 PREV
PREV
2026 Latest Jewelry Box Manufacturing Guide: Step-by-Step & Expert Techniques
2025-02-10


A print can fail before the press even starts.
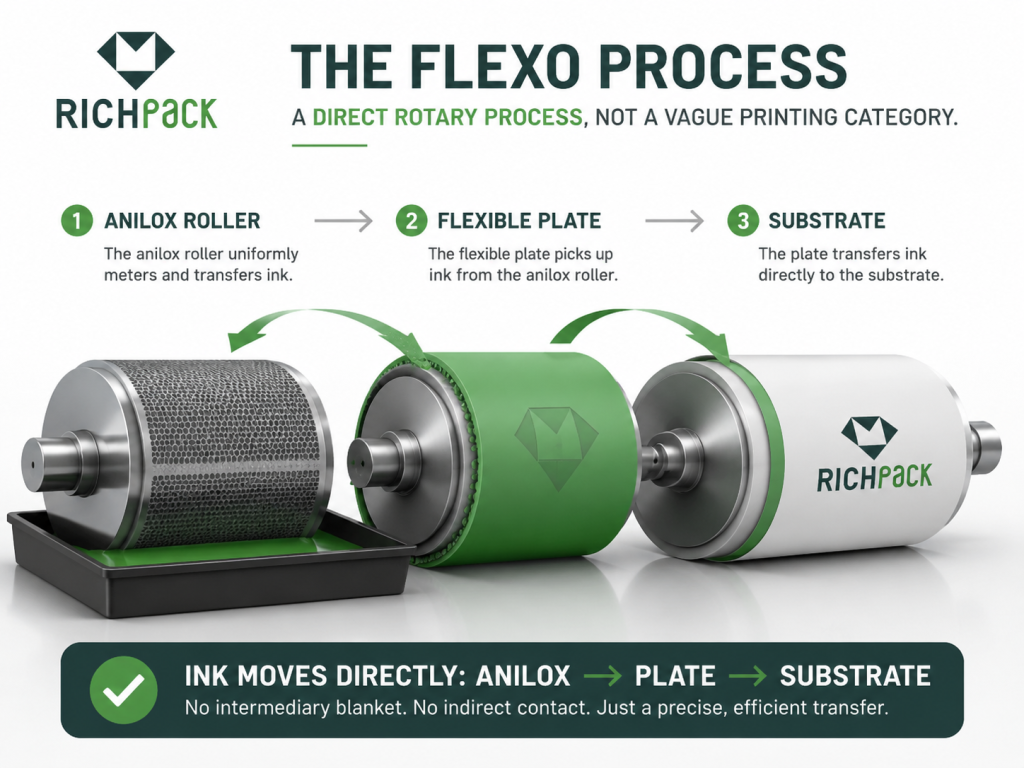
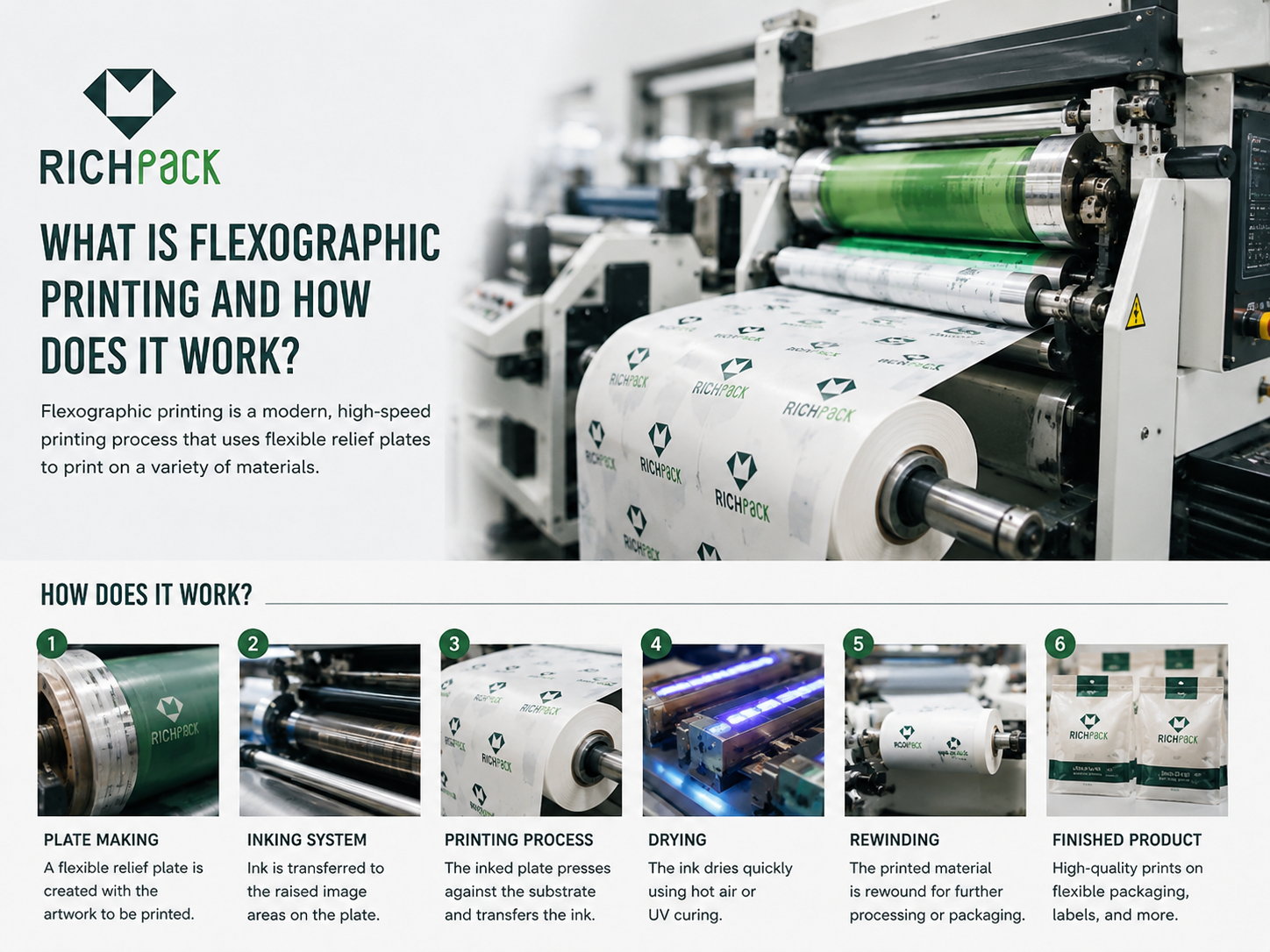
Flexographic printing is a rotary relief printing method that uses flexible plates to transfer fast-drying ink onto paper, board, film, foil, labels, and corrugated materials. The plate carries raised image areas. The anilox roller meters ink. The impression cylinder presses the substrate against the plate.
