakken die met andere methoden simpelweg niet aan te kunnen.
Stel je een rubberen stempel voor die om een draaiende cilinder is gewikkeld in plaats van met de hand te worden aangedrukt. Dat is precies wat er in elke flexografische drukpers gebeurt. De afbeelding die je wilt afdrukken, bevindt zich op de verhoogde gedeelten van een flexibele fotopolymeerplaat. Deze verhoogde gedeelten nemen inkt op. De verzonken gedeelten blijven schoon. Wanneer de plaatcilinder tegen het substraat draait, wordt de inkt schoon en gelijkmatig overgebracht, zelfs op ruwe of flexibele materialen.
Dit is wat flexodruk onderscheidt van oudere hoogdrukmethoden en van oppervlaktedruktechnieken die problemen hebben met textuur en absorptie. Het 'kiss contact', de lichte, gecontroleerde druk tussen plaat en substraat, zorgt ervoor dat de plaat delicate materialen niet plet en niet vervormt bij hoge rotatiesnelheden. Na duizenden opdrachten op verschillende substraatsoorten te hebben uitgevoerd, zegt onze drukkerijmanager het als volgt: "Het eerste wat ik elke nieuwe klant vertel is dit: als je 'kiss contact' begrijpt, begrijp je 80% van wat er misgaat met een flexodrukpers. Al het andere is slechts een gevolg van dat ene principe."
Loop eens over een grote beurs voor de verpakkingsindustrie en bekijk de werkende drukpersen. Bijna allemaal draaien ze flexografisch drukwerk. Dat is geen toeval.
Papier en karton, plastic folies, metaalfolies, golfkarton, laminaten, flexo-handvatten, alles. Het print op poreus papier en niet-poreuze plastic folie in dezelfde productierun. Geen enkele andere printmethode biedt zo'n breed scala aan materialen zonder grote omsteltijden.
Snelheid is de andere reden. Moderne flexodrukpersen voor brede banen werken doorgaans met snelheden van 1,000 tot 2,000 meter per minuut. Sommige smalbaan-etikettenpersen halen zelfs snelheden van meer dan 600 meter per minuut. Met die snelheden kan één pers tienduizenden eenheden per uur produceren. Voor merken met grote volumes vertaalt die doorvoer zich direct in lagere kosten per eenheid. De economische principes zijn zeer eenvoudig: hoe sneller de pers werkt, hoe meer eenheden je kunt spreiden over de instelkosten.
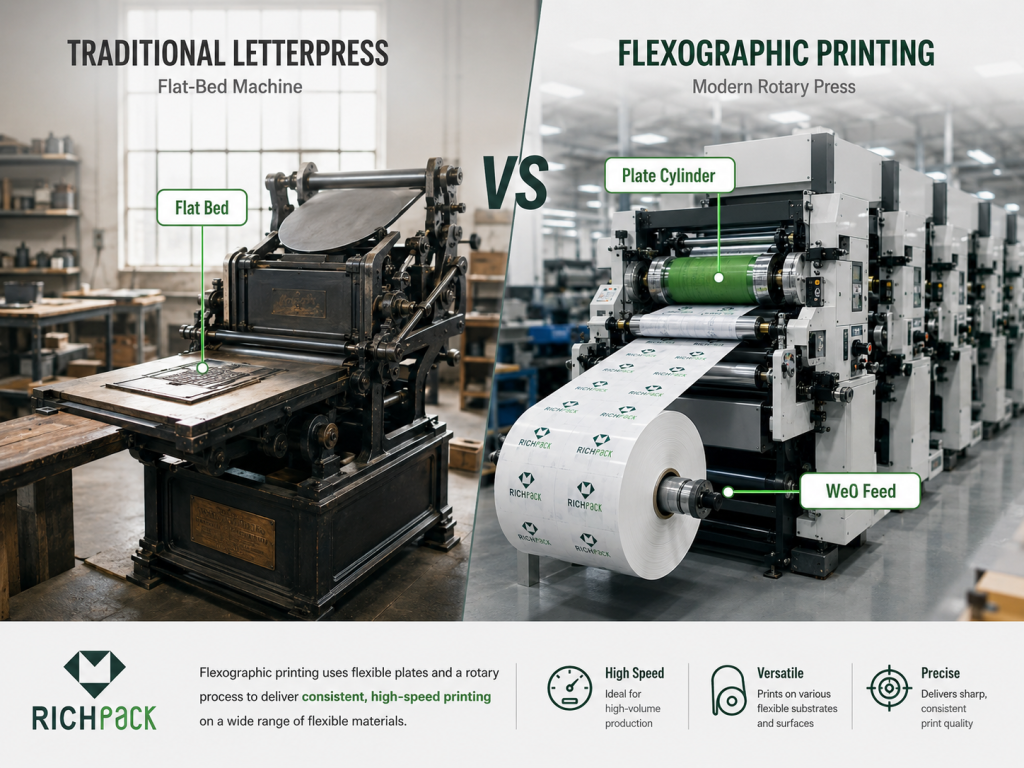
Bij traditionele boekdruk werden massieve metalen of houten letters gebruikt die in een vlakbed werden vastgezet. Elke afdruk was een aparte handeling. Flexodruk ontwikkelde zich vanuit hetzelfde concept van hoogdruk, maar voegde rotatiefunctionaliteit en flexibele plaatmaterialen toe. Die verandering was enorm: continu aangevoerde rollen vervingen vellen, drukcilinders vervingen de vlakbedden en fotopolymeerplaten vervingen de gegoten metalen letters.
De naam "flexografisch" werd officieel aangenomen in 1952 na een lezerspeiling georganiseerd door Franklin Moss, de president van Mosstype Corporation. Daarvoor heette het proces anilinedruk, een naam die negatieve associaties opriep nadat de Amerikaanse FDA in de jaren 1940 het gebruik van anilinekleurstoffen voor voedselverpakkingen had beperkt. De naamsverandering was een overlevingsstrategie voor de hele industrie.
Moderne flexografische druktechnieken lijken vrijwel niet meer op die vroege drukpersen. Het kwaliteitsverschil tussen flexodruk en offsetdruk is grotendeels verdwenen, vooral bij verpakkingsmaterialen waar de oppervlaktestructuur verschilt van die van drukpapier. DuPont, Kodak en XSYS produceren nu fotopolymeerplaten die rasterlijnen kunnen weergeven die vergelijkbaar zijn met die van offsetdruk. Als u nog steeds denkt dat flexodruk onscherpe tekst en inconsistente kleuren betekent, dan werkt u met een verouderd denkkader.
De merken waarmee u dagelijks in contact komt, en de leveranciers die voor hen drukken, maken allemaal op grote schaal gebruik van flexografisch drukwerk.
De voedingsmiddelen- en drankenindustrie is de grootste afzetmarkt. Snoepverpakkingen, ontbijtgranendozen, chipszakken, diepvriesverpakkingen, dranketiketten en krimpfolie worden vrijwel allemaal flexogedrukt. De sneldrogende inkten en hittebestendige materialen voldoen aan de voedselveiligheidseisen zonder de productie te vertragen.
Verpakkingen voor farmaceutische producten, cosmetica, persoonlijke verzorgingsproducten, e-commerceverpakkingen en industriële folieverpakkingen vormen de belangrijkste toepassingsgebieden. Elk merk dat consistent grote volumes op verschillende soorten materialen moet printen, maakt al gebruik van flexodruk of overweegt het als alternatief voor een langzamer of duurder proces.

Inzicht in het flexografisch drukproces is belangrijk voor kopers, niet alleen voor ingenieurs. Wanneer je weet wat er gebeurt tussen je ontwerpbestand en het uiteindelijke product, kun je slimmere beslissingen nemen over specificaties, planning en aandachtspunten voordat de productie begint.
Elke flexodrukopdracht begint met uw artworkbestand. Prepress, de fase tussen ontwerp en productie, is waar de meeste problemen met de printkwaliteit worden opgelost of in het eindproduct terechtkomen.
Uw ontwerpteam moet de afbeeldingen aanleveren in de juiste kleurruimte (CMYK voor procesdruk, aparte bestanden voor steunkleuren), met de juiste resolutie (minimaal 300 DPI voor rasterafbeeldingen) en met de juiste afloop- en veiligheidsmarges. Een veelgemaakte fout bij nieuwe inkopers is het aanleveren van afbeeldingen zonder rekening te houden met de vervorming door het oprollen van de plaat. Wanneer een flexibele fotopolymeerplaat op een cilinder wordt gemonteerd, rekt de afbeelding iets uit in de omtrekrichting. Uw afbeeldingen moeten vooraf worden vervormd om dit te compenseren, anders zal de uiteindelijke afdruk er horizontaal samengedrukt uitzien.
Onze prepress-engineer hanteert een regel: elk nieuw bestand van een klant wordt eerst gecontroleerd op vervormingscompensatie. "De meeste inkopers weten niet eens dat ze hiernaar moeten vragen", zegt ze. "Tegen de tijd dat de proefdruk arriveert en ze een vervormd logo zien, is de drukplaat al gemaakt. Dat is een les van 300 dollar die niemand twee keer wil leren."
Een ander aandachtspunt bij de prepress is puntvergroting. Flexo-inkten zijn vloeibaarder dan offset-inkten en verspreiden zich wanneer ze het substraat raken, vooral op absorberende materialen zoals ongestreken kraftpapier. Een rasterpunt van 50% kan op de afdruk een punt van 58% worden. Prepress-medewerkers compenseren dit door de rasterlijnen en tooncurven aan te passen, maar u moet begrijpen dat uw digitale proefdruk en uw uiteindelijke productie er niet identiek uit zullen zien, tenzij iedereen het vooraf eens is over het compensatieprofiel. Vraag uw leverancier om u de compensatiecurve te laten zien voordat ze met de productie beginnen.
Zodra uw ontwerp drukklaar is, wordt het opgesplitst in aparte bestanden voor elke kleur. Elke kleur vereist een eigen fotopolymeerplaat.
Bij een conventionele (analoge) workflow wordt een filmnegatief tegen het fotopolymeerplaatmateriaal geplaatst en wordt het geheel blootgesteld aan UV-licht. De belichte delen polymeriseren en harden uit. De onbelichte delen worden weggespoeld in een oplosmiddel of waterbad, waardoor het reliëfbeeld overblijft. De plaat droogt vervolgens en wordt op de cilinder gemonteerd.
De digitale computer-to-plate (CTP) workflow is tegenwoordig de standaard in de meeste commerciële flexodrukkerijen. Een laser verwijdert een zwarte maskerlaag van het plaatoppervlak in de beeldgebieden, waardoor de stap met het filmnegatief overbodig wordt. De plaat ondergaat vervolgens de hoofdbelichting met UV-licht en de ontwikkeling. CTP verkort de voorbereidingstijd, verbetert de registratienauwkeurigheid en zorgt voor een consistentere plaatkwaliteit. Het is geen optie meer; drukkerijen die nog steeds analoge plaatproductie gebruiken, lopen een concurrentienadeel tegen.