That is the plain answer.
The harder question is which material should carry the print. A smooth coated paper, a brown kraft liner, a thin BOPP film, and a rigid jewelry sleeve can all run through flexo in the right shop, but they do not behave the same way.
Flexographic printing rewards teams that make practical choices early. Choose the wrong substrate, and the logo looks dull. Choose the wrong ink, and the surface rubs. Choose the wrong press setup, and the color moves when the job scales.
For jewelry brands, the stakes are higher than a clean mark. A sleeve, card, tissue liner, retail bag, or box wrap must protect the piece, hold the brand color, and still look composed after packing, shipping, display, and unboxing.
RichPack works with jewelry brands from package design through sampling, production, and delivery. If your team is developing custom jewelry boxes or needs broader custom packaging support, start with the package that the printed material must become.
A substrate should not be picked from a sample book first. Pick the job first.
A label, carton, mailer, pouch, bag, and jewelry sleeve all ask different things from the same press. The material has to be printed, folded, slid, packed, shipped, and survive handling.
| Package Job | Common Material | Flexo Fit | Main Risk | Best Use |
| Product label | Coated paper, PP, PET | Strong | Adhesion or scuffing | High-volume labels and seals |
| Folding carton | SBS, coated board, kraft board | Strong | Fold cracking or color shift | Retail cartons and small boxes |
| Corrugated mailer | Kraft liner, white liner | Strong | Ink spread and low detail | Branded shippers and display trays |
| Flexible film | PE, PP, BOPP, PET | Strong with validation | Web tension and surface energy | Pouches, wraps, sleeves |
| Paper bag | Kraft, coated paper | Strong | Rub resistance at creases | Retail gift bags |
| Jewelry sleeve | Coated paper, specialty paper | Strong | Logo sharpness and sliding wear | Gift-ready jewelry packaging |

Label stock is one of the most common flexo materials. Coated paper, PP, PET, and similar label substrates move well through roll-fed production when the surface treatment, adhesive, and ink are matched.
For jewelry packaging, labels often appear as seals, barcode labels, product care labels, box-bottom labels, or small brand closures on tissue. Check adhesive behavior as carefully as print quality if the label touches velvet, coated paper, suede-like inserts, or rigid box wraps.
Folding cartons usually use coated board, SBS board, kraft board, or recycled board. Flexo works well when the artwork matches the board surface, and the design does not depend on microscopic detail.
The fold line is the trap. Ink and coating can crack along creases if board grain, ink film, coating weight, and finishing order are not planned together.
Corrugated board is built for shipping strength first. Flexo is useful for bold marks, shipping graphics, brand colors, and large repeat orders.
Fine reverse type can suffer on brown kraft liner. White liner, preprinted liner, or a separate printed sleeve may be smarter when the outer shipper must look more polished.
Flexible film includes PE, PP, BOPP, PET, and laminated structures. These materials are common in pouches, wraps, sleeves, and protective layers.
Film needs tighter control than paper. Surface energy, web tension, drying, and curing all affect whether the print scratches, blocks, smears, or releases under pressure.
Paper bags often use kraft paper, coated paper, or laminated paper. Flexo works when a retail bag needs repeatable branding at scale without expensive decoration across every surface.
A black logo on natural kraft sends a different signal from a pale gray mark on coated white paper. Same artwork. Different story.
Jewelry box sleeves, belly bands, and outer wraps turn material choice into part of the unboxing moment. These parts must slide cleanly, resist scuffing, and keep color consistent with the box below.
A coated sleeve can hold sharper color. A textured specialty paper can feel more considered, but it usually needs simpler artwork and a stronger sample review.
The best material is rarely the most expensive one. It is the material that gives the required print result with the fewest production surprises.