De platen moeten nauwkeurig op de plaatcilinder worden gemonteerd. Registratie, de exacte uitlijning van elke kleur ten opzichte van de vorige, is cruciaal. Een plaat die zelfs maar een fractie van een millimeter verkeerd is uitgelijnd, veroorzaakt zichtbare kleurafwijkingen in de uiteindelijke afdruk. De meeste flexodrukpersen gebruiken geautomatiseerde registratiesystemen, maar handmatige montage introduceert nog steeds menselijke fouten, vooral in kleinere drukkerijen. Vraag uw leverancier naar hun registratietolerantie. Als ze u geen waarde in microns kunnen geven, zoek dan verder.
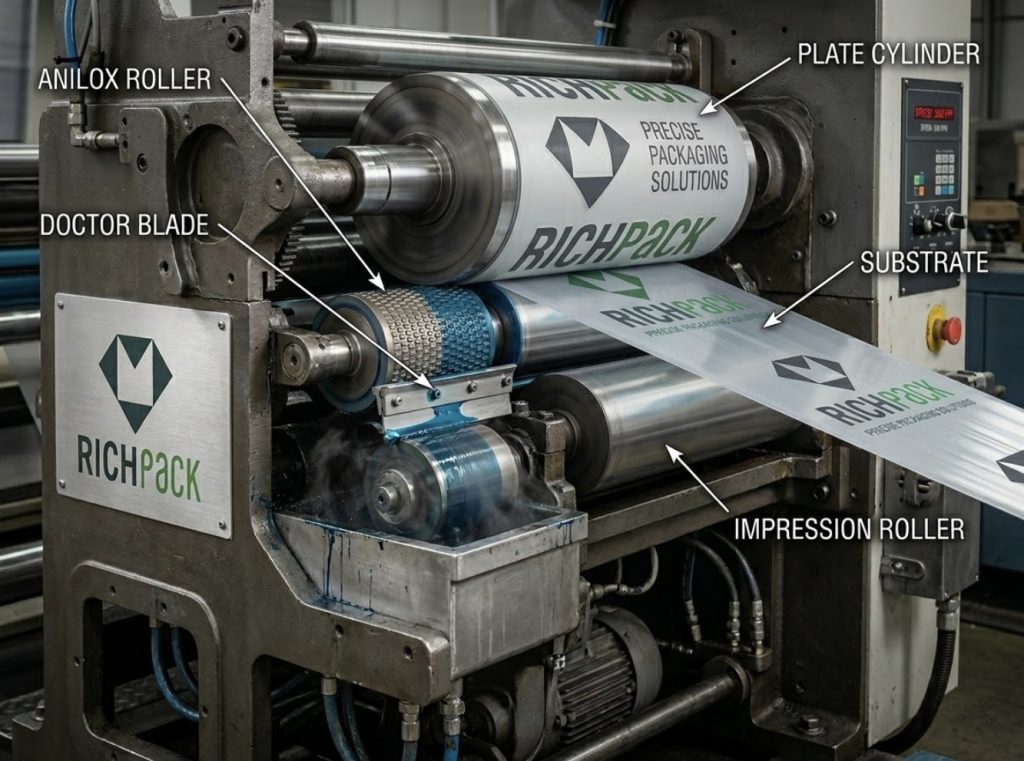
De aniloxrol is het hart van het flexodruk-inktsysteem. Je hoort er voortdurend over in flexodruk-discussies, en terecht: het is het onderdeel dat flexografisch drukwerk zijn consistentie geeft.
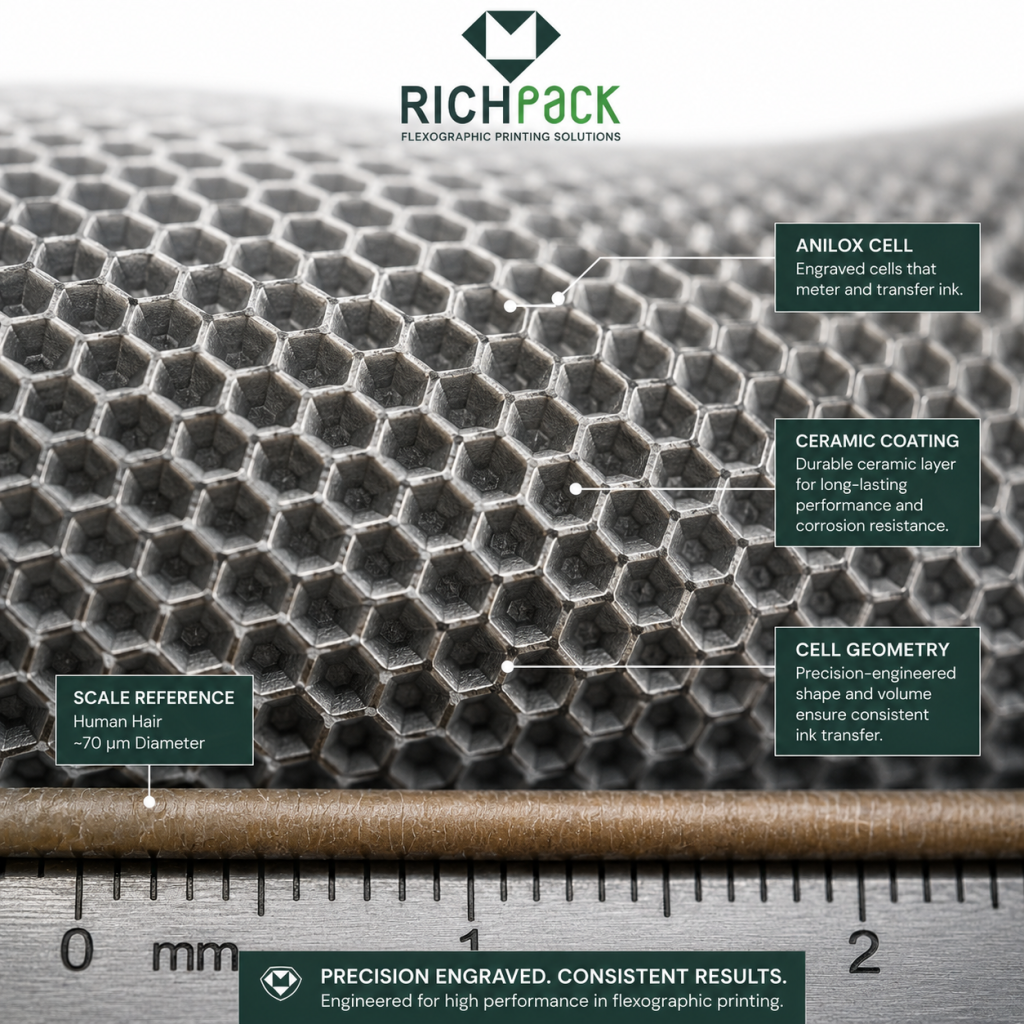
Een aniloxrol is een stalen of aluminium cilinder met een keramische coating waarin miljoenen microscopische cellen zijn gegraveerd. Elke cel bevat een nauwkeurig volume inkt. De rol draait gedeeltelijk ondergedompeld in inkt of ontvangt de inkt via een pompsysteem. Een rakel schraapt het oppervlak van de rol schoon en verwijdert alles boven de celopeningen, zodat alleen de inkt in de cellen op de drukplaat terechtkomt.
Deze doseerfunctie is de reden waarom flexodruk zo'n consistente inktverdeling produceert. In tegenstelling tot een inktrol, die afhankelijk van de viscositeit en temperatuur een inconsistente laag kan aanbrengen, zorgt de aniloxcelstructuur voor een gecontroleerde filmdikte, ongeacht kleine variaties in de inkt. Het aantal cellen, gemeten in lijnen per inch (LPI), bepaalt hoeveel inkt er per afdruk wordt overgebracht. Een hogere LPI betekent kleinere cellen, een dunnere inktfilm en een betere reproductie van fijne rasterdetails.
Verschillende aniloxvolumes zijn geschikt voor verschillende toepassingen. Een anilox van 3.0 BCM (miljard kubieke micron per vierkante inch) is ideaal voor een dikke, egale inktlaag. Een anilox van 1.0 BCM levert een dunnere film op voor gedetailleerd rasterwerk. Het afstemmen van de anilox op het artwork, en niet alleen op het substraat, is een weloverwogen beslissing die het prepressteam van uw drukkerij moet nemen, en niet zomaar op het standaardmateriaal.
Twee cilinders verrichten hier al het werk. De plaatcilinder houdt de fotopolymeerplaat vast. De afdrukcilinder zit ertegenover en drukt het substraat ertegenaan.
Hieronder staat beschreven wat elk apparaat doet.
De plaatscilinder roteert met de perssnelheid. Deze draagt de plaat die inkt van de aniloxrol opneemt en overbrengt op het substraat. Voor de bevestiging wordt dubbelzijdig plakband gebruikt. Hulsvormige houders, waarbij een dunne huls over een persdoorn schuift, versnellen het wisselen van opdrachten.
De drukcilinder is het tegendrukoppervlak. Deze perst de inkt van de plaat op het substraat. De druk wordt zorgvuldig afgesteld. Te veel druk zorgt voor inktspreiding en beschadiging van het substraat. Te weinig druk resulteert in een onvolledige overdracht en een ongelijkmatige dichtheid. Het vinden van de juiste balans is het verschil tussen een ervaren drukker en een beginnende leerling.
Beide cilinders moeten perfect op hun lagers draaien. Trillingen of excentriciteit in een van beide cilinders uiten zich als een dichtheidsvariatie over de gehele printgang. Drukkers noemen dit "streepvorming" wanneer het zich manifesteert als horizontale strepen. Streepvorming is vrijwel altijd terug te voeren op een onderhoudsprobleem, niet op een procesprobleem.