| Substrate Family | Print Clarity | Drying Behavior | Touch and Feel | Cost Level | Jewelry Packaging Fit |
| Paper and paperboard | Good to excellent | Predictable | Structured | Medium | Strong for sleeves, cards, bags, cartons |
| Kraft and uncoated paper | Medium | Absorbs faster | Natural | Low to medium | Strong for earthy or responsible lines |
| Coated board | Excellent | Controlled | Smooth | Medium to high | Strong for refined retail packaging |
| Corrugated board | Medium | Varies by liner | Practical | Medium | Strong for shipping and displays |
| Plastic film | High with treatment | Requires control | Functional | Medium to high | Limited for jewelry, useful for protection |
| Foil and laminates | High with validation | Specialized | High impact | High | Selective use for accents or barrier needs |
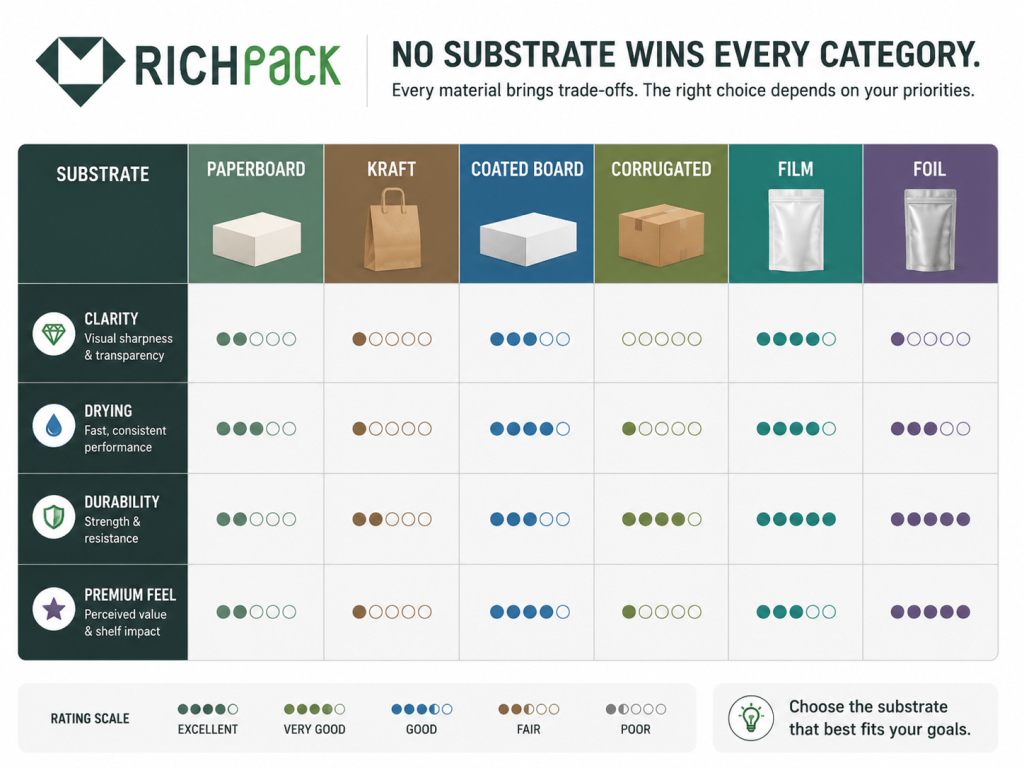
Paper and paperboard are the safest starting point for many packaging teams. They support clean graphics, folding structures, inserts, sleeves, cards, bags, and box wraps.
For jewelry brands, paperboard often gives the best balance of print quality, structure, sustainability perception, and cost. RichPack’s packaging materials page connects material choice with structure, finish, and production needs.
Kraft and uncoated paper absorb more ink than coated materials. Edges can soften. Color can look warmer, flatter, or less saturated.
That is not always bad. Use Kraft when the brand wants a natural, grounded look. Avoid tiny reversed type and pale low-contrast colors unless a real sample proves they hold up.
Coated board gives sharper logos, stronger solids, smoother gradients, and cleaner edges. It is a practical choice when a brand wants polished retail packaging.
The coating changes adhesion and drying behavior. A surface can print beautifully and still need a varnish, rub test, or different ink system before approval.
Corrugated board protects first and prints second. Its surface depends on liner quality, flute structure, and the press setup.
Direct flexo on corrugated is strong for bold graphics. For high-end color or small detail, use white liner, preprint liner, or a printed sleeve over a plain shipper.
Plastic film protects against moisture, grease, abrasion, or contamination. The print result depends on treatment, ink adhesion, tension control, and curing.
Film is not the main material for most jewelry boxes, but it can appear in protective sleeves, dust covers, pouches, or transit layers. If it contacts metal, stones, coatings, or anti-tarnish materials, test compatibility before scale-up.
Foil and laminates can add shine, barrier performance, or specialty presence. They are less forgiving than paper and usually need stronger validation.
For jewelry packaging, metallic impact is often better handled with foil stamping than direct printing on foil. Treat print and metallic effects as a layered system.
Ink is not just a color in a bucket. It controls drying speed, odor, rub resistance, adhesion, surface feel, and production stability.
| Ink System | Best Material Match | Drying or Curing | Main Concern | Common Packaging Use |
| Water-based | Paper, board, corrugated | Air or heat evaporation | Absorption balance | Boxes, bags, labels, paper packaging |
| Solvent-based | Films and non-porous substrates | Solvent evaporation | Odor and emissions control | Flexible packaging and films |
| UV | Coated papers, films, labels | UV curing | Cure completeness | Labels and durable graphics |
| EB | Films and demanding packaging | Electron beam curing | Equipment fit | Higher-performance packaging systems |
| Coatings | Paper, board, labels | Air, heat, UV, or other systems | Rub and blocking | Protection and finish control |
Water-based ink works well on paper, paperboard, and corrugated packaging. It can reduce odor and support efficient production when the drying system is matched to the substrate.
Absorption is the watchpoint. Too much absorption can dull color, soften detail, or make solids look uneven.
Solvent-based ink is often used on films and non-porous substrates. It can offer strong adhesion and fast drying when the package needs flexibility or moisture resistance.
Ask how the supplier controls odor, retained solvent, drying, and emissions. The print may look fine, while the package still fails a smell or handling review.
UV ink cures quickly and can deliver gloss, detail, and surface durability. It is useful for certain labels, coated papers, films, and premium packaging components.
Cure quality matters. Incomplete curing can affect odor, rub resistance, adhesion, and product safety expectations.
EB ink systems are used for demanding packaging where fast curing and strong performance matter. They are more specialized than standard water-based or solvent-based setups.
Most jewelry packaging teams will not specify EB directly. A better question is whether the supplier has a validated ink platform for the selected material.
Coatings protect the print and change the finish. Matte, gloss, soft-touch, anti-scuff, and protective varnishes all affect the way a package feels in the hand.
Dark packaging needs extra caution. Black, navy, burgundy, and deep green surfaces can show rub marks and fingerprints faster than buyers expect.
Adhesion should be tested after full drying or curing. A quick thumb rub at the press is not enough.
Ask for tape pull, rub, scratch, fold, and scuff checks based on the package’s real journey. A jewelry sleeve sliding over a rigid box needs different proof than a warehouse label.
The flexographic printing process explains why materials behave differently. Ink is metered, transferred, dried, and rewound at speed, so the substrate must cooperate at every point.
Artwork separation turns the design into printable color layers. Each color normally needs its own plate.
Spot colors, varnishes, coatings, and fine lines should be planned before plates are made. On textured paper, a delicate serif logo may need heavier strokes or wider spacing.
Flexographic plates carry raised image areas. Those raised areas receive ink and transfer it to the material.
Plate thickness, mounting tape, and distortion control affect the final print. Once plates are made, late artwork changes cost money and time.
The anilox roller meters ink through tiny engraved cells. Cell volume controls how much ink reaches the plate.
A heavy logo on kraft board may need more ink volume than fine type on coated paper. This is why a real artwork test beats a generic swatch.
The substrate moves through the press under controlled tension. Paper, board, film, and laminates respond differently to pull, heat, moisture, and speed.
Thin film can stretch. Paper can absorb moisture. Corrugated can crush. Each behavior can affect registration and edge quality.
Image transfer occurs when the inked plate comes into contact with the substrate under controlled pressure. Too much pressure spreads ink and crushes detail.
Good flexo often feels quiet. The plate kisses the material, transfers the image, and moves on.
The ink must dry or cure before the web contacts rollers, coatings, other colors, or itself. Poor drying can cause blocking, odor, smear, setoff, and surface damage.
Rewinding matters too. A print that looks clean at the press exit can mark if it is wound under pressure too soon.
Flexographic presses are commonly built as central impression, stack, or in-line systems. The configuration affects registration, substrate control, and the kinds of packaging a shop can run well.
Central impression presses hold the web around one large impression cylinder. They are strong for thin films and tight registration. In-line presses place units in a row and often suit labels, cartons, corrugated, and jobs that need converting steps. Stack presses arrange print units vertically and can print both sides, though web path and registration need careful control.
| Press Type | Category | Distinguishing Feature | Good Fit |
| Central Impression Press | Flexographic press configuration | One large drum supports the substrate through multiple print stations | Thin films and tight registration work |
| In-line press | Flexographic press configuration | Print units sit in a row and can pair with die-cutting or converting | Labels, cartons, corrugated, sleeves |
| Stack press | Flexographic press configuration | Print decks are stacked vertically and can support two-sided printing | Paper, film, and simpler multi-sided jobs |
A hand sample can lie. Production speed tells the truth.
For buyers comparing flexographic printing services, the strongest supplier is not always the one with the longest material list. It is the one that can explain which materials have already been proven on its equipment.
Flexo becomes more attractive when the run is long enough to spread plate and setup costs across many units. That is one of the main advantages of flexographic printing for repeat packaging programs.
For a jewelry brand, flexo may make sense for recurring sleeves, cards, bags, labels, or shipper graphics. For a 200-piece launch with changing artwork, digital may be the cleaner first move.
A practical cost estimate should include fixed setup costs, material costs, ink and coating costs, press time, finishing, waste, and freight. Unit price alone hides the risk.
Use planning ranges, not fake precision. A supplier may quote differently based on region, equipment, color count, material availability, finishing steps, and delivery market.
| Cost Factor | What It Pays For | Why It Changes |
| Plate and setup | Plates, mounting, press setup, color matching | Color count and artwork complexity |
| Substrate | Paper, board, film, foil, laminate | Grade, thickness, coating, order quantity |
| Ink and coating | Ink system, varnish, anti-scuff finish | Coverage, durability, and curing method |
| Press time | Machine time and operators | Speed, registration tolerance, drying time |
| Finishing | Die-cutting, folding, lamination, and packing | Structure and sequence |
| Waste allowance | Startup sheets, inspection pulls, conversion loss | New material, dark colors, specialty finishes |

A normal sampling path often moves through artwork check, material confirmation, ink and finish recommendation, proofing, physical sample review, revision, and production approval. Simple jobs may move fast. New substrate combinations take longer.
For planning, allow more time when the job uses dark solids, textured paper, specialty coating, film, foil, or multiple finishing methods. Rush fees rarely fix a material that has not been tested.
High speed only helps when the material, ink, and drying system can keep up. If a substrate needs slower drying or tighter inspection, the real speed may be lower than the press rating.
Ask suppliers for realistic throughput on the chosen material. A conservative speed on a stable material beats an aggressive speed that creates waste.
Web tension controls how the material travels through the press. Film, lightweight paper, and laminates can stretch or drift if tension is not controlled.
Tension problems show up as misregistration, wrinkles, repeat-length variation, and web breaks. Borders, tight multi-color art, and centered logos make these problems easier to see.
Every job has startup waste, inspection pulls, and conversion loss. Textured stocks, dark colors, specialty coatings, and difficult films may need a larger allowance.
A realistic quote should account for this. If a quote looks too tight on an untested substrate, the saving may disappear during corrections.
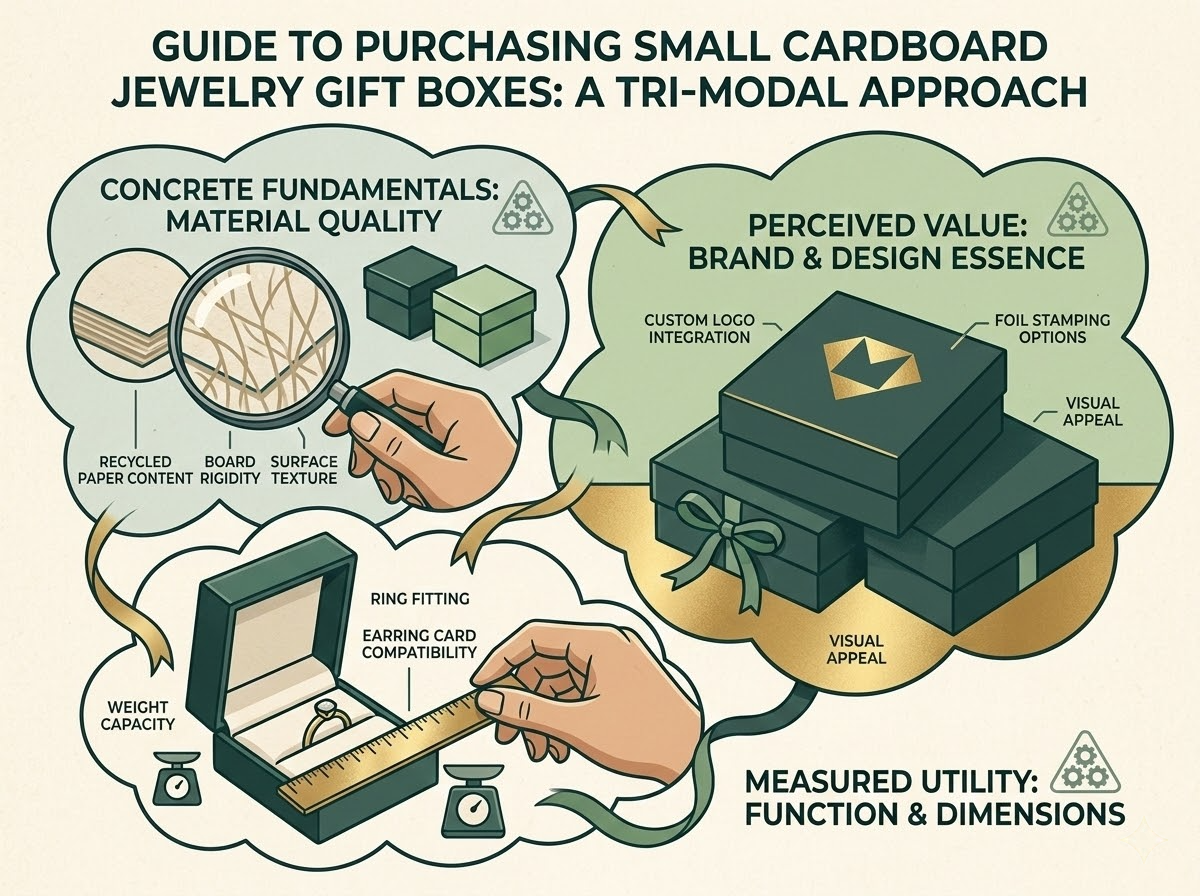
Material choice is brand choice. Customers do not feel a “substrate.” They feel weight, smoothness, stiffness, color depth, and trust.