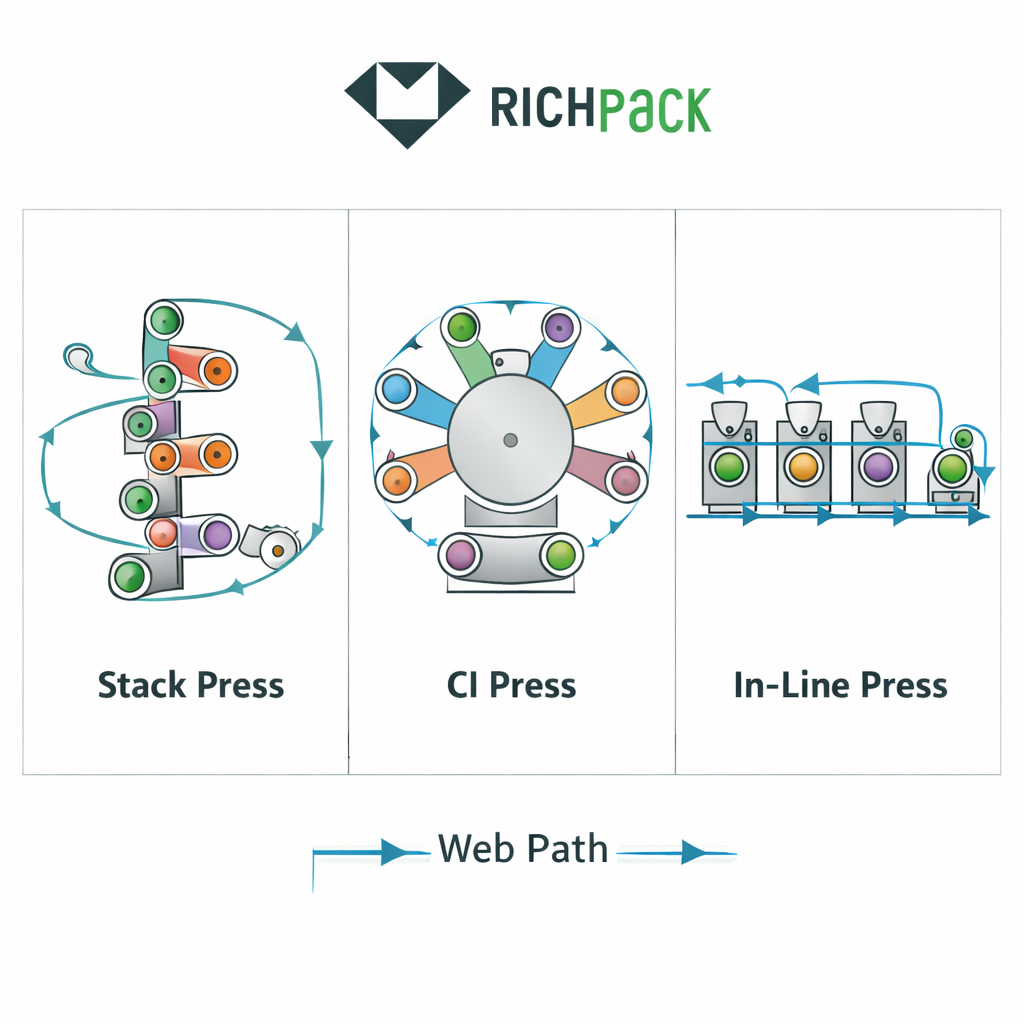
Bij een centrale drukpers (CI-pers) bevindt zich één grote drukcilinder in het midden, met drukstations eromheen. Het substraat komt bij elk kleurstation in contact met dezelfde cilinder. Er is geen cumulatieve registratiefout tussen de stations. Bij stapel- en inline-persen heeft elk station een eigen drukcilinder. Cumulatieve registratiefouten kunnen zich over de hele pers opbouwen. Moderne servogestuurde persen kunnen dit goed aan, maar het is toch goed om hiervan op de hoogte te zijn.

Het substraat wordt in rolvorm (baaninvoer) of als afzonderlijke vellen de pers ingevoerd, afhankelijk van de persconfiguratie. Baaninvoerpersen domineren de grootschalige verpakkingsproductie omdat rolinvoer een continue werking mogelijk maakt zonder de onderbrekingen door het hanteren van vellen die bij offsetpersen voorkomen.
Het substraat passeert tussen de plaatcilinder en de drukcilinder bij elk kleurstation. Bij het eerste station wordt de eerste kleur gedrukt. Het substraat gaat vervolgens naar een drooggedeelte, dan naar het volgende kleurstation, enzovoort. Een zeskleurenpers drukt CMYK plus twee steunkleuren in zes opeenvolgende doorgangen met een drooggedeelte ertussen.
Spanningsregeling is hier cruciaal. Het afwikkelgedeelte trekt de substraatrol onder gecontroleerde spanning de pers in. Te veel spanning veroorzaakt scheuren in de baan. Te weinig spanning zorgt voor speling, wat rimpels, onnauwkeurigheden en drukdefecten veroorzaakt. Ervaren persoperators ontwikkelen een gevoel voor het aanpassen van de spanning aan verschillende substraatsoorten; een rol LDPE-folie van 40 kg gedraagt zich heel anders dan een rol wit kraftpapier van 20 kg.
Droogunits bevinden zich tussen de drukstations en na het laatste station. Ze moeten voldoende inktoplosmiddel verdampen tussen de kleurlagen om te voorkomen dat de volgende kleurlaag zich hecht aan inkt die nog plakkerig is.
Heteluchtdrogers, infrarooddrogers en UV-uithardingslampen zijn elk geschikt voor verschillende inktsoorten en substraattypen. Inkt op waterbasis droogt voornamelijk door verdamping, dus hete lucht werkt goed. Inkt op basis van oplosmiddelen droogt ook door verdamping. UV- en EB-inkten vereisen uitharding door straling in plaats van warmte, waardoor ze geschikt zijn voor warmtegevoelige substraten.
Na het laatste kleurstation en de laatste drooggang verlaat het substraat de pers en gaat het naar de afwerkingsafdeling. Bij het snijden worden brede rollen in smallere stroken verdeeld. Bij het stansen worden individuele verpakkingsonderdelen uit de doorlopende plaat gesneden. Vouwen, lijmen, lamineren en coaten gebeuren inline op moderne persen of op aparte afwerkingsapparatuur. Elke afwerkingsstap voegt verwerkingstijd en kosten toe, wat van invloed is op de totale prijs per eenheid.

Je hoeft geen drukker te zijn om flexodrukverpakkingen te kopen, maar je moet wel de basismechanische componenten begrijpen. De specifieke configuratie van deze onderdelen, het aantal aniloxcellen, het plaatmateriaal, het droogsysteem en het type drukpers, bepalen hoe je uiteindelijke verpakking eruit zal zien en hoeveel deze zal kosten.
Een aniloxrol is een metalen cilinder met een keramisch oppervlak dat is gegraveerd met miljoenen minuscule cellen. De rol neemt inkt op, meet een nauwkeurig volume af met behulp van een rakel en brengt die inkt over op de fotopolymeerplaat. Elk aspect van deze rol, van de celgeometrie tot de graveerhoek en de volumebepaling, beïnvloedt de consistentie van de inktoverdracht en uiteindelijk de afdrukkwaliteit.
Moderne aniloxrollen gebruiken lasergravering voor een consistente celstructuur. De drie belangrijkste graveerhoeken zijn 30, 45 en 60 graden ten opzichte van de rolas. De hoek van 60 graden is de industriestandaard geworden omdat deze zorgt voor de meest uniforme lediging van de cellen tijdens de overdracht, waardoor moiré in rasterdruk wordt verminderd.
Het celvolume wordt gemeten in BCM (Black Color Mean). Een rol van 4.0 BCM zorgt voor een hoge inktdekking voor effen vlakken. Een rol van 1.5 BCM zorgt voor een lagere dekking voor fijn detailwerk. Uw drukker moet de anilox-specificatie afstemmen op uw specifieke eisen, en niet zomaar de rol gebruiken die momenteel op de pers is gemonteerd.
De fotopolymeerplaat is de flexibele beelddrager waarop uw kunstwerk in reliëf wordt afgedrukt. Het materiaal en de verwerkingskwaliteit bepalen direct hoe scherp en consistent uw uiteindelijke afdruk eruitziet.
DuPont Cyrel, Kodak Flexcel NX en XSYS Nyloflex zijn de meest gebruikte plaatmerken in de commerciële flexodruk. Elk merk gebruikt een iets andere fotopolymeerchemie en verwerkingsmethode. Alle merken produceren platen die rasterlijnen aankunnen van 120 lpi voor veel effen kleuren op kraftpapier tot meer dan 200 lpi voor hoogwaardig halftoonwerk op gecoate ondergronden.
De plaatdikte is belangrijk voor de instelling van de drukpers. Standaarddiktes zijn 0.067 inch, 0.100 inch en 0.125 inch. Dünnere platen buigen gemakkelijker rond cilinders met een kleine diameter, wat van belang is bij opdrachten met een strakke herhalingslengte. Dikkere platen bieden meer duurzaamheid voor lange drukseries.
De verwerkingsmethode beïnvloedt de plaatkwaliteit en de milieubelasting. Spoelen met oplosmiddelen leidt tot de uitstoot van chemisch afval. Spoelen met water is schoner. Droge thermische verwerking elimineert het gebruik van chemicaliën. Vraag bij het evalueren van leveranciers naar hun plaatverwerkingsmethode. Deze heeft invloed op zowel de naleving van milieuregelgeving als de consistentie van de platen.

De plaatcilinder is een nauwkeurig bewerkte stalen cilinder die is ontworpen om de fotopolymeerplaat stevig vast te houden tijdens rotatie op hoge snelheid. De montage gebeurt door dubbelzijdig plakband op het cilinderoppervlak aan te brengen, waarna de plaat erop wordt gerold en aangedrukt. Plaathouders met een huls, waarbij een dunne huls over een persluchtdoorn schuift, maken snellere wisselingen van opdrachten mogelijk dan montage met een geïntegreerde cilinder.
De drukcilinder is het gladde tegendrukoppervlak. Deze zorgt voor de mechanische ondersteuning en contactdruk die de inkt van de plaat op het substraat perst. De hardheid en de staat van het oppervlak van de drukcilinder beïnvloeden de afdrukkwaliteit. Een versleten of beschadigde drukcilinder veroorzaakt drukvariaties over de breedte van de afdruk.
Beide cilinders moeten perfect cilindrisch, gebalanceerd en nauwkeurig op hun lagers draaien. Trillingen of excentriciteit in een van beide cilinders leiden tot variaties in de inktdichtheid over de print, wat "streepvorming" wordt genoemd wanneer het zich manifesteert als horizontale strepen in de print. Streepvorming is een van de meest voorkomende en meest te voorkomen printdefecten; het is bijna altijd terug te voeren op een onderhoudsprobleem, niet op een procesprobleem.
De rakel is een dun metalen of polymeer mesje dat tegen het oppervlak van de aniloxrol drukt om overtollige inkt te verwijderen. Het is een van de onderdelen van de hele drukpers die het meest onderhoud nodig heeft.
Er bestaan twee rakelsystemen. Het traditionele systeem met één rakel gebruikt één rakel die zowel de inkt doseert als afsluit van de inktbak. Het gesloten rakelsysteem, dat tegenwoordig de standaard is op hoogwaardige breedbaanpersen, sluit de aniloxrol af in een drukkamer met twee rakels: een afsluitrakel bij de inkttoevoer en een doseerrakel bij de afvoer. Het kamersysteem biedt een betere viscositeitscontrole (de inkt komt minder in contact met de lucht), minder inktverspilling en hogere afdruksnelheden.
Botte of beschadigde rakelbladen veroorzaken strepen, inktverontreiniging en krassen op het anilox-oppervlak. In productieomgevingen met een hoge productiecapaciteit worden de rakelbladen regelmatig gecontroleerd en vervangen, niet alleen wanneer er een probleem optreedt. De frequentie waarmee uw leverancier rakelbladen vervangt, is een stille indicator van hun onderhoudscultuur. Als ze u hun schema voor rakelbladvervanging niet kunnen vertellen, is dat een slecht teken.
Droogunits bevinden zich tussen de kleurstations en na het laatste station. Ze moeten voldoende inktoplosmiddel verdampen tussen de kleurlagen om te voorkomen dat de volgende kleurlaag zich hecht aan inkt die nog plakkerig is.
Heteluchtdrogers komen het meest voor. Ze gebruiken gerichte luchtstralen op het substraatoppervlak, waardoor oplosmiddeldampen van het substraat worden weggetrokken. De efficiëntie van de droger heeft direct invloed op de druksnelheid. Als het droogproces de druksnelheid niet kan bijhouden, moet de drukpers langzamer gaan werken om de kwaliteit te behouden. Dit is een van de meest over het hoofd geziene beperkingen in de productieplanning: een drukpers die 800 meter per minuut haalt met inkt op waterbasis, kan bij een zwaardere inktdekking terugvallen naar 400 meter per minuut.