Color density decides whether a brand color looks rich, flat, soft, or cheap. Absorbent papers can mute dark tones, while coated papers hold stronger solids.
For jewelry packaging, test black, ivory, champagne, navy, forest green, burgundy, and soft neutrals on the actual stock. Small shifts can change the perceived price point.
Edge sharpness matters for logos, small type, care icons, QR codes, and barcode labels. Smooth-coated materials usually hold detail better than rough or porous materials.
If the material is textured, simplify the artwork. Let the paper do part of the work.
Matte can look calm and expensive, but it may show fingerprints or rub marks. Gloss can make colors stronger, but it can also feel too commercial for restrained jewelry packaging.
Test the finish under the lighting where the package will be seen. A finish that looks perfect on a sample desk may feel loud under store lights.
Texture helps when the brand wants warmth, craft, or softness. It hurts when the artwork needs tiny detail or sharp reversed type.
From our sample desk, the simplest rule is this: let either the material or the print be complex. Rarely both.
Scratch resistance is not optional for dark packaging. Sleeves slide, boxes stack, cards rub, tissue shifts, and retail staff handle samples repeatedly.
Put the printed sample through the same motions it will face during packing, shipping, display, and return handling. A perfect flat sheet is not enough.
Odor can break a premium unboxing experience. Ink, coating, adhesive, foam, velvet, plastic bags, and cartons can all contribute.
Pack the printed sample with the actual box, insert, pouch, and tissue for at least 24 hours. Then open it as a customer would.
Jewelry packaging is not one printed piece. It is a system of outer surfaces, inserts, cards, tissue, bags, labels, and shipping layers.
RichPack’s premium gift boxes and jewelry-focused packaging work connect print decisions with structure, protection, and brand presentation. The goal is a coordinated package, not one nice-looking sheet.
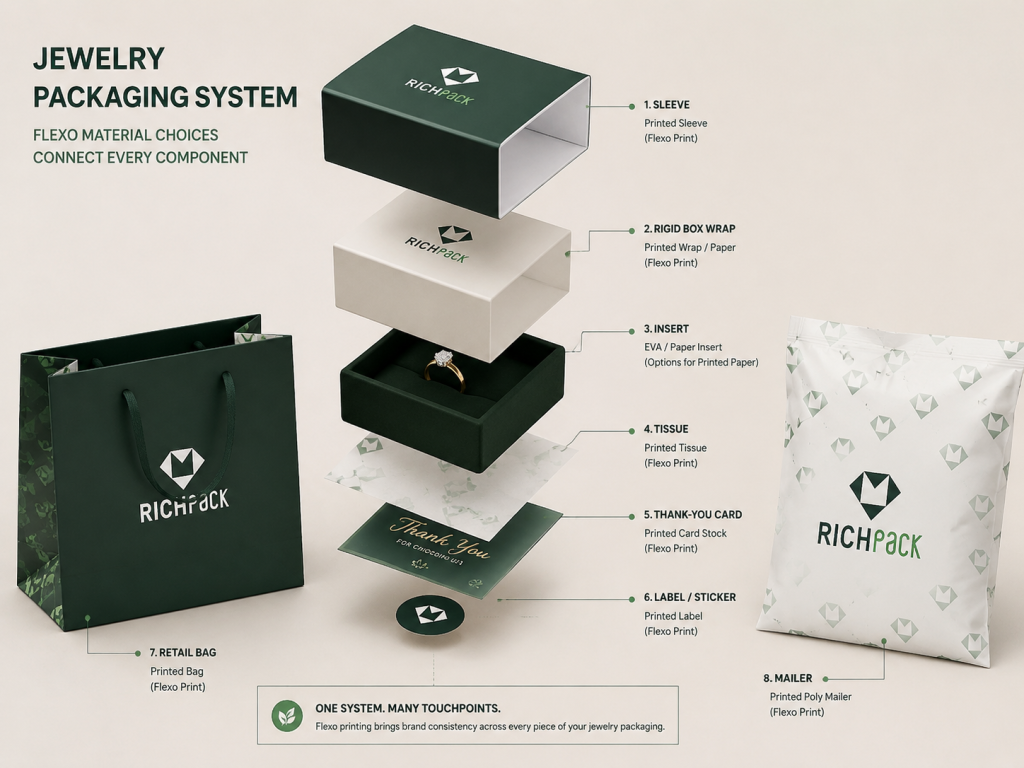
Rigid box wraps often use coated paper, specialty paper, or laminated paper over structural board. Flexo can work for repeated patterns, brand colors, or components produced on a larger scale.