UV-uithardingslampen worden steeds vaker gebruikt, vooral door de verschuiving naar UV- en EB-inkten. UV-lampen harden inkt direct uit door foto-initiatoren in de inkt te polymeriseren in plaats van oplosmiddelen te verdampen. Dit elimineert de zorgen over oplosmiddeluitstoot en maakt snellere druk op warmtegevoelige substraten mogelijk. Het nadeel is een hogere kostprijs voor verbruiksartikelen en de noodzaak van foto-initiatorformuleringen die geschikt zijn voor contact met levensmiddelen in voedselverpakkingstoepassingen.
Niet alle flexodrukpersen zijn hetzelfde. De configuratie van de pers beïnvloedt de printbreedte, snelheid, registratiestabiliteit, compatibiliteit met het substraat en de beschikbare afwerkingsmogelijkheden. Het kiezen van het juiste perstype voor uw specifieke opdracht is een beslissing die uw leverancier samen met u moet nemen, niet voor u.
Stapelpersen plaatsen de drukeenheden verticaal op elkaar, waarbij de lagen op een gemeenschappelijke basis op elkaar gestapeld zijn. Beide zijden van het substraat kunnen in één doorgang bedrukt worden, wat handig is voor producten zoals meerwandige papieren zakken die tegelijkertijd aan de binnen- en buitenkant bedrukt moeten worden.
Het nadeel is dat ruimtebesparing ten koste gaat van de registratiestabiliteit. Elk dek heeft zijn eigen drukcilinder en cumulatieve registratiefouten kunnen zich door de hele pers heen ophopen. Stapelpersen worden nog steeds veel gebruikt, vooral bij smallere papierbanen en voor eenvoudigere toepassingen waarbij kleurnauwkeurigheid minder belangrijk is.
Bij een CI-pers zijn alle drukstations rondom één grote drukcilinder in het midden van de pers geplaatst. Het substraat komt bij elk kleurstation in contact met dezelfde drukcilinder, waardoor er geen onafhankelijke registratievariatie tussen de stations kan ontstaan.
Dit is de meest registratiestabiele flexodrukpersconfiguratie die beschikbaar is. CI-persen blinken uit in nauwkeurig registerwerk, rasterdruk, fijne tekst en complexe meerkleurige ontwerpen. Ze verwerken ook rekbare of spanningsgevoelige substraten beter dan stapeldrukpersen. Merken met kleurkritische verpakkingsontwerpen kiezen vaak voor CI-persproductie.
Het grootste nadeel is dat de grote centrale drukcilinder de afdrukbreedte van de pers beperkt, waardoor CI-persen het meest voorkomen bij smalle tot middelbrede papierbanen tot ongeveer 66 cm (26 inch). Er bestaan wel CI-persen voor brede papierbanen, maar die zijn specialistisch en duur.
Bij inline-persen zijn de drukplaten horizontaal opgesteld, waarbij elke plaat een eigen drukcilinder heeft. Het hanteren van het substraat is eenvoudiger dan bij CI-persen, en de inline-configuratie maakt het gemakkelijker om de afzonderlijke stations te bereiken voor het wisselen van platen en onderhoud.
Inline-persen kunnen zwaardere, stijvere materialen beter verwerken dan CI-persen, waardoor ze populair zijn voor het bedrukken van golfkarton en andere dikke materialen. Het nadeel is de cumulatieve registratiefout over meerdere drukcilinders, hoewel moderne servogestuurde inline-persen dit goed onder controle houden.
Breedbaanpersen verwerken rolsubstraten met een breedte van ongeveer 21 tot 80 centimeter. Ze zijn ontworpen voor de grootschalige productie van flexibele verpakkingen: folierollen voor snackzakjes, staande zakjes, krimpfolie en andere breedformaat verpakkingen.
Flexodrukpersen voor grote banen kunnen extreem hoge snelheden bereiken en beschikken vaak over geïntegreerde afwerkingsmogelijkheden: coaten, lamineren, snijden en stansen in één doorgang. De aanschafkosten van een flexodrukpers voor grote banen zijn aanzienlijk, waardoor drukkerijen die deze machines gebruiken, geoptimaliseerd zijn voor een hoge productiecapaciteit. De insteltijd van flexodrukpersen voor grote banen is aanzienlijk; je drukt immers geen 500 eenheden tegelijk af op een dergelijke pers.
Smalbaanpersen verwerken banen met een breedte tot ongeveer 50 cm (20 inch) en werden oorspronkelijk ontwikkeld voor het drukken van etiketten. Tegenwoordig worden ze ook gebruikt voor flexibele verpakkingen in kleine oplages: zakjes, sachets, portieverpakkingen en flessenwikkels.
Het smallere formaat verlaagt de instelkosten per opdracht en maakt smalbaanpersen praktisch voor aantallen van duizenden in plaats van miljoenen artikelen.
Hier wordt het gesprek over materialen praktisch nuttig. Wanneer je de relatie tussen perstype en substraatmogelijkheden begrijpt, stop je met aannames te maken over wat wel en niet mogelijk is. Een smalbaan hybride pers in een fabriek voor farmaceutische etiketten kan variabele datalotnummers inline printen met een zeskleuren flexo-basisafbeelding. Dezelfde persconfiguratie kan krimpfolie voor wijnflessen en blisterfolie voor vrij verkrijgbare medicijnen verwerken. Dat scala aan toepassingen bestaat bij geen enkele andere druktechnologie in deze prijsklasse.
Hybride drukpersen combineren de kostenefficiëntie en substraatveelzijdigheid van flexodruk met de flexibiliteit van digitale inkjetdruk. Een of meer inkjetkoppen printen variabele data of voegen digitale versieringen toe, terwijl flexodrukplaten de basisafbeelding en steunkleuren verzorgen. Het resultaat is het beste van twee werelden voor merken die zowel volumevoordelen als SKU-aanpassing nodig hebben.
De implicaties voor het bedrijfsmodel zijn aanzienlijk. Een hybride drukkerij kan concurreren op de markt voor standaard meerkleurig flexodrukwerk, terwijl ze tegelijkertijd kleine oplages met een grote variëteit kan produceren die pure flexodrukkers niet winstgevend kunnen uitvoeren. Als uw merk meerdere SKU's heeft die allemaal hetzelfde basisontwerp delen, maar individuele barcodes, lotnummers of regionale taalvarianten vereisen, is een hybride drukkerij zeker het overwegen waard.
De markt voor traceerbaarheid in de farmaceutische en voedingsmiddelenindustrie is het snelst gegroeid. De traceerbaarheidsvoorschriften in de EU en de FDA-eisen in de VS schrijven voor dat individuele verpakkingen gecodeerd moeten worden. Flexodruk alleen is hiervoor niet efficiënt genoeg. Digitaal printen alleen is te duur voor de basisdruk. Een hybride druk lost beide problemen in één keer op.
Dit is waar flexografisch drukken zich echt onderscheidt van andere methoden, en het is het onderwerp waarover we als verpakkingsleverancier de meeste vragen krijgen. Als u zich ooit heeft afgevraagd of uw specifieke substraat geschikt is voor flexodruk, is het antwoord vrijwel zeker ja, met enkele kanttekeningen.
Ongecoat kraftpapier, gecoat karton, linerboard en golfkarton worden allemaal standaard verwerkt in flexodrukpersen. De absorptie van papiersoorten beïnvloedt de droogtijd van de inkt en de puntvergroting, daarom past het prepress-team van uw drukkerij de inktsamenstelling en de aniloxrolkeuze hierop aan.
Gecoat karton, gebruikt voor winkelverpakkingen, cosmetica en voedseldozen, levert de scherpste flexodrukkwaliteit op omdat het gecoate oppervlak de inktspreiding controleert. Ongecoat kraftpapier produceert een meer rustieke, gestructureerde afdruk die goed werkt voor ambachtelijke en natuurlijke productmerken. Golfkarton vereist specifieke plaat- en drukinstellingen omdat het gegolfde oppervlak inherent onregelmatigheden creëert.
Flexodruk is de meest gebruikte druktechniek voor flexibele verpakkingen, en dat komt door de kunststof folies. LDPE, HDPE, polypropyleen (PP), BOPP, PET en nylon folies kunnen allemaal probleemloos op flexodrukpersen worden verwerkt, mits de juiste inkt wordt gekozen.
De belangrijkste voorwaarde is dat plastic folies niet-poreus zijn. Voor een goede hechting van de inkt is een oppervlaktebehandeling nodig, meestal een coronabehandeling of vlambehandeling, die op de folie wordt toegepast voordat deze de drukpers ingaat. Deze behandeling verhoogt de oppervlakte-energie van het substraat boven een drempelwaarde, gemeten in dynes per centimeter, waardoor de inkt goed kan hechten. Als u ooit inkt van een plastic zak hebt zien afgeven, was de waarschijnlijke oorzaak een onvoldoende oppervlaktebehandeling, geen probleem met de inkt of de drukplaat, maar een probleem met de oppervlakte-energie.
Laminaten, meerlaagse structuren die folie, papier en/of aluminiumfolie combineren, brengen hun eigen aandachtspunten met zich mee. De hechtingscompatibiliteit tussen de drukinkt, de lamineerlijm en het meerlaagse substraat moet worden gecontroleerd. Laminaten voor voedselverpakkingen zijn onderworpen aan wettelijke migratietesten, wat betekent dat uw leverancier materiaalcompatibiliteitscontroles moet uitvoeren vóór de productie. Dit is niet optioneel voor toepassingen die in contact komen met levensmiddelen; het is een wettelijke vereiste.
Aluminiumfolie en gemetalliseerde films laten zich goed bedrukken met flexodruk, mits het substraatoppervlak correct is behandeld. Deze materialen worden veel gebruikt in hoogwaardige voedselverpakkingen, blisterfolie voor farmaceutische producten en decoratieve toepassingen.
Het probleem met foliesubstraten is de thermische gevoeligheid. Als uw printer gebruikmaakt van heteluchtdroging op hoge temperaturen, kan de folie vervormen. UV-uithardingssystemen zijn geschikt voor foliesubstraten omdat ze uitharden zonder warmte. Controleer de configuratie van de droger bij uw leverancier voordat u foliedruk aanvraagt.
Flexodrukinkten op waterbasis zijn de meest milieuvriendelijke optie. Door verhitting verdampt het water, waardoor een vaste inktfilm op het substraat achterblijft. Watergebaseerde inkten worden vaak gebruikt voor voedselverpakkingen voor droge goederen, kartonnen verzenddozen en papieren zakken.
De prestatiebeperking is dat inkten op waterbasis langzamer drogen op niet-poreuze ondergronden en gevoeliger kunnen zijn voor reactivering door vocht in vochtige omgevingen. Als uw verpakking wordt blootgesteld aan koude of vochtige opslagomstandigheden, test dan de prestaties van de inkt onder die omstandigheden vóór de productie.
Flexodrukinkten op basis van oplosmiddelen gebruiken organische oplosmiddelen als drager. Ze harden uit door verdamping en hechten goed aan onbehandelde plastic folies zonder verdere oppervlaktebehandeling. Het oplosmiddel zelf verandert het substraatoppervlak tijdens het verdampingsproces.