For the main logo, many jewelry brands combine printing with foil stamping, embossing, debossing, or screen printing. The supplier should decide which effect belongs in the ink and which belongs in the finishing.
Sleeves and belly bands are strong flexo candidates when a brand needs repeatable color and efficient production. Coated paper can support sharper graphics, while textured stock gives a softer boutique feel.
The sliding action is the risk. Test whether the print rubs against the box surface, marks at the edge, or cracks where the band folds.
Inserts and insert wraps affect protection and presentation. Printed wrap papers, support cards, or belly layers should not transfer ink, shed fibers, or abrade jewelry.
If the printed component touches metal, stones, plated surfaces, or pearls, ask for compatibility checks. RichPack’s custom jewelry box inserts are useful when print, structure, and surface contact must work together.
Printed cards carry care instructions, authenticity notes, brand story, return details, or personal messages. Paperboard, coated card, and specialty paper can all work.
Use custom thank-you cards when the card needs to feel like part of the jewelry experience rather than a loose insert. Flexo can support repeat card programs when design and volume are stable.
Tissue and liners sit close to the product experience. They may carry a light logo pattern, brand color, or subtle repeat mark.
Keep ink coverage controlled. Heavy ink on tissue can create stiffness, odor, transfer, or a cheap feel.
Retail bags carry the brand into the store, event, trade show, or gift moment. Kraft, coated paper, laminated paper, and specialty stocks each give a different signal.
For high-end jewelry, bag stiffness, handle quality, rub resistance, and color consistency matter. A scuffed bag weakens the package before the customer reaches home.
Modern flexographic printing technology is not the right answer for every job. It works best when the material, quantity, artwork, and production path fit the process.
Each alternative has a clear category and a clear difference.
| Method | Category | Distinguishing Feature | Best Run Size | Luxury Packaging Role |
| Flexographic printing | Rotary relief printing | Flexible plates print directly onto many substrates | Medium to long | Repeat components and packaging systems |
| Digital printing | Non-plate printing | Artwork prints directly from digital files | Short to medium | Sampling, personalization, short launches |
| Offset printing | Indirect planographic printing | Image transfers from plate to blanket to sheet | Medium to long | High-detail cartons and inserts |
| Rotogravure printing | Engraved cylinder printing | Recessed cells carry ink from a metal cylinder | Very long | Massive-volume packaging programs |
| Screen printing | Stencil printing | Ink passes through a mesh screen | Short to medium | Bold logos and specialty ink effects |
| Foil stamping | Heat and pressure decoration | Foil transfers onto the surface without ink | Short to long | Metallic luxury accent |
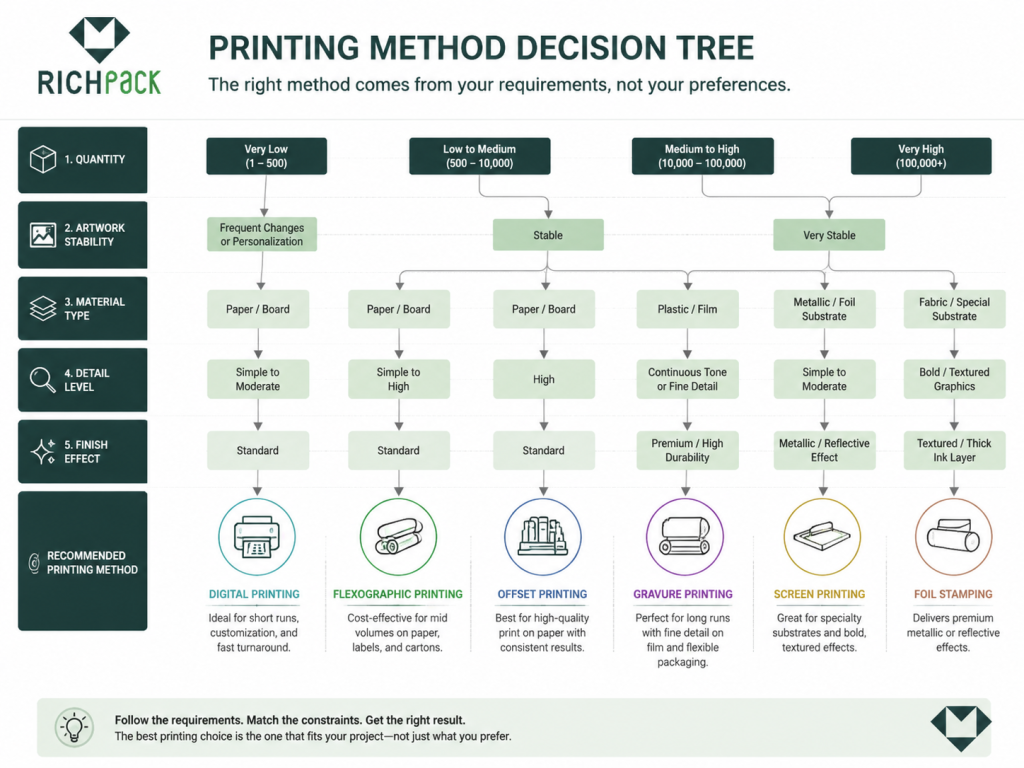
Digital printing is a non-plate printing method that sends artwork directly from a file to the substrate. It is strong for short runs, variable data, fast tests, and frequent artwork changes.
For early jewelry launches, digital may be the practical first step. Once the design stabilizes and quantities rise, flexo can become more cost-effective.
Offset printing is an indirect printing method that transfers an image from a plate to a blanket to paper or board. It is strong for fine detail, smooth gradients, and high-quality sheet work.
Flexo may be more flexible across roll-fed packaging and varied substrates. The better choice depends on structure, quantity, artwork, and supplier equipment.
Rotogravure printing uses engraved metal cylinders with recessed cells that carry ink. It is built for huge runs and high consistency.
Most jewelry packaging programs do not need gravure unless the volume is massive and the artwork will stay stable for a long time. Flexo usually offers a more accessible balance.