Deze inkten bieden een hoge chemische bestendigheid, waardoor ze geschikt zijn voor industriële verpakkingen en toepassingen waarbij het bedrukte oppervlak in contact komt met oplosmiddelen, oliën of weersinvloeden buitenshuis. De keerzijde is de bezorgdheid over milieu en regelgeving. Emissies van oplosmiddelen uit drukkerijen vereisen systemen voor dampterugwinning of -beheersing, en de formuleringen staan onder steeds grotere druk van de regelgeving. Veel regio's hebben limieten voor VOC-emissies ingesteld, waardoor drukkerijen steeds vaker kiezen voor alternatieven op waterbasis of UV-inkten.
UV-flexodrukinkten harden door een fotochemische reactie in plaats van verdamping. Een UV-lamp bij elk drukstation polymeriseert de inkt direct op het moment dat deze wordt aangebracht. Doordat er geen oplosmiddel hoeft te verdampen, is er geen emissie en geen droogtijd. De materialen verlaten de pers volledig uitgehard en zijn direct klaar voor afwerking.
UV-inkten werken op vrijwel elk substraat: papier, film, folie en laminaat, zonder dat er substraatspecifieke aanpassingen aan de samenstelling nodig zijn. Deze veelzijdigheid is een van de redenen waarom UV-flexodruk zo snel is gegroeid, met name in toepassingen voor smalbaanetiketten en flexibele verpakkingen.
De voorwaarde is dat UV-inkten foto-initiatoren nodig hebben om de uithardingsreactie op gang te brengen. Sommige foto-initiatoren vallen onder de regelgeving voor migratie van stoffen in levensmiddelenverpakkingen. Voor levensmiddelenverpakkingen moet uw leverancier een conform UV-inktsysteem gebruiken en de benodigde wettelijke documentatie kunnen overleggen.
Hieronder vindt u een praktisch kader dat we met klanten hanteren bij het selecteren van substraten voor flexodruk.
Bepaal eerst de gebruiksomstandigheden. Wordt de verpakking op kamertemperatuur, in de koelkast of in de vriezer bewaard? Wordt de verpakking tijdens gebruik blootgesteld aan vocht, oliën of UV-licht? Deze factoren verkleinen snel de keuze voor de juiste combinatie van substraat en inkt.
Ten tweede, controleer of uw leverancier de juiste oppervlaktebehandelingsmogelijkheden heeft. Als u plastic folie gebruikt, moet het bedrijf corona- of vlambehandeling toepassen op de pers of als voorbehandeling. Vraag naar hun verificatieproces voor de behandeling. Een goed bedrijf meet en registreert de oppervlakte-energie bij elke opdracht. Als ze u geen meetlogboek kunnen laten zien, is dat een tekortkoming in de kwaliteitscontrole.
Ten derde, vraag proefdrukken aan vóór de productie. Een kleine proefdruk op uw daadwerkelijke substraat in uw daadwerkelijke kleurenpalet vertelt u meer dan welk specificatieblad dan ook. We hebben klanten gehad die problemen met puntvergroting, hechtingsproblemen en kleurverschuiving pas ontdekten nadat ze een fysiek proefdruk hadden gezien. Het opsporen van deze problemen in een proefdruk van 500 stuks kost een fractie van wat het kost om ze te ontdekken na een productie van 50,000 stuks.
De reden waarom flexodruk zijn dominante positie in de verpakkingsdruk heeft weten te behouden en uit te breiden, ondanks de concurrentie van digitale en andere methoden, is te danken aan een specifieke reeks voordelen die vooral van belang zijn bij het drukken op grote schaal.
Een flexodrukpers die met 800 voet per minuut werkt, produceert ongeveer 8,000 strekkende voet per cyclus van 10 minuten. Voor een merk dat 100,000 stuks van een 6x8 inch zak bestelt, duurt die printopdracht minder dan twee uur. Geen enkele andere commerciële druktechniek benadert die doorvoer voor verpakkingsmaterialen.
Deze snelheid vertaalt zich direct in kosten. De arbeidskosten per eenheid worden geminimaliseerd wanneer een drukker toezicht houdt op een machine die op volle snelheid draait en tienduizenden eenheden per uur produceert. De vaste kosten voor het monteren van de drukplaten, het instellen van de pers en de voorbereiding worden verdeeld over een grotere productiehoeveelheid.
Zoals uitvoerig beschreven in het gedeelte over materialen, kan flexodruk worden toegepast op papier, folie, laminaat, golfkarton en composietmaterialen zonder dat er een fundamentele omschakeling nodig is. Een drukkerij met de juiste persconfiguratie kan uw papieren zak, uw BOPP-staande zak en uw folielaminaatverpakking in dezelfde faciliteit bedrukken, met hetzelfde flexodrukproces.
Deze flexibiliteit is gunstig voor merken met verpakkingsbehoeften voor meerdere materialen. U kunt uw leveranciersbestand consolideren, de logistieke complexiteit verminderen en vertrouwen op een consistente printkwaliteit voor verschillende verpakkingsformaten.
Voor merken die met RichPack samenwerken aan maatwerkverpakkingen, betekent deze veelzijdigheid dat we voor elk product in uw assortiment de juiste druktechniek kunnen aanbevelen, zonder dat u met meerdere leveranciers hoeft samen te werken. Een sieradenmerk dat producten verzendt in stevige dozen, fluwelen zakjes en bedrukte vloeipapieren verpakkingen, kan alle drie de drukprogramma's centraliseren bij één partner die flexodruk aanbiedt.
De plaatkosten per kleur voor flexodruk bedragen doorgaans 200 tot 600 euro, afhankelijk van de plaatgrootte en de verwerkingsmethode. De plaatkosten voor offsetlithografie zijn vergelijkbaar, maar offsetdruk vereist veel duurdere verbruiksmaterialen en meer arbeidskosten voor de drukker.
Fotopolymeer flexodrukplaten zijn duurzaam. Een goed onderhouden plaat kan bij een lange oplage meer dan 500,000 afdrukken produceren voordat deze vervangen moet worden. Wanneer je de kosten van de plaat over 500,000 eenheden verdeelt, zijn de kosten per eenheid verwaarloosbaar.
Digitaal printen vereist helemaal geen drukplaten, maar de kosten per eenheid inkt of toner bij digitaal printen liggen aanzienlijk hoger dan bij flexodruk, vooral bij grote oplages. Het omslagpunt waarop flexodruk goedkoper wordt dan digitaal printen varieert per complexiteit van de opdracht en het materiaal, maar in onze ervaring ligt dit doorgaans tussen de 5,000 en 20,000 eenheden, afhankelijk van de configuratie.
Moderne flexodruk met correct afgestemde anilox-specificaties en de juiste puntvergrotingcompensatie in de voordruk produceert een kleurkwaliteit die op de meeste verpakkingsmaterialen kan wedijveren met offsetlithografie. Het inktdoseersysteem over de volledige breedte van de anilox zorgt voor een consistente dichtheid over de gehele printbreedte, waardoor de dichtheidsvariatie die aan de randen van vellenoffsetdruk kan voorkomen, wordt geëlimineerd.
Breed kleurenspectruminkten en printtechnieken met een uitgebreid kleurengamma hebben flexodruk naar een nog hoger niveau getild. Merken die gebruikmaken van verpakkingen met een kritische merkkleur zijn overgestapt van steunkleurafstemming naar ECG-procesdruk, waardoor het aantal benodigde platen is verminderd en de persinstelling is vereenvoudigd.
Flexo-inkten op waterbasis en UV-inkten voldoen aan de FDA-eisen voor contact met levensmiddelen, mits correct geformuleerd en verwerkt. Dankzij de snelle droogtijd van de inkt kan het substraat direct na het persen worden opgerold of gestapeld zonder dat er inkt van het ene bedrukte oppervlak naar de achterkant van de bovenliggende rol wordt overgebracht.
Voor voedingsmerken is dit een factor die de betrouwbaarheid van de toeleveringsketen waarborgt. Een leverancier met goed onderhouden droogsystemen, de juiste documentatie over inkt die in contact komt met levensmiddelen en schone drukkerijpraktijken verkleint het risico op problemen met de naleving van regelgeving.
De duurzaamheid van flexografisch drukwerk is gestaag verbeterd. Flexo-inkten op waterbasis domineren nu de toepassingen voor papieren verpakkingen. UV-inkten elimineren de uitstoot van oplosmiddelen. Nieuwe biologisch afbreekbare foliesubstraten, PLA en cellulosefolies, worden getest op compatibiliteit met flexodrukpersen. Verschillende grote fabrikanten van flexodrukpersen bieden nu persen aan met energieterugwinningsdroogsystemen die het energieverbruik per eenheid aanzienlijk verlagen.
Voor merken met aantoonbare duurzaamheidsdoelstellingen biedt flexodruk, dankzij het gebruik van gerecycled karton, biobased folies en inkt met een laag VOC-gehalte, aantoonbare milieuvriendelijke referenties voor uw verpakkingen.
Vraag uw leverancier naar specifieke certificeringen:
Vraag uw leverancier naar het certificaatnummer en de vervaldatum, en niet zomaar naar een algemene bewering. Een leverancier met een geldig certificaat van een onafhankelijke derde partij heeft deze documentatie direct beschikbaar. Iemand die aarzelt of alleen een marketingbrochure aanbiedt, doet groene beweringen zonder verificatie.
Als u milieuvriendelijke verpakkingsopties overweegt, dan zijn onze milieuvriendelijke verpakkingsoplossingen Deze pagina behandelt de combinaties van substraten en inkten die aansluiten bij verschillende duurzaamheidsnormen.
Een punt dat merkmanagers vaak verrast: flexodruk wordt niet langer alleen voor standaardverpakkingen gebruikt. Luxe horlogedozen, hoogwaardige cosmeticaverpakkingen en luxe sieradendozen maken steeds vaker gebruik van flexodruk voor grafische opdrukken, binnenbedrukking en branding.
De redenen zijn praktisch. Het assortiment substraten sluit aan op het kleurenpalet van hoogwaardige verpakkingsmaterialen. De kostenefficiëntie bij grote volumes maakt hoogwaardige printkwaliteit betaalbaar op grote schaal. En de persconfiguraties met inline coating, reliëfdruk en foliedruk betekenen dat met één enkele persgang afwerkingen kunnen worden gerealiseerd die voorheen aparte bewerkingen vereisten.
Wanneer RichPack met sieradenmerken samenwerkt aan verpakkingen op maat, maakt flexodruk vrijwel altijd deel uit van de drukoplossing, hetzij als primaire druktechniek, hetzij als basislaag voor de afbeelding die vervolgens wordt afgewerkt.

Bij de keuze voor een printmethode is het belangrijk te begrijpen welke compromissen je sluit. Hieronder vind je de vergelijking die de meeste kopers nodig hebben.
Hieronder vindt u een uitgebreide vergelijkingstabel met details over flexografisch, offsetlithografisch, digitaal en rotogravuredrukwerk op zes dimensies: substraatbereik, snelheid, kleurkwaliteit, kosten per eenheid bij oplage, complexiteit van de instelling en typische toepassingen.
| Afmeting | Flexo | Offsetlithografie | Digitaal | Diepdruk |
| Substraatassortiment | Papier, folie, laminaat, golfkarton | Gecoat papier, voornamelijk karton | Papier, soms film (verschilt per drukpers) | Folie, folie en laminaat, voornamelijk |
| Snelheid | 600–2,000 ft/min | 300–1,500 ft/min | 100–600 ft/min | 300–2,500 ft/min |
| Kleur kwaliteit | Hoog; concurrenten compenseren dit op het gebied van verpakkingsmaterialen. | Zeer hoge kwaliteit op gecoat papier | Goed; het gaat snel beter. | Zeer hoge kwaliteit voor fijne details. |
| Eenheidskosten, grote oplage | Laag | Laag | Hoge | Zeer laag bij zeer hoog volume |
| Eenheidskosten, kleine oplage | Medium | Hoge | Laag | Zeer hoog |
| Complexiteit instellen | Middelgroot (kentekenplaten, registratie) | Medium (borden, dekens, bevochtiging) | Laag (geen kentekenplaten) | Hoog (cilindergravure) |
| Variabele gegevens | Beperkt (voegt kosten toe) | Geen | Native functionaliteit | Geen |
| Best voor | Flexibele verpakkingen voor grote volumes | Grote volumes gecoat papier | Kleine oplages, maatwerk | Duurzame premium film/folie |
Offsetlithografie is al decennialang de kwaliteitsnorm voor vlakdruk op papier. De beeldkwaliteit op gecoat papier is uitzonderlijk en ervaren offsetdrukkers kunnen buitengewoon consistente kleuren produceren.
De nadelen voor afnemers van verpakkingen zijn dat offsetdruk voornamelijk beperkt is tot gecoat papier en karton. Het is niet mogelijk om te drukken op plastic folie, aluminiumfolie of de meeste laminaten zonder gespecialiseerde en kostbare aanpassingen. Offsetdruk vereist bovendien bevochtigingssystemen, inktrollen en drukdoeken, wat kosten met zich meebrengt voor verbruiksartikelen en complexer onderhoud.
Voor merken waarvan de verpakkingsmix voornamelijk bestaat uit gecoate kartonnen dozen, is offsetdruk wellicht de juiste keuze. Voor merken met flexibele verpakkingen, zoals tassen, pouches, sleeves en folieverpakte producten, is flexodruk de praktische optie.
Digitaal printen maakt plaatvervaardiging overbodig. Bestanden gaan rechtstreeks van de digitale front-end naar de drukpers, zonder film, plaat of voorbereiding. Dit maakt digitaal printen onovertroffen voor zeer kleine oplages en opdrachten met variabele data.
De kostenomslag tussen flexodruk en digitale druk varieert per opdracht. Over het algemeen is digitaal drukken voordeliger bij oplages kleiner dan 5,000 stuks, afhankelijk van de grootte en complexiteit. Bij oplages groter dan 20,000 stuks is flexodruk per stuk doorgaans voordeliger. Tussen de 5,000 en 20,000 stuks hangt de vergelijking af van de beschikbaarheid van de specifieke drukpers, de materiaaleisen en de complexiteit van de kleuren.
De kwaliteit van digitaal printen is enorm verbeterd. Voor de meeste verpakkingstoepassingen is het kwaliteitsverschil tussen digitaal en flexodruk visueel niet meer significant. De resterende voordelen van flexodruk zijn de lagere kosten bij grote volumes, de veelzijdigheid van de materialen en de mogelijkheid om op folie en gemetalliseerde materialen te printen.
Diepdruk maakt gebruik van een diepdrukcilinder met cellen die in het cilinderoppervlak zijn geëtst in plaats van reliëf. Het levert de hoogste beeldkwaliteit op van alle commerciële drukmethoden, met name voor fijne fotografische details en vloeiende kleurovergangen.
Het nadeel is dat diepdruk op cilinders duur is, duizenden dollars per cilinder, en veel tijd in beslag neemt. De opstartkosten zijn hoog, waardoor diepdruk alleen economisch haalbaar is bij zeer grote oplages, doorgaans meer dan 500,000 stuks per ontwerp. De minimale oplage die nodig is om een oplage te realiseren, maakt diepdruk onpraktisch voor de meeste verpakkingsbehoeften van merken.
Flexodruk bevindt zich in het praktische midden: lagere opstartkosten dan rotogravure, grotere veelzijdigheid qua materialen en een kwaliteit die voldoende is voor vrijwel alle toepassingen in consumentenverpakkingen. Merken met een volume dat rotogravure rechtvaardigt, kennen deze druktechniek doorgaans omdat de economische voordelen op hun schaal duidelijk zijn.
Kies voor flexografisch drukken wanneer uw oplage meer dan 5,000 stuks bedraagt, uw verpakking flexibel materiaal bevat, u een consistente printkwaliteit nodig hebt voor verschillende soorten materialen, uw planning een snelle doorlooptijd vereist, of u voedselverpakkingen bedrukt en documentatie nodig hebt die de voedselveilige inkt garandeert.
Overweeg digitaal printen wanneer uw oplage lager is dan 5,000 stuks, u variabele data nodig hebt, u snel een proefdruk zonder opstartkosten nodig hebt, of u een prototype maakt voordat u een productiebeslissing neemt.
Overweeg offsetlithografie wanneer uw verpakking volledig van gecoat karton of papier is gemaakt, de kwaliteitseisen de fijnste rasterreproductie op gecoat materiaal vereisen, of wanneer u al een bestaande offsetleverancier hebt met een duidelijk kostenvoordeel.
In deze fase komen de belangen van koper en leverancier het meest direct samen. De beslissingen die u neemt tijdens de ontwerp- en bestelfase bepalen of uw flexodrukproject soepel verloopt of uitmondt in een productieramp die tijd, budget en merkimago schaadt.
Uw artworkbestand moet rekening houden met vervorming door het wikkelen van de drukplaat. Wanneer een flexibele plaat op een cilinder wordt gemonteerd, is de omtrek van de afbeelding groter dan de afmeting van de vlakke plaat. Uw drukker moet een vervormingsfactor opgeven, doorgaans 0.25% tot 0.50%, die uw ontwerpteam in de drukrichting op het artwork toepast.
Als vervorming niet wordt gecompenseerd, ontstaan er samengeperste tekst en afbeeldingen op de uiteindelijke afdruk. We hebben merkontwerpen gezien die er in platte PDF-proefdrukken prima uitzagen, maar na het drukken merkbaar vervormde logo's vertoonden. Voorkomen is gratis. Correctie kost een nieuwe drukplaat.
Zorg er ook voor dat uw bestand de juiste aflooprand bevat. De meeste flexodruksubstraten vereisen een aflooprand van 3 mm tot 5 mm aan alle randen. Een ontwerp dat tot aan de rand van het tekenvel doorloopt, maar er niet overheen, zal na het snijden een witte rand op het eindproduct achterlaten.
Stel een kleurstandaard vast vóór de productie. Als u specifieke merkkleuren nodig hebt, controleer dan of deze kleuren worden nagebootst met CMYK-procesinkt, steunkleuren of een combinatie hiervan. Steunkleuren bieden een nauwkeurigere overeenkomst met specifieke merkstandaarden. De CMYK-nabootsing is afhankelijk van het substraat en de inktset.
Vraag een proefdruk aan op uw daadwerkelijke substraat voordat de productie van start gaat. Digitale proefdrukken zijn nuttig voor het controleren van de lay-out, maar geven geen nauwkeurige weergave van puntvergroting, inktdichtheid of interactie met het substraat. Een fysieke proefdruk, rechtstreeks van de drukpers op uw daadwerkelijke substraat, is de beste methode.
Houd rekening met de verwachte puntvergroting in uw proefdrukproces. Een CMYK-afbeelding die er op een digitale proefdruk goed uitziet, kan op het uiteindelijke product donkerder lijken vanwege de inktspreiding die flexodrukinkten met zich meebrengen. Bespreek dit met uw leverancier en vraag om een vergelijking tussen proefdruk en eindproduct als dit uw eerste opdracht bij een nieuwe leverancier is.
De tekst op de uiteindelijke verpakking vereist een minimale lettergrootte. De praktische minimumgrootte voor flexodruk is afhankelijk van het materiaal, de inktdekking en de kwaliteit van de drukpers, maar dit is wat we doorgaans aanbevelen:
Voor belangrijke wettelijke teksten dient u zelfstandig de minimale lettertype-eisen van uw rechtsgebied te controleren. De FDA-vereisten voor voedseletikettering zijn vastgelegd in regelgeving, niet in richtlijnen voor drukwerk.
Vraag uw leverancier om de kosten voor de drukplaten apart van de drukkosten te berekenen. Een zeskleurendruk vereist zes drukplaten. Een drukopdracht waarbij voor verschillende productvarianten (SKU's) verschillende platen nodig zijn, zelfs met kleine variaties in de opmaak, zorgt ervoor dat de kosten voor de drukplaten snel oplopen.
Vraag ook naar de voorbereidingstijd. Een goed onderhouden pers met een ervaren operator kan de voorbereiding in 30 tot 45 minuten voltooien. Een minder ervaren operator op oudere apparatuur kan daar twee tot drie uur over doen. Dat verschil in benodigde tijd heeft invloed op de kosten per opdracht.
Plan een realistische tijdsbuffer in uw productieplanning. Tussen de goedkeuring van het artwork, het maken van de drukplaten, de voorbereiding en de daadwerkelijke productie duurt een standaard flexodrukopdracht doorgaans twee tot vier weken, van de goedkeuring van het bestand tot het eindproduct. Spoedopdrachten met versnelde drukplaatproductie en drukplanning zijn mogelijk, maar brengen extra kosten met zich mee.
Dit is wat een goede flexodrukleverancier onderscheidt van een leverancier die slechts beschikbaar is.
Vraag eerst naar hun persconfiguratie. Beschikken ze over het juiste perstype (CI, stack, inline) en de juiste baanbreedte die past bij de afmetingen van uw product? Een drukkerij die smalle etiketten op een 10-inch pers produceert, kan geen flexibele verpakkingen in breed formaat efficiënt produceren.
Ten tweede, vraag om proefdrukken. Een gerenommeerde leverancier zou proefdrukken moeten kunnen leveren van vergelijkbare producten. Bekijk de proefdrukken onder een loep of vergrootglas. Controleer op een consistente inktdekking, scherpe rasterpunten, strakke tekstranden en een consistente uitlijning tussen de kleuren.
Ten derde, vraag naar hun documentatieproces voor contact met levensmiddelen. Als u voedselverpakkingen bedrukt, moet de leverancier informatie over de inktsamenstelling, documentatie over migratietesten en ondersteuning bij naleving van de regelgeving kunnen overleggen. Een drukkerij die deze documentatie niet kan of wil leveren, is niet gekwalificeerd voor werkzaamheden met levensmiddelen.
Ten vierde, beoordeel hun prepress-capaciteiten. De kwaliteit van uw output hangt net zozeer af van het werk van het prepress-team als van de drukpers zelf. Vraag naar hun proefdrukproces, de methode voor puntvergrotingcompensatie en de CTP-apparatuur. Een drukkerij met moderne CTP-systemen, gekalibreerde proefdrukapparaten en gedocumenteerde workflows voor kleurbeheer zal een consistentere output leveren.