Screen printing is a stencil method that pushes ink through a mesh screen. It can create bold, opaque, tactile marks on paper, board, acrylic, metal, and specialty surfaces.
It is usually slower than flexo for roll-fed packaging. In jewelry packaging, screen printing may handle a hero logo while flexo handles cards, sleeves, labels, or bags.
Foil stamping uses heat and pressure to transfer foil onto a surface. It is not ink-based, which is why metallic effects can look cleaner than metallic ink.
Use foil for selective emphasis. Let flexo handle repeatable printed information or patterns, and let foil carry the focal point.
Hybrid decoration combines more than one process. A sleeve might use flexo for color, foil for the logo, embossing for texture, and digital for a short test run.
Sequence matters. Coatings, foil, folds, adhesives, and die-cuts can interfere with each other if the order is wrong.
Good suppliers are willing to say no. Flexo has clear strengths, but forcing it into the wrong job can create cost, quality, and timing problems.
For brands reviewing packaging design, the better question is not which method sounds more advanced. It is which method protects the brand standard at the intended quantity?
Very short runs can make the plate and setup costs hard to justify. If the job is a small launch, investor sample, campaign test, or seasonal experiment, digital may be smarter.
Use flexo when the design is stable enough to repeat. Use digital when learning speed matters more than unit cost.
Variable data includes changing names, codes, serial numbers, personalized messages, or regional copy. Flexo can print static elements, but digital is usually better for frequent changes.
A hybrid path can work. Flexo prints the base design, and digital adds the variable details later.
Ultra-fine type, delicate gradients, photographic detail, and tiny reverse text can be difficult on rough, absorbent, or unstable materials. Flexo has improved, but the material still sets limits.
If the design depends on small precision, ask for a production proof on the final substrate. Do not approve from a screen view.
Heavy specialty ink, raised ink, metallic particles, and unusual effects may require screen printing or another method. Flexo can handle many inks, but not every effect is efficient at speed.
For high-end jewelry packaging, use flexo for the base component and reserve specialty effects for selected areas. That keeps the package controlled.
Complex decoration can include foil, embossing, debossing, spot varnish, soft-touch coating, die-cut windows, ribbon slots, and layered inserts. Flexo may be only one part of that system.
The supplier should map the full sequence before quoting. A beautiful printed sheet is not enough if the finish cracks or the insert no longer fits.
A new textured paper, coating, ink, adhesive, insert fabric, and finishing method should not all be introduced at once. Too many new variables make failure hard to diagnose.
Change one thing at a time when possible. If the brand needs a new material, keep the print simple until the substrate is proven.
Sample approval should imitate real use. A flat proof on a desk does not show what happens during folding, packing, shipping, store handling, and unboxing.
RichPack’s packaging quality checks are a useful reference for treating printed packaging as a finished deliverable. Review the sample as a complete package.

Color should be reviewed under controlled lighting and against an approved standard. A printed color on kraft board will not match the same ink on coated white board without adjustment.
Use physical color targets when possible. If the brand has strict standards, ask how the supplier measures and records variation.
Rub and scratch testing shows whether the print can survive handling. This is especially important for dark sleeves, bags, labels, and retail packaging surfaces.
Test dry rub, repeated handling, and contact with adjacent packaging materials. If the surface marks easily, adjust the ink, coating, stock, or finish.
Printed board can crack or whiten at fold lines. Heavy ink, coating, grain direction, or board stiffness can all contribute.
Fold the sample the way production will fold it. Inspect the outside edge, inside crease, and any printed logo that crosses the fold.
Moisture and heat can change ink stability, board behavior, adhesive performance, and odor. Jewelry packaging may pass through humid warehouses, hot trucks, or cold storage.
A simple conditioning test can reveal problems early. Review scuffing, warping, curling, blocking, and smell after exposure.
Pack the jewelry box, sleeve, insert, tissue, card, and shipper together. Then handle, shake, stack, and open the package repeatedly.
Look for rubbed corners, print transfer, crushed board, loose inserts, and marks on the presentation surface. The printed material must survive the journey.
Retail handling is different from shipping. Staff may open, close, stack, wipe, display, and repackage samples many times.
Review how the print looks after repeated touch. Premium packaging must still feel premium after the tenth handling.
A good supplier brief reduces guessing. It also helps flexographic printing services give a realistic quote instead of a generic material list.
Use the brief to connect package format, material, ink, artwork, quantity, timeline, and tests. RichPack’s packaging manufacturing support works best when these details are clear before sampling.
State the exact component. A label, sleeve, belly band, folding carton, tissue sheet, paper bag, and corrugated mailer all have different material requirements.
Include dimensions, construction, fold lines, adhesive areas, insert contact points, and whether the printed part touches jewelry, velvet, foam, paper, or plastic.
List the preferred material if known. If not, describe the target feel, color, stiffness, sustainability expectation, and handling environment.
“Matte ivory sleeve for a rigid necklace box” is more useful than “premium paper.” Add any restrictions around recycled content, FSC-certified stock, plastic-free packaging, or coated surfaces.
If the brand has a known ink or coating preference, state it. If not, ask the supplier to recommend a validated system for the selected substrate.
Describe the finish in plain language: soft matte, clean gloss, anti-scuff, low odor, rich black, natural kraft, or subtle pattern. The supplier can translate that into materials and process choices.
Provide final artwork, dielines, brand colors, logo usage rules, barcode requirements, and minimum type sizes. If exact color matching matters, include physical references or measured standards.
Small jewelry logos often need special attention. A thin mark that works online may need adjustment on textured paper or absorbent stock.
Quantity and timeline determine the practical method. Include launch quantity, reorder forecast, delivery market, approval deadline, and whether future versions are expected.
If the design may change soon, say so. A supplier may suggest digital sampling first, then flexo once the design is stable.
List the tests required before approval. At minimum, include color review, rub testing, fold testing, packaging assembly, shipping handling, and final unboxing review.
For premium jewelry packaging, add contact compatibility if printed materials touch jewelry, pouches, inserts, or anti-tarnish elements. Brands can talk with RichPack and share these specifications before sampling.