Ten vijfde, beoordeel hun afwerkingscapaciteit. Kunnen ze zelf snijden, stansen, vouwen en lijmen, of besteden ze de afwerking uit? Interne afwerking verkort de doorlooptijd en vermindert het risico op kwaliteitsproblemen. Uitbestede afwerking verlengt de doorlooptijd, verhoogt de logistieke kosten en brengt een extra schakel met zich mee waar fouten kunnen optreden.
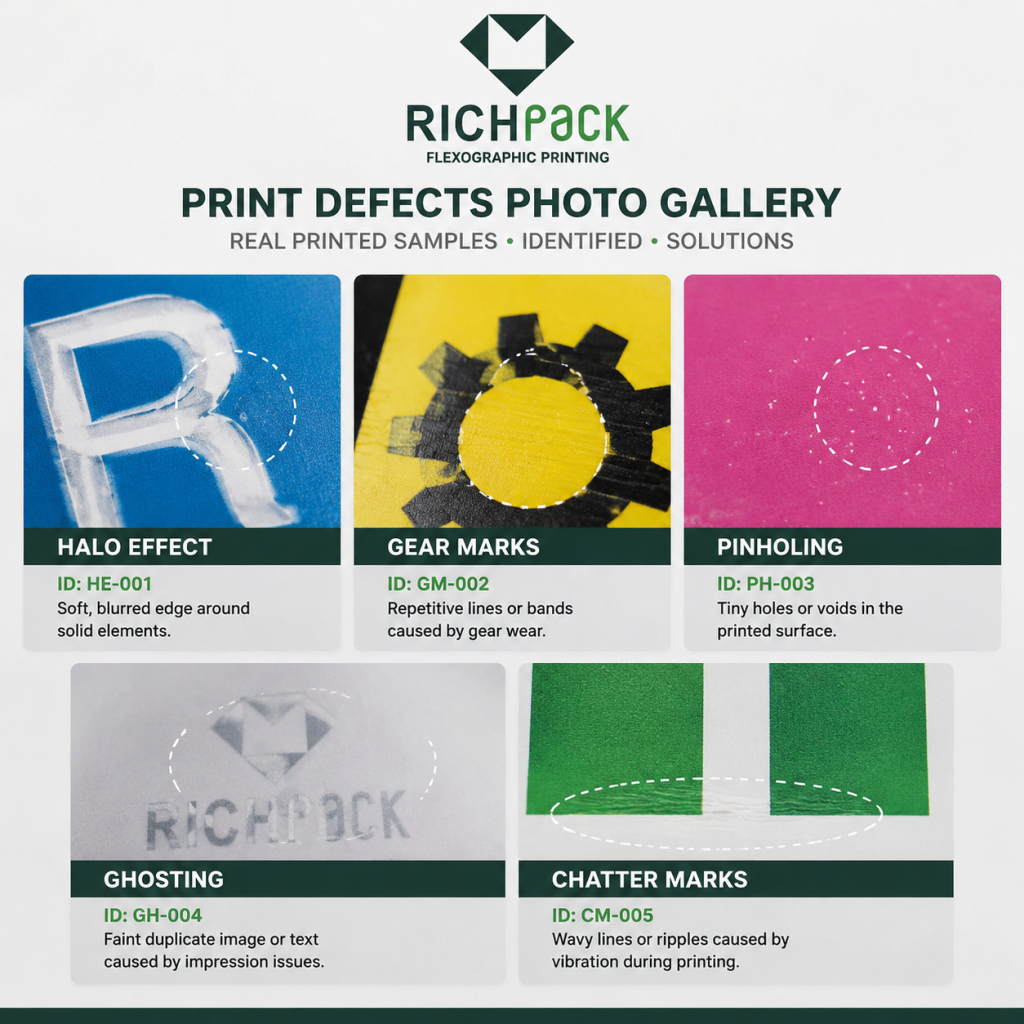
Weten waar je op moet letten bij een voltooide printopdracht is net zo belangrijk als weten hoe je er een opzet. Hieronder vind je de defecten die ons kwaliteitsteam bij elke productieopdracht controleert, en wat elk defect je vertelt over de onderliggende oorzaak.
Halo-effect (Ook wel 'gain shadow' of 'edge bridging' genoemd) verschijnt als een donkere omtrek of schaduw rond rasterpunten en fijne tekst. De inkt verspreidt zich zijdelings vanuit de gedrukte punt, waardoor een breder oppervlak ontstaat dan bedoeld. Dit is een probleem met puntvergroting; hetzelfde gedrag van vloeibare inkt dat flexodrukken een rijke uitstraling geeft, kan ook overspreiding veroorzaken als het aniloxvolume te groot is voor het substraat of als de druk te hoog is. Controleer eerst de aniloxspecificaties en de druk. Op ongestreken substraten lost het verminderen van het aniloxvolume met 10-15% de halo vaak op zonder verdere aanpassingen.
Tandwielmarkeringen (Ook wel banding of ritmische herhalingsmarkeringen genoemd) verschijnen als gelijkmatig verdeelde horizontale lijnen over de breedte van de afdruk. Het patroon herhaalt zich met een vaste tussenafstand die overeenkomt met de omtrek van de plaatcilinder of een mechanisch onderdeel in het aandrijfsysteem van de drukpers. Tandwielmarkeringen duiden op een versleten mechanisch onderdeel, meestal in de aandrijfversnelling of een ongelijkmatig gemonteerde drukcilinder. In tegenstelling tot willekeurige afdrukdefecten zijn tandwielmarkeringen consistent en herhaalbaar over de gehele oplage. Ze kunnen niet in de voorbereiding worden gecorrigeerd; de oplossing is onderhoud.
Speldeprik Dit uit zich als kleine, niet-bedrukte plekjes, meestal in gebieden met een dekkende inktlaag. Het substraatoppervlak vertoont microvariaties die voorkomen dat de inkt volledig dekt, of luchtbellen in de inktfilm barsten tijdens het drogen, waardoor kleine gaatjes ontstaan. Op absorberende substraten zoals ongecoat kraftpapier is pinhole-vorming vaak een probleem met de ruwheid van het substraatoppervlak. Op plastic folies kan het duiden op onvoldoende oppervlaktebehandeling of een slechte hechting van de inkt. Een eenvoudige test: als de gaatjes vóór het printen zichtbaar zijn op het substraat, ligt het probleem bij het substraat. Verschijnen ze pas na het printen, dan ligt het probleem bij de interactie tussen de inkt en het substraat.
Ghosting (Ook wel beeldherhaling genoemd) verschijnt als een lichtere kopie van de afgedrukte afbeelding, verschoven ten opzichte van de juiste positie, meestal in de richting van de beweging van het substraat. Dit gebeurt wanneer het inktsysteem niet volledig herstelt tussen de afdrukken; de plaat neemt dan een kleinere hoeveelheid inkt op omdat sommige cellen nog gedeeltelijk leeg zijn van de vorige afdruk. Ghosting komt het meest voor bij hoge snelheden met een hoge inktdekking. Het aanpassen van de inkttoevoersnelheid en het zorgen voor voldoende inkttoevoer naar de aniloxrol lost dit probleem doorgaans op.
Chatter-markeringen Deze verschijnen als fijne verticale strepen of golven in de afgedrukte afbeelding, veroorzaakt door kortstondige snelheidsvariaties in de substraatbaan tijdens het transport door de drukpers. In tegenstelling tot tandwielsporen, die een vaste herhalingsinterval hebben, zijn trillingssporen onregelmatig. Ze duiden meestal op een probleem met het afwikkel- of spanningsregelsysteem, of een beschadigde rol in het substraatpad.
Onze prepress-engineer houdt voor elke opdracht een foutenlogboek bij, niet alleen om problemen op te sporen voordat de producten worden verzonden, maar ook om in de loop der tijd een patroonbibliotheek op te bouwen. "Elke fout vertelt je iets over de machine-instellingen of de interactie met het materiaal", legt ze uit. "Als je alleen naar het resultaat kijkt en het weggooit, mis je de informatie. Maar als je de fout koppelt aan de persinstellingen en de substraatbatch, begin je problemen te voorspellen voordat ze zich voordoen."
Als u tot nu toe aandachtig hebt gelezen, zullen de toepassingsgebieden geen verrassing zijn. Flexodruk is de dominante druktechniek in de verpakkingsindustrie, juist omdat de voordelen – snelheid, substraatbereik, kostenefficiëntie en kwaliteit – aansluiten bij de eisen van grootschalige productie van consumentengoederen.
Dit is het grootste domein van flexodruk. Staande zakjes, chipszakken, snoepwikkels, krimpfolie, flowwrapfolie en snackverpakkingen vormen de grootste volumecategorie in de flexodrukproductie. De combinatie van plastic foliesubstraten, hoge eisen aan de printkwaliteit en enorme productievolumes zorgt voor een perfecte match.
Merkmanagers die zich bezighouden met flexibele verpakkingen moeten drie flexo-specifieke aspecten evalueren: of hun folie een oppervlaktebehandeling vóór het drukken vereist en hoe dit wordt gecontroleerd, of hun laminaatstructuur compatibel is met de drukinkt en de lamineerlijm, en of hun eisen aan de sealintegriteit samenhangen met de inktdekking in het sealgebied.
Als u voor het eerst de mogelijkheden van flexibele verpakkingen op maat onderzoekt, kunt u onze gids raadplegen. Het creëren van op maat gemaakte cosmetische verpakkingen die klanten versteld doen staan. Het boek behandelt in detail de materiaalkeuze, de afwegingen bij het printen en de afwerkingsmogelijkheden.
Zelfklevende etiketten, krimpfolie-etiketten, in-mold-etiketten en hitteverzegelde etiketten worden allemaal voornamelijk met flexodruk geproduceerd. De smalbaanpersen die ontworpen zijn voor de productie van etiketten werken op zeer hoge snelheden en de substraten zijn goed geschikt voor flexodrukinktsystemen.
Variabele datavereisten komen steeds vaker voor bij etiketteringstoepassingen: lotnummers, houdbaarheidsdata, barcodes en QR-codes. Hybride flexo/digitale persen kunnen dit goed aan, waarbij het statische ontwerp in flexo wordt afgedrukt en de variabele data digitaal inkjet wordt toegevoegd. Deze aanpak wordt de standaard voor farmaceutische etikettering en toepassingen voor traceerbaarheid in de voedingsindustrie.
Flexodruk op golfkarton, voornamelijk voor verzenddozen, e-commerceverpakkingen en displayverpakkingen, maakt gebruik van hetzelfde basisproces, maar met specifieke aanpassingen. Golfkarton is dikker, samendrukbaarder en heeft een oneffen oppervlak in vergelijking met gewoon karton.
Flexodruk na het printen (het bedrukken van vlak karton vóór de verwerking) en flexodruk direct op de golfkartonmachine (het printen op de golfkartonmachine) zijn de twee productiemodellen. Flexodruk na het printen wordt vaker gebruikt voor e-commerceverpakkingen met veel grafische elementen en verpakkingen voor de detailhandel. Flexodruk direct op de golfkartonmachine is geschikt voor het bedrukken van grote volumes standaardkarton.
De kleurkwaliteit op golfkarton is inherent lager dan op glad karton, omdat het gegolfde materiaal oneffenheden in het oppervlak veroorzaakt. Voor premium merkverpakkingen op golfkarton levert een lamineer- of coatingstrategie, waarbij een gladde papierlaag op het golfkarton wordt gelamineerd vóór het drukken, een veel hogere kwaliteit op.
Meerwandige papieren zakken, SOS-zakken, draagtassen en inpakpapier zijn belangrijke flexodruktoepassingen. Deze producten worden gebruikt in de voedings-, landbouw-, industriële en detailhandelssector. De gebruikte materialen variëren van lichtgewicht natuurlijk kraftpapier tot meerlaagse papieren zakken.
De verwachtingen ten aanzien van de printkwaliteit verschillen per markt. Industriële verpakkingen leggen de nadruk op leesbare tekst, de leesbaarheid van barcodes en productidentificatie. Verpakkingen voor de detailhandel vereisen grafische kwaliteit die direct zichtbaar is voor de consument. Hetzelfde flexodrukproces is geschikt voor beide, waarbij de printkwaliteit wordt aangepast door middel van plaatresolutie, aniloxspecificaties en persinstellingen.
Naast de gangbare toepassingen vervult flexodruk een verscheidenheid aan specialistische rollen waar de unieke mogelijkheden waarde creëren.
Tabaksverpakkingen, blisterfolie voor farmaceutische producten, cosmetische monsters, drankverpakkingen en tuinbouwfolie zijn allemaal voorbeelden van flexodruktoepassingen. In elk geval creëert de specifieke combinatie van substraat, inktsamenstelling en wettelijke eisen een niche die andere drukmethoden niet zo effectief kunnen bedienen.
Als leverancier van luxe verpakkingen zien we de specialistische mogelijkheden van flexodruk van pas komen bij hoogwaardige producten, waar merkkwaliteit net zo belangrijk is als functionele verpakking. De mogelijkheid om flexodrukkwaliteit te combineren met inline coating, UV-glans en reliëfeffecten in één drukgang is met name waardevol voor premium merkverpakkingsprogramma's.
Als uw merk actief is in de sieraden-, cosmetica- of premium consumentengoederensector, dan is ons aanbod wellicht iets voor u. Verpakkingen voor sieraden op maat versus standaardoplossingen Deze vergelijking laat zien hoe maatwerk printprogramma's een onderscheidend vermogen creëren dat standaardverpakkingen niet kunnen evenaren.
Flexografisch drukken maakt gebruik van drie hoofdtypen inkt: inkt op waterbasis, inkt op basis van oplosmiddelen en UV-hardende inkt. Inkt op waterbasis wordt het meest gebruikt voor papieren verpakkingen en toepassingen die in contact komen met levensmiddelen, waar wettelijke voorschriften een minimaal chemisch gehalte vereisen. Inkt op basis van oplosmiddelen biedt een sterke hechting aan plastic folies zonder oppervlaktebehandeling en is chemisch bestendig. UV- en EB-inkten harden direct uit door straling in plaats van verdamping, waardoor ze geschikt zijn voor warmtegevoelige substraten en de hoogste druksnelheden mogelijk maken. Het type substraat, de toepassingsomgeving en de eisen voor contact met levensmiddelen bepalen welk inktsysteem het meest geschikt is.
Moderne flexodrukpersen voor brede banen halen doorgaans snelheden van 600 tot 1,000 strekkende voet per minuut. Etikettenpersen voor smalle banen bereiken vaak snelheden van 1,500 tot 2,000 voet per minuut. Sommige gespecialiseerde persen overtreffen deze snelheden. De werkelijke productiesnelheid is afhankelijk van het type substraat, de droogcapaciteit van de inkt, het aantal kleuren en de complexiteit van de afwerkingsprocessen die in de drukrun zijn geïntegreerd.
Offsetlithografie gebruikt een rubberen doek om een afbeelding van een plaat op een substraat over te brengen, terwijl flexodruk gebruikmaakt van een direct verhoogde plaat. Offsetdruk is uitstekend geschikt voor glad gecoat papier, maar kan zonder speciale apparatuur niet op plastic folie of metaalfolie drukken. Flexodruk kan een veel breder scala aan substraten verwerken en is voor de meeste verpakkingstoepassingen sneller. Offsetdruk produceert doorgaans scherpere details op gecoat papier, maar de kwaliteit van flexodruk op verpakkingssubstraten is nu vergelijkbaar. Bovendien zijn de veelzijdigheid en kostenefficiëntie van flexodruk voor flexibele verpakkingen ongeëvenaard.
Moderne flexodruk met fotopolymeerplaten met hoge resolutie, zorgvuldig gekalibreerde prepress en de juiste aniloxspecificaties kan afdrukken van fotografische kwaliteit produceren. Het historische kwaliteitsverschil tussen flexodruk en offsetdruk voor fotografische reproductie is voor verpakkingsmaterialen grotendeels verdwenen. Diepdruk behoudt nog steeds een kwaliteitsvoordeel voor ultrafijne details op hoogwaardige folieverpakkingen, maar het verschil is voor de meeste consumentgerichte verpakkingstoepassingen onmerkbaar.
Een goed onderhouden fotopolymeer flexodrukplaat kan 500,000 tot meer dan 1,000,000 afdrukken produceren bij een lange oplage voordat vervanging nodig is. De levensduur van de plaat hangt af van de samenstelling van de inkt, de textuur van het substraat, de perssnelheid en de opslagomstandigheden tussen de oplages. Inkt op basis van opl劑middelen en ruwe substraten zoals ongestreken kraftpapier verkorten de levensduur van de plaat. Correcte opslag, reiniging, afdekking en een temperatuurgecontroleerde omgeving verlengen de levensduur van de plaat tussen de oplages.
Puntvergroting beschrijft het fenomeen waarbij rasterpunten groter op het substraat worden afgedrukt dan hun geprogrammeerde grootte. Flexo-inkten zijn vloeibaarder dan offset-inkten en verspreiden zich bij contact met het substraat. Hierdoor wordt een rasterpunt van 50% afgedrukt als een punt van 55% tot 62%, afhankelijk van het substraat, de inkt en de persinstellingen. Prepresscompensatie past de geprogrammeerde puntgrootte aan om de beoogde uiteindelijke puntgrootte te bereiken. Zonder de juiste puntvergrotingcompensatie worden kleuren donkerder afgedrukt dan bedoeld en verliezen rastergradiën details.
Flexografisch drukwerk heeft aanzienlijke milieuvooruitgang geboekt. Flexo-inkten op waterbasis elimineren de uitstoot van vluchtige organische stoffen (VOC's) door oplosmiddelen bij papiertoepassingen. UV- en EB-uithardende inkten elimineren oplosmiddelen. Moderne persdrogers zijn voorzien van energieterugwinningssystemen die het verbruik per eenheid output verminderen. Gerecycled karton en biobased foliesubstraten worden steeds vaker gevalideerd voor compatibiliteit met flexodrukpersen. Voor merken met duurzaamheidsdoelstellingen biedt het opvragen van milieucertificaten van een flexo-leverancier een gedocumenteerde verantwoordingsplicht.
Een aniloxrol is het precisie-inktdoseeronderdeel in een flexodrukpers. Het is een metalen cilinder met een keramisch oppervlak dat is gegraveerd met miljoenen microscopische cellen. De cellen bevatten een gecontroleerde hoeveelheid inkt, die door een rakel overal behalve in de cellen wordt verwijderd voordat de rol de inkt op de drukplaat overbrengt. Het aantal cellen en het volume van de aniloxrol bepalen de dikte van de inktfilm, wat direct van invloed is op de kleurintensiteit, de inktspreiding en de detailweergave. De keuze van de juiste aniloxrol voor uw specifieke opdracht is een van de belangrijkste technische beslissingen in de flexodrukproductie.
Flexografisch drukken is misschien niet de meest glamoureuze druktechniek, maar het is wel de techniek die de moderne verpakkingsindustrie op grote schaal mogelijk maakt. Van je ontbijtgranendoos tot de krimpfolie om je eiwitshake: flexodruk verbindt merken met consumenten op het verkooppunt.
Inzicht in flexografisch drukwerk geeft u als inkoper een concreet voordeel. Wanneer u weet hoe de drukpers werkt, wat de aniloxrol doet, waarom puntvergroting belangrijk is en welke vragen u aan uw leverancier moet stellen, bent u geen passieve koper meer, maar een geïnformeerde partner in uw eigen verpakkingsprogramma.
Stem uw ondergrond af op de behandelingsmogelijkheden van uw leverancier. Voor het bedrukken van plastic folie is een oppervlaktebehandeling vereist. Controleer of de leverancier deze behandeling aanbiedt en kan bevestigen.
Investeer in kwaliteit in de prepressfase. De tijd en kosten die u besteedt aan de voorbereiding van het drukwerk, het compenseren van vervormingen en het controleren van de drukpers, betalen zich terug in elk exemplaar dat zonder gebreken van de pers rolt.
Vraag fysieke monsters aan op uw eigen ondergrond. Digitale proefdrukken geven je inzicht in de lay-out. Drukproeven op je daadwerkelijke drukwerk geven je inzicht in de printprestaties.
Kies flexodruk vanwege de voordelen: Volumevoordelen, veelzijdigheid qua substraat en voedselveilige inkt. Voor kleine oplages of grote hoeveelheden variabele data is digitaal printen de juiste keuze.
Of u nu een verpakkingsontwerper bent die aan uw eerste flexodrukspecificatie werkt, een merkmanager die drukmethoden voor een nieuwe productlijn evalueert, of een inkoopprofessional die de mogelijkheden van leveranciers vergelijkt, de dominantie van flexodruk in verpakkingsdruk is geen toeval. Die is verdiend door prestaties. Inzicht in flexodruk is de eerste stap naar een goed gebruik ervan.
Als uw volgende project maatwerkverpakkingen omvat, zoals stevige dozen, flexibele zakjes, vouwdozen of speciale constructies, dan kan het RichPack-team u adviseren over de beste printmethode voor uw specifieke eisen, materiaalkeuze en oplage. Neem contact met ons op voor een vrijblijvend gesprek.
2026-05-29
2025-02-10
2025-06-19

2025-11-08
2026-03-05

2026-04-20
Duurzame en betaalbare milieuvriendelijke cosmetische verpakkingen met bulkprijzen | Ideaal voor groothandelskopers die op zoek zijn naar groene en kosteneffectieve verpakkingen
Bekijk details
Op maat gemaakte compacte sieradentrays voor op reis met veilige sluitingen | Aangepaste, duurzame verpakking voor detailhandelsbedrijven en groothandelsleveranciers van sieraden in bulkbestellingen
Bekijk details
Op maat gemaakte cosmetische dozen voor kleine schoonheidsmerken met een lage MOQ | Perfect voor niche-schoonheidsbedrijven die op maat gemaakte verpakkingsoplossingen nodig hebben
Bekijk details
Biologisch afbreekbare sieradendozen voor milieubewuste merken | Milieuvriendelijke verpakkingsoplossingen voor sieradenbedrijven die zich richten op groene initiatieven
Bekijk details
Merk- en aangepaste acryl kettinghouders met logo | Op maat gemaakte displayoplossingen voor juweliers die op zoek zijn naar een gepersonaliseerde, impactvolle presentatie
Bekijk details
Kartonnen geschenkverpakking, sieradendoosje met lade – 7.5 × 7.5 × 3.5 cm | Wit en zwart ringdoosje met lade
Bekijk details