A practical material decision connects several entities. If one changes, the others may need to change too.
| Entity | Category | Relationship | Decision Impact |
| Substrate | Print surface | Receives ink from the plate | Controls printability, feel, strength, and cost |
| Ink system | Consumable | Bonds to the substrate | Controls adhesion, color, odor, and durability |
| Plate | Image carrier | Holds raised image areas | Controls detail, distortion, and repeatability |
| Anilox roller | Ink-metering part | Delivers measured ink volume | Controls density, edge quality, and solids |
| Coating | Protective layer | Covers or modifies the print | Controls gloss, matte feel, rub, and scuffing |
| Drying method | Stabilization step | Sets or cures the ink | Controls odor, blocking, and production flow |
| Quality test | Approval method | Checks the finished package | Confirms whether the choice survives real handling |

The substrate is the base material that receives the print. It may be paper, board, film, foil, laminate, label stock, tissue, or corrugated liner.
Its surface controls absorption, adhesion, texture, stiffness, folding, and perceived value. Choose it first by package job, then by print behavior.
The ink system bonds color to the substrate. Water-based, solvent-based, UV, and EB systems each solve different problems.
A supplier should explain why an ink is recommended for the chosen material. If the answer is only “we always use it,” ask for sample evidence.
The plate carries the raised image. Plate quality affects line sharpness, color alignment, and repeatability.
Artwork should be reviewed before plate making, especially when the design uses fine lines, small type, patterns, or tight logo placement.
The anilox roller meters ink volume. Too little ink can look weak. Too much ink can fill detail, slow drying, or cause smearing.
Anilox choice should reflect the artwork and substrate. The same logo may need different settings on kraft paper, coated board, and film.
Coating protects the print and changes the finish. It can add matte, gloss, soft-touch, anti-scuff, or barrier performance.
A coating that feels beautiful must still pass handling tests. For jewelry packaging, review the coating with the final box, insert, card, tissue, and bag together.
Drying or curing stabilizes the print. Heat, air, UV, EB, or other systems may be used depending on the ink and substrate.
If drying is incomplete, defects can appear later as odor, blocking, smear, setoff, or weak rub resistance. Timing should be part of the production plan.
Quality tests prove whether the material and print system work in real life. Testing should include color, rub, scratch, fold, moisture, heat, shipping, assembly, and unboxing review.
For responsible packaging decisions, sustainability should also be reviewed through material availability, recyclability claims, coating choices, and supplier documentation. RichPack’s sustainable packaging choices and sustainable jewelry packaging case can help teams look beyond surface appearance.
Paper, paperboard, corrugated board, plastic films, foil, laminates, and label stocks can all work. The best choice depends on the package format, ink system, drying method, surface treatment, artwork detail, and handling requirements.
For jewelry packaging, coated paperboard, specialty paper, kraft, rigid box wrap papers, cards, sleeves, bags, and selected labels are usually more relevant than high-barrier food films.
The process is used for labels, flexible packaging, folding cartons, corrugated boxes, paper bags, wraps, tags, sleeves, and many roll-fed packaging components. It is valued because it can run efficiently on a wide range of substrates.
In a packaging program, it is often used where stable artwork, repeat orders, and consistent production matter. It can also work alongside digital, foil stamping, screen printing, or embossing.
The main advantages of flexographic printing are speed, material range, efficient repeat production, compatibility with many inks, and a strong fit for packaging components. It can be cost-effective when quantities are high enough to justify setup.
The strongest advantage is not speed alone. It is the ability to produce repeatable branded packaging across practical materials when the job is specified correctly.
Yes, when it is used in the right role. Flexo can be excellent for sleeves, cards, bags, labels, wraps, tissue patterns, box papers, and repeated printed components in luxury packaging.
For premium focal effects, it is often combined with foil stamping, embossing, debossing, screen printing, specialty coatings, or rigid box construction. The best result usually comes from a coordinated decoration system.
Flexographic printing jobs usually involve plates, press setup, material validation, ink control, and efficient repeat production. They are better for stable artwork and larger quantities.
Digital jobs are usually better for short runs, fast tests, personalization, and frequent artwork changes. Many brands use digital for early sampling and flexo for scaled production.
Compare suppliers by validated materials, press capability, sample quality, testing standards, communication, finishing options, and ability to manage the full package. A low unit price is not useful if the material fails during folding, shipping, or retail handling.
Ask for similar work, real samples, substrate recommendations, testing methods, and a clear approval path. For jewelry packaging, experience with jewelry boxes with logo and coordinated components matters.
Flexographic printing is a fast rotary relief method that can print across many packaging materials, but the right material is the one that works as a finished package. It must accept the ink, hold the brand finish, run at the planned quantity, and pass real handling tests.
For jewelry packaging, test sleeves, wraps, cards, tissue, inserts, bags, labels, and shippers as one coordinated presentation. Shortlist two or three materials, print real samples, review them under actual handling conditions, and only then move into production.
RichPack helps jewelry brands move from material choice to package design, sampling, manufacturing, and delivery with one coordinated partner. If your team is choosing printed materials for custom jewelry boxes, start with the package experience you want customers to remember.
2025-02-10

2026-04-20
2026-03-05

2025-11-08
2025-06-19
2026-05-29

Sustainable and Affordable Eco-Friendly Cosmetic Packaging with Bulk Pricing | Ideal for Wholesale Buyers Looking for Green and Cost-Effective Packaging
View More
Affordable Gift Boxes with Custom Designs for Boutique Jewelers | Tailored Packaging Solutions | Budget-Friendly Options Available
View More
Affordable Sustainable Packaging for High-Volume Jewelry Orders | Perfect for Wholesalers Seeking Scalable, Green Solutions at Competitive Prices
View More
Bamboo Wooden Jewelry Organizer Boxes with Multiple Compartments | Eco-Friendly and Functional Storage for Eco-Concious Brands
View More
Beautiful Butterfly Box Gifts | Deluxe Butterfly Gift Boxes for Special Occasions and Unique Presentations Bulk Order Options from Richpack
View More
Bespoke Cosmetic Boxes for Small Beauty Brands with Low MOQ | Perfect for Niche Beauty Businesses Needing Customized Packaging Solutions
View More